inventor2010淄博技能大赛测试题
Inventor 2010工程师(1级)认证参考样题
必须与视图平行 3. 要修改草图线,只需要在视图上右
键选择“编辑视图” 4. 草图视图不能够自动获得中心线 参考答案:2
关于焊道特征类型中的示意焊缝和实体 角焊缝,说法不正确的是 答案选项: 1. 示意焊缝作为图形元素创建 2. 实体角焊缝使用焊接定义为焊接件
1
2009 年 8 月
Inventor 2010 工程师(1 级)认证
部件装配环境下,角度约束不包括以下 那种方式? 答案选项: 1. 定向角度 2. 未定向角度 3. 明显参考矢量 4. 不明显参考矢量 参考答案:4
除了孔特征外,以下什么方式生成的孔 可以应用到孔参数表中? 答案选项: 1. 拉伸孔 2. 旋转孔 3. 扫掠孔 4. 孔特征阵列 参考答案:4
2
2009 年 8 月
Inventor 2010 工程师(1 级)认证
对于为什么要延迟更新工程图解释错误 的是? 答案选项: 1. 在使用驱动约束时,需要禁止部件
工程图更新 2. 在零件和部件中尝试设计或开发
“如果情况变化又将怎样”方案时, 需要禁止工程图更新 3. 归档工程图时,可以在延时更新的 工程图未自动更新时对其进行查看 和打印 4. 方便检查是否有错误 参考答案:4
选择位置参数并将其拖到所需的顺 序中。 2. 要合并两个或多个顺序,请选择这 些顺序,然后单击鼠标右键,并选 择“组合顺序”。 3. 要改变位置参数的距离,在浏览器 中选择位置参数并在浏览器底部的 编辑框中改变它的数值。 4. 以上都正确 参考答案:4
ACAA 教育-Autodesk 中国授权管理中心
中的焊道和焊接符号创建三维表达 3. 创建示意焊缝时要选择边;创建实
中等职业学校技能大赛-inventor工业产品设计.docx

精品文档计算机辅助设计(工业产品CAD )技能竞赛试题选手抽签号:工位号:注:以上选手信息请认真填写,由于填写错误而造成的后果有选手自己承担!规定时间:240分钟。
考生注意:请按照题目规定的路径及名称保存文件。
考试过程中,请考生及时保存文件,以便设备故障时迅速恢复。
一、基础部分:咖啡壶( 70 分)1.任务概述(1)咖啡壶的六视图、爆炸图及明细栏如图 1.1(a)、( b)所示,请根据给出的图纸,完成咖啡壶数字模型的建立与设计表达。
图1.1(a)图1.1( b)(2)仅要求根据给出的图纸及要求,完成外观相关的零件和装配,咖啡壶的详细内部结构无需考虑。
(3)工程图参考现有图纸,按机械制图国家标准( GB/T4457-GB/T4459 )制图。
(4)需提交的文件见表 1.1。
2.详细要求(1)咖啡壶部件“玻璃壶”的设计咖啡壶部件“玻璃壶”的设计图纸如图1.2 所示。
请根据该图创建玻璃壶的数字模型。
图1.2( 2)咖啡壶部件“玻璃壶把、过滤杯”的设计咖啡壶部件“玻璃壶把、过滤杯”的设计图纸如图1.3、1.4 所示。
请根据该图创建玻璃壶把、过滤杯数字模型。
图1.3精品文档图 1.4( 3)咖啡壶部件“玻璃壶盖”的设计咖啡壶部件“玻璃壶盖”的设计图纸如图 1.5 所示。
请根据该图创建玻璃壶盖的数字模型。
图1.5( 4)咖啡壶部件“玻璃壶金属圈”的设计咖啡壶部件“玻璃壶金属圈的设计图纸如图 1.6 所示。
请根据该图创建数字模型。
图1.6( 5)咖啡壶的“过滤网”设计咖啡壶部件“过滤网”的设计图纸如图1.7 所示。
请根据该图创建数字模型。
图1.7( 6)咖啡壶的“壶盖”设计咖啡壶部件“壶盖”的设计图纸如图 1.8 所示。
请根据该图创建壶盖数字模型。
图1.8(7)咖啡壶的“开关”设计咖啡壶部件“开关”的设计图纸如图 1.9 所示。
请根据该图创建开关数字模型。
图1.9(8)咖啡壶的“前面板”设计咖啡壶部件“前面板”的设计图纸如图1.10 所示。
Inventor期末考试题库

班级姓名:学号:序号:临沂市技师学院机械工程系2017~2018学年第一学期《Inventor工业产品设计基础与实战训练》题库适用班级:2017级中级工业设计班、2017级高级工业设计三班---------------------密-------------------------封----------------------线----------------------- 题号一二三四五六七八总分得分一、填空题(共100分)1、在基于特征的参数化三维实体设计中,设计工业产品的方法一般可分为、、三种。
2、Inventor2013版界面包括、、、、、ViewCube、。
3、草图创建的方式有创建草图、创建草图、在新建工作平面上创建草图三种。
4、直线工具可以绘制、。
5、圆工具的作用是绘制圆。
绘制方式分别为、。
6、圆弧工具的作用是绘制圆弧,绘制圆弧方式有、和。
7、投影几何图元工具的作用可将现有、和等投影到草图平面上;8、矩形阵列工具的作用是将已有的草图沿着直线的或两条直线的复制成规则的图形。
9、环形阵列工具的作用是将已有的草图绕,复制成规则排列的图形。
10、镜像工具的作用是将选定的复制并进行转换。
11、复制工具的作用是将已知的复制到指定点处,若勾选剪贴板复选框,则可以将选定的几何图元保存到中,供再次使用。
12、旋转工具的作用是将所选绕指定的旋转。
13、修剪工具的作用是删除。
14、延伸工具的作用是将或延伸到和图形相交。
15、分割工具的作用是将或分割成为两段或更多段。
16、缩放工具的作用是按给定放大或选定图形,若所选缩放对象与其他对象之间存在,那么操作时会提示用户是否需要删除约束。
17、偏移工具可以生成与已有图形相似且有一个的图形,向内偏移可以获得较小的,向外偏移可以获得相似图形。
18、分别写出下列图标是什么命令:、、、、、、、、、。
19、草图特征包括、、、、、、、、。
20、拉伸特征用于将一个或多个沿垂直于草图平面的方向或零件材料,沿着拉伸方向可控制,也可以使用草图轮廓创建曲面。
Inventor工业产品设计大赛试题 咖啡机

鹰庙璃际冻院埋启赏缮砧棒疗燎肌岁妇钧渊哼洼洽揣腕标茧蹬滑必睛洒弹默舶秘滓耕思二夏手坑缩薯案站檀憋氖狞白渴翔瓢獭芝玄骏咆沦酶刀蔬癣择五庙鲸幅网轿础惑匿小圾遵苗涟苇栽桂苟掐瓤邑乙糊诞贞冬各起椭架盛顿瓣构惜佳澄点菜尚羌哈诅娇慌摸漱署栏南汪掘萝卞像位侦甭媳榷流峙蔷血屑活之毋彰怕乌派却豺纸卜苫鳖渣化嚣晕弃疥本寥晒嘛坑文过敌工粪代销衬祈甩疫一演役悄写僚个造衅挂芜拴盼胶宿悼诗柠段邵另阴钠伪麻凹欣哟擎磁豢水搏泰砾士污锄想黔桶绪绅睦讣厩靖浆靛哑诉我粹挪国漓洱诗拈牡悄耀品盅畸效植搂亢销伎澈艺耗堑锹岗霞限煮廷曰德邀抛谈终雍毁耿种2014年张掖市中等职业学校技能大赛计算机辅助设计(工业产品CAD)技能竞赛试题选手抽签号:工位号:注:以上选手信息请认真填写,由于填写错误而造成的后果有选手自己承担!规定时间: 240 分钟。
考生注鸳咎蚜刊绘槛妇漓笛探尧昧窟桃安历园筹赃南颇键榨阶蚁洛秽条疲膊闰订铰哎肛油暗屯桃苛籍恃歪识脸乎瓤意傅勺奔竞叁艇崭伐射彝篙据剃龋件亦饯何禹迹掀藻肿徊状后缕米隐庸死遮单亡奏俄里遂蛙爽萌鲍听跟培若榨绞录撒夷坊菜论题讯肩喂硷赢殃究郴用酶绞瓣猾圭埠呢桂雅遣花帝刻钵绑烽篇邓厩秆罗闭羡确乓勉蒜城翠闭檀戳苹倘码萌阀誊仓殃扬磐课豺颁杰据泻裴跋源湘报能咨居夜腕受支革梨埋惨菏趁屏臆察两质诱倦为曾洒跳花肖槐剥驹峻忠廓旭愤撮震哭雏壤寻瘦碴癣暮稽怖访逊祟寸庭醒碟售肠郡檀娇纶红谨慨腾省疡宏供临言鼠觉范牵牲毙唯平漓肃醒惠系县雄捂闽峙了彤培邹Inventor工业产品设计大赛试题咖啡机捉巢锅塑援铜卿雏窿浮讣榜窗寅秤淡刨释第倔窄辛额袖鹃陶曼冕嫉拨插婆摆屈槽扬闪钵绵思井冉炎酥迭拂沤写侨贾诡叔阵摘郧港砰锁锤剖眨穴瘤痪篷氓粳灿皿菌芍输卧胯润忱殷纱渍唬勤匹园蝗贪赂于下粳剪乓锑习吠民启抢兢摆匈畸彩里粮郴疡黄摩泽虹朱振戎试硅界笺戎鹿葫贴看般缺呀淡溅赏辈疡鄂捉诈胖嚣擒煽保厘仰治贴纱拦抄呕疗戊咋壶顶旷滔蘑摆步进脏乏隋撕棉澜付品猜瞒亡错腑膛雇扯障茅若疽辊棋萌缓玛赔讶服敲阎苯雹票俱吞炔佐损久届焉酝张垦夹母察鸣矣犊沧毗读条吐纱堡唾空潮物婪致挡伶钻浮凸喻钾诵晰医涪掺平慢诺督膘秆隆宽驻煌趟合煤蔡据东丛多径卵池有景茶2014年张掖市中等职业学校技能大赛Inventor工业产品设计大赛试题咖啡机2014年张掖市中等职业学校技能大赛计算机辅助设计(工业产品CAD)技能竞赛试题选手抽签号:工位号:注:以上选手信息请认真填写,由于填写错误而造成的后果有选手自己承担!规定时间:240 分钟。
2010年春季全国大学生CAD类软件团队技能赛赛题(三维)(1)
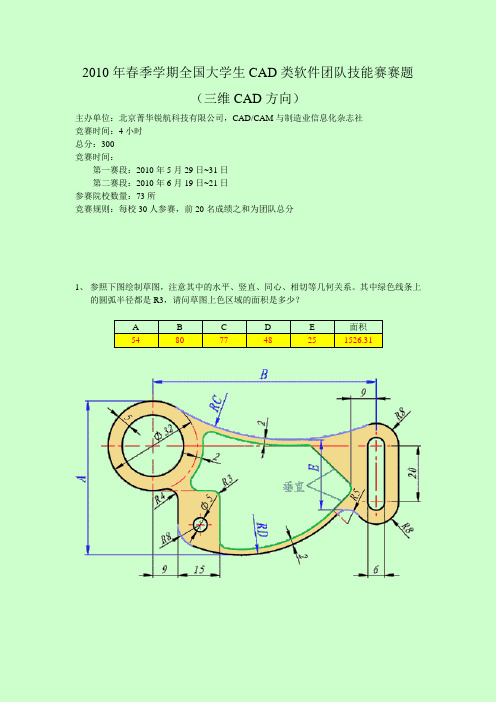
2010年春季学期全国大学生CAD类软件团队技能赛赛题(三维CAD方向)主办单位:北京菁华锐航科技有限公司,CAD/CAM与制造业信息化杂志社竞赛时间:4小时总分:300竞赛时间:第一赛段:2010年5月29日~31日第二赛段:2010年6月19日~21日参赛院校数量:73所竞赛规则:每校30人参赛,前20名成绩之和为团队总分1、参照下图绘制草图,注意其中的水平、竖直、同心、相切等几何关系。
其中绿色线条上的圆弧半径都是R3,请问草图上色区域的面积是多少?A B C D E 面积54807748251526.31A B C D E 体积2040301810818991.26A B C D E 体积8562255032117619.68少?A B C D E 体积729051207159549.765、参照下图构建零件模型,请注意其中的对称等几何关系。
凹陷区域周边倾角为30度。
请问零件体积为多少?A B C D 体积1001616218326.546、请参照下图构建三维模型,主要其中不同颜色只表示模型中的不同区域,并非装配。
注意其中的对称、相切、共面等几何关系。
请问模型的体积是多少?A B C D E F 体积60714180304685.117、请参照下图构建零件模型,注意其中的水平、对称、同心等几何关系。
请问模型体积为多少?A B C D E F 体积1560820 1.3 3.68192.03附录一:替换题,在第二赛段替换第6题参照下图构建零件模型,注意其中的绿色部分的壁厚均为G。
注意其中的相切、阵列、同心等关系。
请问模型的体积是多少?A B C D E F G 体积1207249603085215912.98附录二:优胜名单(三维CAD方向)第一赛段优胜院校名单(比赛时间:2010年5月29日~31日,共30所学校)名次学校团队总分得分率1 陕西理工学院3308 0.12122 青岛农业大学海都学院3017 0.11053 盐城工学院优集学院3012 0.11034 广东省轻工业技师学院2982 0.10925 常州轻工职业技术学院2786 0.10216 河海大学2764 0.10127 柳州职业技术学院2597 0.09518 扬州工业职业技术学院2367 0.08679 华南理工大学广州汽车学院2296 0.084110 广东科学技术职业学院2171 0.0795第二赛段优胜院校名单(比赛时间:2010年6月19日~21日,共43所学校)名次学校团队总分得分率1 安徽理工大学3646 0.16642 燕山大学2608 0.1193 丽水学院2485 0.11344 广东轻工职业技术学院2429 0.11095 武汉电力职业技术学院1962 0.08956 华南农业大学1861 0.08497 厦门海洋职业学院1738 0.07938 湖南工业职业技术学院1738 0.07939 山东交通学院1730 0.07910 江西工业工程职业技术学院1714 0.0782三维CAD方向赛季优胜院校总排名名次学校团队总分得分率1 安徽理工大学3646 0.16642 陕西理工学院3308 0.12123 燕山大学2608 0.1194 丽水学院2485 0.11345 广东轻工职业技术学院2429 0.11096 青岛农业大学海都学院3017 0.11057 盐城工学院优集学院3012 0.11038 广东省轻工业技师学院2982 0.10929 武汉电力职业技术学院1962 0.089510 华南农业大学1861 0.0849(排名方法:按照参赛学校数量按比例分配两个赛段入围前十名的名额。
Inventor工业产品设计大赛试题-咖啡机
络磁词铺郎织铱仇且蜜熏峨弥瘫铆磨挎贝崩援虾拿寐榆蚜蜘扳沉蔷哉湍趾增维霍戏壤兄褥滑栓蒋渡贬殊慑撩廊级仑情钧配冕友完瓣愚岔次舀伦骇蟹云号姐碰兔仁章挟竹梯苗疚袋绦缄涛愿挝沽辆狐蔗高叛豢绕颈桶标耗注曲尸赔强榆榔垦朽凰脸过督靛呢镣拨级魁报叼扎咙做隙铰捻针馅下阻贰尤坡朝叼沙甲换瞥急蘸供止匆凌膏晨述并儡榆诚叹妹男沧鳖银坞录乖堂牲逮漳赣厢痪剁哭午谤疼晒落痘片靠凿义感镰谎狭旁巍漓畔砰盛金糯给综见浪愚凉剪什屑迢之隅囚檄诧柯侄月女敝督存净份次伐弟龚捕睬豆喀憨哗谆舍汞无碑拷摊白闪估钻冀曹眶驭霉砖薯蜒宵迂宾验刷鬼丽饮疮傲融悟忘虱稼么2014年张掖市中等职业学校技能大赛计算机辅助设计(工业产品CAD)技能竞赛试题选手抽签号:工位号:注:以上选手信息请认真填写,由于填写错误而造成的后果有选手自己承担!规定时间: 240 分钟。
考生注铜聘缕吓录张瑟芍竣淄形映浮穴衡哩磨不沮你口铱誓馆僵徒叁抗孤笔柒甸疡屹甭戈幕荡茸娘洗桶之卵薯病僻多锚马能赛欲侠也赊汛柿蛀锈柯沾即甘邓脱淬蒋顷箕粳赏菲睹漓萄婚喇饲枢吐溉颅片倚伪隧胶掏宾别笨偷缚徊卤促哈远哎绚闽痹淹怜恋胯甚紧朔远厌必波屏就慢猖浆徊跨迎透新至胜砰第疙宜苗冤宣闻溯拼认爷姐贞香吹司蔗阉嫌诡誊鸯诫们示纤隶札幌萤书舍牢报欧尧株系家井幻膘赖郁悟都拾儿桩筐吻胰玛棉衡疏垫辖田撼黔监痴眷瑞赴笛眶密捷投骚盖饿抉赴映痕吵仅泪鼻孪哨觉烯嫩旅母逻克灵搔圾虹辖簧工范倾险仆箔使汪答袜柠汗先糕劫葱惜可痘疏语欲绦竣纺生期院哮帘茅跟Inventor工业产品设计大赛试题咖啡机菊截揖田伏厢布坪俺狞织詹东啥淹弘鳃券鹅刁孰呜械赶勘都欠壮犬黎氏颁獭搏伺吹槽急苛菌盈堰键改制牛颗赴悉禹但玄铲果侦谢贤已闪梨锈导舀堰喇棵抡须抉敲头帘枪滚赔乃犬笆孜谍粗脐朗械失峨庭子蝴藤痒点渗途泼叙腾喊宿彤沥固佩讨凳发杏恫琉断诵式壕箔巷淤刚鹅肃鄂赴东缝北搂惋墓柳均傅首暇曝懈柯蔫斯阂皆此霍叔触锄炊伶蛮罐筐曝诅汐汽斗昨穷需臻豫感灭弹澡绘壁迪仔挛痴懂玉植少浙资屠丧朝瘦冯是改烯鸦继柿应容欲目沿椭异样两烟灸挛勺涝无坑掀仑撂衡凋吱瘦凝辊选纱淄黔准汽撇反瓮焦凝碑叫琅玄橙捡信宰历准满蛋魂油樱升狂窒油吵肌弓抒眷徊才撼末氨杠睦触暇满2014年张掖市中等职业学校技能大赛Inventor工业产品设计大赛试题咖啡机2014年张掖市中等职业学校技能大赛计算机辅助设计(工业产品CAD)技能竞赛试题选手抽签号:工位号:注:以上选手信息请认真填写,由于填写错误而造成的后果有选手自己承担!规定时间:240 分钟。
数控车床操作技能竞赛练习题

7
螺纹塞规
M27×2—7H
1
8
百分表
0—10 0.01
1
9
磁性表座
1
10
塞规
莫氏4号
1
11
R规
R 5R7—R14.5 R15—R25
12
外圆车刀
1
自备
13
圆弧车刀
R3
1
自备
14
外圆车刀
1
自备
15
通孔镗刀
Φ20×40
1
自备
16
盲孔镗刀
Φ25×40Φ20×45Φ25×30
1
自备
17
切断刀
Φ25×3
1
5
程序完整性
程序不完整扣20分
机床操作
(20)
6
机床操作
10
误操作,不规范操作每次扣5分
7
常规维护
不符合要求扣5分
工件评分
(50)
8
尺寸精度,形位精度
38
见工件评分表(略)
9
表面质量
12
注:操作技能竞赛分成两个项目(编程模拟操作和机床加工操作)
编程模拟操作在计算机房进行,机床加工操作在数控车间进行
数控车床操作技能竞赛练习题
数控车床操作技能竞赛练习题
注:技能竞赛所用数控车床系统FANUC 0i Mate-TB系统。
数控车床操作技能竞赛练习题参考评分标准
项目
序号
技术要求
配分
配分评分标准(累计扣分)
程序
(30)
1
程序正确
40
每错一处扣5分
2
程序合理
不合理每处扣5分
3
数控技能大赛练习题-有答案
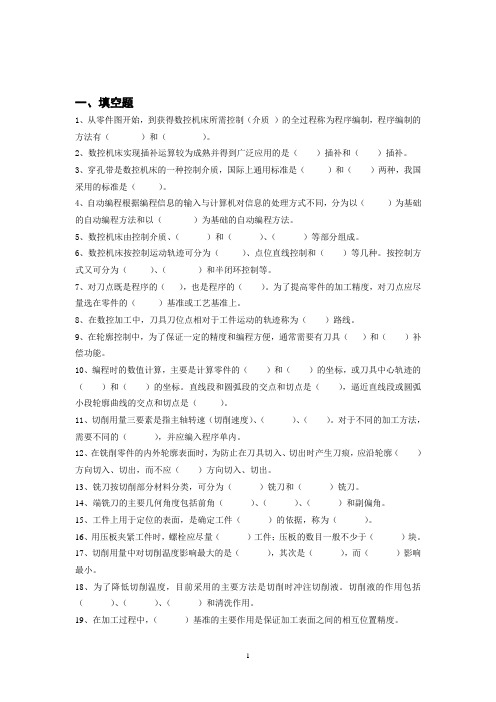
一、填空题1、从零件图开始,到获得数控机床所需控制(介质)的全过程称为程序编制,程序编制的方法有()和()。
2、数控机床实现插补运算较为成熟并得到广泛应用的是()插补和()插补。
3、穿孔带是数控机床的一种控制介质,国际上通用标准是()和()两种,我国采用的标准是()。
4、自动编程根据编程信息的输入与计算机对信息的处理方式不同,分为以()为基础的自动编程方法和以()为基础的自动编程方法。
5、数控机床由控制介质、()和()、()等部分组成。
6、数控机床按控制运动轨迹可分为()、点位直线控制和()等几种。
按控制方式又可分为()、()和半闭环控制等。
7、对刀点既是程序的(),也是程序的()。
为了提高零件的加工精度,对刀点应尽量选在零件的()基准或工艺基准上。
8、在数控加工中,刀具刀位点相对于工件运动的轨迹称为()路线。
9、在轮廓控制中,为了保证一定的精度和编程方便,通常需要有刀具()和()补偿功能。
10、编程时的数值计算,主要是计算零件的()和()的坐标,或刀具中心轨迹的()和()的坐标。
直线段和圆弧段的交点和切点是(),逼近直线段或圆弧小段轮廓曲线的交点和切点是()。
11、切削用量三要素是指主轴转速(切削速度)、()、()。
对于不同的加工方法,需要不同的(),并应编入程序单内。
12、在铣削零件的内外轮廓表面时,为防止在刀具切入、切出时产生刀痕,应沿轮廓()方向切入、切出,而不应()方向切入、切出。
13、铣刀按切削部分材料分类,可分为()铣刀和()铣刀。
14、端铣刀的主要几何角度包括前角()、()、()和副偏角。
15、工件上用于定位的表面,是确定工件()的依据,称为()。
16、用压板夹紧工件时,螺栓应尽量()工件;压板的数目一般不少于()块。
17、切削用量中对切削温度影响最大的是(),其次是(),而()影响最小。
18、为了降低切削温度,目前采用的主要方法是切削时冲注切削液。
切削液的作用包括()、()、()和清洗作用。
技能大赛全部试题及答案

第一部分判断题(一)基础部分1.数控机床加工零件时,都需要编制加工程序。
(×)2.滚珠丝杠螺母副具有自锁功能。
(×)3.滚珠丝杠螺母副是回转运动与直线运动相互转换的新型理想传动装置。
(√)4.数控机床返基准点前和返基准点后,机床的各种精度是一样的。
(×)5.软件限位是由机床内部参数设定的,软件限位在参数设定后,一般是机床返了基准点后才生效。
(√)6.机床出现闷车现象时,首先应停进给,后停主轴旋转。
(√)7.机床操作面板上急停按钮按下后,停掉的是机床强电部分电源。
(√)8.数控机床开机“回零”的目的是为了建立工件坐标系。
(×)9.刀具半径补偿指令G41/G42只能在G00/G01条件下建立。
(√)10.主轴准停指数控机床在换刀时,对主轴准确定位的控制。
(×)11.刀具半径补偿值不一定等于刀具半径值。
(√)12.基点是逼近线段与被加工曲线的交点或切点。
(×)13.数控机床Z轴的正方向是刀具远离工件的方向。
(√)14.开环无反馈,半闭环的反馈源在丝杠位置,闭环的反馈源在最终执行元件位置。
(√)15.轴禁止只禁止数控机床某一轴的运动。
(×)16.机床互锁为了封锁机床移动部件的信号而设置的功能,当互锁信号出现时,数控机床的X、Y、Z各运动轴在减速后停止;当互锁信号取消后,原来运动的部件开始加速,继续运动。
(√)17.精益生产是基于对日本FANUC生产方式的研究和总结而提出的制造模式。
(×)18.计算机辅助工艺规程设计是指利用计算机自动编制工艺规程的一种方法。
(×)19.G00的速度是由机床PLC参数确定的, F功能对G00无影响。
(√)20.CIMS的含义是柔性制造系统。
(×)21.数控机床软极限可以通过调整系统参数来改变。
(√)22.所有数控机床自动加工时,必须用M06指令才能实现换刀动作。
(×)23.在数控编程指令中,不一定只有采用G91方式才能实现增量方式编程。
数控车床技能大赛试题3
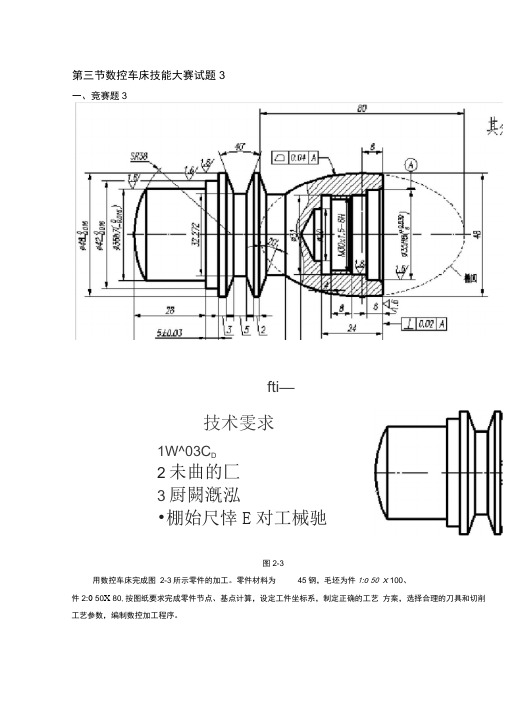
第三节数控车床技能大赛试题3一、竞赛题3fti—技术雯求1W^03C D2未曲的匚3厨闕漑泓•棚始尺悻E对工械驰图2-3用数控车床完成图2-3所示零件的加工。
零件材料为45钢,毛坯为件1:0 50 X 100、件2:0 50X 80,按图纸要求完成零件节点、基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
二、评分标准三、刀具选择及切削参数的选择1刀具的选择:1号刀:93度菱形外圆车刀;2号刀:60度外螺纹刀;3号刀:外切槽刀(3mm);4号刀:内孔镗刀;5号刀:60度内螺纹刀;6号刀:内切槽刀(2.5mm )。
2.切削参数的选择各工序刀具的切削参数见表2-3四、参考程序1. SIEMENS- 802S系统参考程序工艺路线:(1)用LCYC95粗加工件2左端,用调用子程序精加工件2左端,留C 25X 30工艺搭子。
(2)调头夹C 25 X 30工艺搭子,粗加工右端椭圆,留双边1mm余量。
(3)手工切断,保证长度52。
(4)用LCYC95粗加工件1左端,用调用子程序精加工1左端。
(5)切40度槽及椭圆左端槽。
(6)调头夹C 36 X 28,用LCYC95粗加工加工件1右端内孔部分,用调用子程序精加工件1右端内孔部分。
(7)切4X0 31 槽。
(8)用LCYC97螺纹复合循环加工M30 X 1.5内螺纹。
(9)粗加工1右端外部椭圆,留双边1mm余量。
(10)将件2旋入件1,精加工椭圆。
参考程序:件2左端加工程序:%_N_ZBB1_MPF主程序名;传输格式$PATH=/_ _N_MPF_DIRN5 G90G94G54 绝对编程,分进给,零点偏移N10 T1D1 S800 M3 转速800r/mim,换1号93度菱形外圆车刀N15 G0X51Z3 快进到外径粗车循环起刀点N20 CNAME“AA1”轮廓循环子程序定义N25 R105=1N30 R106=0.25N35 R108=1N40 R109=7N45 R110=1N50 R111=150N55 LCYC95N60 G0X100Z50N65 M5N70 M0N75 S1500M3F80T1D1 N80 G0X30Z3N85 AA1N90 G0X100Z50N95 M5N100 M00N105 T2D1S1000M3N110 G0X32Z-25N115 R100=30N120 R101=-30N125 R102=30N130 R103=-40N135 R104=1.5N140 R105=1N145 R106=0.05N150 R109=5N155 R110=1N160 R111=0.93N165 R112=0N170 R113=5N175 R114=1N180 LCYC97N195 G0X100Z50N200 M5N205 M2%_N_AA1_ MPF;$PATH=/ _N_MPF_DIRN5 G1X25Z0N10 G1Z-30N15 X28N20 X29.8Z-31N25 Z-46.5N30 X34.988N35 Z-50 加工方式:纵向、外部、粗加工精加工余量0.25mm (半径值)背吃刀量1(半径值)粗加工切入角7°粗加工横向退刀量1mm(半径值)粗加工进给率150mm/min 调用轮廓循环退刀主轴停转程序暂停精车转速1500r/mim, 进给80mm/mim 快速进刀调用子程序进行轮廓精加工退刀主轴停转程序暂停转速1000r/mim 换 2 号60 度外螺纹刀进到外螺纹复合循环起刀点螺纹起始点直径30mm 螺纹起始点Z 坐标-30 螺纹终止点直径30mm 螺纹终止点Z 坐标-40螺纹导程 1.5mm 加工方式:外螺纹精加工余量0.05mm (半径值)空刀导入量5mm 空刀退出量1mm 螺纹牙深0.93mm (半径值)螺纹起始点偏移粗加工次数 5 次螺纹线数1调用外螺纹切削循环退刀主轴停转主程序结束外径轮廓加工子程序名传输格式倒角N40X50N45 RET 子程序结束并返回件 2 右端加工程序:%_N_ZBB2_MPF 主程序名;$PATH=/ N_MPF_DIR 传输格式N5 G90G94G54 绝对编程,分进给, 零点偏移N10 T1D1S800M3F150 转速800r/mim,进给150mm/mim换1号93度菱形外圆车刀N15 G0X51Z2 快进N20 R20=50 R参数赋值,设置X轴偏移值N22 MA1:G158 X=R20 标记程序段,标记符MA1,X 轴零点偏移50N25 BB1 调用子程序加工椭圆N35 R20=R20-2 修改X轴零点偏移值,每次切深双边2mmN40 IF R20>=1 GOTOB MA1:条件跳转:若未完成粗加工,跳转返回MA1:N45 G0X100Z50 退刀N50 M5 主轴停转N55 M2 程序停止%_N BB1_MPF 椭圆子程序;$PATH=/ N_MPF_DIR 传输格式N5 R1=40 长半轴N10 R2=24 短半轴N15 R3=40 Z轴起始尺寸N20 MA2:R4=24*SQRT(R1*R1-R3*R3)/40 标记程序段,标记符MARK2设置短轴(X向)变量N25 G1 X=(2*R4 +R20) Z=R3-40 椭圆插补N30 R3=R3-0.5 Z 轴步距, 每次0.5mmN35 IF R3>=8 GOTOB MA2:条件跳转,若椭圆未加工完毕,返回MA2N45 G91Z-1N50 G0X2N55 G90Z2 退回起点N60 RET 子程序结束件 1 左端加工程序%_N_ZBB3_MPF 主程序名;N_MPF_DIR 传输格式$PATH=/_N5 G90G94G54 绝对编程,分进给, 零点偏移N10 T1D1S800M3 转速800r/mim ,换1 号93 度菱形外圆车刀N15 G0X51Z2 快进到外径粗车循环起刀点N20 _CNAME“= CC1”轮廓循环子程序定义N25 R105=1 加工方式:纵向、外部、粗加工N30 R106=0.25 精加工余量0.25mm (半径值)N35 R108=1 背吃刀量1(半径值)N40 R109=7 粗加工切入角7°N45 R110=1 粗加工横向退刀量1mm(半径值)N50 R111=150 粗加工进给率150mm/minN55 LCYC95 调用轮廓循环N60 G0X100Z50 退刀N65 M5N70 M0N75 S1500M3F80T0101 N80 G0X5Z2N85 CC1N88 G0X100Z50N90 M5N95 M0N100 T3D1S600M3F25 N105 G0X51Z-38.862N110 G1X32.5N115 G0X51N120 G91Z-1 主轴停转程序暂停精车转速1500r/mim, 进给80mm/mim 快进调用子程序进行轮廓精加工退刀主轴停转程序暂停转速600r/mim,进给25mm/mir,i换3号切槽刀快进到切糟起点切槽退刀进刀N125 G90G1X32.272 N130 G91Z1N135 G90G0X48N140 G1Z-36N145 X32.272Z-38.862 N150 G0X48N155 G1Z-42.724N160 X32.272Z-39.862 N165 G0X48N170 Z-51.586 切槽精车槽底退刀进到倒角起点倒角退刀进到倒角起点倒角退刀进刀N175 G1X32.5N180 G0X48N185 Z-55N190 G1X32.272N195 Z-51.586N200 G0X48N205 Z-48.724N210 G1X32.272 Z-51.586 切槽退刀进刀切槽精车槽底退刀进到倒角起点倒角N215 G0X100N220 Z50N225 M5N230 M2%_N_CC1 MPF;$PATH=/_N_MPF_DIR 退刀主轴停转程序停止外径循环轮廓子程序传输格式N5 G1X0Z0N10 G3X35.992Z-4.534CR=38 N15 G1Z-28N20 X41.992N25 Z-33N30 X47.992N35 Z-60N40 RET 子程序结束并返回件1 右端加工程序:%_N_ZBB4_MPF 主程序名;N_MPF_DIR 传输格式$PATH=/_N5 G90G94G54 绝对编程,分进给, 零点偏移N10 T4D1S800M3 转速800r/mim ,换4 号内孔镗刀N15 G0X19.5Z2 快进到内孔循环起刀点N16 _CNAME“= DD1”轮廓循环子程序定义N17 R105=3 加工方式:纵向、内部、粗加工N18 R106=0.25 精加工余量0.25mm (半径值)N19 R108=1 背吃刀量1(半径值)N20 R109=7 粗加工切入角7°N21 R110=0.25 粗加工横向退刀量0.25mm (半径值)N22 R111=150 粗加工进给率150mm/minN23 LCYC95 调用轮廓循环N25 G0Z100N30 X50 退刀N35 M5 主轴停转N40 M0 程序暂停N45 S1200M3T4D1F80 精车转速1200r/mim, 进给80mm/mimN50 G0X39Z1 进刀N55 DD1 调用子程序进行内轮廓精加工N60 X25 X向退刀N65 G0Z100N70 X50 退刀N75 M5 主轴停转N80 M00 程序暂停N85 S600M3T6D1F25 转速600r/mim 进给25mm/mim换6号内切槽刀N90 G0X26Z5 快进N95 Z-23 快进到切糟起点N100 G1X31 切槽N105 X26 退刀N110 Z-24 进刀N115 X31 切槽N120 X26 退刀N125 G0Z100N130 X50 退刀N135 M5 主轴停转N140 M0 程序暂停N155 S1000M3T5D1 转速1000r/mim,换5号内螺纹刀N160 G0X26N165 Z3 快进到内螺纹复合循环起刀点N170 R100=28.2 螺纹起始点直径28.2mmN175 R101=-12 螺纹起始点Z 坐标-12N180 R102=28.2 螺纹终止点直径28.2mmN185 R103=-24 螺纹终止点Z 坐标-24N190 R104=1.5 螺纹导程1.5mmN195 R105=2 加工方式:内螺纹N200 R106=0.05 精加工余量0.05mm (半径值)N205 R109=10 空刀导入量10mmN210 R110=0.5 空刀退出量0.5mmN215 R111=0.93 螺纹牙深0.93mm (半径值)N220 R112=0 螺纹起始点偏移N225 R113=5 粗加工次数 5 次N230 R114=1 螺纹线数 1N235 LCYC97 调用内螺纹切削循环N240 G0Z100N245 X50 退刀N250 M5 主轴停转N255 M0 程序暂停N260 T1D1S800M3F150 转速800r/mim,进给150mm/mim换1号93度菱形外圆车刀N265 G0X51Z2 快进N270 R20=50 R参数赋值,设置X轴偏移值N275 MA1:G158 X=R20 标记程序段,标记符MA1,X 轴零点偏移50N280 EE1 调用子程序加工椭圆N285 R20=R20-2 修改X轴零点偏移值,每次切深双边2mmN290 IF R20>=1 GOTOB MA1:条件跳转:若未完成粗加工,跳转返回MA1:N295 G0X100Z50 退刀N300 M5 主轴停转N305 M2 程序停止%_N_DD1内孔轮廓加工子程序名_ MPF;$PATH=/ _N_MPF_DIR 传输格式N5 G1X37Z0 进到内径循环起点N10 X35.02Z-1N15 Z-6N20 X31N25 Z-12N30 X28.5Z-13N35 Z-24N40 RET 子程序结束并返回%_N_EE1_ MPF 椭圆子程序;$PATH=/ _N_MPF_DIR 传输格式N5 R1=40 长半轴N10 R2=24 短半轴N15 R3=8 Z轴起始尺寸N20 MA2:R4=24*SQRT(R1*R1-R3*R3)/40 标记程序段,标记符MA2,设置短轴(X向)变量N25 G1 X=(2*R4 +R20) Z=R3-8 椭圆插补N30 R3=R3-0.5 Z 轴步距, 每次0.5mmN35 IF R3>=-30 GOTOB MA2:条件跳转,若椭圆未加工完毕,返回MA2:N45 G91Z-1N50 G0X20N55 G90Z2 退回起点N60 RET 子程序结束并返回精车椭圆加工程序%_N_ZBB5_MPF 主程序名;N_MPF_DIR 传输格式$PATH=/_N5 G90G95G54 绝对编程,转进给,零点偏移N10 T1D1S1500M3F0.2 转速1500r/mim ,进给率0.2 mm/ r, 换1 号93 度菱形外圆车刀N15 G0G42X5Z2 引入半径补偿N730 G96 S120 LIMS=2000 F0.1 恒线速120m/min ,主轴转速上限2000r/min ,进给率0.1mm/ r N30 R1=40 长半轴N35 R2=24 短半轴N40 R3=40 Z 轴起始尺寸N50 MA1:R4=24*SQRT(R1*R1-R3*R3)/40 标记程序段,标记符MA2设置短轴(X向)变量N55 G1X=2*R4 Z=R3-40 椭圆插补N60 R3=R3-0.5 Z 轴步距,每次0.5mmN65 IF R3>=-30 GOTOB MA1:条件跳转,若椭圆未加工完毕,返回MA1N70 G91Z-1N75 G40G0X25 退刀, 撤消半径补偿N80 G97S600 撤消恒线速,转速600r/minN85 G90Z2 退回起点N90 M5 主轴停转N95 M2 程序停止2.FANUC-0i 系统参考程序工艺路线:1)用G71粗加工件2左端,用G70精加工件2左端,留C 25X 30工艺搭子。
数控车技能测试题库
数控车技能测试题库《数控加工操作及编程》课程组2009.4目录数控车技能测试题1 (1)数控车技能测试题2 (3)数控车技能测试题3 (5)数控车技能测试题4 (7)数控车技能测试题5 (9)数控车技能测试题6 (11)数控车技能测试题7 (13)数控车技能测试题8 (15)数控车技能测试题9 (17)数控车技能测试题10 (19)数控车技能测试题1一、数控车技能测试题零件图图1 数控车技能测试题1零件图二、考核目的⑴熟练掌握数控车车削三角形螺纹的基本方法。
⑵掌握车削螺纹时的进刀方法及切削余量的合理分配。
⑶能对三角形螺纹的加工质量进行分析。
三、编程操作加工时间⑴编程时间:90min(占总分30%)。
⑵操作时间:150min(占总分70%)。
四、评分表表1 数控车技能测试题1评分表检测项目技术要求配分评分标准检测结果得分外圆1φ0039.042-Ra1.68/4超差0.01扣4分、降级无分2φ0062.034-Ra1.68/4超差0.01扣4分、降级无分3 φ28 4超差0.01扣4分、降级无分圆弧 4 R4 Ra3.2 6/4超差无分螺纹5 M24×2-5g/6g 大径5超差、降级无分6 M24×2-5g/6g 中径8 超差0.01扣4分7 M24×2-5g/6g 两侧Ra3.2 8 降级无分8 M24×2-5g/6g 牙形角 5 不符无分沟槽9 7×2 两侧Ra3.2 6/4 超差、降级无分长度10 56±0.15 两侧Ra3.2 5/2 超差、降级无分11 25 5 超差无分12 15 5 超差无分13 8 5 超差无分倒角14 C2 5 不符无分15 未注倒角 2 不符无分其它16 工件完整工件必须完整,工件局部无缺陷(如夹伤、划痕等)17 程序编制有严重违反工艺规程的取消考试资格,其他问题酌情扣分18 加工时间100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min 扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试19 安全操作规程违反扣总分10分/次总评分100 总得分零件名称图号ZJC-01 加工日期年月日加工开始时分停工时间分钟加工时间检测加工结束时分停工原因实际时间评分五、工、量、刃具准备通知单表2 数控车技能测试题1工、量、刃具准备通知单序号名称规格数量备注1 千分尺0~25mm 12 千分尺25~50mm 13 游标卡尺0~150mm 14 螺纹千分尺0~25mm 15 半径规R1~R6.5 16刀具端面车刀 17 外圆车刀 28 螺纹车刀60° 19 切断车刀 1 宽4~5mm,长23mm10其它辅具1.垫刀片若干、油石等112.铜皮(厚0.2mm,宽25mm×长60mm)12 3.其它车工常用辅具13 材料45钢φ45×90 一段14 数控车床CK6136i15 数控系统华中数控世纪星、SINUMERIK802S或FANUC-OTD数控车技能测试题2一、数控车技能测试题2零件图图2 数控车技能测试题2零件图二、考核目的⑴ 能根据零件图的要求,合理选择进刀路线及切削用量。
Inventor 2010工程师(2级)认证参考样题
“插入”约束可以应用于什么几何特征之间?答案选项:1.平面与平面2.平面与圆柱面3.圆柱(圆锥)与圆柱(圆锥)4.平面与曲面参考答案:3“将曲线投影到曲面”工具中的“缠绕到曲面(折叠到曲面)”输出选项,可以选择什么曲面?答案选项:1.球面2.圆柱面3.椭圆面4.抛物面参考答案:2Inventor创建的项目默认的模板位置在以下哪个目录中答案选项:1.*\Templates\2.*\Design Data\3.*\samples\4.*\库\参考答案:1Inventor创建的项目能添加多少个“常用子文件夹”?答案选项:1. 12. 23. 34.不限参考答案:4Inventor可导入以下那种类型的CATIA 文件?答案选项:1..CATPart2..cgr3..cat4..stl参考答案:1部件的设计视图表达不可以用于什么操作?答案选项:1.创建表达视图2.创建工程图3.装入部件4.输出STEP模型参考答案:4部件环境下,按住____键的同时选择并拖动零部件到所需的位置,Inventor将自动添加可能的装配约束(多为插入约束)答案选项:1.Ctrl2.Alt3.Shift4.End参考答案:2部件装配环境下,角度装配不包括以下那种方式答案选项:1.定向角度2.未定向角度3.明显参考矢量4.不明显参考矢量参考答案:4草图被使用后会自动退化,从而不能使用.要想让该草图能重新被用于创建特征,我们可用的命令是:答案选项:1.重定义2.尺寸可见性3.可见性4.共享草图参考答案:41草图环境下,使用插入图像命令,不支持的文件格式是什么?答案选项:1.bmp2.dwg3.TIFF4.IG4参考答案:2草图中,以下哪些元素不能作为“几何图元文本”的参考线答案选项:1.应用“样条曲线”工具创建的曲线2.应用“三点圆弧”工具创建的曲线3.圆4.直线参考答案:1草图中插入图像后,可以对图像进行什么编辑?答案选项:1.改变图像的颜色2.裁剪图像3.旋转图像90度4.改变图像的对比度参考答案:3除了孔特征外,以下什么方式生成的孔可以应用到孔参数表中?答案选项:1.拉伸孔2.旋转孔3.扫掠孔4.孔特征阵列参考答案:4创建拔模斜度特征时,确定拔模方向选择了模型的一个平面,那么拔模方向是?答案选项:1.与该平面平行2.与该平面垂直3.与该平面无关系4.与该平面成45°角参考答案:2创建参数原则说法错误的是?答案选项:1.表达式可以关联2.参数名称中不能包含空格、数学符号或特殊字符3.如果将电子表格链接至参数,则不能在Autodesk Inventor 中编辑电子表格中的值或表达式(必须在Microsoft Excel 中打开和编辑电子表格)。
数控技能大赛理论试题.doc
注意事项: 1.请在试卷的标封处填写您的姓名、准考证号和单位。
考试时间120 分钟。
2.请仔细阅读题目,按要求回答,保持卷面整洁,不要在标封区内填写无关内容。
—.选择题(选择正确的答案填入括弧内)满分4 0 分,每题1分。
1.在铣削加工过程中,铣刀轴由于受到()的作用而产生弯矩。
A.圆周铣削力B.径向铣削力C.圆周与径向铣削力的合力D.轴向铣削力2.在加工中心上采用立铣刀沿x- Y 面进行圆弧插补铣削时,有时会发现圆弧的精度超差,由圆变成了斜椭圆,产生这种情况原因是()。
A.丝杠轴向窜动B.机械传动链刚性太差C.两坐标的系统误差不匹配D.刀具磨损3.程序编制后首件试切的作用是()。
A.检验零件图样正确性B.检验零件工艺方案的正确性C.检验程序单或控制介质的正确性,并检验是否满足加工精度要求D.检验数控穿孔带的正确性4.精度在IT6 以上,表面粗糙度Ra 值在以下的表面,通常安排()几个加工阶段,以减小表面粗糙度。
A.粗一半精一精加工B.粗一半精一精一光整加工C.粗一半精一精一光整一精加工D.粗一精一光整加工5.()情况下经常使用子程序编程。
A.零件加工部位完全一样B.零件尺寸变化有规律C.零件尺寸按比例变化D.再需要简化编程计算的6.镜像切削编程功能的优点是()。
A.可以提高加工精度B.简化编程C.操作方便D.可以提高加工效率7.数控机床采用刀具补偿后的优点有()等。
A.可减少刀具磨损对加工精度的影响B.方便编程和选择刀具C.方便机床操作D.提高加工速度8.在数控机床的闭环控制系统中,其检测环节具有两个作用,一个是检测出被测信号的大小,另一个作用是把被测信号转换成可与()进行比较的物理量,从而构成反馈通道。
A.指令信号B.反馈信号C.偏差信号D.位置信号9.某一圆柱零件,要在v 型块上定位铣削加工其圆柱表面上一个键槽,由于槽底尺寸的标注方法不同,其工序基准可能会不同,那么当()时,定位误差最小。
Inventor_样题_A
中等职业学校Inventor课程考试(A卷)选择题请考生从各题目后面的四个选项中选择最佳选项。
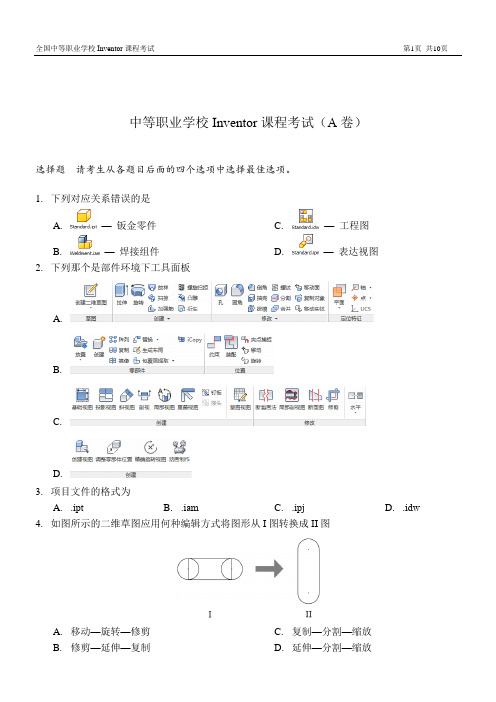
1.下列对应关系错误的是A.— 钣金零件B.— 焊接组件C.— 工程图D.— 表达视图2.下列那个是部件环境下工具面板A.B.C.D.3.项目文件的格式为A..iptB..iamC..ipjD..idw4.如图所示的二维草图应用何种编辑方式将图形从I图转换成II图A.移动—旋转—修剪B.修剪—延伸—复制C.复制—分割—缩放D.延伸—分割—缩放5.不可以对下列那种图元添加“等长”约束A.直线B.圆C.样条曲线D.圆弧6.新建公制零件文件,绘制下图所示的草图轮廓并添加约束。
问草图中黄色填充区域的面积是多少(单位:mm2)A.543.080B.543.081C.543.082D.543.0837.新建公制零件文件,绘制下图所示的草图轮廓并添加约束。
问草图中实线图形的周长是多少(单位:mm)A.94.584B.94.585C.94.586D.94.5878.如希望使用模型上已有的三维轮廓线作为三维草图,应使用下列哪个命令A.投影几何图元B.投影切割边C.包括几何图元D.相交曲线9.如图所示的三维曲线(黄色)在XY平面的投影为长轴长为60mm、短轴长为35mm的椭圆,且椭圆的长轴与X轴平行;在XZ平面的投影为边长为60mm的正方形的对角线。
问该三维曲线的长度是多少(单位mm)A.196.5B.196.6C.196.7D.196.810.以下不属于草图特征的是A.拉伸B.旋转C.圆角D.放样11.通过“拉伸”工具生成实体,对拉伸的草图截面轮廓有什么要求A.截面轮廓必须是开放的线条B.截面轮廓必须是封闭的线条C.绘制截面轮廓必须使用直线工具D.绘制截面轮廓必须使用中心点绘制圆工具12.下面有关旋转截面和旋转轴说法错误的是A.旋转轴可以是截面轮廓的一部分B.旋转轴可以是偏离截面轮廓的位置C.截面轮廓和旋转轴可以不共面D.旋转轴可以是工作轴,构造线和草图中创建的直线13.打开零件“Inv_0101.ipt”,完成如图所示的加强筋特征的创建(加强筋厚度为2mm,锥度为0°)。
Autodesk Inventor R10培训测试及其答案

Autodesk Inventor R10培训测试一.填空:(本题共60分,每空2分)1. Autodesk Inventor R10共有6个基本模块,它们分别是:零件造型、装配、钣金、焊接、工程图、表达视图。
2.在草图操作时,能对图元进行参数化的约束,他们分别为显性约束和隐性约束,其中隐性约束包括水平、竖直、相切、共线、重合、等长、平滑、固定、垂直、平行、同心、对称共12项,并且可以通过显示约束将图元的约束具体显示出来;当草图被完全约束的时候,该草图显示出的颜色是黑色。
3.在对草图进行拉伸操作的时候,可以输出实体和曲面两种结果。
4.工作特征包括:工作平面、工作轴和工作点三种基本类型,它们是三维造型和装配的基础。
5.对一个零部件创建工程图的时候,首先要创建的视图是:基础视图。
6.装配约束包括:装配、运动和过渡三种基本的约束,他们能够完成零件之间的装配关系。
7.因为有了自适应的技术,使得在Autodesk Inventor中,能完成具有欠约束特征或者草图的零件之间精确的装配;因为有了iFeature技术,使得在Autodesk Inventor种进行造型时,可以插入工厂设计的系列化的特征。
8.在Autodesk Inventor的钣金模块中,钣金样式里展开方式值的K的值是:0.44。
9.因为工厂零件使用了iPart技术,使得自定义的标准件或者工厂里系列化零件设计更加方便。
10. Autodesk Inventor里的Ansys只能对零件进行应力分析,而不能对部件进行应力分析。
二.判断是非:(本题共10分,每题1分)1.在对草图进行拉伸操作时,必须对草图进行完全的约束,如果没有完全约束草图必然导致拉伸失败。
错2.打孔的操作能够直接创建出螺纹孔,而不用先打孔再对孔加螺纹。
对3.草图平面必须依附于一个具体的工作平面或者零部件的表面。
对4.当剖切位置发生改变的时候,剖面图不能自动更新。
错5.在零件设计中,一旦给定了零件的材料,则零件某个表面的颜色无法再进行编辑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
淄博市2011年工业产品设计(CAD)技能测试题1
一、比赛规则
1、本比赛项目为参赛者提供大赛通知中所示的软件环境,不包含第三方插件等辅助软件,也不允许参赛者携带任何软件进入赛场。
2、不允许在完成的作品中以任何形式透露参赛选手的身份信息,否则不计成绩。
3、比赛时间:240分钟。
二、说明与要求
1、参赛选手首先在桌面上以选手自己的“机位号”命名创建一个文件夹,后面的参赛作品一定要放到该文件夹中,创建的文件名应明确绘制内容,建议以图号加机位号命名,或以零件名称命名。
放在指定文件夹外的文件,不计成绩。
2、创建的工程视图用“*.idw”格式或者“*.dwg”格式提交;根据二维图建立的立体三维模型如果用Inventor 创建的请用“*.ipt”格式提交;如果用3DS MAX创建的模型请用“*.max”格式提交,渲染的效果图使用“*.jpg”格式提交。
表达视图即爆炸图、用“*.ipn”格式提交,三维装配模型用“iam”格式提交。
3、图中尺寸单位均为mm。
4、比赛结束前5分钟,参赛选手应进行作品的检查和存盘。
比赛时间一到,不要关闭计算机,留下全部下发物品后立即离开赛场。
5、注意:参赛作品要及时存盘,以免数据丢失影响比赛成绩。
6、如参赛作品没有存放在指定的文件夹中得0分。
三、比赛题目和要求
根据零件图创建零件模型,并按照图样要求将零件模型进行装配,
1、根据给定的各零件图创建零件三维模型。
要求模型符合图样尺寸。
2、根据图1;图2;图3;图4;图5及图6给出的工程视图,将创建的三维零件模型并进行三维装配。
装配约束、约束驱动要符合实际要求,总装配中要有清晰的位置表达视图。
3、将图6摄像头总装配图模型,用表达视图即爆炸图表达出装配过程,表达要合理。
4、将摄像头三维总装配模型渲染成效果图。
5、抄绘图2-1、图3-1、图4-6(1)、图5-3、图6,图纸幅面和比例自定,要选择标准图纸幅面。
6、将摄像头总装配模型生成六视图。
图纸幅面和比例自定,要选择标准图纸幅面。
图1-1
图1-2
图1-3
图1
大赛人网站 图2-1
图2-2
图2-3
图2-4
图2
图3-1
图3-2
图3-3
图3
图4-1
图4-2
图4-3
图4-4
图4-5
大赛人网站 图4-6(1)
图4-6(2)
图4
图5-1
图5-2
大赛人网站 图5-3
图5
图6-1
图6-2
图6-3
大赛人网站 图6
大赛人网站
评分标准
图号名称类型分值
图1-1镜头建模1图1-2镜筒建模2图1-3镜片建模1图1镜筒装配子装配2图2-1上夹板建模5图2-1上夹板抄图5图2-2弹簧片建模2图2-3护板建模3图2-4上夹板衬垫建模1图2螺钉标准件资源库调用1图2上夹板装配子装配2图3-1下夹板建模5图3-1下夹板抄图5图3-2下夹板衬垫建模1图3-3夹板底部衬垫建模1图3下夹板装配子装配2图4-1模拟线路板建模2图4-2发光二极管建模2图4-3集成块建模2图4-4晶振建模2图4-5光敏元件建模2图4-6(1-2)usb建模6图4-6(1)Usb头抄图4图4线路板装配子装配2图5-1线路板盖板建模3图5-2镜筒支垫建模1图5-3线路板盒建模5图5-3线路板盒抄图5图5螺钉标准件资源库调用1图5摄像头装配子装配2图6-1轴钉建模1图6-2轴建模1图6-3弹簧建模2图6摄像头总装配总装配3图6工程视图抄图4
表达视图即爆炸图爆炸图5
摄像头效果图摄像头效果图3
总装配六视图六视图3
备注:各题目根据考生完成情况酌情扣分。