正交试验优化柔性复合材料的底涂粘接工艺
柔性材料焊接工艺流程
柔性材料焊接工艺流程
一、准备工作
1. 检查焊接材料:检查焊条、焊剂等材料规格、数量是否符合焊接要求。
2. 清理焊接部位:用砂纸打磨焊接部位,去除污物,使其表面干净。
3. 装配夹具:使用适当的夹具固定住焊接件,确保焊接过程中焊接件位置不变。
二、预热
使用热风机对焊接部位进行预热,温度约为100-150°C,预热时间为2-5分钟。
预热可以提高材料的粘接性。
三、涂胶
1. 在预热后的表面涂抹均匀的胶水。
胶水要覆盖焊接面且无空洞。
2. 待胶水半干后,再涂一层作为补强。
四、组装对位
将两焊接件对位固定,使其焊接面紧密贴合。
对位误差应控制在
0.1mm以内。
五、加压固化
1. 使用轮胎或重物对焊接部位施加压力。
2. 压力大小约为0.01-0.05MPa,压力应均匀稳定。
3. 固化时间为12-24小时,期间要保持压力常量。
六、后处理
固化完成后,去除夹具,清除胶余留在表面的胶水,焊接完成。
必要时可以在焊缝处涂抹胶水进行补强。
以上是柔性材料焊接的基本工艺流程。
根据不同材料和部位的特点,可适当修改参数,以获得最佳焊接效果。
粘接材料的生产流程和工艺优化
粘接材料的生产流程和工艺优化随着科技的不断发展,粘合材料逐渐成为了现代工业生产的不可少的材料。
无论是制造汽车、飞机、火箭还是家电等产品,都需要使用粘接材料来进行组装和固定。
想要生产高品质、高效率的粘接材料,除了选择合适的原材料和配方外,还需要优化生产流程和工艺。
本文将从粘接材料生产的流程和工艺两个方面来进行探讨。
一、粘接材料的生产流程粘接材料的生产流程主要分为以下几个步骤:1. 原材料的准备粘接材料的原材料包括树脂、固化剂、填料、溶剂等。
在生产前,需要对这些原材料进行准备,确保其质量和配比的准确性。
一般来说,在选择原材料时,要根据不同的应用场合来进行选择,例如耐高温、耐腐蚀、耐压等特性。
2. 配料在原材料准备后,需要进行配料。
这一步骤的目的是将不同的原材料按照一定的比例混合在一起。
配料的方式可以采用人工或机械化的方式。
在配料的过程中,需要注意原材料的稳定性和混合的均匀性。
3. 反应在配料完成后,需要进行反应。
这一步骤主要是对树脂和固化剂进行反应,将他们进行交联。
反应的过程一般是通过加热或添加催化剂等方法来进行。
反应的时间和温度等因素需要根据材料的不同而定。
4. 过滤和除泡在反应完成后,产生的粘接材料中会存在一些杂质和气泡,这些都会影响材料的质量。
因此,需要对材料进行过滤和除泡处理。
过滤的方式可以采用机械过滤或过滤网的方式。
除泡的方式可以通过真空或振动的方式来进行。
5. 包装最后一步是将制造好的粘接材料进行包装。
这一步骤需要注意材料的稳定性和密封性。
一般来说,将制造好的粘接材料进行分包装,便于批量生产和存储。
二、工艺优化除了粘接材料的生产流程外,工艺的优化也是非常重要的。
下面是几个重要的方面:1. 温度控制在制造粘接材料的过程中,温度是一个非常重要的因素。
过高或过低的温度都会影响材料的质量。
因此,需要对温度进行精确的控制。
可以采用自动控制的方式来进行温度控制,以确保材料质量的稳定性。
2. 混料方式在配料的过程中,混合的均匀性会直接影响到粘接材料的质量。
正交优化工艺方案
正交试验优化工艺参数组员:凌东鑫V201241222 廖帮财V201241231 1.正交实验在塑料注射成型中的应用考虑到注塑机、以及模具因素的影响,本次正交实验优化的工艺参数包括:保压压力、保压时间、冷却时间。
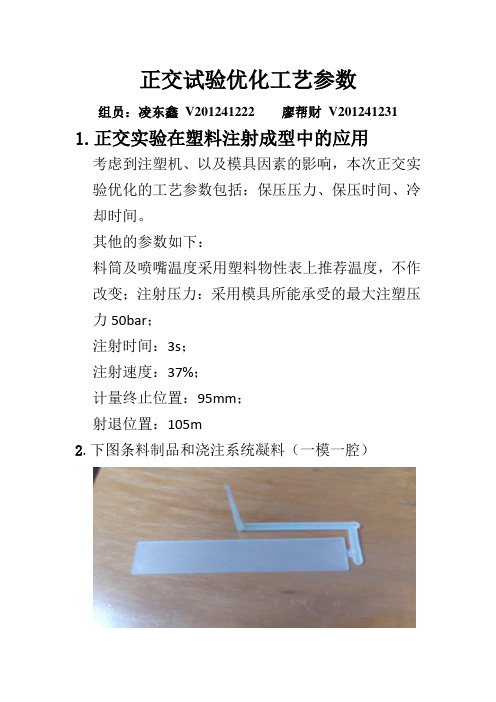
其他的参数如下:料筒及喷嘴温度采用塑料物性表上推荐温度,不作改变;注射压力:采用模具所能承受的最大注塑压力50bar;注射时间:3s;注射速度:37%;计量终止位置:95mm;射退位置:105m2.下图条料制品和浇注系统凝料(一模一腔)3.实验因子水平设置表因子水平保压压力(%)A保压时间(s)B冷却时间(s)C1 28 6 82 32 9 113 38 12 144 44 15 175 50 18 204.由于实验设备和时间有限,只能通过天平称量制品和浇注系统凝料的重量来评定所得制品的质量。
以下25组三因素五水平的正交实验代表了全部125组实验。
该实验的目的是为了在得到最佳制品(这里指最大重量)的情况下找到对应的保压压力,保压时间和冷却时间这三个主要影响因素的值。
即最优方案。
正交试验表及试验结果●因素试验号●保压力(%) A●保压时间(S)B●冷却时间(S)C●产品重量(g)1 28 6 8 20.902 28 9 14 21.123 28 12 20 21.244 28 15 11 20.715 28 18 17 21.306 32 6 20 21.217 32 9 11 21.488 32 12 17 21.319 32 15 8 19.8910 32 18 14 20.7911 38 6 17 20.7012 38 9 8 21.1113 38 12 14 21.3614 38 15 20 20.4215 38 18 11 20.3216 44 6 14 21.9117 44 9 20 21.0618 44 12 11 20.6119 44 15 17 20.1520 44 18 8 20.5121 50 6 11 21.0122 50 9 17 21.6123 50 12 8 22.2224 50 15 14 21.6425 50 18 20 22.62K1 105.36 105.73 104.63 ---K2 104.68 106.38 104.13 ---K3 103.91 106.74 106.82 ---K4 104.24 102.81 105.07 ---K5 109.10 105.54 106.55 ---K1/5 21.072 21.146 20.926 ---K2/5 20.936 21.276 20.826 ---K3/5 20.782 21.348 21.364 ---K4/5 20.848 20.562 21.041 ---K5/5 21.820 21.108 21.310 ---极差0.972 0.786 0.538 ---优化方案50 12 145.通过对实验数据的处理,初步得出该实验优化方案为保压力50,保压时间12S,冷却时间14S。
应用正交试验法确定环氧树脂浇注料最佳配方
应用正交试验法确定环氧树脂浇注料最佳配方一、前言环氧树脂固化物具有优良的机械性能、电气绝缘性能、耐热性、耐化学性等特点,因而广泛应用于各领域。
但是,要求准确地计算配方各组分的理论比例和确定固化工艺周期,是不现实的,也是比较困难的,这是由于各种化学反应比较复杂的结果。
因而如何解决这一矛盾,是摆在我们面前的一个严峻问题。
“正交试验法”在国外已得到广泛的应用,并在国民经济发展中起了重大作用。
这个“正交试验法”就是研究与处理多种因素试验的一种科学方法。
它的特点是能够在很多的试验条件中,选出代表性较强的少量几个条件,并能通过少量次数的试验,找到较好的试验条件,即最优或较优的方案。
它保证了试验条件能够均衡地分散在配合完全的位级组合之中,因而代表性强,容易出现好条件,同时对于每列因素,在各个位级的结果之和中,其他因素各个位级的出现次数都是相同的。
这保证了在各个位级的效果中,最大限度地排除了其他因素的干扰,因而能最有效地进行比较和展望。
为了在较短的时间内寻找理想的原材料配方以及工艺条件,我们试用了“正交试验法”。
通过试验,也确实解决了船舶用产品所提出的苛刻条件。
证明了“正交试验法”是行之有效的方法。
二、试验目的和方法试验目的:为解决船舶用环氧树脂全浇注变压器一40"C开裂的难题,希望环氧树脂固化物在韧性好的基础上,抗弯强度、抗冲强度、抗拉强度等综合指标越高越好。
试验方法:考核指标:抗弯强度、抗冲强度和抗拉强度。
其测试标准按中国科学院1970年10月1日颁布的塑料试验方法进行。
1,确定试验方案,分析试验结果。
A、挑因素、选位级,制定因素位级表通过分析研究,我们认为需考查固化剂、增韧剂和填充料的用量,以及固化条件等四种因素。
每个因素取四个位级,因素位级表见表1。
固化剂:异构化甲基四氢苯酐(LHY-908)、增韧剂:反应型增韧剂(LDY-052)、填充料选择:偶联化硅微粉(HGH一600)。
在表l中,A、B、C的位级越高,其含量越大。
外墙柔性质感涂料质量要求及工艺和施工要点

外墙柔性质感涂料质量要求及工艺和施工要点柔性质感涂料质量要求及工艺和施工要点一、基层的处理和验收移交外墙涂料施工前应对粉刷完成面进行验收和办理交接手续,对粉刷完成面须认真对开裂、空鼓、垂直度、平整度、阴阳角方正及线条的顺直等进行检查,不符要求的应由粉刷整改,一般较小的瑕疵则由油漆工用腻子弥补。
对于各种空洞(槽钢洞、拉结钢管洞等)须分次分层修补,不能急于求成一步到位,既要保证不渗漏水又要做到修补处与大面平整一致,无凹凸感。
考虑到修补的水泥砂浆没有充分时间干燥,有可能出现泛碱,可采用亚士湿墙界面剂涂刷一度(试用)。
二、腻子批刮本工程采用亚士(平整型)双组份硬质填补料:由灰色粉料(25kg/袋)和浅白色流体状固化剂(2.5kg/壶)组成,并加水充分搅拌成腻子,配合比为粉料:固化剂:水=25:2.5:7.5/kg。
因气温高等因素,搅拌好的腻子凝固较快,可按比例分次(如半量)调制,或将一套调制好的腻子供多人使用。
但强调固化剂必须按比例全量掺加,不得少加,更不允许不加,否则将严重影响附着力和硬度。
腻子必须满批二道,并到边到角,且每道完成干燥(按目前气温不宜超过4小时)后用砂纸打磨平整,并对尚存的缺陷再次修整。
并经验收,同意后进入下道工序。
三、底漆涂刷本工程采用亚士抗碱封闭底漆,原为无色透明流体,为便于识别是否满涂现掺加了棕黄色色浆,干后质硬,涂前应搅匀。
采用滚涂,边角细节处用漆刷补刷到位,也可喷涂,但须全面满涂不得有缺损、遗漏、露底,且涂层须有一定厚度。
四、涂料喷涂本工程采用亚士柔性质感涂料,为26kg-28kg/桶装,本工程多为三种颜色(12#楼为四种颜色)。
五、质量(效果)要求1、喷涂完成干燥后应颜色一致,厚薄均匀,无泛碱、咬色、露底、起花。
2、喷点(砂粒)应疏密一致、平整,无斑片、凹凸,返浆成膜,且有较强颗粒感。
3、上下左右衔接处应平缓过渡吻合,分色界面应清晰。
六、供参考选用的经验、建议及要点1、质感涂料一般情况不允许加水,随开随用并随手加盖,不宜开盖后暴露于空气中时间过长,以免表层干结颜色变深,喷涂后产生花斑。
基于正交试验法的复合材料固化工艺规范参数优选

-
寸
m
1 0
4 8 8 0
图 1 固化 工艺规范
图 2 几何模型
J
一
i .
・ 二 二 : 二 ; ; r 一1
匡
l
们 = 宝 ,
/ ’ 厂 l 厂
叭 。
¨
f , — 丁
I l
在图 1 所示 的 固化工 艺规 范下 , B MI 树 脂 内部 5 个 点 的温度 和 固化度 随时 间的变 化规律 如 图 3 所示。
可以看到 , 树脂在大约 t  ̄ - 4 5 0 0 s 的时刻完全固化 , 且固化较均匀, 但是在 t =4 5 0 0 s 的时刻, 模具 的温度还
* 收 稿 日期 : 2 O 1 4 一O 9 —2 7
1 . 1 . 2 反应 动力学 模型 由文 献 [ 6 ] 可知 , 双马来 树脂 的 固化模 型是 n级 反应模 型 , 反应 级数约 为 1 , 故 它是 简单 的一级 反应 :
d u / d t =k ( 丁 ) ( 1 -u ) 一A 一 & / R T ( 2 )
其中, A 为指前 因子 , E 为反应 活 化能 , R 为理想 气体 常数 。
作者简介 : 王晓霞( 1 9 8 4 一) , 女, 山东安丘人 , 潍坊学院机电与车辆工程学院讲 师 , 博士。
一
3 4 —
第 2期
王晓霞 : 基 于正 交试验 法的复合材 料 固化工艺规范参数优选
是保 持在 最 高温 度 1 9 0  ̄ C, 这 说 明在 随后 的 4 5 0 s 的降 温 阶段 , 模 具 的热 量 没有 对 树脂 固化 起 到作 用 , 造 成
利用正交法优化芯片粘接的固化条件研究
Shebei Guanli yu Gaizao♦设备管理与改造利用正交法优化芯片粘接的固化条件研究臧春亮(贵州航天林泉电机有限公司,贵州贵阳550009)摘要:芯片粘接是微组装过程中一道重要的工序,主要是采用导电胶将芯片与相应的导电衬底连接到一起,并形成一定的电气连接关系。
芯片粘接固化后的剪切力大小直接影响芯片与金属衬底间欧姆接触电阻的大小,而欧姆接触电阻是芯片工作时的热量来源。
欧姆接触电阻过大,将导致芯片温度过高,造成芯片永久性损坏。
为了提高芯片固化后的剪切力,减小芯片与导电衬底之间的欧姆接触电阻,采用,芯片粘接固化过程中的大影响素,即烘焙温度和烘焙时间加以化,从而大芯片固化后的剪切力强度,小欧姆接触电阻,芯片粘接一过程的电气连接关系。
关键词:芯片粘接;剪切力;欧姆接触电阻0引言电小化化以:件集成度要的高,的工电微化的。
微化的,微组装工的一与应用[1]o而芯片粘接工是微组装过程中重要的工,是导芯片与导电衬底粘接固导性连接的一关工。
粘接工芯片与导电衬底间形成相应的电连接关系,还需要为芯片的散热。
芯片粘接成后,热性的主要是芯片与导电衬底间的欧姆接触电阻,欧姆接触是芯片工作的,芯片要工作,欧姆接触。
是,果欧姆接触电阻过大,将导致芯片工作过程中热量,而影响芯片性。
半导的热主要有3,即和热导,中热导是热的主要。
而欧姆接触热属热导,欧姆接触将导致欧姆接触电阻大,芯片的热量大,热到一定阻,影响电芯片中的布,破芯片的热稳定性,甚至使芯片烧坏。
另,芯片过热导致粘接岀裂纹或芯片热应力而裂。
此,芯片粘接质量相应半导的起着至关重要的作用。
而芯片粘接工艺大多采用导电胶贴装,目微组装领域,导电胶粘接得到较广泛的应用,如在芯片与导电衬底之间热膨胀系数匹配的情况下,小功率元粘接采用导电胶作粘接材料。
导电胶作芯片粘接的缓冲层,固化后的度直接影响芯片的剪切力。
而剪切力的大小是判芯片粘接质量的重要[2]o影响芯片固化后的剪切力大小的因素主要是芯片粘接成后的焙烘温度和焙烘时间。
正交试验设计在新材料研发阶段的实施

正交试验设计在新材料研发阶段的实施正交试验设计在新材料研发阶段的实施正交试验设计是一种常用的实验设计方法,在新材料研发阶段的实施中发挥着重要的作用。
本文将探讨正交试验设计在新材料研发阶段的实施以及其优势。
首先,正交试验设计在新材料研发阶段的实施可以帮助研究人员确定实验方案。
在研发新材料的过程中,需要考虑许多因素,如材料成分、处理工艺等。
通过正交试验设计,可以将各个因素进行组合,从而减少实验次数,提高实验效率。
通过合理的实验方案,研究人员可以更好地了解各个因素对材料性能的影响,为后续的实验提供指导。
其次,正交试验设计可以帮助提取重要因素。
在新材料研发中,往往存在许多因素,但并非所有因素都对材料性能的影响都是显著的。
通过正交试验设计,可以根据实验结果分析各个因素的重要性,从而筛选出对材料性能影响较大的因素。
这有助于研究人员在后续实验中更加专注于重要因素的研究,提高研究的针对性和效率。
此外,正交试验设计还可以帮助优化实验结果。
在新材料研发中,往往需要在多个因素的组合中寻找最佳的实验结果。
通过正交试验设计,可以系统地评估不同因素的组合对实验结果的影响,从而找到最优的组合方案。
这有助于研究人员在研发过程中更快地找到最佳的实验条件,提高材料性能。
最后,正交试验设计还可以提高研究结果的可靠性和可重复性。
在新材料研发中,往往需要进行多次实验来验证研究结果的可靠性。
通过正交试验设计,可以避免因为某个因素的变化而导致实验结果的不可靠性。
通过固定其他因素,只改变一个因素进行试验,可以更好地控制实验条件,提高实验结果的可靠性和可重复性。
总之,正交试验设计在新材料研发阶段的实施具有重要意义。
它可以帮助确定实验方案,提取重要因素,优化实验结果,并提高研究结果的可靠性和可重复性。
因此,在新材料研发过程中,研究人员应积极采用正交试验设计方法,以提高研究效率和质量。
柔性材料铺平工艺流程
柔性材料铺平工艺流程英文回答:The process of laying flexible materials involves several steps to ensure a smooth and even surface. Firstly, the surface needs to be prepared by cleaning and leveling it. Any debris or unevenness can affect the final result, so it is important to remove any dirt or imperfections. This can be done by sweeping or vacuuming the area and using a leveling compound if necessary.Once the surface is clean and level, the next step is to apply an adhesive or bonding agent. This is crucial for ensuring that the flexible material adheres properly to the surface. The type of adhesive used will depend on the specific material being laid and the surface it is being applied to. For example, a different adhesive may be used for laying carpet compared to vinyl flooring.After the adhesive has been applied, the flexiblematerial can be laid. This involves carefully unrolling or unfolding the material onto the prepared surface. It is important to ensure that the material is aligned correctly and that there are no wrinkles or bubbles. This can be done by starting from one end and gradually smoothing out the material as it is laid.Once the material is in place, it may need to be trimmed or cut to fit the desired area. This can be done using a sharp knife or scissors, making sure to follow any guidelines or markings provided by the manufacturer. It is important to be precise and careful during this step to avoid any mistakes or uneven edges.Finally, the laid material needs to be properly secured and finished. This can involve using a roller or press to ensure that the material is firmly attached to the surface and any air bubbles are removed. Additionally, any seams or edges may need to be sealed or finished to create a seamless and professional look.中文回答:铺设柔性材料的工艺流程包括几个步骤,以确保表面光滑均匀。
复合材料粘接结构弱粘接试件的制备方法
复合材料粘接结构弱粘接试件的制备方法随着科技的不断发展,复合材料制品在机械、航空、航天等领域得到了广泛应用。
复合材料具有优异的力学性能、耐腐蚀性、热稳定性和低比重等优势,但其粘接问题一直是一个难点。
复合材料粘接结构弱粘接试件的制备方法是复合材料领域中重要的一个技术问题。
本文将详细介绍该方法。
一、弱粘接试件的特点和重要性复合材料的粘接主要分为两种类型,即强粘接和弱粘接。
强粘接试件所用的粘接剂的性能达到最大极限,其强度超过复合材料的强度。
而弱粘接试件的粘接剂强度较低,甚至不到复合材料的一半,这种粘接的工作原理主要是靠与试件表面结合的强力分子作用力来保持结构的稳定。
弱粘接试件不同于强粘接试件,在真实的工作条件下往往会表现出意想不到的性能。
这是因为复合材料的极度强度导致在強粘接试件中出现了应力集中现象,从而提高了材料的强度。
但是弱粘接试件中粘合剂不够强,强度瓶颈在于材料本身,从而更容易出现失效现象。
在制作工业件和高校学术实验中,往往使用弱粘接试件来测试复合材料的性能。
二、试件准备1、实验材料和设备实验材料:复合材料薄板、弱粘接剂(环氧树脂和硬化剂)、砂纸、异丙醇,100毫升、移液管、紫外线固化灯、石墨纤维筷。
实验设备:裁板机、磨床、模具、涂布机、加热炉、真空皿、高压氧化氮气气瓶、压盖钳。
2、试件制备① 首先用裁板机将复合材料薄板按照规定大小切割成试件,要求切割锋利,不留毛刺。
② 用磨床在试件表面打磨,并用砂纸去除试件表面灰尘和杂质。
③ 在模具中将试件放入,用移液管将环氧树脂和硬化剂混合均匀,用涂布机将混合物均匀涂布在试件上。
④ 用异丙醇擦拭试件表面,使其变得洁净干燥,然后将试件放入高压氧化氮气气瓶中,使其隔绝空气,产生真空状态,防止气泡的产生。
⑤ 经过真空处理后,将试件放入加热炉中,调节温度和时间,以使其保持最佳的烘制状态。
在这里需要注意因环氧树脂是一种热固性塑料,有较高的烘制温度,烘制时间不宜过久,否则将影响试件的性能。
用正交试验法优选粘合工艺参数
用正交试验法优选粘合工艺参数
唐立敏
【期刊名称】《绍兴文理学院学报》
【年(卷),期】2003(023)008
【摘要】介绍了在服装面料与衬粘合生产工艺中,如何用正交试验法优选工艺参数,指导生产.
【总页数】3页(P53-55)
【作者】唐立敏
【作者单位】绍兴文理学院,纺织服装系,浙江,绍兴,312000
【正文语种】中文
【中图分类】TS941.6
【相关文献】
1.正交试验法在仪表焊接工艺参数优选中的应用 [J], 王瑞涛
2.正交试验法优选牛黄解毒片干压制粒工艺参数 [J], 黄映红
3.运用正交试验法优选四特酒制曲配比工艺参数 [J], 徐源刚;傅作炜
4.应用正交试验法优选喷熔工艺参数 [J], 杨永毅
5.正交试验法优选编织牙周再生片的工艺参数 [J], 孙馨宇;王文祖;张佩华
因版权原因,仅展示原文概要,查看原文内容请购买。
基于正交试验法的复合材料固化工艺规范参数优选
基于正交试验法的复合材料固化工艺规范参数优选王晓霞【摘要】在复合材料固化过程中,选择合适的固化工艺规范不仅可以制造出质量较为均匀的制品,而且还能最大限度的降低能耗、节约成本.本文采用正交实验法对双马来酰亚胺树脂复合材料固化工艺规范中的几个关键参数,即升温速率、保温温度、降温速率进行优选,得到固化时间较短、能耗较低的固化工艺规范.【期刊名称】《潍坊学院学报》【年(卷),期】2015(015)002【总页数】5页(P34-38)【关键词】固化工艺规范;复合材料;正交试验【作者】王晓霞【作者单位】潍坊学院,山东潍坊261061【正文语种】中文【中图分类】TQ320.66复合材料固化阶段是影响制品质量的关键环节之一。
由于在固化过程中复合材料内部温度和固化度分布不均匀,故发生不同程度的热膨胀和固化收缩,从而引起热应力和固化收缩应力[1]。
这些内应力对复合材料力学性能有很大影响,特别对厚板构件而言,有可能导致复合材料板弯曲、基体开裂以及脱层现象发生,甚至会使复合材料在固化过程中就被破坏[2-3]。
固化工艺规范的选择对于固化成型过程至关重要。
本文采用正交实验法,针对双马来酰亚胺树脂基复合材料固化工艺规范的几个关键参数进行优选,得到固化时间较短、能耗较低的固化工艺规范。
1 复合材料温度场和固化度场的数值模拟1.1 固化的理论模型1.1.1 热—化学模型伴随反应热的温度场问题本质上是具有非线性内热源的热传导问题,目前的温度模型都是由傅立叶热传导定律和固化动力学方程得到的[4-5]其中,ρ是复合材料的密度,u是反应进行t时间后的反应程度,T 是绝对温度,cp 是复合材料的比热,kij是复合材料的导热系数,Hu 是反应最终放热量。
1.1.2 反应动力学模型由文献[6]可知,双马来树脂的固化模型是n级反应模型,反应级数约为1,故它是简单的一级反应:其中,A 为指前因子,Ea 为反应活化能,R 为理想气体常数。
1.2 模拟结果与讨论1998年张复盛[7]对双马来酰亚胺(BMI)的固化性能进行了研究,温度梯度控制在5℃/min~20℃/min,既在生产中容易实现,又可以得到固化度较为均匀的复合材料。
柔性材料铺平工艺流程

柔性材料铺平工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!柔性材料铺平工艺流程:1. 表面准备:清洁表面,去除灰尘、杂物和油脂。
基于正交试验的轿车密封条涂层工艺优化
基于正交试验的轿车密封条涂层工艺优化
王琳;郭恒如;郑娟;谢帆
【期刊名称】《汽车工程师》
【年(卷),期】2013(000)010
【摘要】为了解决常见的密封条表面涂层磨损失效问题,文章通过大量的试验和对密封条表面涂层工艺控制因素的正交试验分析,通过极差分析和方差分析,优化了试验数据.并最终确认了最佳工艺条件和最优的在线控制指标:喷涂温度95℃;喷枪数量为3把;固化温度190℃;固化时间越长越好,但是考虑到生产效率,一般控制在90 s左右.这些数据的取得为在线涂层工艺控制提供了指导.实际生产线的调整表明,改进后的密封条表面涂层喷涂工艺的应用大幅提高了量产密封条表面涂层的质量,为密封条企业零件产品的合格率提升做出了贡献,产生了显著的经济效益.
【总页数】3页(P45-47)
【作者】王琳;郭恒如;郑娟;谢帆
【作者单位】
【正文语种】中文
【中图分类】TQ153.2
【相关文献】
1.轿车密封条表面涂层耐磨性检测方法
2.轿车密封条表面涂层耐磨性检测方法
3.基于正交试验的轿车密封条涂层工艺优化
4.基于正交试验的轿车保险杠注射工艺优化
5.基于COPRA与正交试验的密封条钢带滚压成形工艺设计
因版权原因,仅展示原文概要,查看原文内容请购买。
正交试验优选水性聚氨酯合成的最佳工艺条件
1.1 原料与仪器 聚己二酸新戊二醇酯二醇(pol-756, n =2 000),
聚己二酸 1,4 丁二醇酯二醇(pol-256, n= 2 000),聚 己二酸乙二醇一缩二乙二醇酯二醇(pol-1256 n= 2 000),均为工业级,由青岛宇田化工有限公司生产; 甲苯二异氰酸酯(toluene diisocyanate,TDI),分析 纯,由上海化学试剂研究所生产;二羟甲基丙酸 (dimethylol propionic acid,DMPA),工业级,由成都 聚氨酯公司生产;1,4 丁二醇和 1,6 己二醇,均为分析 纯,由长沙市有机试剂厂生产;二月桂酸二丁基锡 (dibutyltion dilaurate),化学纯,由上海山浦化工有限 公司生产;丙酮,化学纯,由天津市科密欧化学试 剂有限公司生产;三乙胺(triethylamine,TEA),分 析纯,由天津市科密欧化学试剂有限公司生产;扩 链剂,由湖南工业大学重点实验室自制。
包装学报 Packaging Journal
Vol.4 No.1 Jan. 2012
正交试验优选水性聚氨酯合成的最佳工艺条件
顾丽争,王正祥,王建龙
(湖南工业大学 包装与材料工程学院,湖南 株洲 412007)
摘 要:以聚酯多元醇、甲苯二异氰酸酯 TDI、二羟基甲基丙酸 DMPA 为主要原料合成了水性聚氨酯。
Key words:waterborne-polyurethane; orthogonal experiments; peel strength
0 引言
聚氨酯具有优异的耐摩擦性、耐低温、柔顺性等, 已被广泛应用于涂料、胶黏剂、皮革、泡沫等行业[1]。 与传统溶剂型聚氨酯相比,水性聚氨酯(water-borne polyurethane,简称 WPU)无毒、不易燃、不污染环 境,符合环保要求,因而越来越受到人们的重视[2],
粘接材料的生产流程和工艺创新
粘接材料的生产流程和工艺创新粘接材料是一种能够将两个或两个以上的材料黏合在一起的材料。
它们被广泛应用于建筑、汽车、飞机、船舶和家居等领域,为现代工业的发展和进步做出了巨大的贡献。
本文将介绍粘接材料的生产流程和工艺创新。
1.生产流程粘接材料的生产流程主要分为三个步骤:原料准备、生产加工和包装贮存。
1.1 原料准备粘接剂的原料包括树脂、硬化剂、填充剂以及其他添加剂。
其中,树脂是基础,填充剂和添加剂是辅助材料。
硬化剂是重要的配合剂,用于使树脂成为固态结构。
1.2 生产加工生产加工主要包括混合、搅拌、调整、分切、包裹等步骤。
混合是将树脂、硬化剂、填充剂和其他添加剂按照一定比例混合在一起,形成流体状物质。
搅拌是使其混合均匀,调整是针对不同工艺和要求进行调整。
分切是将混合好的材料进行定量切割。
包裹是将切好的材料包装存放至适宜的环境条件下。
1.3 包装贮存包装是将粘接材料按照规定量进行分装、包装并标识各种信息。
贮存是应该存放在低温、干燥的仓库中,有利于保持粘接材料的性能,延长使用寿命。
2.工艺创新粘接材料的工艺创新主要包括生产工艺、优化设计以及特殊功能材料开发等方面。
2.1 生产工艺在生产过程中,采用更加高效的混合、搅拌、分切和包裹工艺,使得粘接材料的准确度和稳定性得到提高。
如混合工艺中引入新型混合机和控制系统,可以实现材料的自动化生产和精准控制。
搅拌工艺中,采用新型搅拌器和各种加热方式能够大大提高产品质量和生产效能。
分切和包装方面,采用分选机、包装机等自动化设备,大大提高材料的质量和生产效率。
2.2 优化设计优化设计是从材料本身的性能和应用需求出发,采用高精度的分析模型和新型的材料制备方法,实现材料的多功能化和更加广泛的应用。
如开始采用的材料模型存在诸多不足,而现在使用的模型可以更加真实、精确地描述材料的力学、物理性质。
基于这些分析模型,研究人员可以进行多种方法的改进设计,得到更加新颖、高性能的粘接材料。
此外,还可以通过特殊加工方法和添加剂来实现材料的特殊功能化,比如防火、耐高温、抗辐射等等。
柔性质感涂料施工工艺
柔性质感涂料施工工艺一. 柔性质感涂料特性:亚士柔性质感涂料以天然沙石和特殊合成树脂为主体的砂壁状涂料,具有优良的耐候性,可长时间保护建筑物的美观,理论使用寿命为10—15年,能在任何形状的建筑曲面上施工。该产品自重轻,颜色和纹理丰富。二.适用范围该方案适用于水泥砂浆、混合砂浆、石棉水泥板、混凝土预制板、现浇混凝土、木质胶合板、纤维板、石膏板、旧涂层等室内外基层上施工。三.施工准备3.1材料准备亚士单组份外保温防水腻子、亚士有色专用底漆、亚士柔性质感涂料、第Ⅱ代砂壁状涂料罩面漆3.2工具和用品准备油灰刀、钢丝刷、腻子刮刀或刮板、砂纸、辊筒刷、排笔、油漆刷、手提式电动搅拌机、塑料桶、钢卷尺、粉线包、薄膜胶带、遮盖纸、口罩、手套、工作服、胶鞋等。3.3涂料对墙体基层的要求(1)新的水泥砂浆,混凝土表面须经过一段合理的干燥时间,让其充分干燥,其含水率≤10%,PH≤10。在气温≥5℃以上,相对温度湿度≤85%的条件下方可施工。(2)基层表面粉刷必须坚实牢固,不应有裂缝、空鼓等缺陷。(3)抹灰层每一平面不能出现较大凹凸波浪形,平整度用2m直尺和楔形塞尺检查在2㎜以下,并达到一定的光洁度,且须有横向或纵向分隔线。(4)粉刷基层阴阳角须垂直、方正、不得缺棱掉角。(5)脚手架须离墙20公分以上,且不能有铁丝或其他支撑物嵌入墙体内。且最好去除脚手架外的保护网,增加亮度,便于施工。脚手片予翻身铺设,防止涂料完工后的污染。3.4技术准备基底检查验收基层平整度、接缝错位、分格线均匀平直度等均在允许范围之内;基层表面不得粘有灰尘、油污及砂浆、混凝土块;基层表面不能有疏松、粉化、麻面、裂缝缺损及空鼓;连接基层的金属件、木螺钉、钉子等须进行防锈处理。基层表面应充分干燥,通常新抹的基层在通风良好的情况下,砂浆抹灰面夏季应干燥10天、冬季20天以上;混凝土夏季3周,冬季4周。未检验合格的基层不得进行施工。3.5对基层清理及成品保护人员进场后,用铲刀、砂皮等对基层的灰尘、浮砂、凹凸、庇点、堆痕进行清理、修补,如墙面出现非空鼓产生的细微裂缝,即采用亚士高弹补缝胶嵌实,同时做好成品:如门窗等相关设施的防污保洁工作,造成污染及时清理,做到落手清。四.工艺程序施工操作程序如下图:五、施工步骤及操作方法5.1 施工步骤5.2 施工操作方法5.2.1基底处理首先清除基层表面尘土和其它粘附物。将凸起部分敲掉或打磨平整;空鼓部分应敲掉后重新抹面并待其干燥。将接缝错位部分和较大的凹陷用砂浆补平;清除妨碍施工的钢筋、木片等,用砂浆填补孔洞;用铲刀、钢丝刷将表面浮浆及疏松、粉化部分除去,用水泥腻子补平;清除表面的脱模剂、油污;用乳胶水泥腻子修补表面的麻面、孔洞、裂缝。墙面泛碱起霜时应用弱酸溶液刷洗,最后再用清水洗净。木质基层应将木毛砂平。对基层原有涂层应视不同情况区别对待:疏松、起壳、脆裂的旧涂层应将其铲除;粘附牢固的旧涂层用砂纸打毛;不耐水的涂层应全部铲除。腻子施工应有一定的养护措施,以保证其有一定的强度。5.2.2涂底涂料将亚士有色专用底漆搅拌均匀,如涂料较稠,可按产品说明书的要求进行稀释,用滚筒均匀滚涂一遍,注意不要漏刷,也不要厚涂。如施工采用滚涂,理论涂布量为0.15kg/m2,具体用量需根据基层粗糙程度而定。5.2.3涂装主材①用墨线根据面砖设计要求弹出分隔线,用厚度约2mm的胶带条,按照横墨线下边和竖墨线的左边贴出分割线线条,整条的贴。之后用裁纸刀切割不需要分割线部分和横竖重叠部分胶带,分别揭去不需要分割线部分和横竖重叠部分胶带。②批刮亚士柔性质感涂料,使用之前根据施工情况可加水1-5%进行稀释,用批刀按照胶带厚度批刮陶彩砖涂料,要求批刮密实,批刀收刀的方向一致,以2遍施工为宜。③揭分割线格胶带,亚士柔性质感涂料稍干后(约5-10分钟),用小刀揭掉贴缝胶带,此时砖与缝即成型。4)不同的纹理效果应采用不同的施工方法和工具5.2.4涂专用罩面涂料涂罩面涂料时必须待主涂层完全干燥,通常在5—7天之后。将罩面涂料按产品说明书要求的比例稀释并搅拌均匀。如用滚涂,则用滚筒蘸上涂料,在匀料板上分布均匀,然后滚涂在主涂层上,通常需涂两遍。理论涂布量为0.12kg/m2,具体用量需根据具体漆膜效果而定。六、施工注意事项1. 为了保证涂层的整体性,底涂料、主涂料和面涂料应为同一生产企业的产品;2 .施工温度适宜在5-40℃之间,应避免在气温低于5O C、相对湿度高于85%的环境条件下施工。也不能在大风天气里施工,以免主涂层材料干燥过快而开裂,。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据万方数据万方数据正交试验优化柔性复合材料的底涂粘接工艺作者:兰竹, 陈南梁, LAN Zhu, CHEN Nan-Liang作者单位:东华大学纺织学院,上海,201620;产业用纺织品教育部工程研究中心,上海,201620刊名:中国胶粘剂英文刊名:CHINA ADHESIVES年,卷(期):2009,18(5)被引用次数:0次1.朱怡俊.陈南梁篷盖类柔性复合材料的现状和发展[期刊论文]-产业用纺织品 2004(04)2.吴培熙.张留城聚合物共混改性 19963.孙晓.胡志刚国内复合薄膜用聚氮酯胶粘剂市场及技术进展 2004(04)4.王明磊.帅红海.陶永杰影响水性聚氨酯复膜胶粘接性能因素的研究[期刊论文]-粘接 2006(02)5.王博.陈瑞珠聚酯型水性聚氨酯的交联对T剥离强度的影响[期刊论文]-中国胶粘剂 2004(03)1.会议论文陈南梁篷盖类柔性复合材料的生产及发展前景2002聚合物基复合材料作为工业材料受到高度评价,但被人们广泛认识仅限于轻质高强、刚性好的复合材料,这个范围的复合材料已有约50年的历史,而且世界上出现了很多优异的刚性复合材料.而另一方面,具有同样历史的纤维增强聚合物,轻质高强且柔软的复合材料也活跃在世界上.根据刚性大小的不同来进行复合材料的分类,前者称为刚性复合材料,后者称为柔性复合材料.长丝纤维增强复合材料是由基质和增强材料组成的.柔性复合材料的力学特性,如同刚性复合材料一样,在很大程度上依存于构成基质的种类和增强材料的性能.从柔性复合材料的力学特性的观点出发,可把它分为两代产品.第一代的柔性复合材料是为了构制膜结构材料而开发的,约有50年的历史.第二代柔性复合材料是从1990年左右开始被重视的,这个材料是以变形大为特征,实际应用才刚刚开始,但应用领域也更为宽广.刚性复合材料与柔性复合材料的共同点是追求轻量化,但不同的是力学特性的目标。
本文主要研究篷盖类柔性复合材料的生产和篷盖类柔性复合材料的应用前景。
2.学位论文付江洋涤纶纬编针织物/聚氨酯柔性复合材料的制备及力学性能的研究2006纺织柔性复合材料作为一种新兴材料已经广泛运用到各个领域,发展前景相当广阔。
目前,纺织柔性复合材料的增强结构以机织物和经编双轴向和多轴向织物为主,对纬编针织物增强柔性复合材料的研究较少。
相对前几种织物而言,纬编针织物具有良好的延伸柔顺性能和较高的生产效率,作为增强体,可配合柔性基体材料的大变形特点,使复合材料具有较高的伸长变形能力。
本文采用两种工业用涤纶长丝为原料,在针织横机上编织了两种密度的平针和罗纹织物,并分析了给纱张力、牵拉力、弯纱深度对纬编过程和织物质量的影响。
目前生产纺织柔性复合材料主要有涂层法和层压复合法。
由于纬编针织物本身的特点,这两种方法都无法达到理想的效果。
本课题采用手工涂层法结合热压机热压法来生产纬编针织物柔性复合材料,可以使纬编针织物充分浸润聚氨酯树脂。
在热压涂层前,根据计算所得涤纶针织物空隙率为零时的厚度,以及预先设定的涤纶纤维占复合材料的体积比,通过计算得出复合材料在压制过程中的控制厚度,并采用相应的塞尺控制复合材料的厚度。
为得到涂层效果较好的复合材料,本文采用正交试验法优化了热压涂层工艺,得出最优化的热压工艺参数。
首先通过单因子试验分析了热压时间、热压温度和热压压强对复合材料拉伸和顶破性能的影响,试验表明三种因素对拉伸和顶破性能都有不同程度的影响。
随后采用正交试验方法对热压工艺进行优化,最终选出最佳组合为:热压时间40min,热压温度140℃,热压压强1.5MPa。
利用最优化的热压工艺参数制备了复合材料,并研究复合材料的力学性能。
论文比较系统地测试和分析了纬编针织物柔性复合材料的经纬向拉伸性能和顶破性能以及相应的破坏形态。
对于拉伸性能,测试了复合材料拉仲力学性能,得出并分析了拉伸应力—应变曲线,发现典型的柔性复合材料的拉伸应力应变曲线分为三部分,即线性变形区域、塑性变形区域以及第三部分变形区域。
同时通过分析比较得出,拉伸性能和破坏形式与加载方向、纱线性能和增强织物结构参数密切相关。
对于顶破性能,测试和比较了涂层前织物和涂层后复合材料的顶破性能的变化,发现复合材料的顶破强力高于相应增强针织物的顶破强力。
而相反增强织物的顶破伸长却高于相应的复合材料的顶破伸长。
此外,采用多元线性回归的方法对复合材料顶破性能的影响因素进行了分析,发现影响复合材料顶破强力的因素主要是2cm内纵向纱线根数和纵向拉伸断裂伸长率。
希望通过本课题的研究,能为今后纬编针织物柔性复合材料的设计和开发提出了有效的建议和参考的理论依据,并对该材料的生产加工具有技术指导价值。
最后,本文还指出了本课题中的一些不足之处。
3.会议论文吴海峰.田杰一种新型柔性复合材料管的制备2008可展开空间结构在航天领域发挥着重要的作用,并得到越来越广的应用,针对以往可展开结构材料中的弊端,本文进行了新型柔性复合材料的研制.通过对柔性复合材料管的截面设计,树脂基体和增强材料的选择研究,成型工艺的研究,制备了一种可用于无动力的可收卷自动展开空间的机构的结构材料.4.学位论文朱勇奕PVC压延类柔性复合材料的粘弹性力学性能研究2007PVC压延柔性复合材料作为一种新型的复合材料近年来在篷盖、广告灯箱布、水池布、以及土工膜等领域得到了大量的应用,并且有着很好的前景。
本文主要通过静态法研究其粘弹性力学性能。
本课题在研究过程中,采集了五种相同材料但不同的织物密度,不同的织物结构的试验试样。
本文除了测试各个试样的单位面积质量、密度、厚度等参数指标外,主要对它们的拉伸断裂性能、应力松弛性能、蠕变性能进行测试,并对试验数据进行必要的比较和分析,且通过模型拟合进一步证实材料的非线性粘弹性属性范畴并进行了松弛模量与蠕变柔量的转换研究。
首先,本文对五种柔性复合材料进行拉伸试验,对试验数据进行分析与比较,并总结了影响材料拉伸断裂性能的多个因素,最后得出结论。
压延复合工艺对于材料的拉伸断裂强力有着较为显著的影响,增强织物的密度以及涂层膜的厚度对于最终的复合材料的强力影响也较为明显;由经编衬经衬纬双轴向织物增强的柔性复合材料由于经纱和衬纬纱本身的伸直平行程度较高,使得纱线的强力利用率得到明显提高。
由不同拉伸速度的拉伸断裂试验得出拉伸速度对于柔性复合材料的应力—应变关系曲线影响有一定的影响。
其次,本文又对五种柔性复合材料进行了应力松弛试验,并通过作图、分析、对比研究得出结论。
PVC压延柔性复合材料的应力松弛特性符合一般粘弹性材料的特征,随着定伸长的增大,松弛应力增大,应力松弛率降低,相应的应力松弛现象发生的容易程度降低。
而几种试样的比较中发现,折合成单位密度的应力松弛率,经编衬经衬纬织物增强的柔性复合材料的应力松弛率明显高于其他织物增强的柔性复合材料。
再次,本文测试了两种柔性复合材料的蠕变性能,通过对比分析,总结出影响蠕变性能的主要因素。
主要是压延过程中的定形张力和温度的影响,有定形张力的比没有施加定形张力的柔性复合材料抗蠕变性能要好。
增强织物的密度和与PVC的配比关系也是重要的影响因素。
另外,外加负荷对于材料的蠕变影响较大,外在的负荷越大,材料产生的蠕变变形也相应越大,但并非成比例增长。
然后,本文通过假定欧林模型为理想的力学模型,对几种材料的7小时的应力松弛曲线和蠕变曲线分别进行了拟合,拟合结果均较为成功。
表明在10s内,欧林模型能够较好得作为这类柔性复合材料的粘弹性理论力学模型。
从而进一步证明了这些柔性复合材料属于非线性粘弹性的范畴。
此外,本文还对于松弛模量和蠕变柔量的转换进行了初步探讨,为要求不太精确时的转换提供了一种便捷的方法。
最后,本文指出了本课题中的一些不足之处,为今后的进一步研究提出了一些建议,希望今后在此方向有更大突破。
5.会议论文张明龙.尹昌平.梁济丰.肖加余.曾竟成复合材料柔性RTM工艺的研究进展2007树脂传递模塑工艺(Resin transfer molding,RTM)已经成为一种主要的复合材料低成本制造工艺,近些年获得了很大的发展.针对传统RTM工艺制件纤维体积含量低、不能整体成型复杂构件等不足,衍生出很多新的RTM工艺,柔性RTM工艺便是其中一种.柔性RTM工艺能够整体成型内部结构复杂、纤维含量要求较高的高性能复合材料,在制造航天航空等复合材料构件方面有着独特的优势.主要总结回顾了近几年来柔性RTM工艺的研究进展,并指出了柔性RTM工艺现存的不足.6.学位论文矫卫红篷盖类柔性复合材料机械性能的研究2004该课题主要研究以机织物和经编双轴向织物为基布,经过贴合、压延和涂层后整理得到的两种篷盖类柔性复合材料的一些机械性能,并通过分析试验数据对两种材料作了全面的比较,最后总结了影响柔性复合材料机械性能的因素.另外,该文还对各种测试方法做了较为全面的对比,提出了一些有效的建议.这对于完善中国在同类产品的测试方法方面是一个很好的促进和借鉴,同时对同类产品的实际生产也具有很好的技术指导意义.该课题在研究过程中,采集了大量的试验试样,有不同的纱线细度,不同的织物密度,不同的织物结构,不同的织物后整理方式即:涂层、压延和贴合.该文除了测试各个试样的单位面积质量、密度、厚度等参数指标外,主要对它们的物理机械性能进行测试并对试验数据进行必要的比较和分析.首先,该文对两种柔性复合材料进行拉伸试验,对试验数据进行分析与比较,并总结了影响材料拉伸断裂性能的多个因素,最后得出结论.经编双轴向织物由于衬入了直接取向的平直纱线层而使其拉伸强力得到显著提高,而且纱线的物理机械特性利用率非常高,因此织物密度可以减少,这使得织物在具有很高的总体强力下可减少重量.从经济的眼光来看,可以节约原材料,从而降低生产费用.其次,该文又对比研究了两种柔性复合材料的撕裂性能,总结了影响材料撕裂性能的多个因素.进一步证实了经编双轴向织物用作篷盖类柔性复合材料的基布具有机织物无法比拟的优越性.该文还研究得出柔性复合材料撕裂强力和拉伸断裂强力之间具有一致性关系.此外,该文还考察了国内外进行撕裂试验的不同的测试标准,并进行比较,寻求各个测试标准之间的一种内在的参数联系,以方便业内人士对不同测试标准下得到的数据进行简单的转换和比较.最后,该文还对如何更加有效、更加符合实际情况的进行柔性复合材料的撕裂试验提出了一些建议.再次,该文测试了两种柔性复合材料的剥离性能.剥离性能是除了撕裂性能外篷盖类柔性复合材料的另一个非常重要的参数指标.该文主要研究了不同的后整理工艺对织物剥离性能的影响.但由于试验条件所限,经过涂层整理的织物其剥离试验很难进行,所以该文关于这方面的试验数据参考了有关公司的生产技术资料.最后,该文指出了该课题中的一些不足之处,为今后的进一步研究提出了一些建议,还预测了篷盖类柔性复合材料的广阔的发展前景和发展领域.7.期刊论文张明龙.尹昌平.梁济丰.肖加余.曾竟成.ZHANG Minglong.YIN Changping.LIANG Jifeng.XIAO Jiayu.ZENG Jingcheng复合材料柔性RTM工艺的研究进展-材料导报2007,21(z2)树脂传递模塑工艺(Resin transfer molding,RTM)已经成为一种主要的复合材料低成本制造工艺,近些年获得了很大的发展.针对传统RTM工艺制件纤维体积含量低、不能整体成型复杂构件等不足,衍生出很多新的RTM工艺,柔性RTM工艺便是其中一种.柔性RTM工艺能够整体成型内部结构复杂、纤维含量要求较高的高性能复合材料,在制造航天航空等复合材料构件方面有着独特的优势.主要总结回顾了近几年来柔性RTM工艺的研究进展,并指出了柔性RTM工艺现存的不足.8.学位论文刘明博纬编双轴向针织柔性复合材料的加工及力学性能研究2007本文主要探讨了双轴向纬编针织柔性复合材料的加工制造及其力学性能,内容涉及双轴向纬编针织物的编织,柔性复合材料的涂层加工,以及材料的拉伸、开缝拉伸和撕裂性能的试验和分析。