EN 10305_2-2002 精密钢管交货技术条件第二部分冷拉焊接钢管(DIN 英文版)
DINEN10305-2

12 000毫米管件- 60×ID56 – EN 10305-2 –E235+N-随机长度-选项18。
7.制造过程
CEN成员是下列各国的国家标准化研究所:奥地利、:比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、意大利、卢森堡、马尔他、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士、以及联合王国。
CEN
欧洲标准化委员会
管理中心:布鲁塞尔,史塔斯河尔特路36,B-1050
前言
1.范围
2.参考标准
3.术语和条件
4.符号
本欧洲标准是由CEN(欧洲标准化委员会)于2002年10月2日批准的。
CEN成员遵守履行CEN/CENELEC(欧洲电工标准化委员会)的内部业务规程,规定的是本欧洲标准无需任何修改却给予国家标准的地位.
最新清单和有关这样的国家标准的图书馆参考文献可按申请向中央秘书处或各CEN成员国得到
本欧洲标准由三种官方版本组成(德语、英语、法语).。其它语言的版本由个CEN成员按自已负责翻译成其本国语言,并通知中央秘书处,它具有正式版本相同的地位.。
EN 10002-1,金属材料-抗拉试验-第1部分:在室温上的试验方法。
EN 10020,钢等级的定义和分类。
EN 10021,以钢和铁产品的一般技术交货要求。
EN 10027-1,钢的代号体系-第1部分:钢的名称,主要符号。
EN 10027-2,钢的代号体系-第1部分:编号体系。
EN 10052,铁产品的热处理术语的词汇。
Pr EN 102661),钢管、配件与结构性空截面-用于产品标准中的定义和符号。
SAE J526焊接管相关资料
《冷拔精密单层焊接钢管》送 审 稿 编 制 说 明1 编制工作的简要过程单层管在我国经过十多年的发展已具规模,但产品一直没有国家标准,为了解决这一问题,早在2001年顺达、康盛、中山、迅捷等8家单层管企业曾自发组织起来讨论单层管的有关标准,在制订YB/T4164-2007“双层铜焊钢管”标准的过程中,单层管国家标准的制订被正式列入议提,康盛和顺达分别在2006年8月~ 12月向全国钢标委和冶金工业信息标准院上报了“国家标准项目任务书”,具体说明了本项任务的有关问题。
2008年1月3日全国钢标准化技术委员会下发钢标委[2008]01号文“关于下达2008年第一批国家标准制修订项目计划的通知”,我国单层管的国家标准《冷拔或冷轧精密焊接钢管》被列入其中计划项目编号20077278-T-605,要求标准的主要起草单位浙江康盛管业有限公司(康盛股份)、常州市武进顺达精密钢管有限公司等单位在2008年完成标准的制订工作。
接受任务后成立了主要起草单位和国内有关专家组成了标准编制组并确定了主要起草人员,2008年1月~ 3月起草人员在广泛收集国内外单层管的生产及使用要求的基础上联系和走访了各有关单位,对标准的总体思路和具体的技术方案提出了初步的意见后编制组研究和讨论了编制工作的进度和成员分工等情况。
接下来对标准的征求意见讨论稿进行了逐章逐条的讨论,形成了标准的“征求意见稿”文本。
2008年4月初标准编制组将标准的“征求意见稿”发送和走访了31家单位,其中包括编制组成员单位、生产制造厂、最终用户、高校、标准化管理单位及有关专家。
收到回复26家,共72条意见。
各单位及专家对“征求意见稿”文本提出了许多宝贵的意见,标准编制组整理收集的“征求意见稿”的意见,编写“意见汇总处理表”并据此修改“征求意见稿”形成标准的“讨论稿”。
2008年6月26日,编制组在常州市组织了标准的讨论,会议就编制组提交的“讨论稿”和“意见汇总处理表”进行了讨论与修改。
EN 10305

EN10305-1:2002精密钢管交货技术条件第一部分:冷拔无缝钢管精密钢管目录:前言1、范围2、涉及标准3、名词与定义4、符号5、分类与标识(钢号)5.1、分类5.2、标识(钢号)6、买方提供信息7、制造过程8、要求9、检验10、取样11、测试方法12、打号13、保护与包装附录A(标准)附加钢等级需求附录B(信息)EN 10305- 1;2002 标准是由ECISS/TC29技术委员会,UNI下属“钢管和钢管配件”秘书处起草的。
该欧洲标准最迟在2003年5月应该通过发布相同文件或者修改原标准而成为国家标准,国家标准与欧洲标准相冲突的部分最迟应在2003年5月前撤销。
EN 10305 包括以下部分,统一的标题为:精密钢管交货技术条件:-----第一部分无缝冷拔钢管-----第二部分焊接冷拔钢管-----第三部分焊接冷加工钢管-----第四部分液压和气压系统用无缝冷拔钢管-----第五部分焊接冷精加工方形和矩形钢管-----第六部分液压和气压系统用焊接冷拔钢管该EN标准中附录A是标准性的,附录B是提示性的。
该文档包含参考文献。
根据CEN/CENELEC国际规范,下列国家的国家标准组织联合实行了该欧洲标准:澳大利亚、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、马耳他、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
EN 10305中这一部分规定了圆形截面的精密冷拔无缝钢管的交货技术条件。
注:该EN 10305同样涵盖其他种类截面通过EN 10305管材被精确规定公差的尺寸和指定的表面粗糙度而特征化。
典型的应用在汽车、设备和一般的工业工程。
2 参考标准该欧洲标准包含了其他地方发表的注日期和不注日期的标准。
这些参考标准被引用在文中的合适位置,并且此后列出出处。
对于注日期的标准,发标者随后对其作出的修改与修订只有当这些修改和修订包含在本标准中时才适用于本标准。
对于没有注日期的标准,发表者的最新版本适用于本标准(包括修正案)。
精密无缝钢管和冷拔无缝钢管的区别
一、精密无缝钢管和无缝钢管得区别:1、无缝钢管主要特点是无焊接缝,可承受较大的压力。
产品可以是很粗糙的铸态或冷拨件。
2、精密无缝钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
二、精密无缝钢管得特点:1.外径更小。
2.精度高可做小批量生产。
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
三、用途:用于机械结构、液压设备、汽车配件等。
四、精密无缝钢管交货状态:交货状态代号说明冷加工/硬BK 最后冷加工之后不进行热处理,从而管子只可进行很小的变形冷加工/软BKW 最后热处理之后进行小变形量的冷加工,对钢管端部加工时允许有限的冷变形(例如:弯曲、扩口)冷加工后消除应力退火BKS 最后冷加工后在Ac1以下进行退火,以消除冷加工应力退火GBK 最后冷加工之后,钢管在保护气体下进行的完全退火正火NBK 最后冷加工之后,钢管在保护气体下进行的正火五、精密无缝钢管主要特点:钢管内外壁高精度、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,能作各种复杂变形及机械加工处理。
钢管颜色:白中带亮,具有较高金属光泽。
六、精密无缝钢管和冷拔无缝钢管的区别是什么?精密无缝钢管是用精密冷轧管机冷轧工艺来制作的,而冷拔无缝钢管是用冷拔方法来做的,一般来说冷轧管的精度,光洁度,尺寸都要比冷拔管好的多,所以称为:精密无缝钢管,精密无缝钢管是用于汽车、液压配件、机加工,机械配件等对钢管的精度、光洁度要求很高的用户,因精密无缝钢管精度高,无氧化成,尺寸公差小,光洁度好所以很多机械加工用户为了节省工、料、时的损耗都选用精密无缝钢管。
七、精密钢管和无缝钢管不同区别1、无缝钢管主要特点是无焊接缝,可承受较大的压力。
产品可以是很粗糙的铸态或冷拨件。
2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
八、精密钢管的特点:1.外径更小。
DINEN10305-2
13.保护和包装
附件A(参考):交货条件和国家钢材标准用符号对应列表
参考书目
前言
本文档EN10305-2:2002标准已由技术委员会ECISS/TC 29“钢管及钢管配件”所起草,该委员会的秘书处由UNI所主持。
本欧洲标准应当具有国家标准的地位,这既可以通过颁布相同文本也可以通过背注来实现,最迟是到2003年5月,并且冲突的国家标准应当最迟到2003年5月撤消。
200284外观与内部质量841外观8411管件内部和外部表面光洁度应当为制造工序所典型的状况并且在适用的地方为热处理的典型状况而且应当可以识别诸如起皱压痕或浅槽这样需要修整的任何表面不完整性
ICS77.140.75代替DIN2391-1和
DIN 2391-2,1994年9月版本
欧洲标准EN10305-2:2002具有DIN标准的地位。
此文档包括参考文献。
根据CEN/CENELEC内部规定,以下国家的国家标准组织是受约束实施本欧洲标准:奥地利、:比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、意大利、卢森堡、马尔他、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士、以及联合王国。
1.
范围
EN10305标准的本部分规定用于精密应用的圆形横截面焊接冷拉钢管的技术交货条件。
EN 10002-1,金属材料-抗拉试验-第1部分:在室温上的试验方法。
EN 10020,钢等级的定义和分类。
EN 10021,以钢和铁产品的一般技术交货要求。
EN 10027-1,钢的代号体系-第1部分:钢的名称,主要符号。
EN 10027-2,钢的代号体系-第1部分:编号体系。
EN 10052,铁产品的热处理术语的词汇。
根据EN 10305标准本部分具有外径为60毫米和内径为56毫米、在正火条件下由钢等级E235所制成、按随机长度交货、带有根据EN10204标准的3.1.B检验证书的12 000毫米管件。
DIN标准系列

一、DIN标准系列标准名称1 DIN 17175-1979 耐热无缝钢管、交货技术条件2 DIN 17176-1990 压缩氢气用圆形无缝钢管、交货技术条件3 DIN 17179-1986 特殊要求的细晶料结构无缝钢管交货技术条件4 DIN 17204-1990 无缝钢管的淬火和调质处理交货技术条件5 DIN 17456-1999 一般要求不锈钢钢管交货技术条件6 DIN 2391-1-1994 无缝精密钢管第1部分:尺寸7 DIN 2391-2-1994 无缝精密钢管第2部分:交货技术条件8 DIN 2393-1-1994 有特殊尺寸精度的精密焊接钢管尺寸9 DIN 2393-2-1994 有特殊尺寸精度的精密焊接钢管交货技术条件10 DIN 2394-1-1994 精密焊接钢管尺寸11 DIN 2394-2-1994 精密焊接钢管交货技术条件12 DIN 2395-1-1994 矩形或方形断面精密焊接钢管尺寸13 DIN 2395-2-1994 矩形或方形断面精密焊接钢管交货技术条件14 DIN 2395-3-1981 矩形或方形断面精密电焊钢管汽车制造用钢管交货技术条件15 DIN 2413-2-1993 钢管抗内压力的壁厚计算16 DIN 2445 Bbi-2000 动态载荷无缝钢管、直管的计算原理17 DIN 2448-1981 无缝钢管的尺寸、单位、长度、质量18 DIN 2470-1-1987 允许工作压力在16bar以下的钢管气体管道、管道零件的要求19 DIN 2470-2-1987 允许工作压力在16bar以上的钢管气体管道、管道零件的要求20 DIN 2916-1975 无缝和焊接钢管的弯曲半径、设计图纸21 DIN 2917-1982 热蒸汽管道和贮存器用无缝钢管22 DIN 43614-2-1980 电气开关设备、压缩空气管道用管、不锈钢管要求23 DIN 50192-1977 脱碳层深度测定24 DIN 73000-1986 内燃机喷油装置用喷油管25 DIN 86009-1986 船舶排气管、钢管26 DIN 86288-1989 船和船上建筑管道、带座钢管和异型管、造船用异型件27 DIN EN 10216-5-1999 压力目的用无缝钢管交货技术条件第5部分:不锈钢管28 DIN EN 10240-1998 钢管的内外防护涂层、自动化工厂应用的热涂锌规范29 DIN EN 10246-7-1996 钢管的无损检测第7部分无缝钢管的自动全周遍超声检测30 DIN EN 10256-2000 钢管无损检验:1级和2级无损检验人员的资格和能力31 DIN EN 10297-1-2003 机械和通用无缝钢管交货技术条件第1部分:非合金和合金钢管32 DIN EN 10305-1-2003 精密无缝钢管交货技术条件第1部分:无缝冷拉钢管33 DIN EN 10305-2-1998 精密钢管交货技术条件第2部分焊接冷拉钢管34 DIN EN 10305-3-1998 精密钢管交货技术条件第3部分焊接冷轧定径钢管35 DIN EN 10305-4-1998 精密钢管交货技术条件第4部分无缝冷拉液力或气力系统钢管36 DIN EN 10305-5-2000 精密钢管交货技术条件第5部分焊接和冷成形方形和矩形管37 DIN EN 4235-4-1994 航空和航天、钢锻制品、交货技术条件第4部分:钢管38 DIN ISO 8535-1-1995 压燃式发动机、高压喷射燃油管用钢管第1部分无缝冷拉单壁钢管的技术要求二、GB标准系列标准名称1 GB/T17395-1998 无缝钢管尺寸、外形、重量及允许偏差2 GB/T8162-1999 结构用无缝钢管3 GB/T14975-2002 结构用不锈钢无缝钢管4 GB/T8163-1999 流体输送用无缝钢管5 GB/T14976-2002 流体输送用不锈钢无缝钢管6 GB/T3090-2000 不锈钢小直径钢管7 GB/T3089-1982 不锈耐酸钢级薄壁无缝钢管8 GB/T3639-2000 冷拔或冷轧精密无缝钢管9 GB/T3094-2000 冷拔无缝异型钢管10 YB/T5035-1993 汽车半轴套管用无缝钢管11 GB/T5312-1999 冷拔船舶用碳钢和碳锰钢无缝钢管12 GB/T3093-2002 柴油机用高压无缝钢管13 GB/T8713-1988 液压和气动缸管用精密内径无缝钢管14 GB3087-1999 低中压锅炉无缝钢管15 GB5310-1995 高压锅炉用无缝钢管16 GB13296-1991 锅炉,热交换器用不锈无缝钢管17 GB6479-2002 化肥设备用高压无缝钢管18 GB9948-1988 石油裂化用无缝钢管19 YB/T5052-1993 金刚石岩心钻探用无缝钢管20 GB/T17396-1998 液压支柱用热轧无缝钢管三、国外先进标准系列标准名称1 JIS G 3445-1988 机械结构用碳素钢钢管2 JIS G 3454-1988 压力配管用碳素钢钢管3 ASTM A556/A556M-90a 供水加热器用碳素钢冷拔无缝钢管4 ASTM A106-1991 高温作业用碳素钢无缝钢管5 ASTM A179/A179M-1990a(2001)热交换器和冷凝器用冷拉低碳无缝钢管的规格6 NF A49-210-1985 钢管流体输送管道用冷拉无缝钢管尺寸、交货技术条件7 BS EN 10216-1-2002 无缝钢管技术交货条件-第1部分:指定室温非合金钢管。
欧洲不锈钢管统一新标准要点汇总

双相耐蚀钢(2)
焊态或约定热处理状态
强制项:5
选择项:9
BS 4127∶1994
注:①不锈钢管供货状态为HFD=热精整+热处理+酸洗;CFD=冷精整+热处理+酸洗;CFA=冷精整+光亮热处理;CFG=冷精整+热处理+磨光;CFD=冷精整+热处理+抛光。②焊接钢管中W0、W1、W2为焊态、热轧带焊态酸洗、冷轧带焊态酸洗;W1A、W2A及WCA为热或冷轧带焊后热处理+酸洗及焊后热处理后至少经20%减壁量冷加工+热处理+酸洗;W2R、WCR为焊后光亮热处理或20%冷加工后再光亮热处理;WG、WP为W2、W2A、W2R、WCA、WCR后再磨光或抛光。
锈钢
压力用途焊接钢管交货技术条件不锈钢管
奥氏体耐蚀钢(19)
双相耐蚀钢(4)
W0、W1、W1A、
W1R、W2、W2A、
W2R、WCA、WCR、
WG、WP
强制项:5
选择项:28
DIN 17457.2∶1985
4
EN 10296-2∶2005
机械工程和一般工程用焊接圆钢管交货技术条件第2部分:不锈钢
铁素体耐蚀钢(7)
欧洲不锈钢管统一新标准要点汇总
序号
标准号
标准名称
钢种类别(数目)
供货状态
定货要求
依据源标准
1
EN 10216-5∶2004
压力用无缝钢管交货技术条件第2部分:不锈钢
奥氏体耐蚀钢(21)
奥氏体耐蠕变钢(12)双相来自蚀钢(6)HFD、CFD、CFA、
CFG、CFP
强制项:5
选择项:25
BS 3605∶1991
德国钢管技术标准一览表

德国钢管技术标准一览表序号品种标准号标题1DIN DIN EN 10312-2003包括饮用水在内的水成液输送用焊接不锈钢管.交货技术条件2DINDIN EN ISO1127-1997不锈钢管.尺寸,公差和单位长度的质量3DIN DIN EN 545-2002水管用球墨铸铁管、配件、附件及其接头.要求和试验方法4DIN DIN EN 598-1994废水排放用球墨铸铁管、管件、附件及连接件.要求和试验方法5DIN DIN EN 877-2000建筑物排水用铸铁管道、配件及其接头和附件.要求、试验方法和质量保证6DIN DIN EN 969-1995燃气管道用球墨铸铁管、配件、附件及其接头.要求和试验方法7DINDIN EN 39-2001管联接脚手架用活动钢管.交货技术条件8DIN DIN EN 74-1988联结件.钢管脚手架和支承架用中心螺栓和踏板.要求.检验9DIN DIN EN 448-2003区域供暖管道.直埋式热水供应网用预隔热连接的管道系统.聚氨酯绝热和聚乙烯外覆层的钢管用成套配件10DIN DIN EN 488-2003区域供暖管道.直埋式热水供应网用预隔热连接的管道系统.聚氨酯绝热和聚乙烯外覆层的钢管用钢阀门组件11DIN DIN EN 489-2003区域供暖管道.直埋式热水供应网用预隔热连接的管道系统.聚氨酯绝热和聚乙烯外覆层的钢管用接头组件12DIN DIN EN 1123-1-1999排水管道用带插接套的长焊缝焊接热镀锌钢管制管道和管件13DINDIN EN1123-2-1999排水管道用带插接套的长焊缝焊接热镀锌钢管制管道和管件.第2部分:尺寸14DINDIN EN10208-1-1998易燃液体或气体用管道钢管.交货技术条件.第1部分:要求等级为A的管15D DIN EN 易燃液体或气体用管道钢管.交货技术条53DIN DIN EN 10301-2004 海上和近海管道用钢管和配件.降低无腐蚀气体运输摩擦的内涂层54DINDIN EN10305-1-2003精密装置用钢管.交货技术条件.第1 部分:无缝冷拉管55DINDIN EN10305-2-2003精密装置用钢管.交货技术条件.第2部分:焊接冷拉管56DINDIN EN10305-3-2003精密装置用钢管.技术交货条件.第3部分:焊接冷分级管57DINDIN EN10305-4-2003精密装置用钢管.交货技术条件.第4部分:液压和气动系统用无缝冷拉管58DINDIN EN10305-5-2003 精密仪器用钢管.技术交货条件.第5部分:焊接冷精加工方形和矩形钢管59DINDIN EN12007-3-2000燃气供应系统.最大使用压力小于等于16bar的管道.第3部分:钢管专用功能推荐规范60DIN DIN EN 12068-1999阴极腐蚀.与阴极腐蚀相互作用敷设在土壤和水中的钢管管道防腐用有机包封.带材和收缩材料61DINDIN EN 12732-2000燃气供应系统.焊接钢管.功能要求62DINDIN EN ISO9455-12-1994软钎剂.试验方法.第12部分:钢管腐蚀试验63DINDIN EN ISO1127-1997不锈钢管·尺寸,公差和单位长度的质量。
DIN_EN_10305-3_CN

DIN EN 10305-3:2003-02变更相对DIN 2349-1:1994-09和DIN2349-2:1994-09进行了如下修改。
a)在一个标准中总结了对于尺寸和供货技术条件的规定b)使用标志‘E’代替S(机械钢)作为钢的缩写c)以变化了化学成分的钢种E195(1.0034)代替S205G2T/RSt(1.0034),E235(1.0038),代替S235JRG2/RSt 37-2(1.0038),E275(1.0225)代替S275JR/St 44-2(1.0044),E355(1.0580)代替S355J2G3/St 52-3(1.0570)。
d)e)制定了供货情况的规定,即对机械特性,表面特性(至今为止4种可能的品质),尺寸和标志。
以前的版本DIN 2394:1938-07,1942-10,1957-07DIN 2394-1:1981-08,1994-09DIN 2394-2:1981-08,1994-09ICS 77.14075德文本精密钢管供货技术条件第3部分:卷管该欧洲标准于2002年10月2日被欧洲标准化委员会(CEN)采用。
凡是CEN的成员,在该欧洲标准不改变一国的国家标准的合法地位的前提下,都有义务遵守CEN/CENELEC(欧洲电工标准化委员会)的议事章程。
目前,这些国家标准的目录及目录说明书,可向管理中心申请获得。
这些欧洲标准有三种正式文本(德语,英语,法语),由CEN成员国自己负责完成通过翻译将其翻译成该国语言的其他语言文本,在由管理中心发出通知后,可获得与正式文本相同的法律地位。
CEN成员包括下列各国的标准化研究所,这些国家是:比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛。
意大利,卢森堡,马耳他,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙,捷克共和国和联合王国。
EN 10305-3:2002(D)前言该EN 10305-2:2002标准由欧洲钢铁标准化委员会(ECISS)下属技术委员会29/分委员会“钢管和钢管配件”制定,其秘书处由UNI管理。
DIN EN 10305-2

人员正常工作的组织。
注:雇主既可以是管制造商,也可以是提供无损试验(NDT)服务的第三方组织。
4.符号
见prEN 10266。
注:在此EN 10305的本部分中,“T”为所规定的或所计算的壁厚。
5.分类与代号
5.1分类
根据EN10020标准的分类体系,在表2中所给定的钢等级为非合金质量的钢。
10)缩径公差。(见8.5.1.2)。
11)单向直径公差。(见8.5.1.2)。
12)缩小的壁厚公差。(见8.5.1.3)。
13)单向壁厚公差。(见8.5.1.3)。
14)对具体长度≤500毫米或>8000毫米的公差的协议(见表7)。
15)所规定的最整精加工。(见8.5.4)。
16)具体的检验。(见9.1)。
本欧洲标准是由CEN(欧洲标准化委员会)于2002年10月2日批准的。
CEN成员遵守履行CEN/CENELEC(欧洲电工标准化委员会)的内部业务规程,规定的是本欧洲标准无需任何修改却给予国家标准的地位.
最新清单和有关这样的国家标准的图书馆参考文献可按申请向中央秘书处或各CEN成员国得到
本欧洲标准由三种官方版本组成(德语、英语、法语).。其它语言的版本由个CEN成员按自已负责翻译成其本国语言,并通知中央秘书处,它具有正式版本相同的地位.。
表2–化学成分(铸件分析)a
钢等级
按质量的%
钢名称
钢号
C
最大
Si
最大
Mn
最大
P
最大
S
最大
E155
1.0033
0.11
0.35
0.70
0.025
0.025
E195
1.0034
德国钢管标准
DIN1626-84 有特殊要求的非合金钢焊接圆管交货技术条件DIN1628-84 有特殊高要求的非合金钢焊接圆管交货技术条件DIN1629-84 有特殊要求的非合金钢无缝钢管交货技术条件DIN1630-84 有特殊高要求的非合金钢无缝钢管交货技术条件DIN2391T1-81 有特殊尺寸精度的精密无缝钢管尺寸DIN2391T2-81 有特殊尺寸精度的精密无缝钢管交货技术条件DIN2393T1-81 有特殊尺寸精度的焊接钢管尺寸DIN2393T2-81 有特殊尺寸精度的焊接钢管交货技术条件DIN2445T1-74 动态载荷无缝钢管公称压力100至400的热轧管DIN2445T2-74 动态载荷无缝钢管公称压力64至400的精密钢管DIN2448-81 无缝钢管尺寸、单位长度的重量DIN2449-64 ST00号钢无缝钢管、尺寸与应用范围DIN2450-64 ST35号钢无缝钢管、尺寸与应用范围DIN2451-64 ST45号钢无缝钢管、尺寸与应用范围DIN2456-64 ST55号钢无缝钢管、尺寸与应用范围DIN2457-64 ST52号钢无缝钢管、尺寸与应用范围DIN2458-81 焊接钢管尺寸、单位长度的重量DIN2462T1-81 不锈钢无缝管尺寸、单位长度的重量DIN2463T1-81 奥氏体不锈钢焊接钢管、尺寸和单位长度的重量DIN2460-92 输水管用钢管DIN2917-82 热蒸汽管道和储存器用无缝钢管DIN11850-85 食品工业用无缝钢管尺寸、材料DIN17120-84 钢结构用普通结构钢焊接圆钢管交货技术条件DIN17121-84 钢结构用普通结构钢无缝钢管交货技术条件DIN17123-86 钢结构用细晶粒结构钢焊接圆钢管交货技术条件DIN17124-86 钢结构用细晶粒结构钢无缝钢管交货技术条件DIN17172-78 易燃液体和气体远程输送管道用钢管交货技术条件DIN17175-79 耐热钢制无缝钢管交货技术条件DIN17176-90 抗氧脆性无缝钢管交货技术条件DIN17177-74 耐热钢制电气压力钢管技术条件DIN17178-86 特殊要求的细晶粒结构钢的焊接圆钢管交货技术条件DIN17179-86 特殊要求的细晶粒结构钢的无缝钢管交货技术条件DIN17204-90 调质处理的无缝圆钢管技术条件DIN17455-85 普通质量要求的不锈钢焊接钢管交货技术条件DIN17456-85 普通质量要求的不锈钢无缝钢管交货技术条件DIN17457-85 特殊质量要求的奥氏体不锈钢焊接钢管交货技术条件DIN17458-85 特殊质量要求的奥氏体不锈钢无缝钢管交货技术条件DIN17459-92 耐高温的奥氏体不锈钢无缝钢管交货技术条件DIN28180-85 管束是热交换器用无缝钢管尺寸、尺寸偏差和材料DIN28181-85 管束是热交换器用焊接钢管尺寸、尺寸偏差和材料DIN86008T1-86 船舶管道用钢管、无缝管和焊接管的选择和概述DIN86008T2-86 船舶管道用钢管、无缝管和焊接精密钢管的选择和概述DIN9396-93 航空航天、无缝冷拔不锈钢结构管尺寸、质量DIN9396-93 航空航天、无缝冷拔低合金钢结构管尺寸、质量德国标准。
DIN EN 10305-2

9)所规定的包装方法。(见第13条)。
6.3订单举例。
12000毫米管件-60×ID56–EN10305-2–E235+N-随机长度-选项18。
7.制造过程
7.1炼钢过程
炼钢过程由制造商决定。
钢件应当是完全切断的。
7.2管件制造与交货条件。
7.2.1管件应当通过冷拉或其它适当的工序由热精整管件制造而成。
6.1必须提供的信息
在询问和订购时,采购商应当提供以下信息:
a)数量(质量或总长度或编号)
b)术语“管件”,
c)尺寸(见8.5),
d)根据EN10305标准的钢等级代号(见5.2)。
6.2选项。
在EN10305标准的本部分中规定选项的数量,并且这些列在下文中。在采购商在查询和订购时不表明希望实施这些选项中的任何一个时,管件应当根据基本规格加以供应(见6.1)。
+LCc
+SR
+Ad
+N
钢名称
钢号
Rm
MPa
A
%
Rm
MPa
A
%
Rm
MPa
ReH
A
%
Rm
MPa
A
%
Rm
MPa
ReHe
MPa
A
%
E155
1.0033
400
6
350
10
350
245
18
260
28
270-410
155
28
E195
1.0034
420
6
370
10
370
260
18
圆管标准尺寸

圆管标准尺寸
圆管的标准尺寸通常会根据国家、地区和行业的不同而有所不同。
圆管的尺寸通常由外径、壁厚、长度和材质来描述。
以下是一些常见的圆管标准尺寸的示例:
1. 美国标准:
* 在美国,圆管的尺寸通常采用英寸制,例如,2英寸圆管、4英寸圆管等。
* 美国国家标准协会(ANSI)发布了一些有关圆管尺寸的标准,如ANSI B36.10和ANSI B36.19,分别涵盖了无缝和焊接不锈钢、碳钢和合金钢圆管的尺寸。
2. 欧洲标准:
* 欧洲国家通常采用公制制度来描述圆管的尺寸,例如,60毫米圆管、100毫米圆管等。
* 欧洲标准化委员会(CEN)发布了一些关于圆管尺寸的欧洲标准,如EN 10255(黑色和热镀锌钢管)、EN 10305(冷拔和焊接精密钢管)等。
3. API标准:
* 美国石油学会(API)发布了一些有关油井管和钻杆的标准,其中包括了圆管的尺寸和规范,如API 5L(线管)和API 5CT(套管)。
4. 其他国际标准:
* 国际标准化组织(ISO)发布了一些与圆管尺寸有关的国际标准,如ISO 4200(无缝和焊接钢管尺寸)和ISO 1127(不锈钢管尺寸)。
请注意,不同类型的圆管,如无缝管、焊接管、不锈钢管、碳钢
管等,具有不同的尺寸标准。
在选择圆管时,应根据具体的应用和要求来选择合适的标准和尺寸。
此外,应与供应商或生产厂家进行沟通,以获取特定类型和尺寸的圆管。
冷拉圆钢公差欧洲标准
冷拉圆钢公差欧洲标准
摘要:
一、冷拉圆钢的概念及分类
二、欧洲标准对于冷拉圆钢公差的规定
三、冷拉圆钢公差的实际应用
四、总结
正文:
一、冷拉圆钢的概念及分类
冷拉圆钢是指通过冷拔或冷轧方式加工而成的圆形截面钢材,其具有高精度、高光洁度、高强度等特点。
根据不同的加工方法,冷拉圆钢可以分为冷拉光圆钢和冷轧圆钢两种类型。
二、欧洲标准对于冷拉圆钢公差的规定
欧洲标准对于冷拉圆钢公差的规定主要体现在EN 10020:2011 标准中。
该标准对冷拉圆钢的尺寸、形状、公差等技术要求进行了详细规定。
根据该标准,冷拉圆钢的公差分为普通公差和精密公差两种级别。
其中,普通公差级别的公差值为-0.05MM,精密公差级别的公差值为-0.025MM。
三、冷拉圆钢公差的实际应用
在实际应用中,冷拉圆钢公差的选择应根据具体需求和加工条件进行合理选用。
例如,在高精度仪器仪表、精密机械零件等领域,通常要求选用精密公差级别的冷拉圆钢;而在一般机械制造、建筑等领域,普通公差级别的冷拉圆钢即可满足使用要求。
四、总结
冷拉圆钢作为一种重要的钢材类型,在欧洲标准中对其公差进行了严格规定。
在实际应用中,根据不同的使用场景和需求,可以选择不同公差级别的冷拉圆钢。
DIN EN10250-2中文版

德国标准 1999年12月(术委员会© 未得到DIN 德国标准化协会柏林参考编号DIN EN 10250-2:1999-12分会的许可,不允许对本标准的任何部分进行复制。
英文价格8组销售编号1108 德国柏林10772,Beuth Verlag GmbH 享有德国标准 06.00 (DIN-标准)独家经营权。
欧洲标准 EN 10250-21999年10月ICS 77.140.45;ICS 77.140.85英文版本用于通用工程的开口钢质模锻件第二部分:非合金质量及特种钢本标准于1999年9月9日获得了欧洲标准化委员会的批准。
欧洲标准化委员会的成员必须遵守欧洲标准化委员会/欧洲电工标准化委员会的内部规定。
欧洲标准化委员会/欧洲电工标准化委员会规定了生成本欧洲标准的条件,并规定了没有任何变化的国家标准的状态。
与这些国家标准相关的最新列表及参考书目可通过向重要秘书处或任何一个欧洲标准化委员会成员申请获得。
本欧洲标准存在三种官方版本(英文、法文、德文)。
由欧洲标准化委员会成员组织翻译成其自己语言,并告知了秘书处的任何其他语言版本的标准,与本官方版本具有同等地位。
欧洲标准化委员会成员是以下国家标准的主体,包括奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
CEN欧洲标准化委员会中央秘书处:rue de Stassart 36, B-1050 布鲁塞尔© 1999.欧洲标准化委员会-全世界参考编号EN 10250-2:1999E欧洲标准化委员会的国家成员保留任何形式及方式的开发权第二页EN 10250-2:1999目录页码前言 21 范围 32 参考标准 33 化学成分 34 热处理 45 机械性能 5附录A (信息功能)热处理 8前言本欧洲标准由欧洲钢铁标准化委员会(ECISS/TC28)“钢锻件”技术委员会起草。
EN_10025_2_2004中文版结构钢热轧产品_第二部分_非合金结构钢交货技术条件

结构钢热轧产品第2部分:非合金结构钢交货技术条件EN 10025-2:2004代替EN 10025:1990该标准取代EN 10025:1990 + A1:1993 非合金结构钢热轧产品–交货技术条件。
该欧洲标准其它部分的标题是:第1部分:总交货技术条件第3部分:正火/正火轧制焊接用细晶粒结构钢交货技术条件第4部分:热机械轧制焊接用细晶粒结构钢交货技术条件第5部分:改进型耐大气腐蚀结构钢交货技术条件第6部分:调质高屈服强度结构钢扁平材产品交货技术条件1 范围该标准第2部分,第1部分除外,规定了扁平材和长材产品及半成品的交货技术条件,是按表2~表6(化学成份)和表7~表9(力学性能)中给出的钢种和品种按6.3中给出的交货条件进一步处理热轧的非合金钢的扁平和长材产品。
在该标准中也规定了3种设计的钢种(见表3和5)(化学成份)和表8(机械特性)。
该标准不适用于空心结构钢和钢管(见EN 10210-1和EN 10219-1)。
对于钢种为S450J0的长材产品,交货技术条件适用于3mm~ 150mm的厚度。
对于所有其它钢种和品种的扁平材和长材产品,交货技术条件适用于≤ 250mm的厚度。
除了J2和K2品种的扁平材产品外,交货技术条件适用于≤ 400mm的厚度。
由S185、E295、E335和E360钢种制造的产品不能标上CE标记。
在本部分中规定的钢不能进行加热处理,在交货条件+N中交货的产品除外。
允许应力释放退火(参见EN 10025-1:2004中7.3.1.1中的注)。
在+N条件中交货的产品可在交货后热成形和/或正火(见条款3)。
注1:按本标准将半成品轧制成成品的产品将在询价和订货时达成特殊协议。
也可在订货时对化学成份达成协议,然而值应在表2和3中规定的范围内。
注2:对于某些钢种和产品形式,在询价和订货时可规定特殊用途的适用性(见7.4.2、7.4.3和表10)。
2 标准参考标准下列参考标准是该标准用途所必须的。
材质替换表
强度≥360MPa
碳含量C≤0.20%,硅含量Si≤0.40%,锰含量 Mn=0.60%~1.40%,磷含量P≤0.025%,硫含量S≤0.020%
可降低要求至屈服强度≥265MPa,抗拉 强度≥410MPa
碳含量C≤0.16%,硅含量Si≤0.40%,锰含量 Mn=0.50%~1.50%,磷含量P≤0.025%,硫含量S≤0.020%
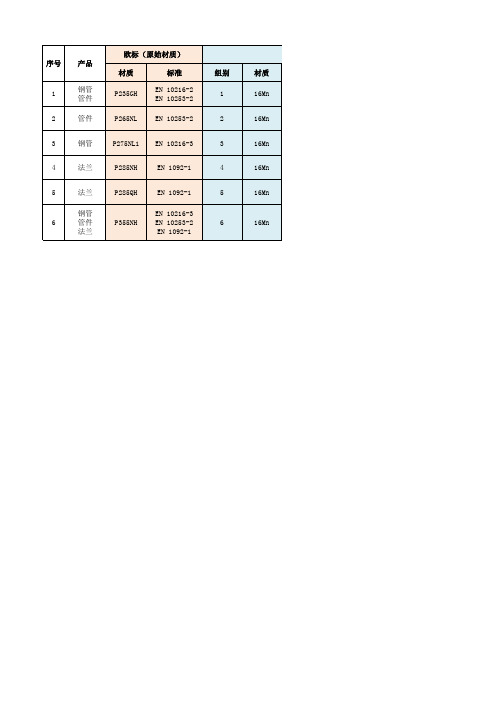
序号 产品
1
钢管 管件
2
管件
3
钢管
4
法兰
5
法兰
钢管
6
管件
法兰
欧标(原始材质)
材质 P235GH
标准
EN 10216-2 EN 10253-2
P265NL EN 10253-2
P275NL1 EN 10216-3
P285NH
EN 1092-1
P285QH P355NH
EN 1092-1
EN 10216-3 EN 10253-2 EN 1092-1
组别 1 2 3 4 5
6
材质 16Mn 16Mn 16Mn 16Mn 16Mn
16Mn
国标(替换材质)
国标(替换材质)
A - 化学成分
B - 机械性能
C - 其他要求
碳含量C≤0.16%,硅含量Si≤0.35%,锰含量Mn≤1.20%,磷 可降低要求至屈服强度≥235MPa,抗拉
含量P≤0.025%,硫含量S≤0.020%
可降低要求至屈服强度≥275MPa,Si≤0.40%,锰含量 Mn=0.60%~1.40%,磷含量P≤0.025%,硫含量S≤0.015%
可降低要求至屈服强度≥285MPa,抗拉 强度≥390MPa
碳含量C≤0.18%,硅含量Si≤0.40%,锰含量 Mn=0.60%~1.40%,磷含量P≤0.025%,硫含量S≤0.015%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HPrice Code National StandardsAuthority of IrelandDublin 9IrelandTel: (01) 807 3838Tel: (01) 807 3800 NSAI 2002STEEL TUBES FOR PRECISIONAPPLICATIONS - TECHNICAL DELIVERYCONDITIONS - PART 2: WELDED COLDDRAWN TUBES ©I.S. EN 10305-2:2002This Irish Standard waspublished under theauthority of the NationalStandards Authority ofIrelandand comes into effect on:NO COPYING WITHOUT NSAIPERMISSION EXCEPT ASPERMITTED BY COPYRIGHTLAWJanuary 17, 200377.140.75ICS IRISH STANDARDÚdarás um Chaighdeáin Náisiúnta na hÉireannEUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN 10305-2 November 2002ICS 77.140.75English versionSteel tubes for precision applications - Technical deliveryconditions - Part 2: Welded cold drawn tubesTubes de précision en acier - Conditions techniques de livraison - Partie 2: Tubes soudés étirés à froid Präzisionsstahlrohre - Technische Lieferbedingungen - Teil 2: Geschweißte kaltgezogene RohreThis European Standard was approved by CEN on 2 October 2002.CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Management Centre or to any CEN member.This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Management Centre has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Malta, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and United Kingdom.EUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉE U R O PÉE NDE N O R M A LI S A T I O NEUR OPÄIS C HES KOM ITEE FÜR NOR M UNGManagement Centre: rue de Stassart, 36 B-1050 Brussels© 2002 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.Ref. No. EN 10305-2:2002 EEN 10305-2:2002 (E)ContentsForeword (3)1Scope (4)2Normative references (4)3Terms and definitions (5)4Symbols (5)5Classification and designation (5)5.1Classification (5)5.2Designation (5)6Information to be supplied by the purchaser (6)6.1Mandatory information (6)6.2Options (6)6.3Example of an order (7)7Manufacturing process (7)7.1Steelmaking process (7)7.2Tube manufacture and delivery condition (7)8Requirements (8)8.1General (8)8.2Chemical composition (8)8.3Mechanical properties (9)8.4Appearance and internal soundness (10)8.5Dimensions and tolerances (10)9Inspection (14)9.1Types of inspection (14)9.2Inspection documents (15)9.3Summary of inspection and testing (15)10Sampling (16)10.1Test unit (16)10.2Preparation of samples and test pieces (16)11Test methods (17)11.1Tensile test (17)11.2Flattening test (17)11.3Drift expanding test (18)11.4Dimensional inspection (18)11.5Roughness measurement (18)11.6Visual examination (18)11.7Non-destructive testing (18)11.8Retests, sorting and reprocessing (19)12Marking (19)13Protection and packaging (19)Annex A (informative) List of corresponding former symbols for delivery conditions and national steel designations (20)Bibliography (21)2EN 10305-2:2002 (E)ForewordThis document EN 10305-2:2002 has been prepared by Technical Committee ECISS /TC 29, "Steel tubes and fittings for steel tubes" the secretariat of which is held by UNI.This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by May 2003, and conflicting national standards shall be withdrawn at the latest by May 2003.EN 10305 consists of the following Parts under the general title “Steel tubes for precision applications - Technical delivery conditions”:Part 1: Seamless cold drawn tubes.Part 2: Welded cold drawn tubes.Part 3: Welded cold sized tubes.Part 4: Seamless cold drawn tubes for hydraulic and pneumatic power systems.Part 5: Welded and cold sized square and rectangular tubes.Part 6: Welded cold drawn tubes for hydraulic and pneumatic power systems.In this European Standard the annex A is informative.This document includes a Bibliography.According to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard : Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Malta, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and the United Kingdom.3EN 10305-2:2002 (E)1 ScopeThis Part of EN 10305 specifies the technical delivery conditions for welded cold drawn steel tubes of circular cross section for precision application.NOTE This Part of EN 10305 may also be applicable to other types of cross section.Tubes according to this Part of EN 10305 are characterized by having precisely defined tolerances on dimensions and a specified surface roughness. Typical fields of application are in the vehicle, furniture and general engineering industries.2 Normative referencesThis European Standard incorporates by dated or undated reference, provisions from other publications. These normative references are cited at the appropriate places in the text, and the publications are listed hereafter. For dated references, subsequent amendments to or revisions of any of these publications apply to this European Standard only when incorporated in it by amendment or revision. For undated references the latest edition of the publication referred to applies (including amendments).EN 10002-1, Metallic materials — Tensile testing — Part 1 : Method of test at ambient temperature.EN 10020, Definition and classification of grades of steel.EN 10021, General technical delivery requirements for steel and iron products.EN 10027-1, Designation systems for steel — Part 1 : Steel names, principal symbols.EN 10027-2, Designation systems for steels — Part 2 : Numerical system.EN 10052, Vocabulary of heat treatment terms for ferrous products.EN 10204, Metallic products — Types of inspection documents.EN 10233, Metallic materials — Tube — Flattening test.EN 10234, Metallic materials — Tube — Drift expanding test.EN 10246-1, Non-destructive testing of steel tubes — Part 1 : Automatic electromagnetic testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tubes for verification of hydraulic leak-tightness.EN 10246-3, Non-destructive testing of steel tubes — Part 3 : Automatic eddy current testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of imperfections.EN 10246-5, Non-destructive testing of steel tubes — Part 5 : Automatic full peripheral magnetic transducer/flux leakage testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tubes for the detection of longitudinal imperfections.EN 10246-7, Non-destructive testing of steel tubes — Part 7 : Automatic full peripheral ultrasonic testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of longitudinal imperfections.EN 10256, Non-destructive testing of steel tubes — Qualification and competence of level 1 and 2 non-destructive testing personnel.EN ISO 377, Steel and steel products — Location and preparation of samples and test pieces for mechanical testing (ISO 377:1997).EN ISO 2566-1, Steel — Conversion of elongation values — Part 1 : Carbon and low alloy steels (ISO 2566-1:1984).4EN 10305-2:2002 (E)prEN 101681), Iron and steel products — Inspection documents — List of information and description.ENV 10220, Seamless and welded steel tubes — Dimensions and masses per unit length.prEN 102661), Steel tubes, fittings and structural hollow sections — Definitions and symbols for use in product standards.EN ISO 4287, Geometrical product specifications (GPS) - Surface texture: Profile method - Terms, definitions and surface texture parameters (ISO 4287:1997).CR 10260, Designation systems for steel — Additional symbols.3 Terms and definitionsFor the purposes of this European Standard the terms and definitions given in EN 10020, EN 10021, EN 10052, prEN 10266 and the following apply.3.1employerorganization for which a person works on a regular basisNOTE The employer can be either the tube manufacturer or a third party organization providing non-destructive testing (NDT) services.4 SymbolsSee prEN 10266.NOTE In this Part of EN 10305 "T" is the specified or the calculated wall thickness.5 Classification and designation5.1 ClassificationIn accordance with the classification system in EN 10020 the steel grades given in Table 2 are non-alloy quality steels.5.2 DesignationFor the tubes covered by this Part of EN 10305 the steel designation consists of :the number of this Part of EN 10305; EN 10305-2;plus either:the steel name in accordance with EN 10027-1 and CR 10260 ; orthe steel number in accordance with EN 10027-2.1)In preparation, until this document is published as a European Standard a corresponding national standard should be agreed at the time of enquiry and order.5EN 10305-2:2002 (E)6 Information to be supplied by the purchaser6.1 Mandatory informationThe following information shall be supplied by the purchaser at the time of enquiry and order:a) the quantity (mass or total length or number);b) the term "tube";c) the dimensions (see 8.5);d) the designation of the steel grade in accordance with this Part of EN 10305 (see 5.2);e) the delivery condition including the surface condition (see 7.2.1 and 7.2.2);f) the type of tube length and, where applicable, the length (see 8.5.2).6.2 OptionsA number of options are specified in this Part of EN 10305 and these are listed below. In the event that the purchaser does not indicate a wish to implement any of these options at the time of enquiry and order, the tubes shall be supplied in accordance with the basic specification (see 6.1):1) specification of a steel grade not specified in this Part of EN 10305 (see 8.2);2) surface condition for further processing (see 8.4.1.1);3) measurement of surface roughness (see 8.4.1.5);4) lower surface roughness (see 8.4.1.5);5) defined removable substances on surface (see 8.4.1.6);6) non-destructive testing for the detection of longitudinal imperfections (see 8.4.2);7) non-destructive testing for verification of leak tightness (see 8.4.2);8) tubes specified by outside or inside diameter and wall thickness (see 8.5.1.1);9) agreement on a cross section other than circular (see 8.5.1.1);10) reduced diameter tolerances (see 8.5.1.2);11) diameter tolerances unilateral (see 8.5.1.2);12) reduced wall thickness tolerance (see 8.5.1.3);13) wall thickness tolerances unilateral (see 8.5.1.3);14) agreement on a tolerance for exact lengths ≤ 500 mm or > 8000 mm (see Table 7);15) special end finishing (see 8.5.4);16) specific inspection (see 9.1);17) inspection certificates 3.1.A or 3.1.C (see 9.2.1);18) flattening or drift expanding test (see Table 8);6EN 10305-2:2002 (E)719)test unit with tubes from one cast only (see 10.1);20)alternative marking (see clause 12);21)delivery without corrosion protection (see clause 13);22)specified corrosion protection (see clause 13);23) specified method of packaging (see clause 13).6.3 Example of an order12 000 m tube with an outside diameter of 60 mm and an inside diameter of 56 mm in accordance with this Part of EN 10305, made of steel grade E235 in the normalized condition, delivered in random lengths, with a 3.1.B inspection certificate in accordance with EN 10204 :12 000 m tube - 60 x ID 56 - EN 10305-2 - E235 +N - random length – Option 167 Manufacturing process7.1 Steelmaking processThe steelmaking process is at the discretion of the manufacturer.Steels shall be fully killed.7.2 Tube manufacture and delivery condition7.2.1The tubes shall be manufactured from electric welded pre-tubes by cold drawing or other suitable processes. The tubes shall not include welds used for joining lengths of flat rolled strip prior to forming the pre-tube.7.2.2The tubes shall be supplied in one of the delivery conditions given in Table 1.7.2.3All non-destructive testing (NDT) activities shall be carried out by qualified and competent level 1, 2 and/or 3 personnel authorized to operate by the employer.The qualification shall be in accordance with EN 10256 or, at least, an equivalent to it.It is recommended that the level 3 personnel be certified in accordance with EN 473 or, at least, an equivalent to it.The operating authorization issued by the employer shall be in accordance with a written procedure.NDT operations shall be authorized by a level 3 NDT individual approved by the employer.NOTE The definition of level 1, 2 and 3 can be found in appropriate standards, e.g. EN 473 and EN 10256.Table 1 — Delivery conditions DesignationSymbol a Description Cold drawn / hard+C No heat treatment after the final cold drawing process.Cold drawn / soft+LC After the final heat treatment there is a suitable drawing pass.Cold drawn andstress relieved+SR After the final cold drawing process there is a stress relieve heat treatment in a controlled atmosphere.Annealed+A After the final cold drawing process the tubes are annealed in a controlled atmosphere.Normalized +N After the final cold drawing operation the tubes are normalized in a controlled atmosphere.a Former frequently used corresponding heat treatment symbols are given in Table A.1.EN 10305-2:2002 (E)88 Requirements8.1 GeneralThe tubes, when supplied in a delivery condition indicated in Table 1 and inspected in accordance with clauses 9,10 and 11, shall comply with the requirements of this Part of EN 10305.In addition, the general technical delivery requirements specified in EN 10021 shall apply.8.2 Chemical compositionThe cast analysis reported by the steel producer shall apply and comply with the requirements of Table 2. A steel grade not specified in this Part of EN 10305 may be specified (see Option 1).Option 1: A steel grade not specified in this Part of EN 10305 with a maximum total content of alloying elements of 5 % is specified. Chemical composition, mechanical properties and delivery condition are specified by the purchaser.NOTE When subsequently welding tubes are produced in accordance with this Part of EN 10305, account should be taken of the fact that the behaviour of the steel during and after welding is dependent not only on the steel and the delivery condition,but also on the conditions of preparing for and carrying out the welding.Table 2 — Chemical composition (cast analysis) a Steel grade% by mass Steel nameSteel number C max.Si max.Mn max.P max.S max.E1551.00330,110,350,700,0250,025E1951.00340,150,350,700,0250,025E2351.03080,170,351,200,0250,025E2751.02250,210,351,400,0250,025E355 b 1.05800,220,551,600,0250,025a Elements not included in this Table (but see footnote b) shall not be intentionally added to the steel withoutthe agreement of the purchaser, except for elements which may be added for finishing the cast. All appropriatemeasures shall be taken to prevent the addition of undesirable elements from scrap or other materials used inthe steel making process.b Additions of Nb, Ti and V are permitted at the discretion of the manufacturer. The content of these elementsshall be reported.Table 3 specifies the limit deviations of product analysis from the specified limits on cast analysis given in Table 2.Table 3 — Permissible deviations of the product analysis from the specified limits on cast analysis given inTable 2Element Limiting value for cast analysisin accordance with Table 2 in %by massPermissible deviation of the product analysis in % by massC≤ 0,22+ 0,02Si≤ 0,55+ 0,05Mn≤ 1,60+ 0,10P≤ 0,025+ 0,005S≤ 0,025+ 0,0058.3 Mechanical propertiesThe mechanical properties of the tubes shall conform to the requirements of Table 4 and, if applicable, 11.2 or 11.3.NOTE Subsequent processing (cold or hot) may change the mechanical properties.Table 4 — Mechanical properties at room temperatureSteel grade Minimum values for the delivery condition a b+C c+LC c+SR+A d+NSteel nameSteelnumberR mMpaA%R mMPaA%R mMPaR eHMPaA%R mMPaA%R mMPaR eH eMPaA%E155 1.00334006350103502451826028270 to 41015528E195 1.00344206370103702601829028300 to 44019528E235 1.03084906440104403251431525340 to 48023525E275 1.0225560551085103751239021410 to 55027521E355 1.0580640459065904351045022490 to 63035522a Rm : tensile strength ; R eH : upper yield strength (but see 11.1) ; A : elongation after fracture. For symbols for the delivery condition see Table 1.b1 MPa = 1 N/mm2.c Depending on the degree of cold work in the finishing pass the yield strength may nearly be as high as the tensile strength. For calculation purposes the following relations are recommended:- for delivery condition +C :R eH≥ 0,8 R m- for delivery condition +LC :R eH≥ 0,7 R md For calculation purposes the following relation is recommended : ReH ≥ 0,5 R m.e For tubes with outside diameter ≤ 30 mm and wall thickness ≤ 3 mm the ReH minimum values are 10 MPa lower than the values given in this Table.98.4 Appearance and internal soundness8.4.1 Appearance8.4.1.1The internal and external surface finish of the tubes shall be typical of the manufacturing process and, where applicable, the heat treatment, and it shall be such that any surface imperfections such as ridges, dents or shallow grooves requiring dressing can be identified.Option 2:A surface conditions suitable for special further processing is specified by the purchaser.8.4.1.2Any surface imperfections, whose depth cannot be clearly identified (i.e. scales, overlaps) shall be either dressed in accordance with 8.4.1.3 or treated in accordance with 8.4.1.4.8.4.1.3It shall be permissible to dress, only by grinding or machining, surface imperfections provided that, after doing so, the dimensions are within the specified tolerances. All dressed areas shall blend smoothly into the contour of the tube.8.4.1.4Surface imperfections which encroach on the specified minimum wall thickness shall be considered defects and tubes containing these shall be deemed not to conform to this Part of EN 10305.8.4.1.5The tubes shall have smooth outer and inner surfaces with a roughness R a≤ 4 µm. Verification of surface roughness and/or lower roughness values may be specified (see Options 3 and 4).NOTE In the case of the inner surface this requirement applies to inner diameters ≥ 15 mm.Option 3:The surface roughness shall be measured and reported.Option 4:The tubes shall have a specified surface roughness. Type and limiting value of roughness shall be agreed at the time of enquiry and order. The roughness shall be measured and reported.8.4.1.6Tubes in the delivery condition +C or +LC normally have thin layers of lubricant and lubricant carrier asa result of the cold finishing process.Option 5: The tube surface shall only bear residual substances which can be easily removed during processing of the tube. Specific requirements shall be agreed.Tubes in the delivery condition +SR may have thin layers of lubricant and lubricant carrier partially transformed during stress relieve annealing. Tubes in the delivery condition +SR, +A or +N shall be free of loose scale but may show discoloration.8.4.2 Internal soundnessVerification of internal soundness by non-destructive testing may be specified by the purchaser (see Options 6 and 7).Option 6: Non-destructive testing for the detection of longitudinal imperfections shall be carried out according to 11.7.1.Option 7: Non-destructive testing for verification of leak tightness shall be carried out in accordance with 11.7.2. 8.5 Dimensions and tolerances8.5.1 Outside diameter, inside diameter and wall thickness8.5.1.1Circular tubes (but see Option 8) shall be specified by the outside and the inside diameter, unless option 9 is specified.Option 8:An agreed cross section other than circular is specified.10Option 9:The tubes shall be specified by outside diameter and wall thickness or by inside diameter and wall thickness.8.5.1.2Diameters and wall thicknesses based with minor modifications on sizes in ENV 10220, as well as diameter tolerances, are given in Table 5.For intermediate sizes the tolerances of the next greater size apply.The diameter tolerances include the out-of-roundness.The diameter tolerances given in Table 5 apply for tubes in delivery condition +C or +LC. Depending on the ratio of wall thickness and diameter the diameter tolerances of heat treated tubes in delivery condition +SR, +A and +N are given by consideration of the corrective factors in Table 6. Other diameter tolerances may be specified (see Options 10 and 11).1112Table 5 — Sizes and tolerancesWall thickness0,50,811,21,51.822,22,52,833,544,555,5678910Specified outside diameter Dwith tolerance ranges Specified inside diameter and tolerances4±0,083±0,152,4±0,152±0,1554±0,153,4±0,153±0,1565±0,154,4±0,154±0,1576±0,155,4±0,155±0,154,6±0,154±0,1587±0,156,4±0,156±0,155,6±0,155±0,1598±0,157,4±0,157±0,156,6±0,156±0,15109±0,158,4±0,158±0,157,6±0,157±0,156,4±0,156±0,151211±0,1510,4±0,1510±0,159,6±0,159±0,158,4±0,158±0,151413±0,0812.4±0,0812±0,0811,6±0,1511±0,1510,4±0,1510±0,159,6±0,159±0,151514±0,0813,4±0,0813±0,0812,6±0,0812±0,1511,4±0,1511±0,1510,6±0,1510±0,151615±0,0814,4±0,0814±0,0813,6±0,0813±0,0812,4±0,1512±0,1511,6±0,1511±0,151817±0,0816,4±0,0816±0,0815,6±0,0815±0,0814,4±0,0814±0,0813,6±0,1513±0,1512,4±0,1512±0,1511±0,152019±0,0818,4±0,0818±0,0817,6±0,0817±0,0816,4±0,0816±0,0815,6±0,1515±0,1514,4±0,1514±0,1513±0,1512±0,152221±0,0820,4±0,0820±0,0819,6±0,0819±0,0818,4±0,0818±0,0817,6±0,0817±0,1516,4±0,1516±0,1515±0,1514±0,152524±0,0823,4±0,0823±0,0822,6±0,0822±0,0821,4±0,0821±0,0820,6±0,0820±0,0819,4±0,1519±0,1518±0,1517±0,1516±0,152625±0,0824,4±0,0824±0,0823,6±0,0823±0,0822,4±0,0822±0,0821,6±0,0821±0,0820,4±0,1520±0,1519±0,1518±0,1517±0,152827±0,0826,4±0,0826±0,0825,6±0,0825±0,0824,4±0,0824±0,0823,6±0,0823±0,0822,4±0,0822±0,1521±0,1520±0,1519±0,153029±0,0828,4±0,0828±0,0827,6±0,0827±0,0826,4±0,0826±0,0825,6±0,0825±0,0824,4±0,0824±0,1523±0,1522±0,1521±0,1520±0,1532±0,1531±0,1530,4±0,1530±0,1529,6±0,1529±0,1528,4±0,1528±0,1527,6±0,1527±0,1526,4±0,1526±0,1525±0,1524±0,1523±0,1522±0,153534±0,1533,4±0,1533±0,1532,6±0,1532±0,1531,4±0,1531±0,1530,6±0,1530±0,1529,4±0,1529±0,1528±0,1527±0,1526±0,1525±0,153837±0,1536,4±0,1536±0,1535,6±0,1535±0,1534,4±0,1534±0,1533,6±0,1533±0,1532,4±0,1532±0,1531±0,1530±0,1529±0,1528±0,1527±0,154039±0,1538,4±0,1538±0,1537,6±0,1537±0,1536,4±0,1536±0,1535,6±0,1535±0,1534,4±0,1534±0,1533±0,1532±0,1531±0,1530±0,1529±0,1542±0,2040±0,2039,6±0,2039±0,2038,4±0,2038±0,2037,6±0,2037±0,2036,4±0,2036±0,2035±0,2034±0,2033±0,2032±0,2031±0,204543±0,2042,6±0,2042±0,2041,4±0,2041±0,2040,6±0,2040±0,2039,4±0,2039±0,2038±0,2037±0,2036±0,2035±0,2034±0,2033±0,204846±0,2045,6±0,2045±0,2044,4±0,2044±0,2043,6±0,2043±0,2042,4±0,2042±0,2041±0,2040±0,2039±0,2038±0,2037±0,2036±0,205048±0,2047,6±0,2047±0,2046,4±0,2046±0,2045,6±0,2045±0,2044,4±0,2044±0,2043±0,2042±0,2041±0,2040±0,2039±0,2038±0,2055±0,2553±0,2552,6±0,2552±0,2551,4±0,2551±0,2550,6±0,2550±0,2549,4±0,2549±0,2548±0,2547±0,2546±0,2545±0,2544±0,2543±0,2541±0,256058±0,2557,6±0,2557±0,2556,4±0,2556±0,2555,6±0,2555±0,2554,4±0,2554±0,2553±0,2552±0,2551±0,2550±0,2549±0,2548±0,2546±0,2565±0,3063±0,3062,6±0,3062±0,3061,4±0,3061±0,3060,6±0,3060±0,3059,4±0,3059±0,3058±0,3057±0,3056±0,3055±0,3054±0,3053±0,3051±0,307068±0,3067,6±0,3067±0,3066,4±0,3066±0,3065,6±0,3065±0,3064,4±0,3064±0,3063±0,3062±0,3061±0,3060±0,3059±0,3058±0,3056±0,3075±0,3573±0,3572,6±0,3572±0,3571,4±0,3571±0,3570,6±0,3570±0,3569,4±0,3569±0,3568±0,3567±0,3566±0,3565±0,3564±0,3563±0,3561±0,3559±0,358078±0,3577,6±0,3577±0,3576,4±0,3576±0,3575,6±0,3575±0,3574,4±0,3574±0,3573±0,3572±0,3571±0,3570±0,3569±0,3568±0,3566±0,3564±0,3585±0,4082±0,4081,4±0,4081±0,4080,6±0,4080±0,4079,4±0,4079±0,4078±0,4077±0,4076±0,4075±0,4074±0,4073±0,4071±0,4069±0,409087±0,4086,4±0,4086±0,4085,6±0,4085±0,4084,4±0,4084±0,4083±0,4082±0,4081±0,4080±0,4079±0,4078±0,4076±0,4074±0,4095±0,4591±0,4590,6±0,4590±0,4589,4±0,4589±0,4588±0,4587±0,4586±0,4585±0,4584±0,4583±0,4581±0,4579±0,4510096±0,4595,6±0,4595±0,4594,4±0,4594±0,4593±0,4592±0,4591±0,4590±0,4589±0,4588±0,4586±0,4584±0,4582±0,4580±0,45110±0,50106±0,50105,6±0,50105±0,50104,4±0,50104±0,50103±0,50102±0,50101±0,50100±0,5099±0,5098±0,5096±0,5094±0,5092±0,5090±0,50120116±0,50115,6±0,50115±0,50114,4±0,50114±0,50113±0,50112±0,50111±0,50110±0,50109±0,50108±0,50106±0,50104±0,50102±0,50100±0,50130±0,70125±0,70124,4±0,70124±0,70123±0,70122±0,70121±0,70120±0,70119±0,70118±0,70116±0,70114±0,70112±0,70110±0,70140135±0,70134,4±0,70134±0,70133±0,70132±0,70131±0,70130±0,70129±0,70128±0,70126±0,70124±0,70122±0,70120±0,70150±0,80144±0,80143±0,80142±0,80141±0,80140±0,80139±0,80138±0,80136±0,80134±0,80132±0,80130±0,80↑=0,025D↑ T =0,05D。