MP3成品检验规范书
多媒体音响成品检验标准

14.接地测试NG不可;
0.40
特性 测试
裸 机 跌 落 测 试 : 将 机 台 抬 高 距 离 桌 面 ≤ 15CM 自 由 落 下 3
次;测试后功能及外观需正常。
卷尺/测试治具/耐
S-1
震动测试:将成品置于震动试验台上按要求震动4--8H 压测试仪/接地电
后,测试功能及外观需正常。
新产品首次量
阻测试仪/碟机/电 产时/半年以
6.主副箱音箱音量大小要一致;
测试治具/耐压测
7.调整各旋钮功能正常;电源开关功能正常;
试仪/接地电阻测
8.信号切换正常,无串音不良,无单声道发音等;
试仪/碟机/电源等
9.不能有极性反,高低音异常等不良;
10.线控异常不可;
11.遥控器异常不可;
12.频响曲线测试符合规格范围;
13.耐压测试NG不可;
9. 铭牌无刮花、歪斜、模糊、毛刺、缺角、脏污等现象;
10. 指示灯颜色要配对,色差不能明显;
1
外观
11. 指示灯不能凹陷过深; 12. 箱体脚垫不可未贴、少贴、脱落;
目视
1.5
13. 箱体各结合部位间隙不可过大;
14. 各旋钮必须灵活,不可存在擦边、阻碍现象;
16. 所有外置螺丝不可打花、生锈;
17. 电源线胶皮伤、附脏污不可;
1. 表面要完整,不能有划伤/碰伤/脏污/磨损/杂色/脏污等不
良;
2. 箱体配对后色差不能明显,表面色泽均匀;
3. 表面喷漆不能有透底/流油/露底/起颗粒等;
4. 漆层或镀层光泽要均匀,不能有起泡,龟裂;
5. 漆层或镀层不能有脱落;
6. 面网不可有霉迹、斑点;
7. 丝印文字、安规标识要明确无误;
MP3成品检验规范
六、
4-1 电池与要求不符。 4-2 电池日期超过1年。
电 池
4-3 电池内电压不足与主机实际要求规格不符。 4-4 外露充电片严重氧化腐蚀。 4-5 电池不易取出电池仓。 4-6 污点、划痕。
七、
胶 袋
八、 说明书 保证书/卡
5-1 皱、污渍、撕裂。 5-2 产品未按要求包装。 5-3尺寸、长度规格与要求不符 6-1 严重撕裂。 6-2 丝印模糊30± 5cm,目视2S可辨认。 6-3 丝印模糊30± 5cm,目视2S不可辨认。
√
视2S明显。
2-5 外壳喷油有色差、积油、未喷上油、尘物30± 5cm
目视2S明显。
目视2S不明显。 2-7 同一批产品混有其它颜色的同种产品。 2-8 产品颜色与客户要求不一致。
√
2-6 外壳喷油有色差、积油、未喷上油、尘物30± 5cm
√ √ √
深圳市弘南科通信设备限公司
文件类别
LB-360产品 成品检验规范
5、
检查条件及参数 a. b. c. 光线:正常日光灯,距离工作台1.0~1.2M左右,或在自然光线下。 目视距离:眼睛距离被检测物30±5cm。 目视角度:一般检验视角范围与被检测面积成90±45度。
6、 7、
注意事项: 客户有特殊要求时,以客户特殊要求为准 检验内容和判定标准:
鸿舜电子有限公司
深圳市弘南科通信设备限公司
深圳市弘南科通信设备限公司
文件类别
LB-360产品 成品检验规范
文件编号: 版 页 本: 次:
1、
目的
为了成品检验与判定有据可依,保证产品品质能达到客户要求特制订此检验规范。
2、
范围 适用本公司所生产的蓝牙系列成品检验。
音乐版仔书检验作业指导书
B
\
开胶,勿粘花。
装箱方式 无
/
按装箱资料,不可装错、少 数。
B
10 装箱
纸箱
直尺
测量/目视
箱唛正确, 箱号不能写错, 纸箱规格+10mm/-5mm。
C
\
严格按装箱资料作 业不能混款、混箱
\ 装。
备注:1、生产过程中有任何质量问题均需改善。不良比率不可超过表格中的比率;注意勿混款
制定:
审核:
批准:
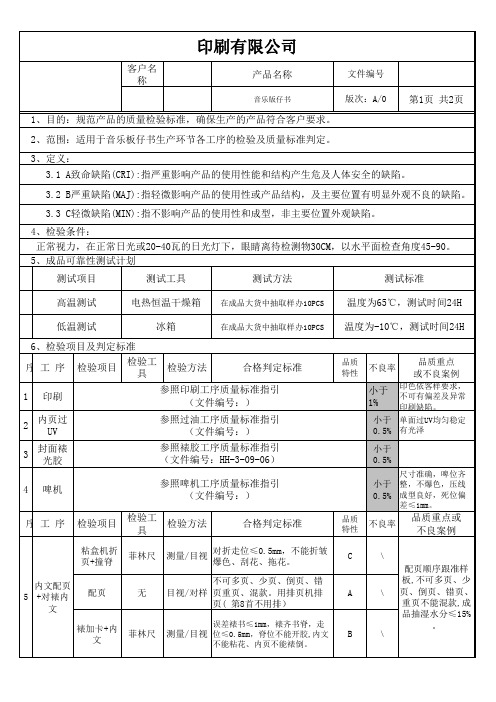
4 啤机
参照啤机工序质量标准指引 (文件编号:)
序工 序
检验项目
检验工 具
检验方法
合格判定标准
品质 特性
不良率
品质重点 或不良案例
小于 1%
印色依客样要求, 不可有偏差及异常 印刷缺陷。
小于 单面过UV均匀稳定 0.5% 有光泽
小于 0.5%
尺寸准确,啤位齐
小于 整,不爆色,压线
0.5% 成型良好,死位偏
印刷有限公司
客户名 称
产品名称
文件编号
音乐版仔书
版次:A/0 第1页 共2页
1、目的:规范产品的质量检验标准,确保生产的产品符合客户要求。
2、范围:适用于音乐板仔书生产环节各工序的检验及质量标准判定。 3、定义:
3.1 A致命缺陷(CRI):指严重影响产品的使用性能和结构产生危及人体安全的缺陷。
3.2 B严重缺陷(MAJ):指轻微影响产品的使用性或产品结构,及主要位置有明显外观不良的缺陷。
3.3 C轻微缺陷(MIN):指不影响产品的使用性和成型,非主要位置外观缺陷。
ቤተ መጻሕፍቲ ባይዱ
4、检验条件: 正常视力,在正常日光或20-40瓦的日光灯下,眼睛离待检测物30CM,以水平面检查角度45-90。 5、成品可靠性测试计划
成品检验标准

1.目的整机成品检验标准,指导生产或品质的检验工作。
2. 适用范围适用于海动力科技有限公司成品手机检查。
3. 名词解释N/A4. 职责4.1 OQC检验员按照本标准进行检查工作。
4.2 PQE负责品质问题的分析、跟踪及改善的处理。
4.3 OQC如有重大品质问题或异常情况出现,PQE或QA应向品质主管报告,由品质主管作出最终决策。
4.4 QE负责对本标准的制定与更新。
5. 程序5.1 抽样计划及允收水准(AQL):如果没有特殊说明采用以下抽检要求。
MIL-STD-105E 正常检验II级水准AQL:CR=0, MA=0.4, MI=1.05.2 外观检查:外观检查依《通用外观标准》执行,(检查前戴上手套或手指套。
)5.2.1检查机器:5.2.1.1 参照样机核对面壳颜色及丝印。
5 .2.1.2 轻摇手机,机内部应无杂物,摇动时无响动。
5.2.1.3检查壳料部分:A . 目检壳料外观,表面应无划伤、污迹、缩水、裂纹、脱漆、色差。
或缺陷参考标准范表一。
B .目检壳料的装配,壳间装配间隙和断差应在标准范围内,无明显刮手。
C .目检耳机插孔, 音量鍵, 无破损和变形。
D . 合上电池盖后不可与前壳有间隙,不大于0.2mm。
5.2.1.4检查LCD和镜片:A . 目检LCD的贴装,贴装应良好,无倾斜、镜片应平或低于外壳,不能刮手。
目视看不到显示屏上下左右偏斜,开机显示看不到显示屏上下左右偏斜,显示屏可视区不可被镜片外框遮挡。
B . 目检LCD的保护膜,不可缺少保护膜,保护膜上不可有胶等不可清除的脏污,保护膜不可褶皱,保护膜不能盖住听筒孔位处。
C . 揭开保护膜目检LCD外观:表面上没有任何异物(布丝、灰尘、焊锡球、粘胶、阴影等)和刮花、脏污、尘、牛顿环,或缺陷是在标准范围内。
5.2.1.5检查Keypad :A .目检按键的外观,表面无刮花、破损、脏污、凹凸,或缺陷是在标准范围内。
B .目检按键的安装,无高低不平、倾斜,与壳的缝隙是在标准范围内。
半成品、成品检验规范

xxxx有限公司1.目的为了确保产品的质量能得到有效的控制,特制定此标准指导检验员对半成品、成品进行检验。
2.适用范围适用于本公司IQC、IPQC、OQC对半成品、成品的检验。
3.引用标准3.1抽样依据《MIL-STD-105E》加严抽样计划3.2抽样标准依据:按照(GB2828.1-2003 level Ⅱ)逐批检验抽样计划3.3抽样标准: AQL (质量允收水准)a)致命缺陷( CRI) = 0 无论批量大小b)主要缺陷(MAJ) = 0.65c)次要缺陷( MIN) = 1.5一般检验外观检查、功能检查水平Ⅱ3.4当按正常抽样水准连续3批出现同样不合格现象时,应立即执行加严检验方案。
加严检验连续5批合格,可恢复正常检验;按正常抽样水准连续10批次未出现不合格批时,可以执行放宽检验流程;当放宽检验发现不合格批次时,应立即恢复正常抽样水准,并对前一批次产品按正常抽样水准进行复检如果不合格时按不合格程序处理。
3.5缺陷分类定义:严重缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
主要缺陷(Major Defect):影响产品正常功能/性能使用的缺陷或产品组装/包装存在的缺陷导致最终客户拒绝购买的产品结构及外观缺陷。
次要缺陷(minor Defect):不影响产品使用4.检验项目及要求4.1检查区域4.1.1 A面:用户正常使用操作时的直视部分(如:面壳、镜片、LCD、键盘等)4.1.2 B面:用户正常使用操作时的可视部分(如:顶面、底面、侧面、天线等)4.1.3 C面:不易被用户见到的部分(如手机背面、耳机、I/O口、电池面等)4.1.4 D面:正常使用时的非暴露面(如电池内面、SIM卡口等)4.2 检查条件●环境亮度:距离被观测物50cm处的光强为1000至2000 lux●检查温/湿度:15---35℃/ 20—85%●观测距离:眼睛与被观测物之间的距离30—40cm。
45 蓝牙耳机、音响成品检验规范

深圳市XXX 有限公司文件类别: 作业规范制订单位: 品质部发行日期:2014-11-10保管单位:1.目的为确保产品的外观及功能在标准范围内,符合公司和客户所需的质量要求,参与业界,客户及各方技术资料 制定检验的依据和质量判定标准,以资引用。
2.适用范围适用于蓝牙耳机、音响系列产品。
3.定义3.1致命缺点 ( Critical Defect ) :此种缺点将导致装配者或使用者受到严重伤害或造成产品不能执行其功能之缺点。
3.2主要缺点 ( Major Defect ) :将可能造成产品功能故障, 降低其使用效能或其它有关客户主要规定之质量偏差的缺点, 或可能造成使用者抱怨者, 均属于主要缺点 .3.3次要缺点 ( Minor Defect ) :指不影响产品的适用性和功能或外观的缺点,对产品的使用者不会造成不良反应或影响之缺点,均属于次要缺点 .3.4 抽样标准MIL-STD-105E,取一般检验水平Ⅱ3.5抽样计划抽样计划及质量判定标准按量产采用AQL:CR=0,MA=0.65,MI=1.5试产时采用全检,之规定进行实施:3.6 限度样品对于文字难以叙述清楚或不易判定合格与否之外观缺点, 则以提供良品与不良品之限度样品及说明图片,供作出货检验时判定之参考 .3.7 本标准由品质部负责解释,标准中未能涵盖的质量缺陷,由品质部参考现状,客户或业界标准进行判定;后需定期纳入标准.3.8 当检验判定不可量化且存在争议时,以"是否满足最终用户的明确或潜在合理需求"为原则,进行分析和判定.3.9 如来料为客户提供物料,因客户对物料已做过检查,故可根据实际情况,对部分检查项目实行放宽处理.3.10 检验设备/工具卡尺,塞规,样品,洒精,电脑,蓝牙测试设备,手机等.4.相关文件.4.1《抽样计划》标准作业程序4.2《成品检验》标准作业程序5. 责任.本检验规范由品质部订定,由品质部成品检验人员依据执行,并依实际作业需要随时修订,以维持系统运作顺畅.6.程序6.1 注意事项:6.1.1作业前请戴静电手套, 防止造成外观不良.6.1.2检验中的各种产品须明确标示检验状态.6.1.3.作业检验前请先阅读检验WI.6.1.4.产品所有附件的版本以<<承认书>>为准.6.1.5检验时注意5S.6.1.6检验时需轻拿轻放,避免产品掉落地上.6.2 作业程序:6.2.1.检验员确认送验批量后依据WI规定的抽样计划对送验产品进行抽样。
扬声器成品检验工作指引

更改历史页码第3页,共6页NEG灯亮红色表示极性为负,POS灯亮绿色则极性为正;e.扬声器极性应符合设计要求或与标准样品一致。
6.3.2阻抗测试:打开阻抗测试仪(IMPEDANCE METER)电源开关(POWER);b.交流阻抗测试(ACR):依规格书要求选择并按下频率范围档键Zx20~400Hz或400Hz~8KHz;旋转ZX-FREQ-ADJ旋钮调节所需频率值;旋转并按下ZxDCR测试范围档0~120Ω或120~4KΩ(注:通常大功率选择0~120Ω,小功率则选择120~4KΩ档);将待测扬声器与仪器ZxDCR端子线连接(红+黑-);在阻抗视窗读出数值,应符合产品规格书的要求;注1:在以上测试时除将Limit preset LO/HI四个旋钮同时调到最大或最小值,其它未提及按键不需调动;注2:正确读数时间为数字显示1~1.5S。
注3:在测试前应对接测量用连接线/夹具最末端,读出连接线和夹具的内阻,每一个零件观测值均应与该内阻进行偏差校正,所得值记入报表并进行判定。
6.3.3扬声器听音检查:a.打开扫频仪(AUDIO SWEEPER)电源开关(POWER);b.调节起始频率:按下START键,旋转START COARSE旋钮进行粗调,旋转START FINE进行微调;C.调节终止频率:按下STOP键,旋转STOP旋钮进行终止频率调节;d.调节测试电压:在一个固定的频率下(可按START键,调节到1KHz)调试,旋转VOLUME COARSE旋钮进行粗调,旋转VOLUME FINE旋钮进行微调(注:调试完毕后,须把起始频率调回所需条件下);e.调节扫频周期:旋转SWEEP旋钮可调节扫描周期(有0.3、1、3、5、10、20、40S等档位选择,通常选择应≥2S);f.扬声器连接仪器OUT PUT输出线,按下AUTO键进行扫频试音:注:听音时一般扬声器距离耳朵30CM为宜,应无震音、碰圈声、机械声和其它异常音;听音时,周围30CM范围内应无反向反射物;(如:规格书要求在20Hz~20KHz/4.3V处检听,则仪器设置:按下START键→调节起始频率为20Hz→再按下STOP键调节终止频率为20KHz→调节VOLUME旋钮显示屏电压为4.3V→再将扫频周期调至3S→按下AUTO键进行扫频。
MP3外观检验标准
1.0 Contents 目录1.0 Content 目录 12.0 Purpose 目的 23.0 Scope 范围 24.0 Description 描述 24.1 Tools and Equipment 工具和设备 24.2 Instruction Detail 检验方法说明 24.3 Surface Classification 表面分类 44.4 Inspection Detail (Raw Plastic )检验说明(未加工的塑胶件) 54.4.1 General Appearance 总体外观 54.4.2 Criteria for Blister 疱块的判定标准 54.4.3 Criteria for Bubble 气泡的判定标准 54.4.4 Criteria for Colour 颜色的判定标准 54.4.5 Criteria for Crack / Crack line 裂缝/纹的判定标准 54.4.6 Criteria for Deform 变形的判定标准 54.4.7 Criteria for Dots 杂点的判定标准 54.4.8 Criteria for Flashes 毛边的判定标准74.4.9 Criteria for Flow Mark 流痕的判定标准74.4.10 Criteria for Gating Mark 进浇痕迹的判定标准84.4.11 Criteria for Gating Material 浇口残料的判定标准84.4.12 Criteria for Glossy Material 材料发光的判定标准84.4.13 Criteria for Insert Line 拼接线的判定标准84.4.14 Criteria for Scratches 刮(划)伤的判定标准84.4.15 Criteria for Short Moulding 注模不足的判定标准94.4.16 Criteria for Silver Streak 银纹的判定标准94.4.17 Criteria for Sink Mark 缩水痕的判定标准94.4.18 Criteria for Stress / Pin Mark 压力/顶针痕的判定标准104.4.19 Criteria for Warpage 翘曲的判定标准104.4.20 Criteria for Weld Line 熔接线的判定标准104.4.21 Criteria for Clear Transparent Parts 透明件的判定标准104.4.22 Criteria for Dented Mark 凹痕的判定标准114.5 Inspection Detail for Plastic with Secondary Process(eg :spray painting, sputtering, printing, ultrasonic welding, heat12staking, Plating and EMI shielding)二次加工(表面处理)的塑胶件检验说明(如:喷漆、喷镀、印刷、超声焊、热能焊、电镀和电磁屏蔽)4.5.1 Criteria for Spray Painting / Sputtering / Plating 喷漆/喷镀/电镀的判定标准124.5.2 Criteria for Printing 印刷的判定标准134.5.3 Criteria for Dust Particles 灰尘杂质的判定标准134.5.4 Criteria for Ultrasonic Welding 超声焊的判定标准134.5.5 Criteria for Heat Staking 热能焊的判定标准144.6 Inspection Detail for General Assemblies总体装配的检验说明154.6.1 Criteria for Mismatch 装配不良(断差)的判定标准154.6.2 Criteria for Parting Gap 装配间隙的判定标准155.0 Reference 参考文件166.0 Remarks 备注167.0 Revision History版本记录178.0 Approval批准172.0 Purpose 目的2.1 This document establishes a general guideline on cosmetic acceptability for All Hand Held Productsand material related to plastic, specified to the needs of XXXX Technology.It represents the visual interpretation of the set requirements, and provides consistency and uniformity on the acceptance and rejection quality standard. 本标准由XXXX所制定,用于检验所有与塑胶有关的全部手持产品和材料的外观方面的指导性文件。
多媒体音响成品检验标准

多媒体音响成品检验标准多媒体音响这玩意儿,在咱们生活里可是越来越常见啦!从家里的客厅到学校的教室,从办公室到商场,到处都能听到它传出来的声音。
那要怎么判断一个多媒体音响是不是合格的成品呢?这可得有一套严格的检验标准。
先来说说外观吧。
咱拿到一个多媒体音响,得瞅瞅它有没有划痕、磕碰啥的。
就像我上次买了个新音响,满心欢喜地打开,结果发现外壳上有一道细细的划痕,那心情,一下子就失落了。
所以啊,外观不能有瑕疵,边角得光滑,颜色得均匀,按键标识得清晰明了。
再听听声音。
这可是音响最重要的部分!把音量从小到大调节,看看有没有杂音、破音。
记得有一回,我在朋友家听音乐,他那音响一放大声,就“刺啦刺啦”响,完全破坏了听歌的好心情。
好的多媒体音响,声音得清晰、饱满,高音清脆不刺耳,低音深沉有力度。
还有连接的稳定性。
不管是蓝牙连接还是有线连接,都不能断断续续的。
我有一次在会议室用多媒体音响放 PPT 讲解,结果音响一会儿断连一会儿断连,尴尬得我都想找个地缝钻进去。
功能也得齐全。
比如说,调节音量、切换歌曲、暂停播放这些基本操作得方便顺手。
而且,如果有一些特殊功能,像语音控制、环绕音效等,也得能正常使用。
还有很重要的一点,就是耐久性。
不能用几天就出毛病。
我之前用过一个便宜的音响,没用多久就充不进去电了,简直太糟心。
总之,检验一个多媒体音响是不是合格的成品,得从外观、声音、连接稳定性、功能和耐久性等多个方面综合考量。
只有各方面都表现出色,才能算是一个让人满意的多媒体音响。
这样咱们才能好好享受它带来的美妙声音,无论是听音乐、看电影还是玩游戏,都能有超棒的体验!。
成品出货检验标准书xls
印刷模糊
错误/缺少/贴反
标签贴纸挡住字体
条码无法扫描
缺少(漏装)
5
附件accessory
多出 错误
摆放方式错误
色差
缺字
杂点>3点(>0.2mm)
内容错误
6
彩卡
粘花 套色不正
起皮
刮花
杂色
铡盒歪斜>0.3mm
包装违反作业指导书规定,影响出
货品质
7
其它
机型错误
潮湿
箱内异物
7.2.1 外观检查区域定义:
0.45≤¢<0.5mm:A面>0处/B面>1处/C
面>2处
0.5≤¢<0.6mm:A面>0处/B面>0处/C
耳壳、调音壳、咪 面>1处
壳等
异物(不可擦拭)
0.25<¢<0.5mm:A面>1处/B面>2处/C
面>4处
7.2.3 塑胶部件外观检验:
项次
检验项目
1
外观检验
脏污(不可擦拭) S<0.25mm2:A面>2处/B面>3处/C面>4 处S<0.35mm2:A面>0处/B面>1处/C面 >3处S<0.4mm2:A面>0处/B面>0处/C 面>1处
使用部门:
版本:
成品出货检验标准书
文件编号:
1.目的Purpose
本标准作为本公司生产的耳机成品出货检验程序。
2.适用范围Scope
本指导书适用于耳机成品出货前检验。
3. 抽样计划Sampling Plan
依据MIL-STD-105E,Level-ll,随机抽样,除非有特别规定,一般皆使用单次,正常检验,检查判定 标准之定义: A、 Critical“严重缺点”:又称安全缺陷,系指有危害产品的销售或使用者的生命,安全之缺陷, 或不符合销售地区之安全规格或最终产品不能执行或使用。 B、Major“主要缺点”:系指除严重不合格外,产品单位的使用性能不能达到所期望之目的或显著的 降低其实用性的不合格。 C、Minor“次要缺点”:系指对产品单位的使用性能,可能不致减低或难与规格完全相符,但在使用 和操作使用上并无影响者。 D、新缺点:对上述规定以外之新发现缺点,对产品之价值有显著影响,称为新缺点,对于此新缺点由 相关单位协议处置。
成品检验标准与使用说明书

成品检验标准与使用说明1000B-MSD-025REV: 001修改记录目录1 应用范围 (3)2 引用标准 (3)3 产品描述 (3)4 产品详细规格 (4)5 GPS备附件列表: (6)6 操作说明: (6)⏹ 6.1 开/关机 6⏹ 6.2 校正触摸屏7⏹ 6.3 音乐播放器界面操作:7⏹ 6.4 AUDIO OUT功能说明:10⏹ 6.5 视频播放器界面操作:10⏹ 6.6 阅读器界面操作说明:14⏹ 6.7 图片浏览器界面操作说明:16⏹ 6.8 GPS监视器界面操作:19⏹ 6.9 语言设置界面操作:22⏹ 6.10 亮度设置界面操作: 22⏹ 6.11 音量调节操作: 23⏹ 6.12 查看系统信息操作: 24⏹ 6.13 时间设置操作: 26⏹ 6.14 运行导航软件操作说明: 27⏹ 6.15 指示灯说明 29⏹ 6.16 按键功能297 注意事项 (29)1 应用范围⏹本测试标准适用于美赛达1000B-MSD-025的导航成品;⏹本测试标准规定了美赛达导航产品的规格参数、使用说明。
2 引用标准⏹导航软件操作标准3 产品描述⏹ 2.5寸LTPS高清晰显示,显示分辨率为320*240⏹双声道耳机接口,内置高保真度1W扬声器,音量可调⏹按键+触摸屏操作⏹内置高灵敏度SiRF STAR III GPS接收模块⏹内置GPS天线,并可外接天线⏹可直接运行SD卡的导航软件⏹可支持播放mp3,mp4*等播放文件⏹视频播放器支持的文件格式: asf,avi,mp4,wmv⏹看图软件支持: BMP,JPG,PNG,GIF;⏹文字浏览器支持: TXT⏹内置单节锂电池, 通过外部DC12V充电,可直接接汽车点烟器⏹双色灯指示:一个为运行指示灯(蓝色):运行时常亮,SLEEP时熄灭;另一个为电池充电灯指示:充电时红色灯常,充饱后红灯熄灭,黄灯点亮。
*¹: 多媒体播放软件需要支付授权费用4 产品详细规格OMED HG F NLKJI CBA蓝色,运行时常亮G 立体声耳机插座L 天线翻盖H 电池充电座M 触摸笔插槽I 软件更新接口N 系统复位孔J 外接天线座O 喇叭声音出口K 操作锁开关5 GPS备附件列表:◆GPS整机一台◆双声道耳机一副◆触模笔一支◆车充线一条或100~~~220V转12V充电器一个◆外接天线一条6 操作说明:6.1开/关机◆按住“POWER”按钮3秒以上,工作指示灯亮,同时LCD显示公司LOGO及开机进度条。
MP3成品检验规范
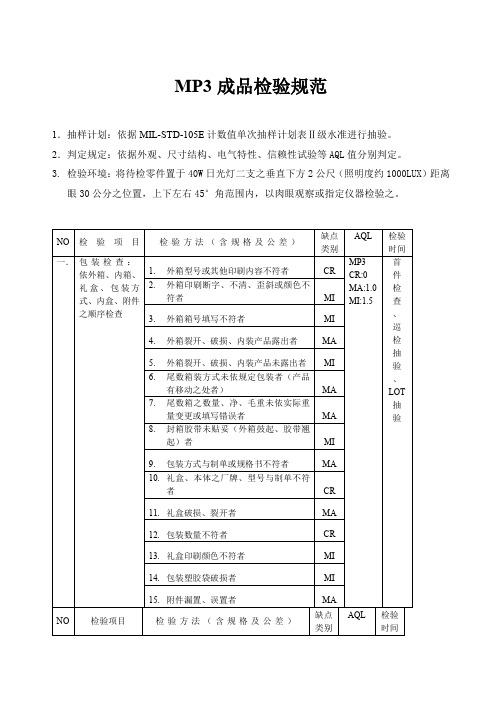
MP3成品检验规范
1.抽样计划:依据MIL-STD-105E计数值单次抽样计划表Ⅱ级水准进行抽验。
2.判定规定:依据外观、尺寸结构、电气特性、信赖性试验等AQL值分别判定。
3. 检验环境:将待检零件置于40W日光灯二支之垂直下方2公尺(照明度约1000LUX)距离
眼30公分之位置,上下左右45°角范围内,以肉眼观察或指定仪器检验之。
附注:
MP3 测试方法
首先把电脑打开:我的电脑窗口
一、取待测MP3 PCB成品,放入治具中,开关(SW1)打到OFF位置,固
定OK 。
二、把USB线端子插入MP3 PCB成品USB插口,然后看放音指示灯是否闪
和充电
灯是否亮。
注:指示灯闪表示电脑在检测(约1分钟左右),充电灯亮表示在给电池充电。
三、电脑检测到会新增到“移动”盘,然后打开“移动”盘格式化。
四、格式化后,在电脑里分别复制1—2首MP3.WMA格式的歌。
五、复制完后,拨出USB线端子,再把电源开关拨置ON位置,放音指示是
否闪,转音量VR电位器听左右喇叭是否有声音,是否有杂音失真现象,然后按上一曲和下一曲放音是否正常,轻触开关是否正常。
六、目测元件是否正确、方向是否对、VR是否到位、开关是否装到位。
七、测试时先把冶具上的电源开关关掉,再放PCB板,测试完毕先关掉电源开
关再取出PCB。
音响成品检验规范
文件制修订记录
1. 目的:
作为品管生产人员,检验与判定之标准和依据,以致使生产之产品符合客户之品质要求。
2. 范围:
本厂生产之各机种音响产品。
3. 参考资料:
N/A
4. 定义:
4.1 Critical:重大缺点. 产品对人身安全有重要影响缺点。
4.2 Major: 主缺点. 列为批退之依据, 是可能引起产品功能失效或降低产品使用性的缺点, 这样一些缺点会被客户或最终用户拒收。
4.3 Minor: 次缺点.是可能不会减少产品的实际使用性或者不符合标准但对产品使用性或操作无影响的缺点.这样一些缺点可能不会被客户或最终用户拒收。
5.内容说明:
5.1. 检验条件与工具
5.1.1功能测试:
将产品与测试设备连接进行测试。
5.1.2检验条件:
在距离40W荧光灯1M—1.2M光线内,眼睛平视物品(距离20CM—30CM),视物约3—5秒为标准。
5.1.3 测试工具:利用测试电脑、Ipad、手机、读码器,厚薄规, 污点标准Film. Golden sample 各机种CRL、BOM 、包装规格书、ECO等进行检验。
5.2.不良判定:不良品分Cri、Maj & Min,累计三个Min作为一个Maj执行相关动作。
具体如下表之标准说明。
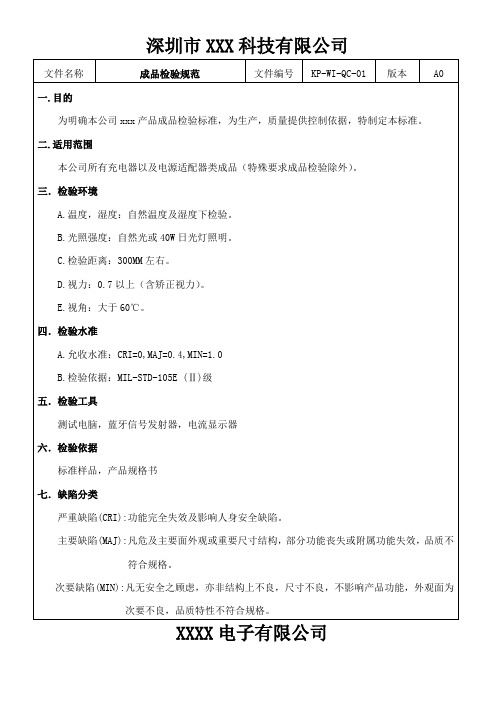
音响耳机类成品检验规范
◎
XXXX电子有限公司
文件名称
蓝牙音响.耳机成品检验规范
文件编号
KP-WI-QC-015
版本
A0
八.检验项目
检验项目
检验标准
检验工
具及方法
缺陷界定
备注
CRI
MAJ
MIN
电气功能部分
音质测试
MIC无音轻﹐杂音﹐失真等现象,声音小。
测试电脑
◎
MIC无断路﹐短路现象。
测试电脑
◎
充电测试
电流显示350-450MA,红灯亮。
A0
八.检验项目
检验项目
检验标准
检验工
具及方法
缺陷界定
备注
CRI
MAJ
MIN
外
观
部
分
塑料件类
表面无严重缩水,披锋,刮痕等现象。
目视样品
◎
喷油丝印类
丝印清楚,位置正确,无严重披锋,移位及掉油等现象。
目视样品
◎
喷油,丝印颜色符合样品。
目视样品
◎
线材
表面无严重刮痕,披锋等现象。
目视样品
◎
五金类
表面无严重压伤,氧化或电镀不良现象。
测试电脑
电流表
◎
说明:功能测试必须按以下步骤操作:
1.使电脑/发射器处于工作状态,打开相应的蓝牙音响,接收器,启动相对应测试软件。
2.用手长按住蓝牙音响,接收器开机键,直到蓝牙音响,接收器的LED灯红蓝闪烁(在完成配对前,耳机距离离相应适配器距离在200MM内。
3.在测试中,发射器会自动和蓝牙音响,接收器自动连接。
目视
手感样品
◎
插头组合
插头组合无松动,电性接触不良现象。
MP3MP4系列产品成品检验规范
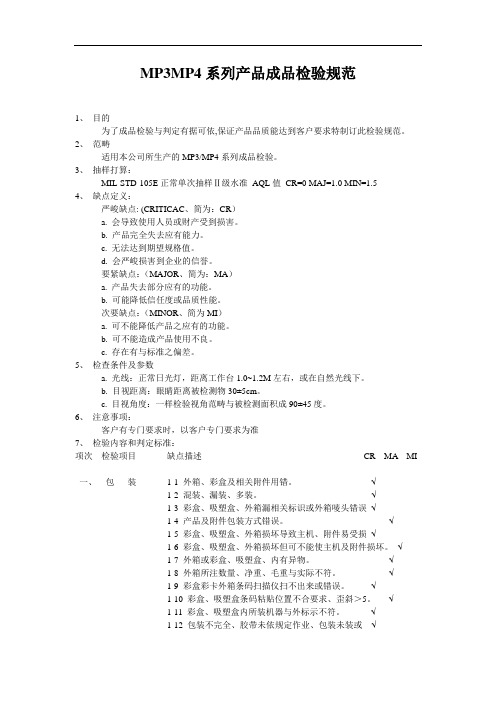
MP3MP4系列产品成品检验规范1、目的为了成品检验与判定有据可依,保证产品品质能达到客户要求特制订此检验规范。
2、范畴适用本公司所生产的MP3/MP4系列成品检验。
3、抽样打算:MIL-STD-105E正常单次抽样Ⅱ级水准AQL值CR=0 MAJ=1.0 MIN=1.54、缺点定义:严峻缺点: (CRITICAC、简为:CR)a. 会导致使用人员或财产受到损害。
b. 产品完全失去应有能力。
c. 无法达到期望规格值。
d. 会严峻损害到企业的信誉。
要紧缺点:(MAJOR、简为:MA)a. 产品失去部分应有的功能。
b. 可能降低信任度或品质性能。
次要缺点:(MINOR、简为MI)a. 可不能降低产品之应有的功能。
b. 可不能造成产品使用不良。
c. 存在有与标准之偏差。
5、检查条件及参数a. 光线:正常日光灯,距离工作台1.0~1.2M左右,或在自然光线下。
b. 目视距离:眼睛距离被检测物30±5cm。
c. 目视角度:一样检验视角范畴与被检测面积成90±45度。
6、注意事项:客户有专门要求时,以客户专门要求为准7、检验内容和判定标准:项次检验项目缺点描述CR MA MI一、包装1-1 外箱、彩盒及相关附件用错。
√1-2 混装、漏装、多装。
√1-3 彩盒、吸塑盒、外箱漏相关标识或外箱唛头错误√1-4 产品及附件包装方式错误。
√1-5 彩盒、吸塑盒、外箱损坏导致主机、附件易受损√1-6 彩盒、吸塑盒、外箱损坏但可不能使主机及附件损坏。
√1-7 外箱或彩盒、吸塑盒、内有异物。
√1-8 外箱所注数量、净重、毛重与实际不符。
√1-9 彩盒彩卡外箱条码扫描仪扫不出来或错误。
√1-10 彩盒、吸塑盒条码粘贴位置不合要求、歪斜>5。
√1-11 彩盒、吸塑盒内所装机器与外标示不符。
√1-12 包装不完全、胶带未依规定作业、包装未装或√1-13 彩盒、外箱文字图样、印刷不清晰模糊、图样异色√1-14 外箱下侧唛头、箱号未填或不清晰√1-15 配件错误、短缺、损坏√1-16 过热缩膜不平坦、正反两面皱纹、破裂√1-17 配件版本不符(讲明本、光碟)√1-18吸塑包装时吸塑盒内的机器、配件及彩纸没按规定要求放置好,机器镜片上的爱护膜没贴整齐。
MP3检测标准

FKH 富光辉电子有限公司FKH PCC0210031MP3XX系列MP3播放器检验规范(Rev: 4.0)2003-10-10发布2003-10-10实施产品验证中心发布PCC0210031 Rev:4.0文件发放状况记录2MP3XX系列MP3播放器检验规范1 范围适应于MP3XX系列MP3播放器在生产及交收检验过程中的品质控制。
2 规范性引用文件下列标准中所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
表1 引用标准及文件明细3 工作环境及所需设备3.1 检查环境温度:室温;湿度:自然湿度状态,无需做湿度处理。
电源:镍氢充电电池、AAA电池一颗、或与产品配套的电源适配器(如:1.6VDC,140mA)。
光照强度:正常光照,建议:500±50Lux 。
检测距离:30 cm;视力:0.7~1.2(含矫正视力)。
3.2 检测仪器测试用PC、万用表、及稳压电源等。
4 判定标准及依据4.1 判定依据4.1.1 内销产品抽样计划表2 正常检验的单次抽样计划(MIL-STD-105E 一般检查水平Ⅱ)——针对外销产品采用正常检验的单次抽样计划(MIL-STD-105E 一般检查水平Ⅰ严格检测);——针对产品功能及性能的合格质量水平(AQL)采用0.65 ;——针对产品其他方面检验的合格质量水平(AQL)参考内销产品。
4.1.3 如客户有特殊要求,可通过双方协商解决后,再依协商结果执行之。
34.2 缺陷等级定义CRI(Critical):对产品的使用、维修或有关人员会造成危害或不安全的缺陷,或可能妨碍某些重要的最终产品的主要性能的缺陷叫“致命缺陷”。
MAJ(Major):不构成致命缺陷、但可能造成故障,或对单位产品预定目的的使用性能会严重降低的缺陷叫“严重缺陷”。
Min(Minor):不构成致命缺陷或严重缺陷,只对产品的有效使用或使用有轻微影响的性能偏离标称值叫“轻缺陷”。
MP3检验标准

数码 MP3 播放机1 范围本标准规定了数码MP3播放机的要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于本公司生产的数码MP3播放器2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191包装储运图示标志(GB/T 191—2000,ISO 780:1997,EQV)GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1—2003,ISO 2859—1:1999,IDT)GB/T 2829-2002 周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB 5296.2 消费品使用说明家用和类似用途电器的使用说明GB/T 5465.2 电气设备用图形符号(GB/T5465.2—1996,IEC 417:1994,IDT)GB/T 9383 声音和电视广播接收机及有关设备抗扰度限值和测量方法(GB/T 9383—1999,IEC/CISPR 20:1998,EQV)GB/T 9384 广播收音机、广播电视机接收机、磁带录音机、声频功率放大器(扩音机)的环境试验要求和试验方法。
GB 13837 声音和电视广播接收机及有关设备无线电骚扰特性限值和测量方法(GB 13837—2003,IEC/CISPR 13:2001,MOD)GB/T 14197 声系统设备互连的优选配接值(GB/T 14197—1993,IEC 268—15,EQV)GB/T 15860—1995 激光唱机通用技术条件3 要求3.1 使用条件产品在下列条件下应能正常工作:a) 温度:-10℃~135℃;b) 相对湿度:30%~85%;c) 大气压力:86 kpa ~ 106 kpa;3.2 主要功能MP3播放机应具有以下功能:屏幕显示功能、播放、暂停、停止、STANDBY、上一曲、下一曲、音量控制功能,其它功能由具体型号的产品规格所定,详见产品使用说明书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附注:
MP3 测试方法
首先把电脑打开:我的电脑窗口
一、取待测MP3 PCB成品,放入治具中,开关(SW1)打
到OFF位置,固定OK 。
二、把USB线端子插入MP3 PCB成品USB插口,然后看
放音指示灯是否闪和充电
灯是否亮。
注:指示灯闪表示电脑在检测(约1分钟左右),充电灯亮表示在给电池充电。
三、电脑检测到会新增到“移动”盘,然后打开“移动”盘
格式化。
四、格式化后,在电脑里分别复制1—2首MP3.WMA格式
的歌。
五、复制完后,拨出USB线端子,再把电源开关拨置ON
位置,放音指示是否闪,转音量VR电位器听左右喇叭是否有声音,是否有杂音失真现象,然后按上一曲和下一曲放音是否正常,轻触开关是否正常。
六、目测元件是否正确、方向是否对、VR是否到位、开关
是否装到位。
七、测试时先把冶具上的电源开关关掉,再放PCB板,测
试完毕先关掉电源开关再取出PCB。