PLAN72+76装配图
船体组立图施工基准

6.2 零件厚度及面板方向的符号说明 符 号 施 工 基 准 备 注
如图 6.1 的 ①,③所示,大部分表示零件厚度的方向。
如图 6.1 的 ②所示,要连接的截面从端部偏移 6~10mm 然后装配零件。
如图 6.1的 ④所示,型材面板方向和厚度方向不同 的情况下标注的尺寸。
如图 6.1的 ⑤所示,理论线为厚度中心(1/2)时使用的符号。 thickness(1/2) such as Figure 6.1 . 如图 6.1 的⑨所示,搭接的场合,在搭接的零件 端部处标记厚度方向。
III . 表示零件形状及施工基准 10. 零件端部的表示基准 11. 组合型材 或 折边型材.的尺寸标注及施工基准. 12. 肘板端部施工基准 13. 为适用角焊,肘板偏移的施工基准 14. 波形舱壁和槽形舱壁的标记基准 16-20 21 22-23 24 25-26
船体组立图施工基准
BOHAI SHIPBUILDING HEAVY INDUSTRY CO.,LTD
组立图符号标注基准 (13/99) (REV-0)
8. 构件间断或贯通时标注基准 8.1 符号定义 : 表示钢板的板缝
: 表示分段接线 : 表示贯通
:表示断开
8.2 表示基准 8.2.1 角焊缝连接的场和 (1) 剖面情况 方法 区分 标 注 基 准 形 状 备 注
贯 通
标注零件号码的 情况下,省略符 号
目 录 (03/99) (REV-0)
- 目 录 内 容 页码 备 注
IV . 孔及角隅 15. 各种孔及开孔的标记 16. 熄引弧板施工基准 17. 通气孔和流水孔的标记基准 18. 角隅的施工基准 19. 止流孔的施工基准 27-30 31 32-35 36-39 40-41
爱莱特公司重型柔性变速器重型标准手册-螺栓控制柄和防护装置安装说明-型号33至76说明书

1Transmissions Service & Repair E-PUPI-TI007-EFigure 1Repair & ServiceFigure 2Note:The following procedure will not disturb the control valve’s neutral adjustment.Step 1Remove the control valve assembly from the pump or motor (Figure 1).Step 2Observe and mark the location of the control handle for properreassembly. Use a 1/2" wrench to remove the retaining nut from the control shaft, then remove the star washer and handle from the control shaft (Figure 2).Figure 3Step 3T o remove the control shaft without disconnecting the feedback linkage, it will benecessary to make a special tool from a 1/4" punch (Figure 3).Bend the tip of the punch down approximately 34°, leaving a 3/4"straight section after the bend.This tool is necessary to drive the roll pin through the control connector and shaft.2Transmissions Service & Repair E-PUPI-TI007-E Figure 4Clamp the control assembly in a protected jaw vise in the position shown (Figure 4). Rotate thecontrol connector until the end of the roll pin is exposed. Use the bent punch to drive the roll pin through the control connector and shaft. It is not necessary to drive the roll pin out completely, only far enough to get it through the shaft.Step 5Use a 3/16" allen wrench to back out the control shaft set screw at least two full turns (Figure 5).Figure 6Step 6Remove the control shaft from the control housing as shown (Figure 6).Figure 7Step 7Remove the control assembly for the vise, then use a small screw driver to pry out the old shaft seal. Be careful not to damage the surface of the housing (Figure 7).Note:This seal is used only on control valve assembliesmanufactured after January 1987.Figure 53Transmissions Service & Repair E-PUPI-TI007-E Figure 8been used, the old style used both an o-ring and teflon seal arrangement. The latest style uses only an o-ring shaft seal. This procedure recommends the replacement of the shaft with the latest o-ring only seal design.(Figure 8).Note:The single o-ring seal must not be used on the shaft designed for the two piece o-ring and teflon seal arrangement.Step 9Install new o-ring into the o-ring groove in the control shaft.Lubricate o-ring with petroleum jelly and carefully slide shaft through the housing and control connector (Figure 9). Note:The control shaft bore in the housing must be clean of anycorrosion or rust before installing the control shaft.Figure 10Step 10Align the roll pin with cross hole in shaft (Figure 10).Figure 11Step 11Use a straight punch to drive the roll pin back into the control connector until the pin is centered in the connector (Figure 11).Figure 9C.B.A.4Transmissions Service & Repair E-PUPI-TI007-E Figure 12the set screw with the groove in the control shaft. Screw the set screw in until it bottoms out, then back out 1/4 turn (Figure 12).Note:If the set screw is turned too tight against the shaft, it can override the centering spring force. This would cause the control shaft to remain in the stroked position after it has once been stroked.Step 13Lubricate the I.D. of the shaft and carefully install over the control shaft with the tip of the seal facing outward (Figure 13).Figure 14Step 14Use a deep well socket or seal installation tool with the same O.D. as the shaft seal and carefully drive the shaft seal in until it contacts the bottom of the counterbore (Figure 14).Figure 15Step 15Place the control handle on the control shaft in the same position it was before removal. Install the washer and nut, tighten the nut to 16–19 ft. lbs. torque (Figure 15).Note:When connecting the control linkage to the control handle, always adjust the linkage to the handle and not the handle to the linkage.Figure 13Eaton14615 Lone Oak Road Eden Prairie, MN 55344 USATel: 952 937-9800Fax: 952 974-7722 Eaton20 Rosamond RoadFootscrayVictoria 3011AustraliaTel: (61) 3 9319 8222Fax: (61) 3 9318 5714EatonDr.-Reckeweg-Str. 1D-76532 Baden-BadenGermanyTel: (49) 7221 682-0Fax: (49) 7221 682-788© 2004 Eaton CorporationAll Rights ReservedPrinted in USADocument No.E-PUPI-TI007-ESupersedes 2-405April 2004。
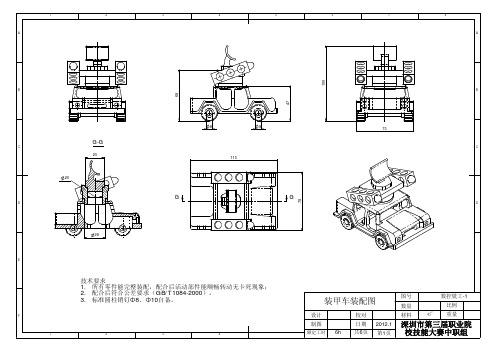
装甲车图纸
1
比例
设计
校对
材料
45#
重量
2
3
4
制图 额定工时 6h
日期 2012.1 深圳市第三届职业院 共6页 第4页 校技能大赛中职组
1
2
3
4
5
6
7
8
A
1.6
A
全部
6-120°
3-25 20
20 R3
B
7.96
22
1.48
C
R3
R3
R20
R8
R3
5.55
3
D
1.75 11.17
E
F
1
2
3
3 14.35 40
校对 日期 共6页
2012.1 第1页
图号
数控铣工-1
数量
比例
材料
45#
重量
深圳市第三届职业院 校技能大赛中职组
1
2
3
4
5
6
7
8
A
A
5
B
4
6
B
C
C
3
D
2
E
1
F
1
2
3
4
D
6
飞弹 标准圆柱销:Φ10×80
2
5
雷达
45#
1
4
炮塔
45#
1
3
车体
45#
1
2
车轴 标准圆柱销:Φ8×75
1
车轮
45#
4
项目号 零件号
D
8
1.6
A
全部
B
视图 D
C
6- 10通孔
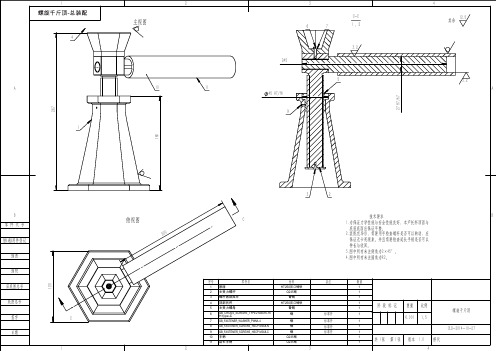
螺旋千斤顶 装配图
2
3 C-C 1:2
4 其余 12.5
螺旋千斤顶-总装配
主视图
4
6
7
3.2 245
5 A 10 11 27 H7/h7 45 H7/f6 267 9 1 160
3.2 A
3
2
B 零件代号 借(通)用件登记 描图 描校 旧底图总号 底图总号 签字 日期 1 C 120
俯视图
200
C
技术要求 1.为保证力学性能与安全性能良好,本产托杯顶面与 底座底面应保证平整。 2.装配完毕后,需要用手检查螺杆是否可以转动,应 保证无卡死现象。并且需要检查延长手柄是否可以 伸长与收回。 3.图中所有未注倒角为2×45°。 4.图中所有未注圆角为R2。
B
序号
1 2 3 4 5 6 7 8 9 10 11 底座 主受力螺杆 螺杆底部挡环 顶部托杯
零件名
材料
HT250灰口铸铁 Q235钢 青铜 HT250灰口铸铁 青铜 钢 钢 钢 钢 Q235钢 Q235钢
备注
数量
1 1 1 1 1
主受力螺母 GB_CROSS_SCREWS_TYPE2 M4X16-16 H type-C GB_FASTENER_WASHER_PWNA 4 GB_FASTENER_SCREWS_HSCP M3X8-N GB_FASTENER_SCREWS_HSCP M3X8-C 手柄 延长手柄
阶段标记
重量 6.001
比例 1:5
标准件 标准件 标准件 标准件
1 1 1 1 1 1
螺旋千斤顶 CLD-2014-10-27
共 1张 第 1张
版本 1.011111底座主受力螺杆螺杆底部挡环顶部托杯主受力螺母gbcrossscrewstype2m4x1616htypecgbfastenerwasherpwna4gbfastenerscrewshscpm3x8ngbfastenerscrewshscpm3x8c手柄延长手柄ht250灰口铸铁q235钢青铜ht250灰口铸铁青铜6钢标准件17891011钢钢钢标准件标准件标准件11111q235钢q235钢1234ab4321ba阶段标记共张第张1重量比例日期签字底图总号旧底图总号描校描图借通用件登记零件代号版本10替代螺旋千斤顶总装配1
减速器装配图

21 毡圈
1 细毛毡
20 轴承透盖
1 HT150
19 低速轴
1 45
18 键20*12*80 1
GB/T 1096
17 齿轮 16 挡油盘
45 1
2 Q215
15 滚动轴承7212AC 2
GB/T 292-2007
14 轴承闷盖
1 HT150
13 齿轮 12 挡油盘
45 1
2 Q215
11 中间轴
1 45
39 螺栓M7*18 1
GB/T41-2016 GB/T 848-2002 GB/T5782-2016 GB/T5782-2016
5 键8*7*50 1
GB/T 1096
毡圈 4
1 细毛毡
3 螺栓M9*11 24
GB/T5782-2016
2 挡油盘
Q215 2
38 通气器
1
1 相座
1 HT200
37 视孔盖 36 垫片
φ24r6
4
5
6 78
9
10 11
12
13
22 21
20
14
15
16
17
18 19
30 调整垫片 6 08
29 轴承闷盖
1 HT150
28 键10*8*63 1
GB/T 1096
技术要求 1.啮合侧隙大小用铅丝检验,保证侧隙不小于0.16,铅丝直径
不得大于最小侧隙的两倍。
2.用涂色法检验齿轮接触斑点,要求齿高接触斑点不少于40%, 齿宽接触斑点不少于50%。
42 41 40
39
38 37 36
180
43 44
150
175
阿特拉斯装配工具

无论您从事何种行业, 我们都能为您带来增值
作为全球技术领先企业,阿特拉斯·科普柯为全世界制造行业提供 真正的解决之道。在我们现有的产品系列内,您可以找到应用了未 来技术的高科技工具、装配系统和工艺软件。从应用于工程机械车 辆装配的大螺栓紧固技术,到应用于电子工业微小紧固件的“微 扭”工具。阿特拉斯·科普柯都能提供您所需的解决方案,使您保 持行业领先。
您的需要我们会用心聆听
对我们而言,倾听至关重要。无论是制 造车辆、飞机、仪器设备或电子产品, 您所提供的及时反馈能让我们深入了解 您所从事的行业以及您在保持竞争力方 面所面临的挑战。我们的答复?答复将 是一系列持续不断的革新,助您提高生 产效率。
我们领先,别人追赶
阿特拉斯·科普柯在高科技、便于操作 人员使用的工具以及为工具提供辅助的 先进工艺控制和质量保证软件方面世界 领先。我不断地推出创新的新产品。
本目录中给出的数值为测长度32808ft04536kg22046lb扭矩98067nmftlb13558nm扭矩01130nm01020kpm07376ftlb压力100kpa980665kpa68948kpa00101972kpcm101972kpms13410hp流量21189cfm气动装配工具内容页数介绍12螺丝刀14手枪式20弯头式22冲击扳手25手枪式28油压脉冲拧紧扳手30ergopulse手枪式35带监测功能的脉冲拧紧扳手39pulsor40拧紧扳手42弯头式58手枪式6312气动装配工具冲击扳手lms冲击扳手拥有其他工具难以匹敌的速度和功率重量比特性这使得它成为诸如拆卸操作时的理想之选
2
精益生产
在汽车和其它行业,我们的高性能手持 式及固定式装配工具以及广博的技术知 识对精益生产作出了重要贡献。在西 方,每三部轿车中就有一部是采用我们 卓越的紧固解决方案制造的。
装配体原版图纸
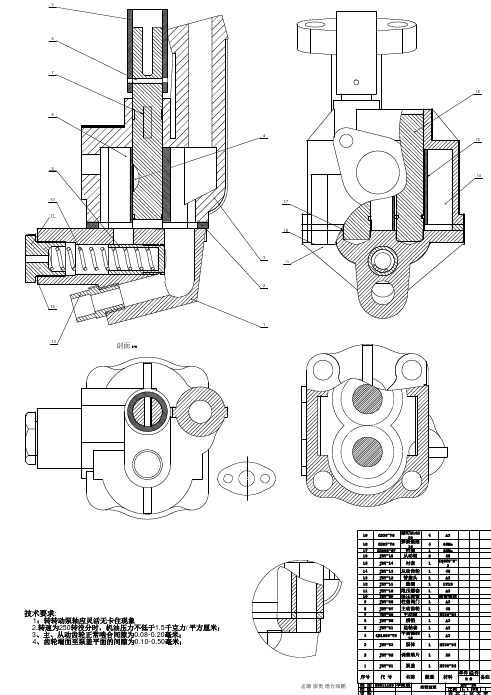
泵体
1 HT30-54
2
J盖
序号 代 号
名称
制 图 05011103 李海嶙 校核 审图
1 HT30-54
数量
齿轮油泵
单件 总件
材料
重 量 备注
JBY--00 比例 1:1 数量 1 西北工业大学
垫圈
1
LY12
11 JBY-10 限压螺套 1
A3
10 JBY-09 限压弹簧 1 弹簧钢丝
9
JBY-08 柱塞阀门 1
A3
8
JBY-07 主动齿轮 1
45
7
JBY-06 主动轴 1 HT30-54
6
JBY-05
横销
1
A3
5
JBY-01 连轴套 1
A3
4
GB1099-79
半圆键5X 16
1
A3
3
JBY-03
5
6
7 16
8 4 15
9 14
10
17
11
18
12 13
剖面 B-B
3 19
2
1
技术要求:
1:转转动泵轴应灵活无卡住现象 2.转速为250转没分时,机油压力不低于1.5千克力/平方厘米; 3、主、从动齿轮正常啮合间隙为0.08-0.20毫米; 4、齿轮端面至泵盖平面的间隙为0.10-0.50毫米;
孟璐 廖奥 澹台瑞鹏
19
GB30-76
螺钉M10X 20
4
18
GB93-76
弹簧垫圈 10
4
17 GB895-67 挡圈
1
A3
65Mn 65Mn
16 JBY-15 从动轴 2
装配图零件明细表GCS

标记
处数
更改文件号
签字
日期
编制
图样标记
共1页
GCS- 11C-02-MX2
校对
日期
S
A
B
第页
描写
描校
旧底图总号
底图总号
签字
日期
序
号
幅
面
代号
名称及规格
材料
数量
单件
重量
备注
1
A1
GCS-11C-02
1单元抽屉总装图
1
2
3
4
5
A3
GCS-TC-00080
安装板
钢板2.5-GB708/10-GB710
GB93
垫圈6
65Mn
4
镀锌钝化
23
24
GB97.1
垫圈5-140HV
8
镀锌钝化
25
GB97.1
垫圈6-140HV
4
镀锌钝化
26
27
GB5782
螺钉M5×16
8
镀锌钝化
28
GB5782
螺钉M6×30
4
镀锌钝化
29
GB67
螺钉M4×8
2
镀锌钝化
30
31
32
33
34
35
GCS型低压抽出式开关柜
抽屉总装配图零部件明细表
11/2单元通用抽屉
1套
13
14
15
16
17
18
GB6170
螺母M5
8
镀锌钝化
19
GB6170
螺母M6
4
镀锌钝化
20
化工设备的装配图
1、多次旋转的表达方法
由于设备壳体四周分布有各种管口和零部件, 为了在主视图上清楚地表达它们的形状和轴向位 置,主视图可采用多次旋转的画法。 即假想将设备上不同方位的管口和零部件,分 别旋转到与主视图所在的投影面平行的位置,然 后进行投射,以表示这些结构的形状、装配关系 和轴向位置。
右图人孔是按逆时针 方向(从俯视图看)假想 旋转45°之后,在主视图 上画出其投影图的,液面 计则是按顺时针方向旋转 45°后,在主视图上画出 的。 采用多次旋转的表达 方法时,一般不作标注。 但这些结构的周向方位以 管口方位图(或俯、左视 图)为准。
2)填充物的表示法
当设备中装有同一规格的材料和同一堆放方法的填充物 时,在剖视图中,可用交叉的细实线表示,同时注写有关的尺 寸和文字说明(规格和堆放方法),如图a所示;对装有不同 规格的材料或不同堆放方法的填充物,必须分层表示,并分别 注明填充物的规格和堆放方法,如图b所示。
b
3)管束的表示法
当设备中有密集的管子,且按一定的规律排列或成管 束时(如列管式换热器中的换热管),在装配图中可只画出 其中一根或几根管子,而其余管子均用中心线表示。
2、化工设备的结构特点
各种化工设备由于化工工艺要求不同,其结构形式、 形状大小和安装方式各有差异。从上述四类典型设备的分 析中,可以归纳出结构上的一些共同点。
(1)设备的主体(壳体)结构 一般为钢板卷制成形的回转体。图示贮罐中的筒 体,就是用钢板卷制成形的回转体。
(2)尺寸相差悬殊
设备的总体尺寸与某些局部结构(如壁厚、管口 等)尺寸,往往相差很悬殊。如下图所示容器 的总长 为“2085”,直径为“1400”,但筒体壁厚只有“6”。
1、尺寸种类
化工设备图主要用来表达设备的工作原理、 各零部件间的装配关系。因此,化工设备图主要 包括以下几类尺寸: (1)特性尺寸 (2)装配尺寸 (3)安装尺寸 (4)外形(总体)尺寸 (5)其他尺寸
FP76-70 井口电缆防喷装置中海油PPT精选文档

76-70电缆防喷器外形图
29
2FZ7.6-70双闸板防喷器装配 图
30
结构特点
❖ (1)主壳体等主要承压件采用高强度、高韧 性合金钢锻造制成,并经适当热处理。产品
出厂前按标准进行强度试验,保证在工作压 力下使用安全。
❖ (2)主壳体上下部分为油壬连接,具有密封 可靠,连接方便等特点。
❖ (3)闸板座的前端具有相互突出的导向部位,
15
抓卡器装配图
16
4、防喷管
❖防喷管安装在泄压短节上方, 可根据需要确定防喷管的连接 长度及数量,防喷管之间的连
接采用由任接头螺纹连接。防 喷管为无缝钢管制作,长度一 般根据需要作成2-2.5米,另外 配备0.5米和1米的短节来作为 加长调节。
17
18
结构特点
❖ 本装置的防喷管为梯形螺纹由壬连接 型式,不用借助专门的工具即可连接。 其结构特点是: 采用勾形搬手连接、拆卸,操作方便, 密封性能好。密封形式为O形圈径向密 封。防喷管每使用一次,都应更换新橡 胶密封圈。
流管长,所以密封脂的压力降很大,从回
流管流入废油桶时,密封脂压力大致与大
气压力相平衡。
38
阻流管内径与电缆外径间隙相差只有0.100.18mm ,从注脂管线注入的密封脂沿电缆与阻流 管间的间隙挤入时,可形成很大压差,最终阻流。
从注脂泵注入的密封脂压力要大于井口压力,向 下流动的密封脂经过下阻流管,与井口压力平衡或
❖ 防喷盒位于注脂密封控制头的上方,利用手动泵控制液压,使 液压推动防喷盒内的活塞压紧在电缆外部的橡胶盘根上,防止 流体自井口上方漏出。在通常情况下,橡胶盘根的密封作用, 可迫使通过上阻流管溢出的密封脂进入回流管线,流入废油桶。 有时井口油气也会沿电缆外侧的缝隙流出,这时防喷盒可起到 密封井口、使油气不至漏出的第二道防线的作用。
PLAN72+76装配图
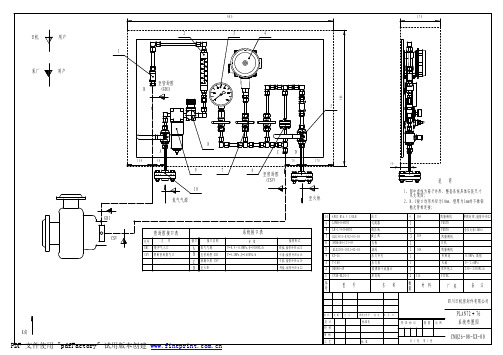
密封腔接口表
CSV
代号 GBI CSV 名 称 接口 接口名称 氮气气源 至密封腔 GBI 泄漏介质 CSV 至火炬 缓冲气入口 抑制密封排气口
系统接口表
A B C D
参 数 P=0.4~0.8MPa,Q=3000NL/h P=0.2MPa,Q=1600NL/h 接管形式
焊接,接管外径φ22 卡套,接管外径φ10 卡套,接管外径φ10 焊接,接管外径φ22
88 0
1 70
日机
用户
2 1
3
4
泵厂
用户 B 至密封腔 (GBI)
5
8
A
100 50
C
70
D
1 70 50
9 10
氮气气源 GBI
7
6
至密封腔 (CSV) 至火炬
10 9
580
说
明
1、图中虚线为箱子外形,整套系统具体安装尺寸 见支架图; 2、B、C接口均用外径为10mm,壁厚为1mm的不锈钢 抛光管相连接;
316
FITOK
型
号
名
称
材 料
厂 家
备
注
四川日机密封件有限公司
标记 处 数 分 区 更改文件号 签名 年、月、日
PLAN72+76
阶段 标记 重量 比例
设 计
标准化
系统布置图
K向
校 核 审 核 工 艺 批准 共 1 张 第 1 张
CMQ26-08-XX-00
PDF 文件使用 "pdfFactory" 试用版本创建
8 7 6 5 4 3 2 1
序 号
1 1 3 1
2 1 1
304 304
凯隆精机 日机 凯隆精机 布莱迪 天威 双环热工 0.5MPa 高报 0~1.6MPa 250~25001 KY-16 Y-100 DK800-6F CVSS-ML10-2
辅助传动装置检修图
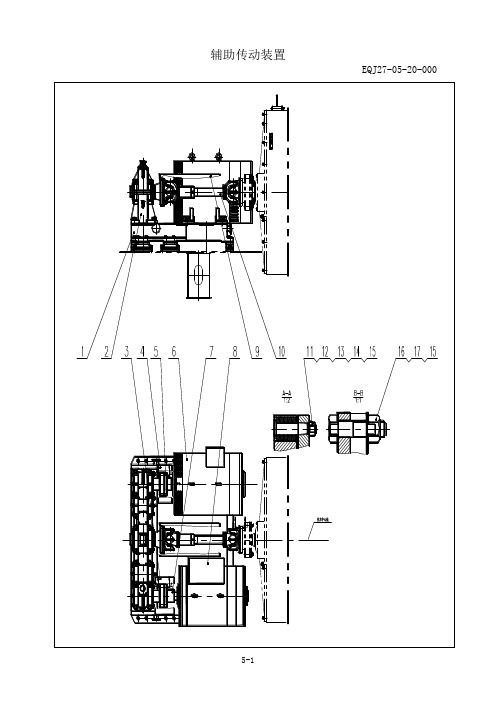
2 辅助传动装置的作用与组成东风7G型内燃机车的辅助传动装置主要包括起动变速箱、万向轴及弹性圈柱销联轴器等。
起动变速箱的输入法兰经万向轴和弹性法兰与主发电机相联。
面向输入端看,输入轴为逆时针旋转。
与输入法兰位于同侧的两个不同传动比的输出法兰分别经两个弹性圈柱销联轴器与启动发电机和辅助交流发电机相联。
柴油机起动时,启动发电机作起动电机用,经起动变速箱起动柴油机。
柴油机起动后,启动发电机作发电机用,发出的直流电供机车照明和空气压缩机等使用并向蓄电池充电;辅助交流发电机发出的交流电供冷却风扇变极电动机和通风机异步电动机使用。
3 辅助传动装置的技术要求:3.1起动变速箱主轴线对公共底座纵轴线的平行度为2mm。
3.2起动变速箱主轴线对柴油发电机组轴线的高度为(0±5)mm,平行度为 4mm。
3.3启动发电机与辅助发电机对起动变速箱输出轴线的同轴度为Φ0.3mm,相联两法兰面之间距离为(4±2)mm。
3.4 与万向轴连接的两法兰面平行度为0.5mm。
3.5 万向轴联结螺栓M16X60的拧紧力矩为180N·m。
起动变速箱2 起动变速箱的组成与结构特点2.1起动变速箱的组成起动变速箱为五轴单级齿轮变速箱,它主要由上箱体、下箱体、输入轴、两根介轮轴、两根输出轴及各轴齿轮、轴承、法兰等组成。
2.2 起动变速箱的结构特点2.2.1 各轴上的传动齿轮均采用模数6的圆柱斜齿轮,材质20CrMnTi,齿部经渗碳淬火处理,齿面硬度为56~60HRC。
热处理后经磨齿加工,齿轮精度为7级。
起动变速箱齿轮参数2.2.2 每根轴两端各装一套滚动轴承。
输入轴和两根介轮轴,每根轴上装有相同的两套内圈单挡边圆柱滚子轴承;两根输出轴,每根轴上一端装有内圈单挡边圆柱滚子轴承,另一端装有一套深沟球轴承。
起动变速箱滚动轴承汇总表2.2.3 齿轮Z23(右) 和Z21(右) 为齿轮轴,其它齿轮与轴均采用圆锥面过盈配合联接,输入、输出法兰与轴也采用圆锥面过盈配合联接。
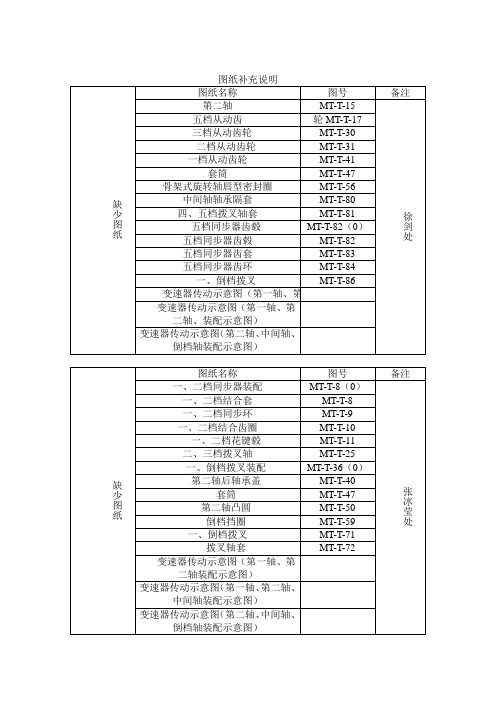
图纸补充说明
船舶各阶段图纸提供表
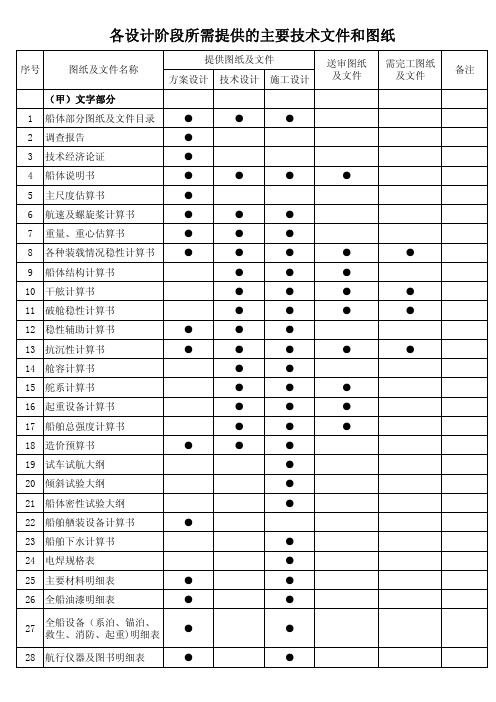
方案设计技术设计施工设计(甲)文字部分1船体部分图纸及文件目录●●●2调查报告●3技术经济论证●4船体说明书●●●●5主尺度估算书●6航速及螺旋桨计算书●●●7重量、重心估算书●●●8各种装载情况稳性计算书●●●●●9船体结构计算书●●●10干舷计算书●●●●11破舱稳性计算书●●●●12稳性辅助计算书●●●13抗沉性计算书●●●●●14舱容计算书●●15舵系计算书●●●16起重设备计算书●●●17船舶总强度计算书●●●18造价预算书●●●19试车试航大纲●20倾斜试验大纲●21船体密性试验大纲●22船舶舾装设备计算书●23船舶下水计算书●24电焊规格表●25主要材料明细表●●26全船油漆明细表●●27全船设备(系泊、锚泊、救生、消防、起重)明细表●●28航行仪器及图书明细表●●各设计阶段所需提供的主要技术文件和图纸送审图纸及文件需完工图纸及文件提供图纸及文件备注序号图纸及文件名称29舱面属具工具物料供应明细表●●30房间设备明细表●●(乙)主要图纸部分31总布置图●●●●●32型线图●●●●33横剖面图●●●●●34基本结构图●●●●35静水力曲线图●●●36邦戎曲线图●●37肋骨型线图●●38船型稳性力臂曲线图●●●39防火区域划分图●●●(丙)结构图纸部分40外板展开图●●●●41艏艉柱结构图●●●42艏结构图●●43艉结构图●●44总分段划分图●45各分段划分图●46水密舱壁图●●47各层甲板图●●48各层甲板室围壁图●49底部结构图●●50舷侧构架结构图●51支柱结构图●52货舱口结构图●●●53轴隧结构图●54机炉舱棚图●55舷墙图●56烟囱图●57人字架及轴包套●●●58主机底座图●●●59各种辅机底座图●60护舷材图●61天桥结构图●62舭龙骨图●63锚链舱结构图●(丁)舾装设备部分64系泊设备布置图●●●65锚链筒图●66弃锚装置图●67舵系布置图●●●68舵结构图●●69舵杆图●●70舵承图●71全船金属门窗盖布置图●72扶梯栏杆布置图●73救生设备布置图●74拖带顶推设备布置图●75起重设备布置图●●●76消防设备布置图●●77全船通风布置图●78桅杆布置图●●79全船绝热设备布置图●●80全船敷料布置图●81全船木作图●82防蚀锌板布置图●83船底放水赛布置图●84厨房设备布置图●85舷梯设备布置图●86舱面杂件布置图●87螺旋桨图●●88导流管图●89各种灯座图●90机舱起重梁图●91舱口盖图●“●”需提供图纸。
Weaver WA-72B 钻头锚定系统维修指南说明书
WA‐72B Parts BreakdownWA ‐72B Repair Parts ListITEM # PART #QTY. DESCRIPTION 1. AS ‐6565 1 HANDLE ASSEMBLY 2. S ‐6637 1 RELEASE ROD 3. S ‐102 1 SQ HD SET SCREW 3/8‐16 X 3/4 4. AS ‐5129 1 HANDLE 5. AS ‐6641 1 LOCK ROD 6. S ‐4074 1 COTTER PIN 1/16 X 3/4 7. S ‐1353 1 HANDLE SPRING 8. AS ‐22107 1 RELEASE HANDLE ASSEMBLY 9. S ‐275 3 COTTER PIN 1/8 X 3/4 10. S ‐7299 2 PUMP PLUNGER PIN 11. S ‐7075 1 RELEASE LOCK 12. S ‐13520 1 SPRING WASHER 13. S ‐23872 3 SQ. HD. SET SCREW 1/4‐20 X 3/4 14. S ‐437 2 FLAT WASHER 1/4 15. M ‐2122 1 SADDLE 16. S ‐105 5 HEX HD. CAPSCREW 3/8‐16 X 1 17. S ‐3277 1 INT LOCKWASHER 3/8 18. AS ‐27118 1 PARALLEL LINK ASSEMBLY 19. S ‐23197 2 PARALLEL LINK 20. AS ‐24867 1 ARM 21. M ‐1444 1 CROSSHEAD 22. S ‐23201 1 CROSSHEAD PIN 23. S ‐6576 2 BEARING 24. S ‐10189 1 INT LOCKWASHER 3/8 25. S ‐6655 1 RD HD MACH SCW 1/4‐20 X 3/8 26. S ‐23199 1 ARM BRACKET PIN 27. AS ‐16145A 1 PUMP & CYL. ASSEMBLY 28. AS ‐15206A 1 PUMP & CYLINDER 29. S ‐7026 1 SELF ‐TAP SCW NO 4‐40 X 1/4 30. S ‐18071 1 DRILLED PIPE PLUG 31. S ‐9309 1 BALL CHAMBER PLUG 32. S ‐1863 2 JAM NUT 3/8 X 16 33. S ‐2750 1 BALL 1/2 34. S ‐7229 1 BALL WEIGHT 35. S ‐2505 1 BALL 5/16 36. S ‐1806 4 PIPE PLUG 3/16 37. S ‐25462 2 RETAINER RING 38. S ‐23198 1 PARALLEL RIVET PIN 39. S ‐2594 2 BALL CHAMBER GASKET 40. AS ‐23202A 1 FRAME 41. S ‐7452 4 FRNT WHLD BEARING SPACER 42. S ‐12617 1 ROLL PIN 3/16 X 1 43. S ‐1087 1 HEX NUT 5/16‐24 44. S ‐7492 3 PLUNGER PACKING 45. S ‐5123 1 RELEASE CLEVIS 46. M ‐1769 1 PLUNGER PACKING NUT 47. S ‐15203 1 PISTON PACKING NUT 48. S ‐6654 3 PISTON PACKING NUT 49. M ‐2018 1 CYLINDER CAP 50. S ‐22961 2 GASKET 51. S ‐26235 1 PISTON ROD STOP 52. AS ‐6633 1 RAM HEAD ASSEMBLY 53. S ‐6633 1 PISTON ROD 54. M ‐2165 1 RAM HEAD 55. S ‐6016 1 RAM CUP 56. S ‐6009 1 BACK ‐UP WASHER 57. S ‐7573 1 HEX NUT 3/8‐24 58. AS ‐7443A 1 PUMP PLUNGER ASSEMBLY 59. S ‐7444 1 PUMP NUT ITEM # PART # QTY. DESCRIPTION 60. S ‐7265 1 PUMP CUP 61. S ‐7050 1 WASHER 17/64 ID X 15/32 OD 62. S ‐7443 1 PUMP PLUNGER 63. AS ‐21052 1 PACKING ASSEMBLY 64. S ‐17829 1 O ‐RING 65. S ‐21051 1 PACKING HOUSING 66. S ‐15047 1 O ‐RING 67. S ‐12660 2 RD HD SELF ‐TAP SCW 10‐32 X 3/8 68. S ‐23225 1 NAMEPLATE 69. S ‐2579 2 DRIVE SCREW 4 X 5/16 70. S ‐24747 1 GOV’T LABEL 71. S ‐23235 1 COVER 72. S ‐21023 1 CAUTION LABEL 73. S ‐22747A 1 LG. SPRING CLIP 74. S ‐16061 6 SPRING 75. S ‐22746A 2 SM. SPRING CLIP 76. S ‐595 6 HEX NUT 3/8‐16 77. S ‐5176 1 RELEASE PACKING NUT 78. S ‐899 8 WASHER 1‐1/32 ID X 1‐3/4 OD 79. M ‐2271 2 FRONT WHEEL 80. S ‐23194 2 CAGE ROLLER 81. S ‐2591 1 RELEASE VALVE SPRING 82. S ‐5173 1 RELEASE VALVE GUIDE 83. S ‐21049A 1 RELEASE VALVE PLUNGER 84. S ‐23196 1 PARALLEL LINK 85. M ‐2247 1 SADDLE BRACKET 86. S ‐23195 1 LIFTING ARM PIN 87. S ‐22770 1 ROLL PIN 88. S ‐8542 1 ACORN NUT 89. S ‐944 2 HX HD CAP SCREW 3/8‐16 X 1‐1/4 90. S ‐1325 6 LOCKWASHER 3/8 91. S ‐22797A 2 CASTER 92. M ‐2238 2 CASTER BRACKET 93. S ‐700 4 HX HD CAP SCW 1/2‐13 X 1‐3/4 94. S ‐1571 4 LOCKWASHER 1/2 95. S ‐26803 4 FLTWSHR 2 OD X 1‐9/32 ID X 1/16 96. S ‐23739 1 WEAVER DECAL 97. M ‐1450 1 FOOT LEVER 98. M ‐1417 1 RELEASE LEVER 99. S ‐6560 1 RELEASE LEVER PIN 100. S ‐107 1 COTTER PIN 1/8 X 1 101. S ‐6658A 1 RELEASE PULL ROD 102. S ‐15035 1 ROLL PIN 3/16 X 1‐1/4 103. S ‐6629 1 HANDLE PIN 104. M ‐2246 1 TIE CASTING 105. S ‐20886 2 HANDLE GRIP 106. S ‐6623 2 HANDLE RETURN SPRING 107. S ‐19909 2 WASHER 13/32 ID X 13/16 OD 108. AS ‐27335 1 HANDLE ROD 109. S ‐6636 1 HANDLE RIVET 110. M ‐1442 1 HANDLE RIVET 111. S ‐6627 1 FOOT LEVER PIN 112. S ‐23689 1 ROLL PIN 1/4 X 1/2 113. S ‐23192 1 PUMP LINK ROD 114. M ‐2245 1 PUMP LINK 115. M ‐1157 1 RELEASE HANDLE 116. S ‐2499 2 COTTER PIN 1/4 X 2‐1/4 117. S ‐3234 1 COTTER PIN 3/16 X 2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SNS0600-113-03
法兰 过滤器 调压阀 截止阀 孔板 球阀 压力开关 压力表 玻璃转子流量计 单向阀
4
304
凯隆精机 FESTO FESTO
带颈对焊,接管外径22
含压力表(1MPa)
8 7 6 5 4 3 2 1
序 号
1 1 3 1
2 1 1
304 304
凯隆精机 日机 凯隆精机 布莱迪 天威 双环热工 0.5MPa 高报 0~1.6MPa 250~2500NL/h
KLG2103-1021-02-01 KY-16 Y-100 DK800-6F CVSS-ML10-2
1 2
数 量
密封腔接口表
CSV
代号 GBI CSV 名 称 接口 接口名称 氮气气源 至密封腔 GBI 泄漏介质 CSV 至火炬 缓冲气入口 抑制密封排气口
系统接口表
A B C D
参 数 P=0.4~0.8MPa,Q=3000NL/h P=0.2MPa,Q=1600NL/h 接管形式
焊接,接管外径φ22 卡套,接管外径φ10 卡套,接管外径φ10 焊接,接管外径φ22
316
FITOK
型
号
名
称
材 料
厂 家
备
注
四川日机密封件有限公司
标记 处 数 分 区 更改文件号 签名 年、月、日
PLAN72+76
阶段 标记 重量 比例
设 计
标准化
系统布置图
K向
校 核 审 核 工 艺 批准 共 1 张 第 1 张
CMQห้องสมุดไป่ตู้6-08-XX-00
PDF 文件使用 "pdfFactory" 试用版本创建
88 0
1 70
日机
用户
2 1
3
4
泵厂
用户 B 至密封腔 (GBI)
5
8
A
100 50
C
70
D
1 70 50
9 10
氮气气源 GBI
7
6
至密封腔 (CSV) 至火炬
10 9
580
说
明
1、图中虚线为箱子外形,整套系统具体安装尺寸 见支架图; 2、B、C接口均用外径为10mm,壁厚为1mm的不锈钢 抛光管相连接;