量产设备、工装点检表
新设备工装,实验检查表_A(1)

3).所要求的意見/措施:由專案工程師填寫.
4).負責人:填寫專案工程師姓名.
5).完成日期:由專案填寫.
2.傳遞說明
專案工程師主管經理
3.消耗說明
無
4.保存說明
依《文件管制作業程序》規定保存.
核准
審核
設計人
17
是否已確認了影響產品特殊的過程特性?
18
在確定驗收標准時是否使用了產品特殊特性?
19
制造設備能否滿足預測的生產量與服務量要求?
20
是否有足夠的試驗能力?
文件編號:核准: 審核: 制作:
記錄編製說明
名稱
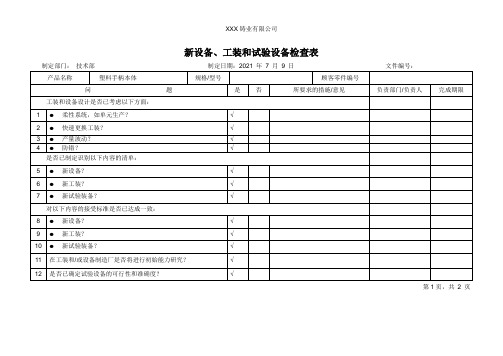
新設備、工裝和試驗檢查表
編號
編
製
說
明
1.填寫說明
1).顧客或專案編號:由專案工程師填寫客戶名稱或者NS編號.
8
‧新設備?
9
‧新工裝?
10
‧新試驗設備?
11
是否將在工裝和/或設備制造廠進行初期能力研究?
12
是否已確定試驗的可行性和准確度?
13
對于設備和工裝是否已完成預防性維護計划?
14
新設備和工裝的作業指導書是否完整并且清晰易懂?
15
是否具備能在裝備供應商的設備上進行初期過程能力研究的量具?
16
是否將在生產工廠初期過程能力研究?
新設備、工裝和試驗檢查表
顧客或專案編號:__________________
問題
是
否
所要求的意見/措施
負責人
完成日期
工裝和設備設計是否已考慮以下方面:
1
‧彈性系統,如單元生產?
设备和工装检查表

设备和工装检查表
产品型号
文件编号
修订 日期
编号
问题
设备和工装的设计是否已考虑以下方面 1 ◆柔性系统,如单元生产? 2 ◆快速更换工装? 3 ◆产量波动? 4 ◆防错
是否已制定和识别以下内容的清单 5 ◆新设备? 6 ◆新工装? 7 ◆新试验设备?
对以下内容的接受标准是否已达成一致 8 ◆新设备? 9 ◆新工装? 10 ◆新试验设备? 11 ◆在工装/或设备制造厂是否将进行初始能力研究? 12 ◆是否已确定试验设备的可行性和准确性? 13 ◆对于设备和工装是否已完成预防性维护计划? 14 ◆新设备和工装的作业指导书是否已完整并且清晰易懂?
是
否
所要求的意见/措施
签署栏
编制/日期
表单编 号:S-
审核/日期
技术部/日期
Байду номын сангаас
质量部/日期 生管部/日期
批准/日期
APQP小组 会签
页码 编号
负责人
备和工装检查表
第 页/共 页
负责人
完成日期
新设备、工装和试验设备检查表

﹒新设备?
b
﹒新工装?
c
﹒新试验设备(包括检查辅具)?
4
是否将在工装和/或设备制造厂进行初期能力研究?
5
是否已确定试验的可行性和准确度?
6
对于设备和工装是否已完成预防性维护计划?
新设备、工装和试验设备检查表(续)
顾客或内部零件编号:修订等级:
问题
是
否
N/A
所要求的意见/措施
负责人
完成日期
7
新设备和工装的作业指导书是否完整并且清晰易懂?
8
是否具备能在装备供应商的设备上进行初期过程能力研究的量具?
9
是否将在生产工厂进行初期过程能力研究?
10
是否已确认了影响产品的过程特殊特性?
11
在确定验收标准时是否使用了产品特殊特性?
12
制造设备能否满足预期的生产量与服务量要求?
13
是否有足够的试验能力?
14
测量设备是否被验证和文件化,以显示测量和试验范围的资格?
XXX有限公司
新设备、工装和试验设备检查表
顾客或内部零件编号:修订等级:
问题
是
否
N/A
所要求的意见/措施
负责人
完成日期
1
设计是否要求:
a
﹒新材料?
b
﹒快速更换工装?c﹒产量波源自?d﹒防错?2
是否已制定识别以下内容的清单(包括所有供方):
a
﹒新设备?
b
﹒新工装?
c
﹒新试验设备(包括检查辅具)?
3
对以下内容的接受标准是否已达成一致意见:(包括所有供方):
修订日期制定人:
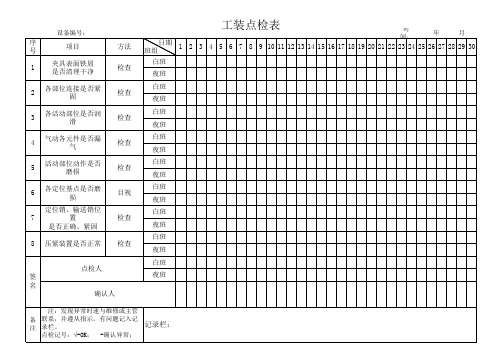
工装点检表
记录栏:
设备编号:
工装点检表
方法 检查 日期 班组 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
时间:
年
月
序号 1
项目 夹具表面铁屑 是否清理干净
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
2 各部位连接是否紧固
检查
3 各活动部位是否润滑
检查
4 气动各元件是否漏气 活动部位动作是否 磨损
检查
5
检查
6 各定位基点是否磨损 定位销、输送销位 置 是否正确、紧固 压紧装置是否正常
目视
7
பைடு நூலகம்
检查
8
检查
点检人 签 名 确认人
注:发现异常时速与维修或主管 联系,并遵从指示。有问题记入记 备 注 录栏。 点检记号:√-OK; ×-确认异常;
新设备工装和试验设备检查表
规格/型号
顾客零件编号
问题
是
否
所要求的措施/意见
负责部门/负责人
完成期限
13
对于设备和工装是否已完成预防性维护计划?
√
14
新设备和工装的作业指导书是否完整并且清晰易懂?
懂?
√
15
是否具备能在公司的设备上进行初始过程能力研究的量具?
究的量具?
的量具?
√
16
是否将在生产工厂进行初始过程能力研究?
√
17
是否已识别影响产品特殊特性的过程特性?
√
18
在确定接受标准时是否使用了产品特殊特性?
√
19
制造设备能否满足预测的生产与服务量要求?
√
20
是否有足够的试验能力?
√
部分项目委托检验
质量部
按需要
核准
审查
制表
第2页,共2页
5
新设备?
√
6
新工装?
√
7
新试验装备?
√
对以下内容的接受标准是否已达成一致:
8
新设备?
√
9
新工装?
√
10
新试验装备?
√
11
在工装和/或设备制造厂是否将进行初始能力研究?
√
12
是否已确定试验设备的可行性和准确度?
√
第1页,共2页
新设备、工装和试验设备检查清单(续上页)
制定部门:技术部制定日期:2021年7月9日
新设备、工装和试验设备检查表
制定部门:技术部制定日期:2021年7月9日文件编号:
产品名称
塑料手柄本体
规格/型号
顾客零件编号
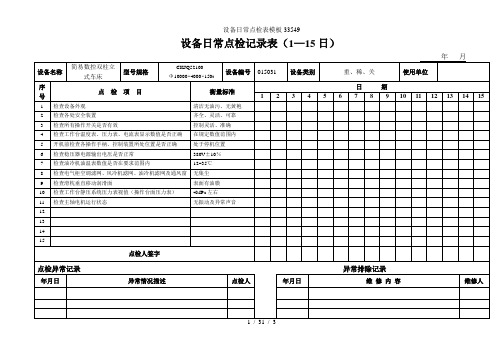
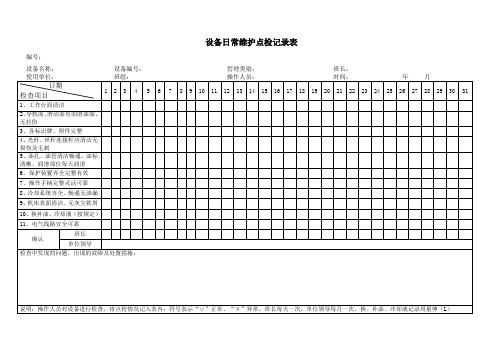
设备日常点检表模板33549
年月
设备名称
简易数控双柱立式车床
型号规格
CKJQ52100
Φ10000×4000×150t
设备编号
015031
设备类别
重、稀、关
使用单位
序号
点检项目
衡量标准
日期
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
检查设备外观
清洁无油污、无黄袍
2
检查各处安全装置
3
检查所有操作开关是否有效
控制灵活、准确
4
检查工作台温度表、压力表、电流表显示数值是否正确
在规定数值范围内
5
开机前检查各操作手柄、控制装置所处位置是否正确
处于停机位置
6
检查稳压器电源输出电压是否正常
380V±10%
7
检查油冷机油温表数值是否在要求范围内
12~35℃
8
检查电气柜空调滤网、风冷机滤检查滑枕垂直移动润滑面
表面有油膜
10
检查工作台静压系统压力表视值(操作台面压力表)
4MPa左右
11
检查主轴电机运行状态
无振动及异常声音
12
13
14
15
点检人签字
点检异常记录异常排除记录
年月日
异常情况描述
点检人
年月日
维修内容
维修人
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
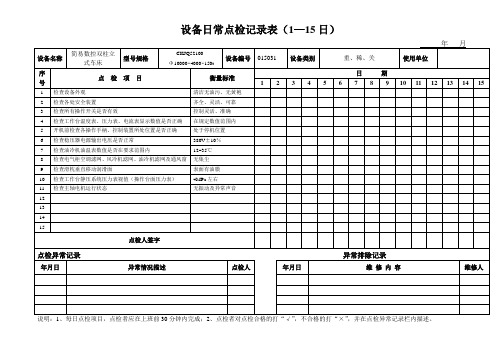
设备日常点检记录表(1—15日)
设备日常点检表模板
年月日
维修内容
维修人
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
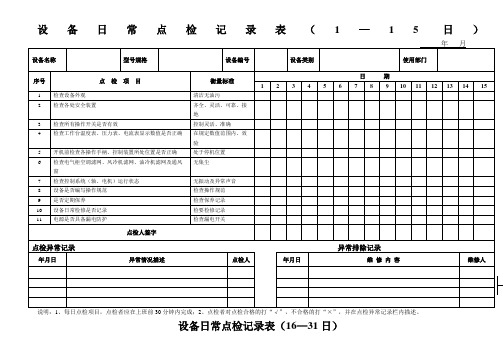
设备日常点检记录表(1—15日)
年月
设备名称
型号规格
设备编号
设备类别
使用部门
序号
点检项目
衡量标准
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1
检查设备外观
清洁无油污
2
检查各处安全装置
齐全、灵活、可靠、接地
3
检查所有操作开关是否有效
控制灵活、准确
4
检查工作台温度表、压力表、电流表显示数值是否正确
在规定数值范围内、效验
5
开机前检查各操作手柄、控制装置所处位置是否正确
处于停机位置
6
检查电气柜空调滤网、风冷机滤网、油冷机滤网及通风窗
无集尘
7
检查控制系统(轴、电机)运行状态
无振动及异常声音
8
设备是否编写操作规范
检查操作规范
9
是否定期保养
检查保养记录
10
设备日常检修是否记录
检要检修记录
11
电源是否具备漏电防护
检查漏电开关
点检人签字
点检异常记录异常排除记录
年月日
异常情况描述
点检人
年月日
维修内容
维修人
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
设备工装记录表1
设备日常维护点检记录表
编号:
设备名称:设备编号:管理类别:班长:
设备修理原始记录表Array ZPS-3-SG-02
使用单位:
设备周查、月查记录
ZPS-3-SG-03
使用单位:班组:制表人:年月日
注:1、△表示完好,×表示不完好,填入完好栏。
2、优、中、劣栏填设备维护评定分数()、此表一式二份每月送设备管理部门一份。
年月机动设备洗换油表
ZPS-3-SG-04
填报单位:日期:
单位主管:机电员:制表:
关重设备完好情况月报表
ZPS-3-SG-05
单位主管:机电员:制表人:
重庆珠江光电科技有限公司
设备入(出)库单
20 年月日
领取单位:安装地点:车间(工房)编号:ZPS-3-SG-06
设备日常维护点检记录表
ZPS-3-SG-01
设备名称:下摆机设备编号:管理类别:班长:
设备日常维护点检记录表
ZPS-3-SG-01
设备名称:镀膜机设备编号:班长:
设备日常维护点检记录表
ZPS-3-SG-01
设备名称:设备编号:管理类别:班长:。
设备日常点检表模板
年月
设备名称
简易数控双柱立式车床
型号规格
CKJQ52100
Φ10000×4000×150t
设备编号
015031
设备类别
重、稀、关
使用单位
序号
点检项目
衡量标准
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1
检查设备外观
清洁无油污、无黄袍
2
检查各处安全装置
齐全、灵活、可靠
无集尘
9
检查滑枕垂直移动润滑面
表面有油膜
10
检查工作台静压系统压力表视值(操作台面压力表)
4MPa左右
11
检查主轴电机运行状态
无振动及异常声音
12
13
14
15
点检人签字
点检异常记录异常排除记录
年月日
异常情况描述
点检人
年月日
维修内容
维修人
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
3
检查所有操作开关是否有效
控制灵活、准确
4
检查工作台温度表、压力表、电流表显示数值是否正确
在规定数值范围内
5
开机前检查各操作手柄、控制装置所处位置是否正确
处于停机位置
6
检查稳压器电源输出电压是否正常
380V±10%
7
检查油冷机油温表数值是否在要求范围内
12~35℃
8
检查电气柜空调滤网、风冷机滤网、油冷机滤网及通风窗
工装点检表

点检项目 照明灯开启关闭正常
点
年月
点检时 间
点检方 法
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
每天 检查
吸尘风机运转正常
每天 检查
酒精,清洁剂等物品足够且整齐摆放
每天 目视
棉签,扳手,美纹胶带等工具整齐摆放 高倍显微镜使用正常 电脑正常开机
每天 目视 每天 检查 每天 检查
墙内壁和操作平台每天擦拭一遍,用强光手 电检查无灰尘
每天
强光手 电
地面每天用湿拖布清理一次
每天 目视
门帘每天检查确保无破损,可以密封
每天 目视
传递窗每天检查确保,运行正常,无破损 每天 目视
滤网每月检查一次;每半年需更换一次
每月 检查
正常:√ 异常:× 已修好:〇 未使用:/
点检人签名
点检要点:目视,检查,清洁
生产经理签字 注:设备点检人员应根据点检表内容及要求认真履行点检工作,项目检查完成后点检人员签字,生产经理定期检查签字。设备如有损坏,及时反馈报修。
设备工装点检表范例

总计小时
总计小时注1
2
3
4
5
6
7
8
91011121314151617181920212223
24252627
28
29
30
31
12345678总计小时总计小时注开始运行时停修时时操作工
本表第8条由班长考核:优秀※良好√合格△
检点标志:优秀良好合格
车间
班
年
月
班长设备/工装编号设备型号
设备/工装名称
锯床
检查数控切割调节是否正常开始运行时停修时时操作工
检查日期
检查气动装置是否正常
检查齿轮锯片传送链条是否松动检查齿轮锯片传送链条润滑部件效果检查电动切割电机系统是否正常检查切割锯片是否磨损本表第8条由班长考核:优秀※良好√合格△
检点标志:优秀良好合格
序
检查内容
检查切割面是否平平整
检查切割精度是否需要调效。
设备日常点检表模板2正式版
设备日常点检表模板2正式版
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
电焊机日常点检表
空压机日点检表
工具磨床日点检表
压力机日点检表
高频设备日点检表
电阻焊机日点检表
交流弧焊机日点检表
冲床日点检表
压力机日点检表
钻床日点检表
固定式螺杆空压机日常点检表
年月
储气罐日常点检表
年月
起重机械日常点检表
年月
造型机日常点检表
年月
内燃式叉车日常点检表
年月
中频感应无芯熔炼炉日常点检表
年月
抛丸清理机日常点检表
年月
三坐标测量机日常点检表
年月
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
数控车床日常点检表
年月
数控镗铣床日常点检表
年月
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
普通铣床日常点检表
插床日常点检表
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
设备工装点检管理制度(含表格)

设备、工装点检管理制度(ISO9001-2015)1.0目的本制度规定了设备、工装点检的管理规范。
适用于生产、试验等对使用可靠性要求较高的设备及生产线在线工装,以及公用动力设备的预防维修管理,不适用于生活设备和公共设施。
2.0术语和定义下列术语和定义适用于本文件:2.1专业点检以维修工为主开展的设备点检活动,这些点检包含设备、工装比较深层的,需要一定的专业技能和专业工具才能开展的点检。
2.2自主点检以操作工为主开展的设备点检活动,这些点检包含设备、工装表层的状态、作业安全性、质量重点关联项目等,不需要维修专业技能和专业工具就能开展的点检。
2.35W2H编制基础作业标准的基本要素。
5W指出作业内容(What)、部位(Where)、周期(When)、责任人(Who)、为什么(即作业内容选择)(Why)、量化标准(How much)、方法(How)。
3.0点检的分类3.1自主点检3.1.1自主点检以操作工人为主体。
3.1.2自主点检内容主要是设备外表层面和环境状态(设备外观、安全、质量等相关)的缺陷和不良的检查、排除,不应解体设备和从事带电作业。
3.1.3自主点检内容应由维修人员指导和确认。
3.1.4根据操作工对自主点检掌握情况,可以逐步加深自主点检作业层次,但不涉及需要特殊资质才能进行的作业。
3.2专业点检3.2.1专业点检以维修人员为主体。
3.2.2专业点检针对设备外部、内部状态缺陷和不良进行全面且深入的检查和恢复。
3.2.3维修人员点检的内容和技术方法由设备技术员指导和确认。
4.0点检文件编制4.1设备点检文件分类a)点检基准卡:定义设备、工装点检作业部位、内容、周期、判断标准、方法等。
b)点检记录表:记录点检作业的实际内容和检查结果。
c)作业要领书:指导点检人员完成复杂的点检作业。
4.2作业内容4.2.1作业内容来源a)设备说明书上推荐的项目;b)设备保养过程中发现的,易造成设备劣化的设备自身或环境缺陷、不良;c)设备故障暴露的应重点关注的薄弱点;d)按维修经验积累判断应予关注的项目;e)按法规应重点进行日常检查的项目。
点检表

使用场所 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
检查油窗油位,运动部位油脂 目测.手感 检查机体震动是否异常 检查防护措施是否完好 手感 目测.手感
无跑.冒.滴.漏处,门密封良 目测.手感 好 动作灵敏,无异常 目测 运动正常,无异声 摆放整齐,无磨损 电线完好无破损 电器件动作完好,无异常 急停开关动作灵敏,温控良好 维 修 工 确 认 第 一 周 第 二 周 第 三 周 第 四 周 目测.耳听 目测 目测 目测.耳听 目测.手感
异 常 内 容 异 处 内 常 理 容
处 理 结 果
完 成 时 间
完 成 人
备注:1. 正常√ 2. 异常 X 3. 无内容不填写 4. 本点检表由本设备操作人员填写,设备维修人员审核
日常点检表
设备名称 设备编号 型 号 实 施 工序 实 施 人
年
点检部位 1.5S 2.设备润滑 机体 3.紧固件 4.防护安全 5.泄露 1.液压.气动元件 执行系统 2.机械 3.工装,夹具 1.线路检查 2.电器元件 电控系统 3.电器安全 设 内 容 维修工检 1.设备运行情况 查内容 2.点检表填写,维护保养实 施情况 备 点 检 项 目
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
已到 1.31 已到 已到 预计1.10到 预计1.10到 预计1.10到 预计1.10到 1.31 已到 已到 预计1.10到 已到 已到 1.31 已到 已关闭 1.31 已关闭 1.1O 1.27 1.27 1.27 1.27 1.31 已关闭 已关闭 1.27 1.25 已关闭 2.5 1.5 已到 未到 夹具未到 夹具未到 未到 未到 未到 未到 未到 已到 已到 未到 夹具未到 已到 未到 已到 未采购
总成装配设备夹具量产点检
1 定子外壳高频加热装配 2 前端盖点胶装配 3 转子、定子总装配 5 旋变转子装配&后端盖气动打标 6 旋变定子组件装配 7 铆接三相电缆设备 11 包装 12 电机传送 13 整机检测 14 花键检测 15 出厂检测 定子外壳装配机 前端盖装配机 转子、定子总装配机 旋变转子装配机 旋变定子装配机 三相电缆铆接台 打包机 倍速链 整机检测台 内外花键通止检测 条形码输出设备 未到 未到 未到 已到 已到 未到 未采购 未到 未到 未采购 未到 意诚 意诚 中科君达 1.25 1.31 1.31 1.31 2.15 2.25 意诚 意诚 意诚 意诚 意诚 意诚 杭州永创(初定) 1.15 1.31 1.31 已到 已到 1月底 1.25 2.15 2.15 1.11 2.21 1.15 未到 未到 未到 已到 已到 未到 未采购 未到 未到 未采购 未到 意诚 意诚 中科君达 1.25 1.31 1.31 1.31 2.15 2.25 所有检测合格后才能输出条形码,刘君负责 意诚 意诚 意诚 意诚 意诚 意诚 杭州永创(初定) 1.15 1.31 1.31 已到 已到 1月底 1.25 2.15 2.15 1.11 2.21 1.15 控制器装箱完成后,需要加大后端盖圆孔方便机械调试 外购买位移传感器和操作手柄,意诚代工制作调试 2.15开始采购 已下单,联系陈伟行 三相引出线变更设备做相应调整 高频加热共四台,两台一组
清洗剂采购需验证;5KW夹具芜湖制作
ABC三相测试有软件方面问题,张乐采购
转子组件装配设备/夹具量产点检
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 转子叠片预压 转子叠片压装 磁钢装配 内花键套打标 花键套装配 大键装配 转子轭装配 磁钢粘结剂固化 硅钢片挡板&锁紧螺母装配 转子磁通检测 转子跳动、动平衡测量 转子动平衡检测 转子位移 压装后轴承、挡圈 压装前轴承&后端盖 压装前轴承&后端盖 转子冲片整型机 转子冲片铆钉装配机 磁钢装配机 激光打标机 花键套装配机 平键与轴装配工装 转子轭与轴装配机 烘道 锁紧螺母装配机 7.5KW,5kw磁通测量仪 动平衡 7.5KW,5kw动平衡测量仪 传送带 后轴承压装机 前轴承压装机 更新工装7.5&5kw 已到 已到 未采购 已到 未采购 未到 已到 已到 未到 未到 未到 已到 未到 已到 已到 未到 意诚 芜湖 嘉兴机械研究所 芜湖 意诚 北友机械 上海申克 嘉兴机械研究所 意诚 意诚 意诚 1.2O 已到 已到 1.2O 1.31 1.25 已到 2.15 已关闭 已关闭 1.2O 1.25 1.7 已关闭 1.31 2.15 1.31 已关闭 2.25 已关闭 已关闭 1.26 已到 未到 未到 未到 已到 未到 已到 已到 未到 嘉兴机械研究所 芜湖 意诚 北友机械 上海申克 嘉兴机械研究所 意诚 意诚 意诚 激光打标供应商 已到 已到 芜湖 芜湖 已到 已到 1.18 1.18 夹具未到 夹具未到 未采购 已到 未采购 / / 已到 1.2O 1.31 预计1.25 已到 2.15 已关闭 已关闭 1.2O 已关闭 1.27 2.15 1.31 已关闭 2.25 已关闭 已关闭 1.26 徐凯负责 激光打标供应商 已到 已到 1.与小电机共用,需该程序;2.内外径测量仪需要购买; 芜湖 芜湖 1.31 1.31 1.31 1.31
定子组件装配设备/夹具量产点检
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 定子挡片打标 定子挡片打标 定子叠片预压 定子叠片压装 槽绝缘装配 绕制绕组&挂线 三相嵌线 线圈扩张 中性端脱漆 中性端铆接 线圈端部终整形 线圈端部终绑扎 综合检测 真空压力浸漆 真空压力浸漆 ABC端脱漆 灌胶
工序名
新设备、工装名称
激光打标机 可升降夹具 定子叠片预压机 定子叠片压装机 槽绝缘装配机 绕线机 嵌线机 扩张机 中性端定子脱漆机 中性端铆接专用机 整形机 绑扎机 定子综合测量仪 真空压力浸漆机 浸漆工装 浸漆后定子脱漆机 灌胶机
7.5KW 设备状态
已到 未到 已到 已到 未到 未到 未到 未到 未到 已到 已到 未到 已到 已到 未到 已到 未采购 芜湖
金加组件装配设备夹具量产点检
1 2 3 4 5 6 7 金加工 金加工 金加工 金加工 金加工 金加工 金加工 QTN200 IIL/500卧式车床 QTN200MIIL/1000 卧式车床 VTC160AN立式加工中心 立式拉床 切割机 镙套装配与检测 夹具 已到 已到 已到 已到 已到 未到 已到 小巨人 小巨人 小巨人 今升 永固 芜湖 泽正/高瑞 已到 已到 已到 已到 已到 3.10 已到 已关闭 已关闭 已关闭 1.1O 1.1O 3.25 1.10 已到 已到 已到 已到 已到 未到 未采购 小巨人 小巨人 小巨人 今升 永固 芜湖 已到 已到 已到 已到 已到 3.10 已关闭 已关闭 已关闭 1.1O 1.1O 3.25 更新槽刀
5KW 供应商
意诚 意诚 芜湖 芜湖 山东中际 山东中际 山东中际 山东中际 意诚 意诚 意诚 山东中际 上海奥波 张家港长城 芜湖 已到 1.31 已到 已关闭 2.5 1.5 按2.5min节拍时间做方案 徐凯负责
供应商
意诚 意诚 芜湖 芜湖 山东中际 山东中际 山东中际 山东中际 意诚 意诚 意诚 山东中际 上海奥波 张家港长城
辅助线装配设备/夹具量产点检
1 2 3 4 5 6 7 8 9 10 热敏电阻连接线剥线 母端子装配 线材测试 信号线剥线 信号线公端子装配 线材测试 剥线 连接线线头装配母端子 线材测试 压装弹片,弹垫,螺钉装配 剥线机 端子机 线材测试仪 剥线机 端子机 线材测试仪 剥线机 端子机 线材测试仪 扭矩枪 已到 已到 已到 已到 已到 已到 已到 已到 已到 已到 常州禾昌 常州禾昌 青岛凯利尔 常州禾昌 常州禾昌 青岛凯利尔 常州禾昌 常州禾昌 青岛凯利尔 阿特拉斯 已到 已到 已到 已到 已到 已到 已到 已到 已到 已到 已关闭 已关闭 已关闭 已关闭 已关闭 已关闭 已关闭 已关闭 已关闭 已关闭 已到 已到 已到 已到 已到 已到 已到 已到 已到 已到 常州禾昌 常州禾昌 青岛凯利尔 常州禾昌 常州禾昌 青岛凯利尔 常州禾昌 常州禾昌 青岛凯利尔 阿特拉斯 已到 已到 已到 已到 已到 已到 已到 已到 已到 已到 OK OK OK OK OK OK OK OK OK OK 【热敏电阻组件】7.5KW&5KW共用 【热敏电阻组件】7.5KW&5KW,公端子&母端子共用 【热敏电阻组件】7.5KW&5KW,热敏电阻&信号线组件共用 【电气盒盖组件】7.5KW&5KW,热敏电阻&信号线组件共用 【电气盒盖组件】7.5KW&5KW,公端子&母端子共用 【电气盒盖组件】7.5KW&5KW,热敏电阻&信号线组件共用 【旋变定子组件】7.5KW&5KW,热敏电阻&信号线组件共用 【旋变定子组件】7.5KW&5KW,公端子&母端子共用 【旋变定子组件】7.5KW&5KW,热敏电阻&信号线组件共用 【旋变定子组件】筒套采购中
预计到货日期
已到 1.31 1.31 1.31 预计1.10到 预计1.10到 预计1.10到 预计1.10到 1.31 已到 已到 预计1.10到
预计设备调试完毕日期
已关闭 1.31 1.31 1.31 1.27 1.27 1.27 1.27 1.31 已关闭 已关闭 1.27 共用
备注
L型定子扣片调试(量产扣片长度不够,需倒角)