生产工序表
生产转序单

质量部管理奖惩制度质量部2022-03-10前言根据整个公司管理要求,为提高公司的整体效益,分清各工序之间的责任,达到不传递缺陷,不传递不合格品,特做如下规定:一、下料:1、质量管理人员和保管员一起确认材质、规格,并记录钢板尺寸、所用工程及部位。
2、根据零件图尺寸号料、剪切、切割、号孔、钻孔等,并符合GB50205-2001标准的公差要求(号孔误差视情况定,暂定罚款1元/孔,切割号料每次误差超出标准,对直接操作手罚款50元/次)。
3、用记号笔标出剩余钢板的材质(不标的罚款20元/次)。
4、需要拼接的钢板,根据焊接工艺要求进行拼接,确保焊透等级二级以上(达不到标准要求对直接操作手罚款50元/道)。
5、如发现图纸、下料单、工艺等有问题,及时反馈,及时修改(对于发现图纸及上道工序等问题给公司避免损失的奖励50~200元/次)。
6、钢板小件加工完成后在铆工领料时应核对准确,如有误差,及时反馈给设计人,进行相应的更改。
7、把所完成的半成品转到下道工序。
(如有不合格品流到下道工序,根据不合格品的轻重情况给予下道工序发现者相应的奖励,30~200元/次,奖金由上道负责)。
二、抛丸除锈:8、根据图纸要求和钢板腐蚀程度选择适当的行进速度,抛丸除锈效果达到Sa2或Sa2、5的标准(清净所有氧化皮、氧化物、杂物等,露出金属光泽)。
9、用油漆准确标清每张钢板的材质,分别整齐摆放(不标清罚款50元/次)。
10、如抛丸除锈钢板条时,分类、分规格、分材质标清摆放。
(不标清罚款50元/次)。
11、抛丸结束后如质检部发现有不合格品,扣除操作手当日抛丸相对比例的记件工资。
三、H型钢生产线:1、按照图纸尺寸对半成品进行检验,不满足要求的返回上道工序进行整改。
2、按图纸尺寸、材质、规格准确无误的组立成H型钢。
(达不到标准要求的,对操作人罚款30元/根,并必须在规定时间内整改合格,对整改不合格的加倍罚款)。
H型钢组对后焊接前必须焊接引弧板,杜绝H钢端头手把焊封头的违章现象。
订单生产工序流程进度跟踪表
订单生产工序流程进度跟踪表订单生产工序流程进度跟踪表是企业在订单生产过程中,对各个生产工序进行实时监控和管理的有效工具。
它能够为企业提供全面、准确的生产进度信息,帮助企业及时发现问题、调整生产计划,从而提高生产效率。
一、订单生产工序流程概述订单生产工序流程主要包括以下几个环节:订单接收、生产计划编制、物料采购、生产加工、质量检测、产品包装、物流配送等。
在这些环节中,生产进度管理是关键,直接影响到订单的按时完成和客户满意度。
二、进度跟踪表的实用性与重要性进度跟踪表能够将订单生产过程中的各个环节进行可视化呈现,使企业管理者能够清晰地了解生产进度、资源配置、质量控制等方面的具体情况。
这有助于企业及时发现潜在问题,提前采取措施进行调整,确保订单按时完成。
三、进度跟踪表的构成要素一个完整的进度跟踪表应包括以下几个部分:1.订单信息:包括订单编号、客户名称、订单金额等。
2.生产工序:列出订单生产过程中的所有工序,明确各工序的负责人、预计完成时间等。
3.进度状态:实时记录各工序的完成情况,包括已完成、进行中、未开始等。
4.异常情况:记录生产过程中出现的问题和解决方案,以便于后续改进。
5.关键节点:对生产过程中可能影响进度的重要节点进行预警和管理。
四、如何运用进度跟踪表进行有效管理1.制定明确的生产计划:根据订单需求和生产能力,合理编制生产计划,确保生产资源的合理分配。
2.实时更新进度信息:生产过程中,及时更新进度跟踪表,确保信息的准确性和实时性。
3.监控异常情况:对生产过程中的异常情况进行实时监控,发现问题及时解决,避免影响整体进度。
4.分析原因:对产生的异常情况进行深入分析,找出原因,提出改进措施。
5.优化生产流程:根据进度跟踪表中的信息,不断优化生产流程,提高生产效率。
五、进度跟踪表在企业运营中的应用案例某家电企业接到一批出口订单,由于生产过程中部分环节进度滞后,可能导致订单无法按时完成。
通过运用进度跟踪表,企业及时发现了问题,并对生产计划进行了调整,合理分配资源,最终顺利完成了订单。
生产工作安排表 模板

生产工作安排表模板
以下是一个简单的生产工作安排表的模板,你可以根据自己的需要进行修改和扩展。
生产工作安排表
一、基本信息
日期:XXXX年XX月XX日
负责人:XXX
参与人员:XXX、XXX、XXX
二、生产计划
1. 任务一:完成产品A的生产(预计完成时间:上午9:00-11:00)
2. 任务二:进行产品B的质量检测(预计完成时间:上午11:00-12:00)
3. 任务三:准备材料C的采购清单(预计完成时间:下午1:00-2:00)
三、实际完成情况
1. 任务一:已完成产品A的生产,用时XX小时。
2. 任务二:已完成产品B的质量检测,用时XX小时。
3. 任务三:已准备材料C的采购清单,用时XX小时。
四、问题与改进措施
问题一:产品A的生产过程中出现了XXX问题,导致生产效率下降。
改进措施一:加强生产流程管理,提高员工操作规范性。
问题二:材料C的采购清单准备过程中,部分材料信息不准确。
改进措施二:加强与供应商的沟通,确保材料信息准确无误。
五、下一步工作计划
1. 对产品A的生产过程进行总结,优化生产流程。
2. 与供应商联系,确认材料C的采购细节。
3. 安排人员对生产线进行维护和保养,确保生产顺利进行。
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
纺织企业生产工序执行标准统计表
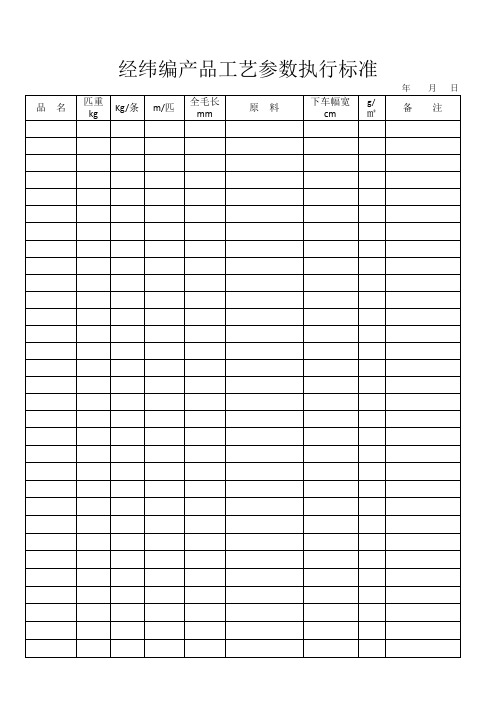
经纬编产品工艺参数执行标准年月日品名匹重kgKg/条m/匹全毛长mm原料下车幅宽cmg/㎡备注起毛工艺参数执行标准年月日品名匹重kgKg/条原料起毛次数n起毛前长宽起毛后长宽布速m/min备注白坯刷烫工艺参数执行标准年月日品名匹重kgKg/条原料刷毛布速m/min烫光布速m/min烫光温度℃刷毛次数烫光次数备注白坯定型工艺参数执行标准年月日品名匹重kgKg/条原料布速m/min温度℃上胶比例备注水洗工艺参数执行标准年月日品名匹重kg Kg/条布速m/min水温℃柔软剂添隔时间(分)柔软剂添注时间(秒)备注花坯烘干工艺执行标准年月日品名匹重kgKg/条原料烘干温度℃布速m/min烘前长宽cm烘后长宽cm备注花坯刷烫剪工艺参数执行标准年月日品名匹重kgKg/条原料刷速m/min烫速m/min烫温℃剪温℃刷毛次数烫光次数剪毛次数备注剖幅坯布工艺参数执行标准年月日品名匹重kg KG/条原料刀速车速备注压花产品工艺参数执行标准年月日品名匹重kg KG/条原料压花温度℃压花时间(秒)备注毛毯印花预烘工艺执行标准年月日品名匹重kgKg/条原料坯布宽度m刮色浆次数(遍)预烘温度℃备注毛毯印染蒸化工艺执行标准年月日品名匹重kgKg/条原料蒸化时间(分钟)蒸化温度℃工作压力MPa备注成品毛毯针码执行标准年月日匹重kg Kg/条单针码针/10cm双针码针/10cm成品边中尺寸偏差cm备注品名。
机械加工生产计划排程表
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理、副总。
编制:
审核
批准
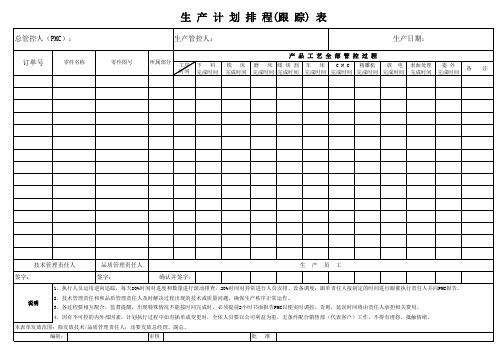
工序时间下料完成时间铣床完成时间磨床完成时间线切割完成时间车床完成时间cnc完成时间精雕机完成时间放电完成时间表面处理完成时间委外完成时间备注审核批准零件名称3各过程要相互配合监督提醒出现特殊情况不能按时间完成时必须提前2小时书面报告pmc以便实时调控
总管控人(PMC):
订单号
零件名称
零件图号
生 产 计 划 排 程(跟 踪) 表
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
说明
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。
生产管控人:
生产日期:
产品工艺全部管控过程
所属部分
工序 时间
下料 完成时间
铣 床 磨 床 线 切 割 车 床 C N C 精雕机 放 电 表面处理 委 外 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间
备
注
技术管理责任人
品质管理责任人
生产员工
签字:
签字:
确认并签字:
工序生产能力及平衡计算表、线平衡率模板

标准工时总计:
件
1 1 1 1 1 1 0 0 0 0 0
平衡率备注:
平衡率 :
红色 蓝色 绿色
#DIV/0!
工序能力(件/班次)
每班需求量
#### #DIV/0!
如果平衡率低于 如果平衡率介于 如果平衡率介于
总计
III.平Байду номын сангаас性能
工序
秒/件
1.00 0.90 0.80 0.70 0.60 0.50 0.40 0.30 0.20 0.10 0.00
产品编号: 客户需求:
工序
关键设备
产品描述: 每班需求量
#DIV/0!
标准工时 (秒/件) 效率(%)
工序生产能力及平衡计算表
I.基本信息
生产组别: 理论节拍:
#DIV/0!
II.工序能力数据
工作班次 更新日期:
工作时间
一个工人的能力( 件) 工人数(理论) 实际安排工人
小时/班:
版本:
01
节拍时间 (秒/件) 生产能力(件)
Process Capability and Balance calculator
Template Kaizen 0015
节拍时间(件/秒)
理论节拍:
工序
2015 szmuri co Itd Hong Kong
机加工生产工序表
1人 63"双层/支
1人
24"支
1人
50"扇
1人
24"支
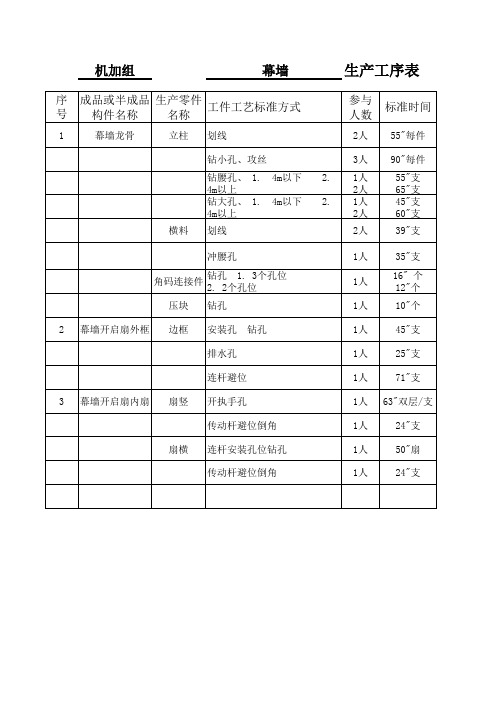
机加组
幕墙
生产工序表
序 号
成品或半成品 构件名称
生产零件 名称
工件工艺标准方式
1
幕墙龙骨
立柱 划线
横料
钻小孔、攻丝
钻腰孔、 1. 4m以上 钻大孔、 1. 4m以上
4m以下 4m以下
划线
冲腰孔
角码连接件
钻孔 1. 3个孔位 2. 2个孔位
压块 钻孔
2 幕墙开启扇外框 边框 安装孔 钻孔
排水孔
连杆避位
3 幕墙开启扇内扇 扇竖 开执手孔
传动杆避位倒角
扇横 连杆安装孔位钻孔
传动杆避位倒角
参与 人数
标准时间
2人 55"每件
3人 90"每件
2. 1人 2人
2. 1人 2人
55"支 65"支 45"支 60"支
2人
39"支
1人
35"支
1人
16" 个 12"个
1人
10"个
1人
45"支
1人
25"支
1人
71"支
生产进度表
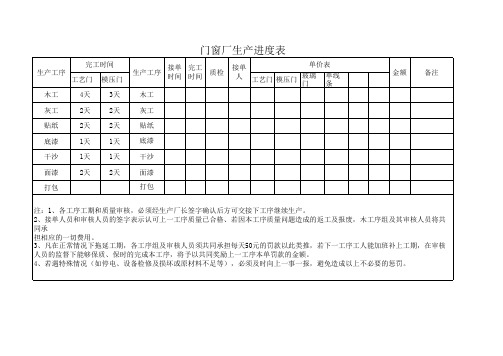
注:1、各工序工期和质量审核,必须经生产厂长签字确认后方可交接下工序继续生产。 2、接单人员和审核人员的签字表示认可上一工序质量已合格、若因本工序质量问题造成的返工及报废,木工序组及其审核人员将共 同承 担相应的一切费用。 3、凡在正常情况下拖延工期,各工序组及审核人员须共同承担每天50元的罚款以此类推,若下一工序工人能加班补上工期,在审核 人员的监督下能够保质、保时的完成本工序,将予以共同奖励上一工序本单罚款的金额。 4、若遇特殊情况(如停电、设备检修及损坏或原材料不足等),必须及时向上一事一报,避免造成以上不必要的惩罚。
门窗厂生产进度表
完工时间 生产工序 工艺门 木工 灰工 贴纸 底漆 干沙 面漆 打包 4天 2天 2天 1天 1天 2天 模压门 3天 2天 2天 1天 1天 2天 木工 灰工 贴纸 底漆 干沙 面漆 打包 生产工序 接单 门 模压门 玻璃门 单线条 金额 备注
锂电池配料工序生产日报表

型号
烘烤
类型
批量 (只)
极性
前活 性物 质重
量g
正极
负极
正极
负极
正极
负极
正极
负极
正极
负极
总合计:
存量 单位:只
极性 正极 负极
报废原因:
配料工时:
制表: 备注:1. 毛效率=
正极
负极 型号
数量
管理工时:
配料工序生产日报表
200 年 月 日
投入量(g)
活性 物质 调配 调配 理论 浆料 数 用量 (g) (只) (g/只)
投入 量 (只)
总投 入量 (只)
双面 (g)
单面 (g)
生产合格数
双面 单面 退料 (只) (只) (g)
浆料 生产
退料 (只)
用量 (g/只)
合格 数(只)
收成 率 (%)
净生 产工 时(h)
非作 业时
间
(h)
毛 效 率
净 标准 效 工时 率 (h)
型号
数量
型号
数量
型号
数量
型号
数量
型号
数量搬运工时: 审核: Nhomakorabea转嫁工时:
培训工时: 批准:
5S工时:
MF/Q 006/A
医疗器械企业生产工序流程记录卡

编号:-7.5.1-01
生产日期
ቤተ መጻሕፍቲ ባይዱ机号
操作者
完成时间
整机装配
投入器件
品名
规格
批号
品名
规格
批号
生产内容
工具与仪表
超声波焊接机,冲压裁断机
质量要求
执行国家标准YY/T0969-2013,按图纸和作业指导书的规定组装确保外观,尺寸,功能达标
自检
操作者
工序质量确认
确认人
年 月 日
成品测试测试要求:按下表性能指标要求进行并达国家标准YY/T0969-2013标准要求
序号
标准条款
检测项目
口罩性能指标要求
调测结果
1
外观
2
尺寸
3
焊接点拉力
4
滤过率
/
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
自检确认
操作者
工序质量确认
确认人
日期
成品检测
检验员
机号
日期
生产工序记录表
签字
签字
时间
1
2
3
4
5
6
7
8
9
10
11
12
13
14
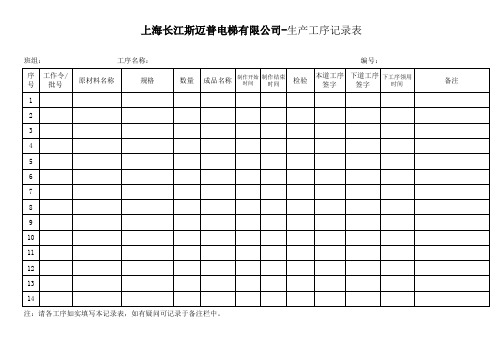
注:请各工序如实填写本记录表,如有疑问可记录于备注栏中。
备注Biblioteka 生产工序记录表工序检验记录表工序验收记录表安全生产检查记录表生产过程检验记录表生产记录表车间生产记录表生产巡检记录表生产过程记录表生产交接班记录表
上海长江斯迈普电梯有限公司-生产工序记录表
班组:
工序名称:
编号:
序 工作令/ 号 批号
原材料名称
规格
数量
成品名称
制作开始 制作结束 时间 时间
检验
本道工序 下道工序 下工序领用
生产工序流程表
20
2
7 面片连中片大方中扯合口
4KWX1
20
8 中片连底片方中扯合口
4KWX1
20
9
底座围带合口
4KWX1
25
1
10
靠背围合口
4KWX1
50
1
11
眼睛中扯成形
4KWX1
25
1
12 车头后片合口/压平
4KWX2
32
1
13 车头围带驳料合口/压平
4KWX2
40
1
14
接眼睛中扯
4KWX2
90
3
15
接车头颈中扯
版本:
00
产品 编 产品 名
T6962/V0539 火车头坐骑
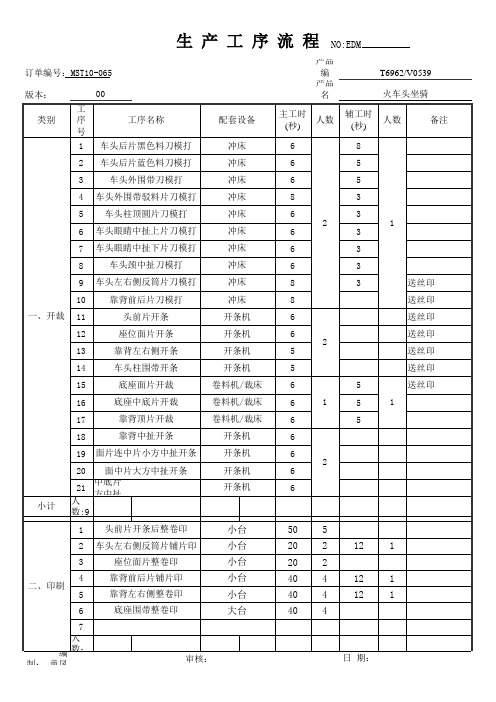
工 类别 序
号
1
工序名称 物料清洁
配套设备
主工时 (秒)
人数
辅工时 (秒)
人数
100 2
备注Leabharlann 2打通气孔/画位75
1
3
啤气咀SW-114
4KWX1
60
1
4
车头柱围带合口
4KWX1
15
5
靠背中扯合口
4KWX1
16
6 面片连中片小方中扯合口
4KWX1
生 产 工 序 流 程 NO:EDM
订单编号:MST10-065
版本: 类别
00
工 序 号
1
工序名称 产品清洁
配套设备 40
产品 编 产品 名
T6962/V0539 火车头坐骑
主工时 (秒)
人数
辅工时 (秒)
人数
备注
1
移印日期码
50
订单生产工序流程进度跟踪表

订单生产工序流程进度跟踪表【原创实用版】目录1.订单生产工序流程进度跟踪表的概述2.订单生产工序流程进度跟踪表的作用3.如何编制订单生产工序流程进度跟踪表4.订单生产工序流程进度跟踪表的实际应用5.结论正文一、订单生产工序流程进度跟踪表的概述订单生产工序流程进度跟踪表是一种用于记录和跟踪生产过程中各个环节进度的表格,它可以帮助企业有效地管理生产进度,保证产品按时交付。
订单生产工序流程进度跟踪表通常包含订单编号、产品名称、生产工序、计划开始时间、计划结束时间、实际开始时间、实际结束时间、进度偏差等栏目。
二、订单生产工序流程进度跟踪表的作用1.有助于实时监控生产进度,及时发现和解决生产过程中的问题。
2.有助于提高生产效率,降低生产成本。
3.有助于提高产品的质量和满意度。
4.有助于提高企业的竞争力。
三、如何编制订单生产工序流程进度跟踪表1.确定生产工序:首先需要确定产品的生产工序,包括原材料的采购、加工、组装、测试、包装等环节。
2.确定计划开始时间和结束时间:根据生产计划,确定每个生产工序的计划开始时间和结束时间。
3.确定实际开始时间和结束时间:在生产过程中,记录每个生产工序的实际开始时间和结束时间。
4.计算进度偏差:根据实际开始时间和结束时间与计划开始时间和结束时间的比较,计算出进度偏差。
四、订单生产工序流程进度跟踪表的实际应用在实际生产过程中,企业可以根据订单生产工序流程进度跟踪表的信息,及时调整生产计划,优化生产资源配置,提高生产效率和产品质量。
同时,也可以通过订单生产工序流程进度跟踪表的信息,及时与客户沟通,保证产品的按时交付。