QC检验表1
QC质量检验方法[1]
![QC质量检验方法[1]](https://img.taocdn.com/s3/m/5656f8aba300a6c30c229ff3.png)
• 按流程分:
进货检验、过程检验、最终检验、
出货检验;
• 按判别方法分: 计数检验、计量检验;
• 按产品检验后产品是否可供使用来分:破坏性检验、
非破坏性检验。
QC质量检验方法[1]
三、质量策划
• 94版ISO9000族标准中,对质量策划的定义是: “确定质量以及采用质量体系要素的目标和要求的活动”.
• 注:编制质量计划可以是质量策划的一部分.
QC质量检验方法[1]
• 可以看出: 1 、新标准明确了“质量策划”的范畴; 例如:对源自同要求复杂的产品,为满足合同的质量要
求,组织需根据现有的设计、制造能力,提出生产技术 组织措施计划(包括引进设备和技术、工艺攻关、设备 改造、人员培训等),为此开展的一系列筹划和组织活 动,都属于“质量策划”的范畴。
几个相关的概念
➢单位产品(unit product):为了实施检验的需要 而划分的基本单元。
➢检验批(Inspection lot):需要进行检验的一批 单位产品,简称批。
➢缺陷(Defect):产品质量特性不满足预定使用 要求。
QC质量检验方法[1]
检验的分类
• 按检验数量分: 全数检验、抽样检验;
可以看出: 94版对“要求”较为笼统,而新版标准明 确提出该“要求”为“规定必要作业过程和相关资源以 实现其质量目标”,使其更明确和可操作。但从新旧版 本的内涵上看是一致的,94版标准提出的产品策划、 管理与作业策划和质量改进等都是适用于新版标准的。
QC质量检验方法[1]
2000版ISO9000族标准中,对质量策划的定义是: “质量管理的一部分,致力于设定质量目标并规定必要的 作业过程和相关资源以实现其质量目标.”
随机抽样也可以在生产流程中进行。
QC小组活动——提高铝合金模板墙体混凝土一次验收合格率
河北省工程建设优秀质量管理小组申报资料小组名称:河北建设大厦项目部“铝”创新高QC小组课题名称:提高铝合金模板墙体混凝土一次验收合格率申报单位:河北建设集团股份有限公司申报日期:二O二O年四月提高铝合金模板墙体混凝土一次验收合格率河北建设集团股份有限公司河北建设大厦项目部“铝”创新高QC小组发布人:刘海涛目录一、小组概况二、工程概况三、选题理由四、现状调查五、设定目标六、原因分析七、要因确认八、制定对策九、按对策实施十、检查效果十一、制定巩固措施十二、总结十三、下一步打算表一小组概况表二小组成员组成制表人:刘海涛日期:2019年4月1日河北建设商务中心商务办公楼及地下车库三区项目位于保定市鲁岗路北、锦绣街西。
总建筑面积71632.48㎡,地下三层,地上二十四层,采用框架核心筒结构,主楼地上结构总高98.80m。
本工程外观端庄大气,结构方正合理,是集经典与现代化为一体的综合商务办公建筑。
(效果图如下图所示)本工程核心筒区域墙体高度3.28m,墙体最长跨度为9.6m,因为铝合金模板具有浇筑后混凝土构件成型质量高、模板安拆操作方便快捷以及符合国家提倡绿色施工的要求等优势,所以在地上工程三层至二十四层的标准层采用了铝合金模板早拆施工技术。
本工程核心筒区域墙体高度3.28m,墙体最长跨度为9.6m,浇筑后成型质量达不到薄抹灰的要求,存在垂直度、平整度超出要求以及蜂窝麻面、烂根的质量问题。
为此我们特成立了专门的QC小组,不断的分析、改进,解决了这一问题,成为创优的亮点。
河北建设大厦夜景图河北建设大厦侧视图三、选题理由表三活动日程计划表计划实施制表人:赵四龙日期:2019年12月30日四、现状调查1、我QC小组就确定的课题对本项目已完成楼层墙体混凝土一次验收合格进行了调查分析,并做出了归纳,发现质量问题如下:发现核心筒墙体成型质量在混凝土浇筑后无法达到应有的效果,存在墙体出现垂直度、平整度超出要求以及蜂窝麻面、烂根的情况发生,导致后期修补成本增加,并不满足前期策划的目标。
印刷公司QC工程图范本

理丝 ↓Βιβλιοθήκη 理丝作业员1:理丝后灯丝不可
《OP自检报表》
《作业指导书》
PQC
有交叉现象
《巡检记录报告》
组长
自检 OP全检
巡检 PQC:2H/20Pcs
监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
绕丝 ↓
试亮 ↓
绕丝 试亮
1:将不良品留样 2:发《进料异常处 理单》给相关部门 3:跟踪处理结果
核准
审核
编制
工艺流程 生产领料→核对物料→材 料上线
工程名称
管制重点
领料
1:标识 2:包装
作业标准
产品名称 页次 记录方法
依照《BOM》表 领料记录表单
文件编号
共五页-第2页
制定日期
责任人员
检验频率
检验方式
组长 仓管
每批
自检
异常处理
巡检 PQC:2H/20Pcs
监管
OP全检
自检
巡检
PQC:2H/20Pcs 监管
自检 OP全检
巡检 PQC:2H/20Pcs
监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
作业员 PQC 组长
自检 OP全检
巡检 PQC:2H/20Pcs 监管
异常处理
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
整灯老化
QC七大手法 NO.1查检表
二零一一年四月
1.QC七大手法的由来:
1924年5月16日,美国贝尔电话实验室博士 休哈特提出控制图,1950年,戴明博士又传 到日本,在日本不断发展.经过近80年的发展, 过程质量控制技术已经广泛地应用到质量管 理中,在实践中也不断地产生了许多种新的 方法如直方图、相关图、排列图、控制图和 因果图等“QC七种工具”.
9.数据应能获得层别的情报。 10.数据收集若非当初所想的,应重新检讨查检表。 11.查检项目、时间、单位…等基准应一致,以利 分析。 12.尽快呈报结果给相关人员。 13.数据搜集应注意随机性、代表性。 14.过去、现在的查检记录,应适当保管。 15.查检表记录完成后,可用柏拉图加以整理。
实例1
2. QC七大手法作用 (旧七大手法)
1.查检表 2.层別法 3.柏拉图 4.特性要因图 5.散布图 6.直方图 7.管制图 容易收集资料 告诉你问题在那里 告诉你重点在那 告诉你原因在那 告诉你如何调整 品质是如何不良 告诉你出了问题赶快处理
3.新七大手法:
3.1、关联图:对复杂因素相互纠缠的问题,搞清 其结果,以找出适当解决措施的办法。作用:适 用于分析整理各种复杂因素交织在一起的问题, 经多次修改、绘制,可以明确解决问题的关键, 准确抓住重点。 3.2、系统图:把要实现的目的与需要采取的措施 或手段,一级一级系统地展开,以明确问题的重 点,寻找最佳手段或措施。 3.3、KJ法:把从杂乱无章状态中收集到的语言数 据根据它们相互间的亲和性统一起来,明确需解 决的问题。 3.4、头脑风暴法:是采用会议的方式,引导每个 参加会议的人围绕着某个中心议题,广开言路, 激发灵感,在自己头脑中掀起思想风暴,毫无顾 忌、畅所欲言地发表独立见解的一种集体创造思 维的方法。
qc检验员绩效考核表

qc检验员绩效考核表qc检验员绩效考核表QC检验员绩效考核细则一、工作1、没有及时准确完成各项任务者,每次考核0.5分。
2、报出化验报告错误一次考核1分。
化验结果不合格没有报出一次考核1分。
3、原始记录不按规定填写或出现填写错误、漏项者每一次考核0.5分。
4、原始记录数据作假一次考核2分。
5、不按分析规程及安全操作规程进行化验分析,每次考核分2分,造成严重后果者扣考核5分。
6、对于送检的样品必须标识清楚样品名称及日期,检验结果产品名称必须和样品标识名称一致,否则发现一次扣考核1分。
对于非常规送样必须经中心实验室领导同意并报质量部经理后方可进行分析,否则一律不予分析,私自分析者一次考核5分。
7、报告单发放时,发报告人必须监督报告接收者在报告发放记录本上进行签字确认,特殊情况要注明原因,否则一次考核发报告人0.5分。
8、分析报告不得代写、代签名或漏签名,否则发现一次考核责任人0.5分。
9、样品分析完后要按规定送到指定地点存放。
不得乱放、混放,否则发现一次扣考核0.5分。
10、新工作人员工作不满两个月所做分析数据一律不作为发报告依据,违者一次扣负责人2分。
11、报告检验员与审核员不得为同一人,发现一次扣考核1分。
二、仪器设备1、仪器设备负责人必须定期进行清扫,以保证设备运行的稳定性。
执行不好者一次扣考核0.5分。
2、在使用各仪器设备过程中必须严格遵守仪器设备操作规程进行操作,禁止带病工作,以上每项执行不好或不执行者一次考核分2分。
3、仪器设备使用完毕后必须将设备关闭并将设备周围卫生收拾干净,认真填写使用记录,执行不好者每次考核0.5分。
4、检验员若要对仪器设备进行维护、保养必须经负责人同意后方可进行。
否则一次考核1分,出现严重后果视情节轻重考核5—10分。
5、由于操作不当造成的仪器设备损坏,按损坏程度不同考核5—20分,严重者按比例进行赔偿。
6、在仪器使用过程中如发现运行状况异常或备品备件数量不正常者必须立即汇报,隐瞒不报或私自维修者一经查出一次考核2分。
QC成果评审表

3)是否对所有末端因素都进行了要因确认,要因是否在末端因素中选取;并且是用数据客观的证明要因;
4)统计技术运用正确、适宜。
25
3
对策与
实施
1)是否对要因逐条制定了对策;
2)对策是否案5W1H的原则制定,每条对策是否在实施后都已检查其完成(达到目标)及有无效果;
3)大部分的对策是由本小组成员实施的,遇到困难能努力克服;
QC成果评审表
QC小组名称:课题名称:
序号
评审项目
评审内容
分值
得分
1
选题
1)所选课题是否与公司方针目标相结合,或是小组现场急需解决的问题;
2)现状是否清楚的了解,数据充分,并通过分析已明确问题的症结所在;
3)现状已为制定目标提供了依据。
4)目标设定不要过多,并有量化的目标值和依据。
15
2
原因分析
1)是否针对问题的症结分析原因,因果关系是否明确;
2)活动过程是否具有创新性和启发性。
10
总体评价
总得分
评委:
日期:
4)统计技术运用正确、适宜。
25
4
效果
1)活动前后对比,检查其改进是否有效果,是否达到制定的目标;
2)取得的成果计算真实,无夸大;
3)是否对无形效果进行了描述;
4)改进后的有效方法和措施是否已纳入有关制度和规程,并持续实施;
5)改进后的效果是否能持续和巩固在良好的水平。
256Biblioteka 特点1)课题是否具体务实;
QC小组活动中的效果检查
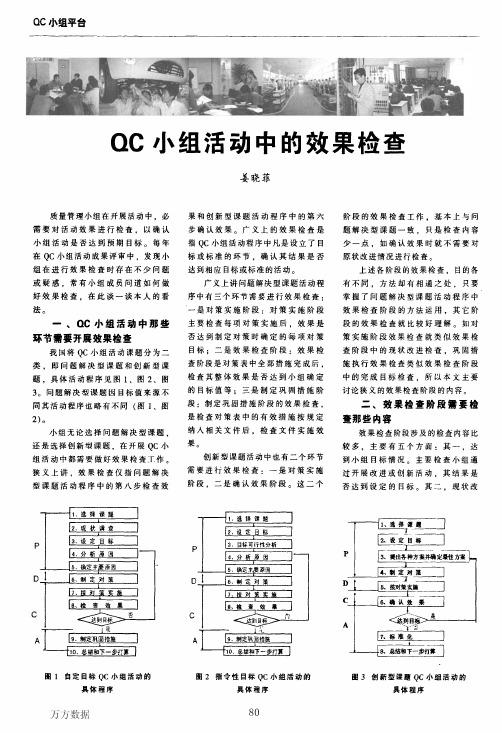
表1新闻纸灰份变化调查结果
时间 1月 2月 3月 4月 5月 6月 7月 8月 9月
灰份 (%)
7
6
6
采取对策前
6
7
7
实施对策中
“
12
11
对策实施后
完毕.便可以检查活动中采取的措 施是否产生了菲预期副作用。
2.检查内容。①对其他特性值、 项目、下道工序等是否带来了副作 用;②对环境是否造成污染或破坏。 ③对顾客是否有影响,如安全性、 可靠性,使用成本增加等。(多对管 理是否产生负张定量直方圈
45.5 46,5‘7.S 4S.5 4毫5∞.5 51.5 52.5 定■(香)
圈15 l群生产线纸张定量直方图
特性值“交货水份”处于受控状态.见 图17。
(三)非预期效果检查(副作用)。 1.检查时机。现状改进效果检查
一项是“增加辅助材料 滑石粉的用量”.此措施 实施后对平滑度提高效 果较为明显,但在非预
从图15得知。现状改进效果明
图9
图lO 82
●_一
一
T
]
m
图11
图12
显,直方图图形正常。与公差比较较 为理想,纸张定量平均下降了2.1l,平 均值基本与公差要求中心一致。
(3)运用控制图检查现状改进效 果。
运用控制图检查现状改进情况, 主要看控制图中的点子序列是否随 机.有没有异常情况。与现状比.
QC小组平台
迸情况。小组达到了设定的目标。 还需要进一步检查这个目标是不是 通过小组努力,改变现状实现的。 因为小组目标的实现.可能存在与 小组努力无关的原因所致,如物价、 气候.如小组活动是解决A缺陷, 将某零件不合格率降低到2%.最后 结果可能是其他原因或其他人解决 了B缺陷致使某零件不合格率降低 到了2%。所以必须检查现状存在的 症结问题是否得到改进。其三,非 预期效果(副作用)检查。小组虽 然已经达到了目标,但在采取措施 的过程中是否造成了非预期副作用. 如对环境、对下道工序或其他特性 值的影响、资源消耗上升等等.所 以在效果检查阶段还应该对非预期 效果(副作用)进行检查,发现的 问题可以作为下一个PDCA循环的课 题。其四,经济效益。Qc小组活动 不强调经济效益.但产生了经济效 益时,必须如实计算。其五,社会 效益。通过小组活动给利益相关方 带来的收益,包括社会、顾客、员 工、股东、供应商等。小组成员自 身得到的收获,则在总结阶段进行。
QC工程图1

生产线实际无 此项目,反馈 追踪增加
8 9 离心 10 11 12 13 14 15 16 17
流量 转速
正确 正确
有效 有效
真实 真实
无 无
符 合 符 合
检核 结果
检核不符合项数 5.88%
二、QC工程图推行应用
2.2 现场稽核
表单记录不 及时,不符 合表单的记 录要求
二、QC工程图推行应用
2.3 稽核问题点检讨
QC工程图培训记录表 处别
品管
科别
制一科 制二科 PET1科 PET2科
线别
/ / HI1 TP HB1 HB2 HB3 HB4 瓶胚 吹瓶 调配 萃取 调配 萃取 HKK1 HKB1 HKW1 HKW2 HKW3 吹瓶
培训日期
培训人数
合格人数
合格率
责任人
虞效飞 周伟 余欢 包小勇 邓超 查何翔 徐洪丰 许卫刚 应华 邵建
制程确认内容 使用单位提供 需印刷的表单 品质工程员 确认内容 品质系统员 确认编号格式 备件库递 交采购胶印
二、QC工程图推行应用
2.1.2表单制作要求:要求QC工程图中管制标准(管制
项目、管制频率)必须在表单中体现,做到管控项目能 有效的执行。
名称 杭州康饮厂区PET热充QC工程图
制造工程 流程记号 流程 设备及 器具 机能 操作标 准 管制项 管制基准 目 均质压 力 (bar ) 记录表单 操作人 员 制造 检测 人员 制造 取样 地点 取样 频率 1次 /4h Ⅱ 1次 /6h 1次 /SIP Ⅱ 1次 /SIP 1次 /SIP Ⅱ 1次 /SIP / 目视检查 / 目视检查 / 等级 划分 取样 数量 / 文件编号 版次 W-PGB4-4419 第六版 管制方法 检测仪器/ 工具 异常处理 标准文件 页码 制定日期 1-4,共4页 20130101
DC焊接成型系列QC工程表(模板)(1)

首件確認5PCS 目視
IPQC每120分鐘回 鋼尺
檢驗一次
遊標卡尺
外觀檢驗10PCS
作業員 生產線組長 IPQC IPQC組長
首件檢查表 制程巡檢管制記 錄表
常見異常狀況 檢驗判定標準
修改日期 工程名稱
深圳市展旺連接器有限公司
核准
審核
DC焊接成型系列QC工程表
檔編號
管制重點/管制標準
管制手法/頻率 檢測儀器 責任擔當 記錄表單
管制重點/管制標準
管制手法/頻率 檢測儀器 責任擔當 記錄表單
版本版次 A0
異常處理
制訂 郭小剛 頁次
3/3
引用檔
工序9
電測
1.電測條件是否符合圖紙要求 2.測試機點檢
全測/每批
CT-8681
QA QA組長
檢驗報告
檢驗判定標準 常見異常狀況 抽樣計畫實施辦 法
工序10 工序11
全檢
1.產品規格是否符合圖紙要求 2.外觀是否符合圖紙要求 3.尺寸是否符合圖紙要求
作業標準書 檢驗判定標準 成品包裝規範
3.外觀:不可縮水,缺料、變形等不良 4.尺寸是否符合圖紙要求
檢驗一次 抽檢10PCS
鋼尺
PQC PQC組長
錄表
成品包裝規範
制定日期 2017/7/17 檔類別 支援檔 作業流程
修改日期 工程名稱
深圳市展旺連接器有限公司
核准
審核
DC焊接成型系列QC工程表
檔編號
修改日期
深圳市展旺連接器有限公司
核准
審核
制訂 郭小剛
檢驗一次
遊標卡尺
外觀檢驗10PCS
作業員 生產線組長 IPQC IPQC組長
锂电池生产及品质检验一整套记录表单

日期:
现有电池状态描述:
建议让步接收标准:
签名/日期:
(□业务部 □品保中心 □生产部 )
让步接收数量:
业务部意见(业务员):
申请人/日期:
评审意见
签名/日期 工程部意见(工程部长,必要时需事业部总工审批):
品保中心意见(品质主管或工程师):
签名/日期
最终评审意见(品质部长,必要时需事业部总经理审批):
理论
备注
记录:
□其它情况: 实测
审核:
环境湿度: 浆料细度:
标准:≤50%
最终粘度值:
版次:V1.0 修改日期:2014.03.14
表单编号:QR-0802-20
日期: 巡查时间 工序
涂布
对辊
工位 正极 负极 正极 负极
巡检结果
QC组长巡检记录表 是否异常
奖罚得分 当班QC
备注
当日巡查工作总结:
制程中出现的都是一些低级的错误,在后序工作中严抓这些问题,基本问题先解决好,后面的大问题,大异常才能有 所改善预防
最终判定(Total)
备注(Remark) X-N
A2
检验结论Result 口 允许(Accept)
SGS编号:2080715/EL
口 拒收(Reject)
检验员(Inspector):
审核(Checker):
QMS-0024-002D VER 00/01
第一联(the first):OQC(白色white)
第二联(the second): 客户联customer(黄色yellow)
日期:
极性:正极
生产批号/型号 材料
型号
批号
QC配料监控表
机号:
提高桩基础检测一次验收合格率(QC)1

现场型提高桩基础检测一次验收合格率500kV送电线路工程项目QC小组一、小组概况二、选题理由三、现状调查1、桩基检测不合格,直接影响工程进度及经济损失。
2、我们根据以前线路工程的桩基检测结果的合格率作为参考,其桩基检测合格率如下表:不合格序号时间工程名称检测桩数量合格 孔洞蜂窝一次合格率(﹪)1 2008年 500kV 线工程96条 92 0 495.8由上表可看出线路工程的桩基检测存在不合格情况,根据检测报告分析,出现严重的蜂窝是造成桩基检测不合格的主要问题。
四、确定目标1、确定目标值:通过对以往线路工程桩基检测相关报告数据及分析。
我们确定了本次QC 活动的目标:将桩基检测一次验收合格率95.8﹪提高到100﹪。
20304050607080901002、目标值确定依据:1、人员方面:开工前,项目部按质量管理要求配置经验丰富和责任心强的施工员、材料员、专职质检员,选择优秀的施工队;组织项目部及施工队管理人员、班组长以及施工人员进行培训学习。
小组成员均有丰富的施工经验,对线路施工有较好的管理知识。
2、机械方面:施工使用的机械设备全部经检查合格,还采购了新的高频振动棒,在后方存有各种备用机械设备。
3、材料方面:项目部在施工前对材料进行调查,选取合格的材料及生产厂家,各施工队按照项目部选定的厂家及材料名称进行采购,检查材料是否足够,材料到现场后项目部组织管理人员及监理人员进行取样送检。
4、方法方面:项目部在施工前编制桩基浇筑作业指导书;遇到特殊情况,编制专项的施工方案(如地下水),并组织人员进行技术交底。
5、环境方面:根据施工部位的特点制定控制要求:控制浇筑停顿时间,因路途远吃饭时将饭送到施工现场;遇到雨天的控制措施,备置足够的雨布(三色彩布),并对加水量进行调整,控制坍塌落度。
五、原因分析- 6 -六、要因确定序号 原 因 验 证 是否要因1 管理责任心不强在浇筑过程管理人员监督不到位会造成配料不合格及混凝土进仓不规范,在浇筑时作业人员多,工人责任心差,在现场监督较困难,容易出现混凝土蜂窝,蜂窝严重时造成桩身不完成或断桩,检验不合格。
QC七大手法-1

手法2:层别法 表2-1 按操作者分层
操作者 王师傅 李师傅 张师傅 共计 漏油 6 3 10 19 不漏油 13 9 9 31 漏油率(%) 32 25 53 38
手法2:层别法 表2-2 按供应方分层
供应厂 一厂 二厂 共计 漏油 9 10 19 不漏油 14 17 31 漏油率(%)
39 37 38
1 2 3 4 … 250 合 计
烤烟型 烤烟型 烤烟型 烤烟型 … 烤烟型
调查者:王××
日期: 年
地点:卷烟车间
手法1:调查表
2)缺陷调查表:可用来记录、统计、分析不同类型 的外观质量缺陷(如气孔、疵点、碰伤、脏污等) 所发生的部位和密集程度,进而从中找出规律性, 为进一步调查或找出解决问题的办法提供事实依据。
1)不合格项目调查表:主要用来调查生 产现场不合格品项目频数和不合格品率, 以便继而用于排列图等分析研究。
手法1:调查表
表1-1 成品检验不合格项目调查表
批 次 产品号 不合 成品 抽样 格品 量 数 数 (箱) (支) (支) 10 10 10 10 … 10 2500 500 500 500 500 … 500 1250 00 … 6 990 3 8 4 3 批不 合格 品率 切口 (%) 0.6 1.6 0.8 0.6 … 1.2 0.8 80 297 … … 1 2 … 1 458 月 日 35 … … 1 28 10 15 12 55 1 … … … … 1 2 1 1 外观不合格项目 贴口 空松 短烟 过紧 钢印 1 油点 软腰 表面 1
手法2:层别法 ★定义:又叫分类法、分组法,按照影响品质的各个因
素分别收集数据、资料,以寻找其间的差异,而针对差异 加以改善的方法。 层别法是一种系统概念,在于将相当复杂的资料进行 分门别类并归纳统计。层别法是品质管理手法中最基本、 最容易的操作手法,强调用科学管理技法取代经验主义, 也是其他品质管理手法的基础,常与分层直方图、分层排 列图、分层控制图及分层散布图结合起来使用。
1 QC检验标准
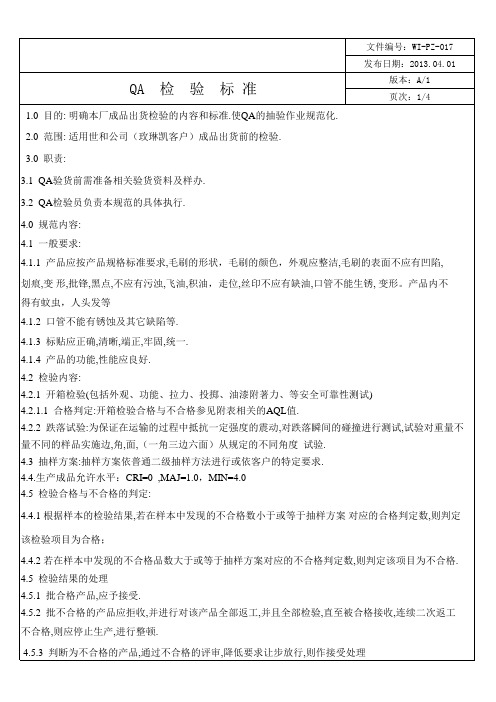
27.口管材质不符 28.口管生锈,氧化≤0.5平方毫米,且不超过2处 29.口管生锈,氧化>0.5平方毫米 30.口管弯曲、变形,严重影响外观或功能 31.喷油件粘/界油脱电镀层,面积>5% 32.喷油件粘/界油脱电镀层,面积≤5% 33.喷油件变色、露底(视情况而定) 35.氧化花痕≥0.3mm 36.电镀花痕<0.3mm
目视 目视 手感/测量 目视 目视 目视/测量 目视 目视 目视 目视 目视 目视 目视
装 18.吸塑变形、无卡位
19.胶袋材质、规格、尺寸不符合要求 20.要求打孔的胶袋没有打孔 21.胶袋漏印刷、印刷模糊、重影 22.胶袋破损0.5cm以上 23.要求封口的胶袋未封口 24.漏警告语、环保标志、回收标志、年龄组、CE标志等 25.警告标识、电脑码破损/电脑码贴错 26.漏打包装日期 27.彩盒、胶袋或箱内有毛发、昆虫、金属及外来物 1.胶件原料用错,颜色与样板不符 2.胶件缩水,料花,夹水纹
手动操作
手动操作 试装/试用 手感 目视/手感 目视 目视 测量
√ √ √ √ √ √ √
4
能 / 尺 寸
2.安全、可靠性测试时产生利边、利角 4.试装配件裂开,偏松
5
功 6.产品断裂、破损。 能 / 7.漏装配件。 尺 9.尺寸超出公差范围。 寸
不合格分类 CRI MAJ MIN √ √ √ √ √
目视
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
试装/测量 目视 目视
目视 目视 目视 目视 目视 目视 目视 目视 目视 目视 手感/重量 目视 目视 试装
外 18.丝移、移印、喷油、颜色、位置不对样板
化妆用品(深圳)有限公司
注塑ipqc制程巡检记录表 (1)

5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2 2.5:收2退3)抽样50PCS(1.0:
明
收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退8)抽样200PCS(1.0:收5退6 2.5:收10退11)
原创力文档是网络服务平台方若您的权利被侵害侵权客服qq
IPQC制程巡检记录表
客户:
订单号:
部门:注塑部
产品名称:
生产日期:
ቤተ መጻሕፍቲ ባይዱ组别:
抽样数量
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00 19:00--
6.必须结合《制程QC检验标准》检查产品
QC签名/日期:
审核/日期:
批准/日期:
备注
)抽样50PCS(1.0: )
检验项目
1.塑胶件颜色
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
处理措施
判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
说
2.巡检不合格时,QC组长必须给出有效的处理措施。并对处理结果进行确认。
3.样品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据MK签名认可的标准样和Spec来核对和检测
QC统计分析工具EXCEL制作方法

5)单击“下一步”按钮,将弹出“图表向导-4步骤之4-图表位置”对话框,如下图所示。 在该对话框中可以设置图表是作为新工作表插入还是作为其中的对象插入。
6)当用户完成所有的图表设置操作后,单击“完成”按键,图表将插入到工作表中,如下图 所示。
6-1W贴片合格率 6-2W贴片合格率 100% 95% 90% 85% 80% ET600W ET600 E200 P851 P780 I726 P706 I720 V707 E303 E206 V770 E216
2)选中数据表,单击“插入”/“图表”命令,或直接单击“常用”工具栏中的“图表向导”按 钮,弹出“图表向导-4步骤之1-图表类型”对话框(如图所示),选择你所需要的一种图表类型 (折线图)。
3)其它操作步骤与制作柱形图一样,完成如下图:
贴片合格率 100% 98% 96% 94% 92% 07-01 07-02 07-03 07-04 07-05 6-1W 6-2W 95.01% 93.99% 95.34% 93.91% 94.44% 94.61% 94.88% 测试直通率 装配直通率 包装产线检验合格率 批量直通率
60 55 硬度 50 45 40 800 825 850 淬火温度 875 900
用Excel表制作步骤如下: 1)以下表为数据为例:
2)选中数据表,单击“插入”/“图表”命令,或直接单击“常用”工具栏中的“图表向导”按 钮,弹出“图表向导-4步骤之1-图表类型”对话框(如图所示),选择你所需要的一种图表类型 (XY散点图)。
3)其它操作步骤与制作柱形图一样,完成如下图:
60 55 硬度 50 45 40 800 825 850 淬火温度 875 900
六、排列图
(6)柏拉图也称排列图,就是将一定时期所收集来的不良数、缺点或故障的发生的频 次、件数等数据,依项目别、原因别等加以分门别类,计算出各项目所占的百分比,并 按其所占比率大小的顺序,以柱形和曲线的方式进行排列出来的图形。