ABB产品控制计划模板(中文)
ABB机器人【 配置设定】大全 , 人手一份,建议永久收藏!
ABB机器人【配置设定】大全 , 人手一份,建议永久收藏!功能介绍指南车机器人致力于工业机器人自动化应用服务,专注工业机器人应用工程师(电气设计与调试、机械设计、技术营销、离线仿真、视觉、项目方案、高级编程)等培训,与机友们分享技术干货及行业动态。
本公众号由杭州指南车机器人科技有限公司维护运营!限时下载|ABB、FANUC机器人的全套学习资料1一、如何配置ABB机器人Profinet从站1、机器人需要有888-2或者888-3选项(使用控制器网口),或者840-3选项(使用Anybus网口)2、此处举例888选项3、机器人控制器有如下网口,其中:X2 是服务端口,ip固定192.168.125.1X3连接了示教器X7连接了安全板X9连接了轴计算机 4、Profinet可以连接WAN口或者LAN3口,根据设置连接5、此处举例连接WAN口6、控制面板,配置,主题选择communication7、进入IPSETTING8、点击ProfinetNetwork9、修改ip并选择对应网口 10、重启11、控制面板,配置,主题I/O ,PROFINET InternalDevice12、配置输入输出字节数。
和PLC那边设置一致13、配置界面下,进入Industry Network,PROFINET14、设置station名字,这个名字要和PLC端对机器人的station设置一样15、添加signal,device选择profinetInternal device2二、ABB机器人IO接线与配置1、以DSQC652为例(16进16出)2、上部区域为输出16个点,其中9和10针脚的0v,24v需要从柜门旁边的XT31引过来3、下部区域为16个输入点,9号针脚的0v需要从XT31引过来4、左侧区域短接片为地址位,默认为10,如下图(剪掉的为1,留下的是0,高电平有效)。
如果要修改板卡地址,在这里修改,机器人里也要做对应配置5、6、控制面板,配置,找到devicenetdevice,添加(如果已经显示添加,则不需要再添加)7、模板选择652,地址根据前面短接片设置,默认为108、确定后,暂时不重启,全部配置完再一起重启9、进入Signal,点击添加10、举例,一个输出设置如下设置name,type选择digital output,assigneddevice选择刚配置好的板卡,设置mapping。
ABB Power Technology Products Division 产品说明书
ABB Power Technology Products Division
More cost efficient
Simple installation - Separate framework - Pre-assembly of cables
Slide 24
Customer Value version 01-11-07
ABB Power Technology Products Division
More reliable
Slide 9
Customer Value version 01-11-07
Main circuit enclosed
- Primary enclosure - Operating enclosure - Lower framework
Slide 15
Customer Value version 01-11-07
ABB Power Technology Products Division
Safer
Slide 16
Customer Value version 01-11-07
Main circuit enclosed Active arc eliminator Safe work environment
More intelligent
Bay computer REF AX1
- Protection functions - Alarms - Measurements - Condition monitoring - Operation
ABB Power Technology Products Division
More cost efficient
ABB 网络保护与控制产品说明书

-Conceptional overview diagrams -Necessary overview panels -Layout of mimic panels
-Specification and adressing of signals -MMI pictures of switchgear components
-Logic diagrams
-Documentation
on system configuration and
settings -Different connecting diagrams
If requested, the drawings Iisted above are submitted to the customer for review and approval.
ABB Relays is able to render assistance and
recommendations during the preparation of concepts and specifications for protection and controi systems. ABB Relays can also assist the customer with network studies and calculations.
ABB Network Controi & Protection
.
1MDBOOOO3-EN
Page 1 March 1992 Changed since August 1990 Data subject to change without
natice
Relays Systems
~Ab' röäffrängeö{protectivereläYSforgenera- ~cluded in this Buyer's Guide and can easily
abb方案

abb方案ABB方案简介ABB是全球领先的工业自动化和电力技术公司,提供广泛的解决方案和服务,包括机器人技术、电力装置、自动化控制和工艺优化系统等。
ABB方案集成了先进的技术和创新,帮助企业提高生产效率、降低能耗、提高可靠性和安全性,从而实现可持续发展。
ABB机器人技术ABB机器人技术是ABB方案中的重要组成部分。
ABB的机器人技术是基于先进的机器人系统和软件,用于自动化生产线、物流和加工应用。
ABB机器人具有高精度、高速度和高可靠性的特点,可以执行多种任务,包括装配、焊接、搬运等。
机器人技术的引入可以提高生产效率和质量,降低人力成本,并提供更安全和舒适的工作环境。
ABB机器人技术的一个重要应用是在汽车制造行业。
ABB的机器人系统可以在汽车制造过程中执行装配、涂漆、焊接等任务,从而提高生产效率和质量。
与传统的人工操作相比,ABB机器人具有更高的准确性和一致性,可以保证产品的一致性和稳定性。
ABB电力装置除了机器人技术,ABB方案还包括电力装置技术。
ABB的电力装置技术用于电力系统和电网的管理和控制。
ABB的电力装置可以实现电力系统的稳定运行、降低能耗、提高电网的可靠性和安全性。
ABB的电力装置技术包括变压器、断路器、开关设备等。
这些设备具有先进的控制和保护功能,可以确保电力系统的安全运行。
ABB的变压器技术可以实现电力传输的高效率和稳定性,降低能耗和损耗。
ABB的断路器和开关设备技术可以实现电力系统的迅速切换和保护,保障电网的可靠性和安全性。
ABB自动化控制和工艺优化系统ABB方案还包括自动化控制和工艺优化系统。
ABB的自动化控制系统可以监测和控制生产过程中的各个环节,实现生产线的高效和稳定运行。
自动化控制系统可以自动调节工艺参数、监测设备状态,以实现最佳的生产效率和质量。
ABB的工艺优化系统可以分析生产数据和过程参数,提供优化建议和决策支持。
工艺优化系统可以根据实时数据和模型预测,调整工艺参数,以达到最佳的生产效率、质量和能耗。
ABB智能照明控制方案
灯光在感应器触发关闭之前2分钟会以闪烁灯光的方式给予提示
现代办公楼重点区域解决方案
时间控制
动静感应
日光采集
亮度管理
集成控制
>日光采集:将靠近窗台的区域划分为日光采集区,在工作平面上方天花安装闭环照度感应器,系统根据照度感应器获取
的环境照度值自动调整电气照明的亮度,使办公室始终保持恒定的照度。
节能
现代办公楼重点区域解决方案
总能耗 100%
最大能耗
50%
0%
时间
谢谢!
• 智能灯光控制系统 • 电子地图前台管理
总裁、经理办公室 • 智能灯光集中控制
办公区
• 智能照明控制
安保及中央控制室
地下停车场
现代办公楼重点区域解决方案
01/办公区(Office)
>传统办公区控制 VS ABB智能系统控制
控制对象 传统控制
1. 2. 3. 4. 单独分区域控制, 不能实现场景控制, 手动控制, 控制点多而且繁琐
0-10V
• LED射灯,灯带 • 荧光灯
DMX
• RGB 射灯 • RGB软灯
DALI
• LED射灯,灯带 • 荧光灯
P楼重点区域解决方案
时间控制
动静感应
日光采集
亮度管理
集成控制
>集成控制:包括窗帘、空调HVAC、能源管理、办公室音视频系统(如背景音乐系统)等
时间控制
动静感应
日光采集
亮度管理
集成控制
>亮度管理:通过办公室的智能按键面板,可以调用不一样的灯光模式,比如:上班模式,休息模式,下班模式。
各种模式下的灯光亮度水平不一样,为员工营造更舒适的办公环境。调光系统可以控制多种照明光源,比如:LED射 灯或灯带、荧光灯、冷阴极管等:
ABB 新一代电机控制与保护设备说明书

We keep your motors runningABB’s new control and protection devicesABB control and protection devicesfor applications up to 18.5 kW / 20 Hp2 2CDC003012B0201One familyABB’s new generation of modular motor control and protection devices for applications up to 18.5 kW/400 V forms one power-ful family. Innovatively designed, it offers you more than just state-of-the-art technology from one of the world’s leading manufacturers of power engineering and automation technology components. We think you’ll agree that ABB’s new line makes it easier than ever before to maximise your productivity, increase efficiency and achieve greater flexibility in your appli-cations. Welcome to the next generation in motor control and protection.45 mm standard housing widthThis cutting edge new product family integrates seamlessly into your applications by offering a standardised 45 mm colour-coordinated housing across the range in combination with optimal performance. Our system not only fits in perfectly with your design, but also helps you to simplify planning and reduce costs by featuring a set of common accessories through the range.Reliability and Energy efficiencyElectronic devices mean more than simply being significantly more reliable than legacy mechanical systems. ABB’s engineers have managed to come up with a revolutionary starter solution that achieves less resistance per phase, a reduction in thermal load, lower energy consumption and is up to a third lighter than comparable electromechanical devices on the market – a com-bination that not only helps to protect the environment, but also reduces your energy costs.SustainabilityProtecting the environment has long been at the top of ABB’s list of priorities. For this reason we have been manufacturing our device components from recyclable raw materials for many years already. The new generation of motor control and protection devices takes the essential matter of environmental compatibility a step further and is compliant with European RoHS directives.Unique AC/DC contactor coilABB’s engineers have built on the success of our larger contac-tors by integrating an AC/DC coil into our new compact range of motor control and protection devices. Having reduced the number of contactor types by an impressive 90%, you now only need one contactor for a wide range of both AC and DC control voltages, giving you more flexibility and taking the worry out of even your most difficult applications.Your advantages at a glance:- One family for increased productivity- 45 mm standard housing width for seamless integration- Increased reliability through electronic devices- Sustainable energy-efficiency- Unique AC/DC contactor coil for more flexibility2CDC003012B0201 34 2CDC003012B0201Simplicity for your designCompact design – more environmentally friendlyWe took time out to listen to our customers’ needs and inte-grated this wealth of experience into a state-of-the-art com-pact, modular design. Our new 45 mm housings are up to a third narrower than existing products on the market, saving you space and enabling you to reduce the overall dimensions of your panel without compromising on performance. This slim-line design also utilises fewer raw materials in the manu-facturing process and optimises heat dissipation, further reducing your carbon footprint.Accessories – interchangeable and easyABB’s motor control and protection range offers you a whole host of accessories for practically any requirement. This seamless range of snap-on accessories can be applied uni-versally throughout the entire family of devices.Our new contactors offer unique and groundbreaking flexibility in terms of mounting options. Accessories can be mounted to the left, right, top or bottom in order to fit your requirements,providing you with greater flexibility in terms of engineering and utilisation than ever before – and that means no more wonder-ing whether your accessories will be compatible or whether they are going to fit your panel.Flexibility for your applicationOur engineers have taken modularity and uniformity to the next level in terms of flexibility and practicality for your appli-cations. This approach offers you huge benefits in the field.Thanks to the unique contactor coil that covers both AC and DC control voltages in compact size, it has never been easier to interchange contactors. Forget about checking dimensions and control supply modes – now you can simply plug in a replacement module from our range and you’re ready to er-friendly modular engineeringABB’s exciting new family of modular, integrated motor control and protection devices takes you to the next level in terms of productivity. This homogenous line of manual motor starters,contactors, overload relays and soft starters for applications up to 18.5 kW/400 V has been designed with your precise needs in mind. We think you’ll agree that there is no better way to maximise your productivity, increase efficiency, and achieve greater flexibility.2CDC003012B0201 5Your advantages at a glance:- Flexibility for your application- User-friendly modular engineering- Compact design – more environmentally friendly - Accessories – interchangeable and easy6 2CDC003012B0201Availability by designImproved logistics and stock controlIn terms of accessories, our new range couldn’t be morestraightforward. This is because ABB’s engineers have devel-oped all of the components that make up the product line to use the same standardised set of accessories. The MS132family also facilitates the reduction of your warehousing and logistical requirements by making use of the same accessories for both the MS116 and the MS132, or through the assimilation of AC and DC control supply modes into a single line of con-tactors.Fewer production shortagesABB’s engineers have spent a great deal of time out in the field listening to your needs. The outcome of this research is a range that has been especially tailored to help you avoid production shortages. Innovative features such as our standardised 45 mm housing take the guesswork out of maintenance and help you keep downtimes to an absolute minimum – genuine compatibility that you can depend on, day in, day out.Reduced inventory of partsABB’s new range makes managing your inventory easier than ever before. Conceived with simplicity in mind, our engineers have made it possible to integrate the entire family into just a few components. That not only simplifies the ordering process,but also reduces the logistical complexity of your inventory,making ordering your stock a snap.Greater exchangeabilityABB has designed its innovative new range with exchangeability in mind. For example, our range of standard-width 45 mm contactors features just 4 coils covering nominal voltages from 24 to 500 V 50/60 Hz and 20 to 500 V DC. This facilitates planning and enables you to be more flexible – which, in turn, reduces costs and simultaneously increases availability.Reduced weight – reduced fuel expenditureOur new family of motor control and protection devices has been developed right from the drawing-board stage to be up to a third lighter than comparable devices on the market, making the storage and transport of our products more simple and more economical. This substantial reduction in weight is another key component in our drive to reduce environmental impact by helping to decrease fuel expenditure and increasesustainability.- Reduced inventory of parts- Greater exchangeability- Reduced weight – reduced fuel expenditure- Improved logistics and stock control- Fewer production shortages2CDC003012B0201 78 2CDC003012B0201Safety through reliabilityMaximum dependability under the toughest conditions Our new family of motor control and protection devices has been created with the twin pillars of application-reliability and user-safety at the very forefront of the design.Typical local problems such as poor network quality won’t affect our contactors at all. They are not only completelychatter-proof and hum-free, but voltage drops and sags/dips are now a thing of the past. Moreover, the contactors arecompatible with most PLC outputs and offer built-in coil surge suppression.Safer installation – safer operationOur engineers have integrated a host of new features to make your job easier, safer and more straightforward than ever before. For example, our new AC/DC contactors combine both control supply modes in a single unit, eliminating the risk of errors. A vastly reduced total number of modules improves clarity when selecting, ordering and installing your equipment. Our innovative touch-safe features protect you against accidental contact during operation by means of protective covers.Ultimate reliability in harsh environmentsABB’s new line of industrial motor control and protection devices has been developed for deployment in the toughest of industrial scenarios where absolute reliability is a require-ment, not an option. For example, you can use ABB’s new contactors under even the harshest of ambient conditions ranging from -40 °C up to +70 °C, testimony to just how ready for the challenge this feature-rich industrial product line is.Lower resistance – lower energy consumptionWhen we challenged ABB’s design engineers to produce a concept to gear the innovative new range of devices towards lower power utilisation, they certainly didn’t disappoint. The resulting revolutionary design is a circuit that achieves less resistance per phase, a reduction in thermal load and lower energy consumption – a combination that not only helps toprotect the environment, but also reduces your energy costs.2CDC003012B0201 9Your advantages at a glance:- Ultimate reliability in harsh environments- Lower resistance – lower energy consumption- Maximum dependability under the toughest conditions - Safer installation – safer operation through features such as our AC/DC compatible coil and protective covers10 2CDC003012B0201The next generation: product overviewContactors- 2 frame sizes in 45 mm width from 4 to 18.5 kW 400 V AC-3 and up to 50 A AC-1- Unique contactor whatever the AC or DC control supply mode - E xtended coil operating limits to manage large voltage variations - O nly 4 coils with wide voltage range covering voltages between 24...500 V 50/60 Hz and 20...500 V DC - Built-in surge protection -F rom 30% up to 80% of reduction of AC pull-in coil consumption- Direct control by PLC-output 24 V DC 500 mA - Low AC and DC holding consumptions - E xtended features with AF..Z type: voltage sag & dips with-stand in the control supplyMain benefits-G reater product availability, reduction of stocks and increased inventory turnover- Simplified design with an unique AC/DC contactor frame size - N o interface relay coupled with PLC and no extra surge suppressor required anymore - R educed panel consumption, less fans, smaller control transformers- Improved operational reliability of customer equipmentsManual Motor Starters- One product family up to 32 A in 45 mm:- MS116: 12 setting ranges from 0.1 to 16 A - MS132: 15 setting ranges from 0.1 to 32 A - Overload protection - Trip class 10/10- Phase loss sensitivity- Temperature compensated - Short-circuit protection- MS116: I cs up to 50 kA at 400 V - MS132: I cs up to 100 kA at 400 V - ON/OFF switch functionality - Disconnect functionMain benefits- MS132: Clear position of the handle ON/OFF/TRIPPED - MS132: Magnetic tripping optically signaled on the front - Ambient air temperature for operation: -25 °C to +55 °C/+60 °C- One range of common accessories for MS116 and MS132ContactorsAF09-30-10, AF12-30-10, AF16-30-10, AF26-30-00, AF30-30-00, AF38-30-00Manual Motor StartersMS116-6.3, MS132-10, MS132-32Contactor AccessoriesOverload relays- Thermal overload relays – TF range up to 38 A- Overload protection trip class 10- Temperature compensation from -25 … +60 °C- Electronic overload relays – EF19/EF45 up to 45 A- Overload protection trip class 10E, 20E, 30E selectable - Temperature compensation from -25 … +70 °C- Phase loss sensitivity- Automatic- or manual reset selectable- Adjustable setting current for overload protection- STOP- and Test function- Sealable operating elementsOther accessories- O ne mechanical and electrical interlock set up to 50 % less wiring and requiring no extra width- L arge choice and flexible use of common front or side mounted 1-pole, 2-pole and 4-pole auxiliary contact blocks - F ree access to coil supply with coil terminal blocks removable on the top, bottom or on the front face- All connection accessories to realize your startersMain benefits- Safety requirements covered through mechanically linked contacts, mirror contacts, sealable protection covers- Flexible for equipment design and manufacture- Quick mounting, secure connection with less wiring of accessories to the contactor- Buy just for the exact auxiliary contact configuration you use - Limited inventory with common accessories throughout the range- A ll direct on-line starters in 45 mm width and reversing starters in 90 mm width Soft Starters- 45 mm standard case width- Three frame sizes from 1.5 up to 18.5 kW- Motor voltage 208...600 V- Supply voltage 24 V DC or 100...240 V AC- Rail or screw mount- Integrated bypass contact- Temperature compensation -25 °C to +60 °CMain benefits- Reduced voltage start- Field bus compatible with field bus plug accessory- Compact design 45 mm width for up to 18.5 kW- Run signal relay included- Top of ramp signal relay available from PSR25- 10 starts per hour and up to 20 starts per hour with addition of cooling fan- Reduces mechanical stress- Reduces power and control wiring (when compared with star-delta starter)Soft StartersPSR9-600-70, PSR25-600-70, PSR 37-600-70Contactor with accessories incl. TOL2CDC003012B0201 11ABB FranceAutomation Products Division 10, rue Ampère Z.I. - B.P . 114 F-69685 Chassieu cedex / FranceABB STOTZ-KONTAKT GmbH Eppelheimer Straße 82D-69123 Heidelberg / GermanyABB AB/ Cewe-Control Motorgränd 20S-721 61 Västerås / SwedenYou can find the address of your local sales organisation on the ABB home page/contacts -> Low Voltage productsContact usNote:We reserve the right to make technical changes or modify the contents of this document without prior notice. With regard to purchase orders, the agreed particulars shall prevail. ABB AG does not accept any responsibility whatsoever for potential errors or possible lack of information in this document. We reserve all rights in this document and in the subject matter and illustrations contained therein. Any reproduction, disclosure to third parties or utilization of its contents – in whole or in parts – is forbidden without prior written consent of ABB AG. Copyright© 2009 ABB All rights reservedO r d e r N u m b e r 2C D C 003 012 B 0201 P r i n t e d i n G e r m a n y (01/10)/lowvoltage。
ABB自控-08_EMS_CN_ABB 2019 Channal Partner Conferenc

参数监视
© ABB China 3/13/2021 | Slide 28
能源管理功能:报警与事件管理
▪ 提供对重点监视数据的报警和事件报 告,包括:
▪ 报警限值定义
▪ 报警统计和分类
© ABB Group
▪ 报警和事件报告 ▪ 报警输出
能源管理功能:能耗分析与对标
国内企业建立完善能源管理体系面临的普遍问题
© ABB Group
▪ 能源计量在生产过程中的不完善
▪ 计量表计缺失或精度不达标 ▪ 计量系统网络不完善 ▪ 设备老化,不符合数字化需求
▪ 能源管理系统的缺乏
▪ 缺乏实时能源可视化来达到有效的能源平衡和调度 ▪ 缺乏面向大耗能设备的用能绩效评估 ▪ 无法综合业务管理和生产管理系统对用能成本进行准确考核 ▪ 缺乏对班次、产品等多维度用能情况分析
能源历史数据库 能源实时监控 能源计量管理
ISA-95 Level 2
过程控制设备以及仪表
能源计 量表
流量计
控制及采 集设备
网关
ISA-95 Level 1
© ABB Group
能源管理系统:典型的一体化综合性解决方案项目
企业能源管理
能源管理 系统应用
能源信息 ERP 企业
门户
系统升级
EMS 企业 系统接口
© ABB Group
型研究和能源平衡预测提供数据的来
系统组成
▪ 基于东本二工厂能源管理系统划分为 三层(数据采集终端,数据监控系统, 数据管理与发布。
▪ 1)数据采集终端:从计量仪表和现场 设备中采集数据。
▪ 2)数据监控系统:从数据采集终端中 读取数据,集中显示所有计量信息和 系统的状态信息(报警,事件,报告)
控制计划范例

控制计划
第1页,共12页
□样件试生产□生产
控制计划编号
主要联系人/电话
徐为义
日期(编制)
03/30/
日期(修改)
零件号/更新更改水平
核心小组王文正、陈峰
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
50
酸洗
酸洗槽
表面质量
无伤痕裂纹
目测
100%
主要联系人/电话
日期(编制)
03/30/
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
零件名称/描述
11.1125钢球
供方/工厂批准/日期
控制计划( Control Plan)

Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。
ABB程序控制
2ห้องสมุดไป่ตู้
|ABB | PLUTO 安全 PLC 编程手册 | 1SXF100007M2001
目录
第一部分 1 2 3 3.1 3.2 3.3 3.4 3.5 3.6 3.6.1 3.7 3.7.1 3.8 3.9 3.10 3.11 3.12 3.13 4 4.1 4.1.1 5 5.1 5.2 5.3 6 7 7.1 7.1.1 7.1.2 7.1.2.1 7.1.3 7.1.4 7.1.4.1 7.1.4.2 7.1.4.3 7.1.4.4 7.1.4.5 7.1.4.6 7.1.4.7 7.1.4.8 7.2 7.2.1 7.2.1.1 7.2.2 3
编程手册
控制产品 PLUTO 安全 PLC
关于本手册 本手册分为两个部分:第 1 部分说明如何使用编程工具 Pluto Manager,第 2 部分为语言规则描述。
第 1 部分的开头是“编第一个程序”,引导您编制一个简单的示例程序,对于第一次接触的用户,这种方式 非常适合。 编程采用的语言符合编程标准 IEC 61131-3。也可以使用标准文本编辑器中的文本格式进行编程。在下载 到系统之前,必须将编码整理成 hex(十六进制)格式。下载 hex 文档到 Pluto 设备并进行监控可以由 Pluto Manager 或标准终端程序(如:Hyper Terminal)来执行。
页
安全说明 .............................................................................................................................. 6 安装 ..................................................
ABB成套设计(三常中文)IO板装载
PCI板PS801板和PS820板程序的安装可以在MACH2主机上就地进行,也可以通过NETMEETING从EWS上进行。
推荐使用后者。
1.在EWS上将需要装程序的屏柜切至TEST模式2.从EWS通过NETMEETING进入MACH2主机3.关掉MAIN.EXE程序4.在命令提示符CMD中键入“LOADPS801”5.LOADPS801.EXE程序启动,出现7个选项:1.CHANGE SYSTEM ID 2.LOAD NEW SOFTWARE3.MONITOR4.SET/RESET INTERRUPT5.READ/WRITE INTCSR6.DSP MONITOR7.PROGRAM LOAD VIA CAN 6.选择第二项装载新程序7.根据提示选择PCI板8.键入所要装载的程序名(例如:PCIA.HEX)9.程序开始装载10.装载完成后启动MAIN.EXEOIB板OIB板程序的安装可以在MACH2主机上就地进行,也可以通过NETMEETING从EWS上进行。
推荐使用后者。
下面是更换OIB板的过程(包括程序装载):1.关掉MACH2主机2.拔出OIB板上的光纤3.在光纤头和OIB板接头上套上保护套,以免损坏或弄脏光纤头4.如果是SG102板,将板上的跳线从ON改至OFF(SG101板可免此步骤) 5.更换新的OIB板6.清洁光纤头7.将光纤插回OIB板8.如果是SG102板,将跳线从OFF改回ON9.开机10.在D:\MACH2\路径下键入NOTEPAD LOADOIB.INI11.在打开的文本文件中可以看到有数块OIB板的设置,根据实际所连接的OIB 板进行设置12.查看SLOT的值是否和OIB板实际所在PCI槽一致,若不一致,改成一致。
13.将已连接的OIB板CONNECTED_FLAG值设为114.将已连接的OIB板SETUP_FLAG值设为115.将RUN_FLAG值设为116.保存LOADOIB.INI文件17.在D:\MACH2\路径下键入LOADOIB AUTO18.程序被自动装载入OIB板19.装载完成后关掉MACH2主机电源,再开机,以保证PS801和PS820板能正常工作。
ABB设置
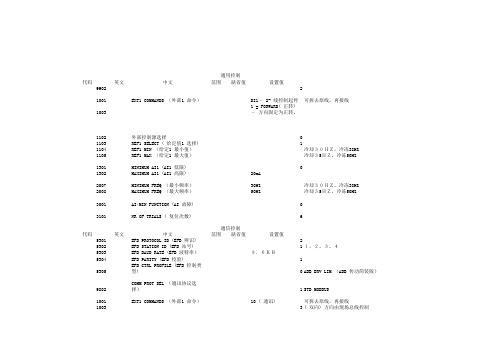
通用控制代码英文中文范围缺省值设置值990221001EXT1 COMMANDS (外部1 命令)DI1– 2- 线控制起停可拆去原线,再接线1003 1 = FORWARD( 正转) – 方向固定为正转。
1102外部控制源选择01103REF1 SELECT ( 给定值1 选择)11104REF1 MIN (给定1 最小值)冷却30HZ,冷冻38HZ1105REF1 MAX (给定1 最大值)冷却35HZ,冷冻50HZ1301MINIMUM AI1 (AI1 低限)01302MAXIMUM AI1 (AI1 高限)20mA2007MINIMUM FREQ (最小频率)30HZ冷却30HZ,冷冻38HZ2008MAXIMUM FREQ (最大频率)50HZ冷却35HZ,冷冻50HZ3001AI<MIN FUNCTION (AI 故障)03101NR OF TRIALS ( 复位次数)6通信控制代码英文中文范围缺省值设置值5301EFB PROTOCOL ID (EFB 辨识)25302EFB STATION ID (EFB 站号)11,2,3,45303EFB BAUD RATE (EFB 波特率)9.6KB5304EFB PARITY (EFB 校验)15305EFB CTRL PROFILE (EFB 控制类型)0ABB DRV LIM (ABB 传动简装版)9802COMM PROT SEL (通讯协议选择) 1STD MODBUS1001EXT1 COMMANDS (外部1 命令)10 ( 通讯)可拆去原线,再接线10033( 双向) 方向由现场总线控制1102外部控制源选择840001 1103REF1 SELECT ( 给定值1 选择)840002 1104REF1 MIN (给定1 最小值)30HZ冷却30HZ,冷冻38HZ1105REF1 MAX (给定1 最大值)35冷却35HZ,冷冻50HZ103输出频率40103。
ABB成套设计(三常中文)换流变抽头控制_TCC_
- 1 -目录1 简介 (3)1.1 缩略语 (3)2 控制目标 (3)2.1 基本策略 (3)2.2 龙泉站TCC的信号路径 (4)2.3 功能性描述 (5)3 控制模式 (6)3.1 手动控制 (6)3.2 自动控制 (7)3.2.1 空载控制 (7)3.2.2 线路开路试验 (7)Control (8)3.2.3 AlphaControl (8)3.2.4 GammaControl (9)3.2.5 V oltage3.2.6 U di0 Limitation (9)3.2.7 同步 (10)4 电压和角度参考值的计算 (V ARC) (13)4.1 角度参考值的计算 (13)4.2 电压参考值的计算 (14)5 报警和事件 (15)6 参考文献 (15)7 附录1 (16)- 2 -1 简介换流变的抽头控制(TCC)的目的是将点火角 alpha (α),熄弧角gamma (γ)和直流电压(U d)保持在给定的参考值上。
对换流变抽头的控制一半情况下是自动的。
但也可对抽头进行手动控制。
在功率传输过程中,不推荐手动控制的模式。
1.1 缩略语CAN = Control Area NetworkCFC = Converter Firing ControlCPU = Central Processing UnitETCS = Electronic Transformer Control SystemHDLC = High-level Data Link ControlId = DC currentMOD = ModulationNLC = No Load ControlOLT = Open Line TestPCI = Peripheral Component InterconnectionSCADA = Station Control and Data AcquisitionTCC = Tap Changer ControlTCP = Tap Changer PositionTFT = Transformer Field TerminationUd = DC voltageU di0= No load direct voltageU di0L,U di0G = No load direct voltage maximum limitationsV ARC = V oltage and Angle Reference Calculation2 控制目标2.1 基本策略换流变抽头由TCC系统控制。
ABB的安全控制系统基本概念指南说明书
In a simplified methodology appropriately referred to as layers-of-protection analysis (LOPA), the risk-reduction contribution of each of these often overlapping layers of protection can be calculated, including the contribution of a safety instrumented system if employed.
ABB产品控制计划模板(中文)
制表
QC
巡检
QC
1.毛刺 3.生锈安全 防锈
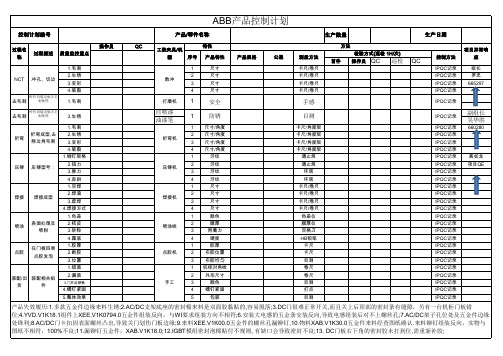
尺寸/角度 尺寸/角度 尺寸/角度 尺寸/角度 牙纹 牙纹 牙纹 牙纹 尺寸 尺寸 尺寸 尺寸 颜色 膜厚 附着力 硬度 胶厚 布胶位置 布胶均匀 机柜对角线 外形尺寸 颜色 螺钉紧固 包装
手感 目测
卡尺/角度规 卡尺/角度规 卡尺/角度规 卡尺/角度规 通止规 通止规 环规 环规 卡尺/卷尺 卡尺/卷尺 卡尺/卷尺 卡尺/卷尺 色差仪 膜厚仪 百格刀 HB铅笔 卡尺 卡尺 目测 卷尺 卷尺 目测 打点 目测
生产数量
方法 检验方式(巡检 1H/次) 首件 操作员
生产日期
项目异常响 控制方法 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 高如龙 项目QE 应 组长 罗忠 665297
自喷漆 油漆笔
折弯机
副组长 吴华胜
660280
折弯
折弯成型,去 除边角毛刺
2.生锈 3.变形 4.破裂 1.铆钉规格
压铆
压铆型号:
2.扭力 3.推力 4.歪斜 1.空焊
压铆机
2 3 4 1
焊接
焊接成型
2.焊渣 3.虚焊 4.焊接方式 1.色差
焊接机
2 3 4 1
喷涂
表面处理及 喷粉
2.桔皮 3.砂粒 4.露底 1.胶厚 2.断胶 3.位置 1.错装 2.漏装
ABB项目质量控制计划
项目编号:ABB-01
项目质量控制计划
项目名称:ABB系列产品
项目起止时间:2015/8/1
项目负责人:吴华胜
编制:
审核:
批准:
2015年8月1日
项目要求
1.产品技术要求识别与评审
c)产品执行标准
d)顾客及相关方要求
2.产品实现过程评审
一.项目策划、评审与实施
1. 项目实施资源识别与配置
1.5相关过程文件
1...\程序文件及规范\WI-ED-004-A0 去毛刺工艺规范.doc..\程序文件及规范\WI-PD-023 产品断口防锈工艺规范.doc
二.其他
2.2项目风险失效点:
1.项目产品切端面及边缘生锈;
2.项目产品切端边缘毛刺;
3.项目产品漏压铆钉;
2.3产品异常履历(项目责任人:吴华胜)
8页脚内容
9页脚内容
你还很年轻,将来你会遇到很多人,经历很多事,得到很多,也会失去很多,但无论如何,有两样东西你绝不能丢弃。
一个叫良心,一个叫理想。
10页脚内容。
ABB北京传动部方案模板

XXXXXXXXXXXXXXX技术方案ABB Drives目录1。
引言 ----------------------------------------------------------------------------------------------------------- 4 1。
1编写目的---------------------------------------------------------------------------------------------------------------------- 4 1。
2背景---------------------------------------------------------------------------------------------------------------------------- 4 1。
3定义---------------------------------------------------------------------------------------------------------------------------- 4 1。
4参考资料---------------------------------------------------------------------------------------------------------------------- 4 2.概述 ----------------------------------------------------------------------------------------------------------- 52。
1 改造范围---------------------------------------------------------------------------------------------------------------------- 52.2改造要求---------------------------------------------------------------------------------------------------------------------- 5 3。
ABB硬件控制手册
控制产品 PL....................................................................................................................................3 2 封装 ........................................................................................................................................4 3 电气安装 .................................................................................................................................4 4 输入和输出 .............................................................................................................................5 4.1 I.. 带故障保护的数字输入 ..................................................................................................... 8 4.2 IQ.. 带故障保护的数字输入/ 数字输出(非故障保护) .......................................................... 9 4.2.1 动态信号 ...............
【精编】ABB智能酒店客房设备智能节能控制系统【详细方案
ABB i-bus智能酒店客房设备智能节能控制系统(方案介绍)ABB代理商温州华卫智能设备有限公司一、传统控制问题超五星级豪华酒店,酒店客房设备的控制为重要的控制内容,是能否给客人提供豪华舒适居住环境的重要的一个环节。
酒店客房设备控制系统必须符合安全、方便、人性化、技术先进等特点。
传统的集中床头柜控制系统或其它非总线制控制系统,或多或少存在如下问题:1、降低档次易于损坏,增加后期检修维护费用。
2、客人操作使用不方便性,缺乏人性化。
3、难于较好地实现联网监控和酒店客房管理。
4、非真正智能化控制增加酒店服务成本和能源费用。
5、墙面控制前端设备较多,且不美观,影响装潢效果。
二、酒店客房设备智能控制系统选择建议采用ABB I-BUS智能控制系统完成客房设备的控制。
该产品技术应用情况:已经成功使用近15年,进入中国3年属高端产品。
在德国近80%的住宅和酒店中使用此种技术。
i-bus智能控制系统在酒店中通过对各种末端电气设备(如灯光、窗帘、空调、电视等)的控制,实现对酒店灯光环境、遮阳环境、温度环境的最佳控制。
目的:1、使客人有居家的感觉2、提高酒店的服务档次3、节能4、自动控制三、酒店客房设备控制建议方案控制内容灯光控制-----开闭、分散多点控制、状态预设、联动电动窗帘控制-----开闭、开度调节、联动、状态预设风机盘管控制-----温度自动控制、预设模式控制、温度显示、联动控制电源插座控制-----联动控制、状态预设与酒店PMS系统check-in/check-out联动客房时钟日期显示控制远程监控---------以上设备的远程监控,集成控制。
控制原理:通过ABB I-BUS系统总线将各种控制模块和前端元件连接起来完成各种控制功能。
其原理图如下:四、实现功能描述1、房间设备初次启动—远程启动客人在前台登记后,前台会自动联网将该客房设备启动,如灯光状态、电动窗状态、温度空调运行模式等。
2、在房内时设备控制在卫生间外廊道处安装2联智能控制面板,完成对屋内设备的廊道灯、卫生间灯排气扇、总开关的多点控制。
电动机分支电路功能 - ABB控制面板解决方案说明书
Reduce costs and quicken installation using combination motor controllersMotor branch circuits are circuits designed specifically for the electrical control of motor loads in electrical control panels. They provide functions essentialfor the protection of the conductors, as well as for the safe operation and maintenance of the motor. The first element is a motor disconnect, serving as a means to disconnect and lock out the motor circuit. Next is a device providing a means for short-circuit protection. A motor controller is included to start and stop the motor. The last element is overload protection, serving to protect the motor in the event of an overload. Note that some or all of these elements may beincorporated into one device.Motor Branch Circuit Functions:Motor DisconnectShort-Circuit ProtectionMotor ControllerMotor Overload Protection11. Motor Branch Circuit FunctionsMotor branch circuitsCombination motor controllers Combination motor controllers(CMCs), consisting of a manual motor protector, a contactor and a lineside adapter, provide a cost-effective means for branch circuit applications. Combination motor controllers are tested and listed by ULா as a self-protected device that provides the four essential motor branch circuit functions: disconnect, short-circuit protection, controller and motor overload protection. UL defines this type of combination as UL 508 Type F. CMCs canbe used with commoning links that further reduce wiring as well. CMCs take up less space, are quick to install and are lowin price. Combination motor controllers also provide 50–65 kA short-circuit current ratings, which is more than adequate protection in a majority of the locations where control panels are applied in industrial facilities.Manual motor controllers Manual motor controllers (MMCs) consist of a manual motor protector and a contactor (no lineside adapter). MMCs are not recognized by UL as a self-protected device, meaning they require an upstream protective device such as a breaker or fuses. MMCs are ideal for group motor applications where a breaker or fuse provides branch protection for a group of motors protected and controlled by multiple MMCs.2432. Combination Motor Controller3. Manual Motor Controller4. Unassembled Manual Motor ControllerMotor branch circuit typesThese functions can exist in various combinations of electrical components. The specific combination used is dependent on the application. The following table lists the various combinations and benefits.Motor Branch Devices Fuse and Starter Breaker and StarterMotor CircuitProtector and StarterManual MotorProtector (type e)Combination MotorController (type F)DisconnectMotorDisconnectBreakerMotorDisconnectShort-CircuitProtectionMCPMotorDisconnectShort-CircuitProtection MMPMotorDisconnectShort-Circuitand MotorOverloadProtectionMotorControllerCMCMotorDisconnectShort-Circuitand MotorOverloadProtectionMotorController FusesShort-CircuitProtectionContactorMotorControllerOverloadRelayMotorOverloadProtectionContactorMotorControllerOverloadRelayMotorOverloadProtectionContactorMotorControllerOverloadRelayMotorOverloadProtectionBranch Circuit FunctionsMotor disconnectfunctionDisconnect Breaker Motor circuit protector Manual motor protector Manual motor protectorShort-circuitprotectionFuse block / fuses Breaker Motor circuit protector Manual motor protector Manual motor protector Motor controller Contactor Contactor Contactor Manual motor protector ContactorMotor overloadprotectionOverload relay Overload relay Overload relay Manual motor protector Manual motor protector InstallationInstallation effort High Moderate Moderate Low LowLinesidecommoning linksNot available Not available Not available Yes YesUsabilityController options Remote Remote Remote Manual only Manual or remoteResetability after short-circuit Replacement fusesnecessaryReset breaker switch Reset MCP switch Reset MMP switch Reset CMC switchProtectionSizing protective devices Fuses are sized up to175% of the FLA to preventnuisance tripping duringstartup. Because the fusesare oversized for the motorFLA, an overload relay isalso neededBreakers are sized up to250% of the FLA to preventnuisance tripping duringstartup. Because the breakeris oversized for the motorFLA, an overload relay isalso neededMCPs are sized up to 800to 1100% of the FLA toprevent nuisance trippingduring startup. Because theMCP provides no thermalprotection, an overloadrelay is neededMMPs are sized accordingto the motor FLA toprovide overload protection.The MMP includes shortcircuit that is designedto mimic the motor inrush(14 times FLA)CMCs are sized accordingto the motor FLA toprovide overload protection.The CMC includes shortcircuit that is designedto mimic the motor inrush(14 times FLA)SafetyPadlockableprovisionIncluded in disconnect Yes, with breaker accessory Yes, with MCP accessory Included in MMP Included in MMP CostComponent price Low Moderate Moderate Low LowPanel space(and cost)Moderate Moderate Moderate Low LowApprox. 45.00 (1143.0)A p p r o x . 12.00 (304.8)A p p r o x . 15.30 (388.6)A p p r o x . 8.20 (208.3)Approx. 36.00 (914.4)Approx. 26.60 (675.6)Eaton’s XT line of IEC power control is ideally suited for motor-control applications. The XT line consists of contactors, overload relays, manual motor protectors, MMCs and CMCs that are designed to install quickly and minimize costs. Features such as toollessassembly and front access coil termination make XT easy to install compared with similar competitive devices. Low coil power consumption in XTcontactors significantly reduces power supply and control power transformer sizing and costs.Compare these motor branch circuitsThese 15 branch circuits are sized for (4) 3 HP , (3) 5 HP , (3) 7.5 HP and (5) 10 HP motors based on the NEC.ா Dimensions are in inches (mm).56789105. Combination T ype:Breaker–Starter Panel spacerequirement: 3.75 ft 2No. of components: 45No. of DIN rails: 2No. of power circuit wires: 135Approx. installation time: 110 minutes 6. Combination T ype:Fuse–Starter Panel spacerequirement: 3.83 ft 2No. of components: 60No. of DIN rails: 3No. of power circuit wires: 180Approx. installation time: 130 minutes7. Combination T ype:CMCPanel spacerequirement: 1.51 ft 2No. of components: 21No. of DIN rails: 1No. of power circuit wires: 54Approx. installation time: 45 minutes Half the space!Half the installation time!8. Motor Starter(Contactor + overload relay)9. Combination Motor Controller 10. Manual Motor ProtectorEaton is a registered trademark. All other trademarks are property of their respective owners.Eaton1000 Eaton Boulevard Cleveland, OH 44122United States © 2014 EatonAll Rights Reserved Printed in USAPublication No. SA03407022E / Z15039March 2014Eaton is dedicated to ensuring that reliable, efficient and safe power is available when it’s needed most. With unparalleled knowledge of electrical power management across industries, experts at Eaton deliver customized, integrated solutions to solve our customers’ most critical challenges.Our focus is on delivering the right solution for the application. But, decision makers demand more than just innovative products. They turn to Eaton for an unwavering commitment to personal support that makes customer success a top priority. For more information, visit /electrical .。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制表
自喷漆 油漆笔
折弯机
副组长 吴华胜
660280
折弯
折弯成型,去 除边角毛刺
2.生锈 3.变形 4.破裂 1.铆钉规格Байду номын сангаас
压铆
压铆型号:
2.扭力 3.推力 4.歪斜 1.空焊
压铆机
2 3 4 1
焊接
焊接成型
2.焊渣 3.虚焊 4.焊接方式 1.色差
焊接机
2 3 4 1
喷涂
表面处理及 喷粉
2.桔皮 3.砂粒 4.露底 1.胶厚 2.断胶 3.位置 1.错装 2.漏装
3.门开合顺畅
喷涂线
2 3 4 1
点胶
在门板四周 点胶发泡
点胶机
2 3 1 2
装配/出 装配相关组 货 件
手工
3 4 5
4.螺钉紧固 5.整体效果
产品失效履历:1.多款五金件边缘来料生锈;2.AC/DC支架底座的密封棉来料是双面胶黏贴的,容易脱落;3.DC门很难正常开关,而且关上后顶部的密封条有缝隙,另有一台机柜门板错 位;4.YVD.V1K18.1组件上XEE.V1K0794.0五金件组装反向,与WI要求组装方向不相符;6.安装大电感的五金条安装反向,导致电感组装后对不上螺丝孔;7.AC/DC架子孔位处及五金件边缘 处锋利;8.AC/DC门卡扣因表面螺丝凸出,导致关门划伤门板边缘;9.来料XEE.V1K00.0五金件的螺丝孔漏铆钉,10.物料XAB.V1K30.0五金件来料经查图纸确认.来料铆钉组装反向,实物与 图纸不相符,100%不良;11.漏铆钉五金件,XAB.V1K18.0;12.IGBT模组密封泡棉贴付不规则, 有缺口会导致密封不良;13. DC门板右下角的密封胶未打到位,需重新补胶; 核准:
QC
巡检
QC
1.毛刺 3.生锈 1.毛刺
1 1
1 2 3 4 1
安全 防锈
尺寸/角度 尺寸/角度 尺寸/角度 尺寸/角度 牙纹 牙纹 牙纹 牙纹 尺寸 尺寸 尺寸 尺寸 颜色 膜厚 附着力 硬度 胶厚 布胶位置 布胶均匀 机柜对角线 外形尺寸 颜色 螺钉紧固 包装
手感 目测
卡尺/角度规 卡尺/角度规 卡尺/角度规 卡尺/角度规 通止规 通止规 环规 环规 卡尺/卷尺 卡尺/卷尺 卡尺/卷尺 卡尺/卷尺 色差仪 膜厚仪 百格刀 HB铅笔 卡尺 卡尺 目测 卷尺 卷尺 目测 打点 目测
生产数量
方法 检验方式(巡检 1H/次) 首件 操作员
生产日期
项目异常响 控制方法 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 IPQC记录 高如龙 项目QE 应 组长 罗忠 665297
ABB产品控制计划
控制计划编号
过程名 称 操作员 过程描述 质量监控重点 1.毛刺 NCT 冲孔、切边 2.生锈 3.变形 4.破裂 去毛刺 去毛刺
所有切端边做去毛 刺处理 所有切端边做去毛 刺处理
产品/零件名称
QC 工装夹具/机 器 序号 1 数冲 2 3 4 打磨机 特性 产品特性 尺寸 尺寸 尺寸 尺寸 产品规格 公差 测量方法 卡尺/卷尺 卡尺/卷尺 卡尺/卷尺 卡尺/卷尺