复杂曲面数控加工技术的研究
复杂曲面零件的加工与测量技术
复杂曲面零件的加工与测量技术复杂曲面零件的加工与测量技术在现代制造业中扮演着至关重要的角色。
由于复杂曲面零件的几何形状复杂,传统的加工和测量方法已经无法满足对其高精度和高质量的需求。
因此,研究和应用新的加工和测量技术对于提高零件的生产效率和质量至关重要。
本文将探讨复杂曲面零件加工与测量技术的一些重要发展和应用。
一、加工技术1. 数控加工技术数控加工技术是一种通过预先编程的方式,利用数控机床对复杂曲面零件进行加工的方法。
通过将设计师绘制的零件图形转化为数控机床可以理解的程序,精确控制机床的运动轨迹和刀具的运动参数,实现对复杂曲面零件的高精度加工。
数控加工技术不仅提高了生产效率,还可以减少加工误差,提高零件的质量和精度。
2. 高速切削技术高速切削技术是指在高速旋转条件下进行金属切削加工的技术。
这种技术通过提高切削速度和进给速度,减少切削时间和切削力,降低切削温度和切削振动,从而实现对复杂曲面零件的高效加工。
高速切削技术可以有效地提高加工效率和零件的表面质量,同时也可以减少切削工具的磨损和损伤。
二、测量技术1. 光学测量技术光学测量技术是利用光学原理对复杂曲面零件进行测量的方法。
常用的光学测量技术包括激光测量、视觉测量和相机测量等。
这些技术可以非接触地获取零件的三维形貌和尺寸信息,并通过计算机处理和分析,得到零件的测量结果。
光学测量技术具有高精度、高效率和非接触等优点,广泛应用于复杂曲面零件的测量领域。
2. 接触式测量技术接触式测量技术是指通过接触传感器对复杂曲面零件进行测量的方法。
常用的接触式测量技术包括坐标测量、形状测量和表面测量等。
这些技术通过在零件表面接触传感器进行测量,获取零件的形状、尺寸和表面粗糙度等信息。
接触式测量技术具有高精度和可靠性的特点,适用于对复杂曲面零件的几何形状和尺寸进行测量。
三、加工与测量技术的应用1. 航空航天工业在航空航天工业中,复杂曲面零件的加工和测量技术对飞机和宇宙飞船的制造具有重要意义。
基于CAXA的复杂曲面数控加工

才, 也将 起 到积极 作 用 。
关键 词 : 复 杂 曲面 ; 数 控加 工 ; 刀具 轨 迹
中图分 类号 : T G 5 0 6
文献 标 志码 : B
Ab s t r a c t : I n t h i s p a p e r ,c o mb i n e d wi t h t h e NC p r o g r a mmi n g o f mo b i l e p h o n e c o v e r s ,o n t h e b a s i s o f a n a l y z i n g p r o c e s s
利用 C AXA 制造 工程 师软 件进 行 自动编 程 , 完
e r s wi t h h i g h c u t t i n g e f f i c i e n c y,b e t t e r f o r mi n g q u a l i t y,b e t t e r ma n u f a c t u r i n g r o u g h n e s s a n d f l u e n t p r o c e s s p r o c e d u r e .Th i s r e s e a r c h n o t o n l y e n h a n c e s o u r c o u n t r y h a n d s e t o u t e r c o v e r i n g t e c h n i q u e o f ma n u f a c t u r e t o h a v e t h e i mp o r t a n t me a n i n g,b u t a l s o c a n b e t a k e n a s a t e a c h i n g e x a mp l e t o p l a y a n i mp o r t a n t r o l e i n i n t e g r a t e t e a c h i n g r e s o u r c e s o f h i g h e r v o c a t i o n a l s c h o o l s , c o mp l e t e r e a l t r a i n o f s c h o o l s ,wi d e v i e ws o f s t u d e n t s ,a n d s u p p l y t r a i n e d p e o p l e f o r t h e s o c i e t y . Ke y wo r d s : c o mp l e x s u r f a c e ,NC ma n u f a c t u r i n g ,c u t t i n g p a t h
复杂曲面数控加工论文

复杂曲面数控加工论文近年来,随着工业自动化的推进,数控加工技术在工业制造领域中得到了广泛的应用。
对于复杂曲面件的加工,数控加工技术可以更加精确和高效地实现。
因此,复杂曲面数控加工技术的研究一直受到人们的关注。
本篇文档将阐述复杂曲面数控加工的现状和发展趋势,并介绍一篇有关复杂曲面数控加工的论文。
一、复杂曲面数控加工的现状和发展趋势复杂曲面数控加工,又称为高精度数控加工,是一种可以在三维空间中精确和高效地加工曲面件的技术。
随着科技的不断发展和人们对产品精度的要求不断提高,复杂曲面数控加工已经逐渐成为了现代工业生产中不可或缺的一部分。
在数控加工技术的发展历程中,复杂曲面数控加工无疑是重要的一环。
目前,复杂曲面数控加工已经应用于飞机制造、汽车制造、医疗器械和电子设备等领域。
与传统的手工制造和机械加工相比,复杂曲面数控加工具有精度高、重复性好、生产效率高等优点。
未来,复杂曲面数控加工技术还将继续在工业制造领域中发挥重要作用。
在未来的数控加工技术发展中,人工智能和机器学习等技术的应用将有助于进一步提高复杂曲面数控加工的精度和生产效率。
二、复杂曲面数控加工论文的介绍在对复杂曲面数控加工技术的研究中,有一篇值得关注的论文,它是中国科学院合肥物质科学研究院的苏宗安、陶亚民、张学军等人于2017年发表的《一种基于耗散耦合的五轴数控机床轮廓误差分析和补偿方法》。
该论文利用了一种基于耗散耦合的五轴数控机床,并通过在五轴加工过程中加入动态误差来模拟加工过程的实际情况。
利用误差传递与补偿技术对五轴数控加工中的轮廓误差进行了分析和优化处理,通过建立轮廓误差传递模型和优化主轴转速、进给速度和刀具半径等因素,成功实现了高精度的复杂曲面加工。
这篇论文具有一定的实用价值和理论意义,对于复杂曲面数控加工的研究和应用具有一定的指导作用。
同时,该论文也对五轴数控加工机床的研究和发展提出了新的思路和方法。
三、总结复杂曲面数控加工技术的研究在近年来有了长足的发展,未来也将继续得到推进和应用,研究人员需要不断地探索并创新加工技术,将其应用于更广泛的领域。
机械工程中复杂曲面加工技术的研究与应用

机械工程中复杂曲面加工技术的研究与应用一、引言机械工程是一门应用科学,涉及到各种材料的加工与制造。
在制造过程中,对于复杂曲面的加工一直是一个具有挑战性的问题。
近年来,随着科技的不断发展,机械工程领域中的复杂曲面加工技术也不断取得了突破性的进展。
二、复杂曲面加工技术的研究进展1. 数控加工技术的应用数控加工技术是机械工程中复杂曲面加工的重要手段之一。
通过数控机床,可以对工件进行精确的加工控制,实现复杂曲面的加工。
在数控加工技术的应用中,还涌现出了一批创新的曲面加工工艺,如铣削、磨削、电火花加工等,使得曲面加工变得更加高效和精确。
2. 铣削加工技术的发展铣削是一种将工件表面削去一层材料的加工方法,用于获得所需形状的复杂曲面。
随着材料科学的发展,新型刀具材料的研发使得铣削的加工速度和精度不断提高。
同时,机床控制技术的进步也为复杂曲面的加工提供了良好的保障。
采用先进的刀具和机床控制技术,可以实现高效、精确的曲面加工。
3. 光学加工技术的应用光学加工技术是近年来机械工程中的一项新兴技术,被广泛应用于复杂曲面的加工。
光学加工技术具有非接触、无损伤和高精度等优点,可以实现对复杂曲面的微观加工。
光电子技术的发展使得光学加工技术在工业界得到了广泛应用,为复杂曲面加工提供了新的解决方案。
三、复杂曲面加工技术的应用案例1. 航空航天领域在航空航天领域,复杂曲面的加工一直是制造高性能航空航天器件的关键技术之一。
例如,在飞机的机翼、气动外型以及航天器的热防护结构等部件中,都需要进行复杂曲面的加工。
通过应用先进的数控加工技术和铣削工艺,可以实现对这些部件的高精度加工,提高飞机和航天器的性能和可靠性。
2. 汽车制造领域在汽车制造领域,复杂曲面的加工也被广泛应用。
例如,在汽车的车身板件加工过程中,常常需要对汽车表面进行复杂曲面的加工,以实现汽车车身的美观和空气动力学性能。
通过先进的数控加工技术和光学加工技术,可以实现对汽车复杂曲面的精确加工,提高汽车外观的质量和性能。
复杂曲面精密加工的发展现状和趋势

复杂曲面精密加工的发展现状和趋势摘要:随着高新技术的发展,人们对外观美学效果的需要,复杂曲面的应用也越来越广泛。
但是复杂曲面的应用在应用方面仍然需要取决于力学特性和功能的需要和满足人们对产品外形的需求。
复杂曲面的发展和实现,又取决于复杂曲面的设计技术和制造技术。
所以我们从3个方面分别阐述它们的研究现状与发展趋势:复杂曲面设计技术,复杂曲面加工技术,复杂曲面加工设备。
指出复杂曲面设计技术、加工技术及加工设备发展存在的主要问题,对其发展趋势进行科学预测。
关键词:复杂曲面精密加工装备现状趋势一前言随着全球经济的发展,市场竞争日趋激烈,具有复杂曲面的产品越来越多,广泛应用于模具、工具、能源、交通、航空航天、航海等领域。
复杂曲面的复杂性主要体现在:许多边缘学科、高科技产品领域对产品涉及的曲面造型有很高的精度要求,以达到某些数学特征的高精度为目的;现代社会中,人们在注重产品功能的同时,对产品的外观造型提出了越来越高的要求,以追求美学效果或功能要求为目的。
因此,进一步提高复杂曲面的设计和加工水平成了国内外竞相研究的焦点。
二主题1 复杂曲面设计与加工技术的发展1.1 复杂曲面造型技术的发展及现状复杂曲面造型技术是计算机辅助设计和计算机图形学中最为活跃、同时也是最为关键的学科分支之一,它随着CAD/CAM技术的发展而不断完善,渐趋成熟。
它主要研究在计算机图像系统的环境下对曲面的表示、设计、显示和分析,肇源于飞机、船舶的外形放样工艺。
从研究领域来看,曲面造型技术已从传统的曲面表示、曲面求交和曲面拼接,扩充到曲面变形、曲面重建、曲面简化、曲面转换和曲面等距性。
此外,随着工业生产的发展和需要,其他学科的技术方法被引进到计算机图形学中来,形成一种融合的趋势,出现了许多新造型方法的研究:如基于物理模型优化的曲面造型方法、基于力密度方法的曲线曲面的造型方法等。
1.2复杂曲面反求技术的发展和现状反求技术,也称逆向技术、反向技术,是指用一定的测量手段对实物或模型进行测量,根据测量数据通过三维几何建模方法重构实物的CAD模型的过程,是一个从样品生成产品数字化信息模型,并在此基础上进行产品设计开发及生产的全过程。
复杂曲面FSS加工系统研究
第26卷 第4期航 空 学 报Vol 126No 14 2005年 7月ACTA A ERONAU TICA ET ASTRONAU TICA SIN ICA J uly 2005收稿日期:2004206202;修订日期:2005204221基金项目:国家自然科学基金重点项目(90305026)资助 文章编号:100026893(2005)0420524204复杂曲面FSS 加工系统研究吕明云,祝 明,王焕青,武 哲(北京航空航天大学513教研室,北京 100083)Digital Machining System of Complex Curved 2Surface FSS L U Ming 2yun ,ZHU Ming ,WAN G Huan 2qing ,WU Zhe(Faculty 513,Beijing University of Aeronautics and Astronautics ,Beijing 100083,China )摘 要:为了解决大型复杂曲面FSS (Frequency Selective Surface )加工中的关键技术,研究并开发了5自由度机器人数字化加工系统。
与传统的5轴联动加工方法相比,提出的分区加工和浮动电主轴模糊定位相结合的快速加工方法大大提高了系统的加工效率。
利用建立的数字化加工系统加工了复杂曲面FSS 雷达罩试件和平板FSS 试件。
对比测试了不同加工工艺条件下平板FSS 的频率传输响应特性,验证了该加工系统的有效性。
关键词:复杂曲面;频率选择表面;数字化加工;传输响应特性中图分类号:V261;T H161 文献标识码:AAbstract :To solve the key technology of fabrication of large complex curved FSS (Frequency Selective Sur 2face ),a 52DOF robotic digital machining system is studied and developed.Surface partition and f uzzy positio 2ning method improve the machining efficiency of large complex FSS greatly as compared to the traditional ma 2chining technology.A sample of large curved 2surface FSS and several planar FSSs are machined with the devel 2oped system.The measured transmission performances of the machined planar FSSs are compared with that of the printed planar FSSs ,and the validity of the machining system is proved.K ey w ords :complex curved 2surface ;f requency selective surface ;digital machining ;transmission performance 频率选择表面(Frequency Selective Sur 2faces ,简称FSS )结构是在金属薄膜上有规律地刻蚀孔径单元或粘贴金属贴片单元,形成“电振子结构”,从而对电磁波具有按频率呈现带通(开孔型)或带阻(贴片型)的特性。
复杂曲面叶片的数控加工技术探讨

1 叶片的数控加工方法 . 2 叶 片 加 工 的复 杂 性 在 于 其 叶 身 部 分 由复 杂 曲 面组 成 。多 年 来 ,工 业 发达 国家 曾经 先 后 研 究 出
叶 片 的 多种 加 工 方 法 , 如 铸造 成 形 后 修 光 法 、石 蜡精 密 铸 造 法 、电 火 花 加 工法 、三 坐 标 仿 形 加 工 等 ,这 些 制 造 方 法 不 仅 效 率 低 ,而 且 质 量 也 差 。
务l 匐 似 违
叶 片就 能 随机 床 的工 作 台作 旋 转 运 动 ,其 旋 转 轴
通 常 为机 床 的a 。 只需一 次 装夹 , 可 以 完成 叶根 轴 就 的全 部 加 工 任 务 ,足 以保 证 叶 片 的 各 个 部 分 的 精 度达 到 设计 要 求 。
在 加 工 中 ,刀 具沿 机 床 的3 个平 移 坐 标方 向作 进 给 运 动 ,形 成 刀 具 相 对 叶 身 的 连 续 环 绕 运 动 轨
模 、 叶 片 的加 工 方 式 选 择 、叶 片 的过 切 、清 根 处
理等。
示 。在 建 模 时 要 考 虑 到 后 面 的加 工 , 因此 在 建模 的时 候 将 叶 片 的 第 一 个 截 面沿 顺 时 针 方 向旋 转 了 2 。 。 在 后面 加 工 的 时 候 可 以大 大 节 约 时 间 ,省 0
台 ,进 行 自 由分 度 。将 零 件 装 在 旋 转 工 作 台上 , 用 夹 具 将 叶 片 樟头 固定 在 机 床 的 旋 转 工 作 台上 , 另一 端 使 用 顶 尖 顶住 叶 尖 尾 部 的 工 艺 卡头 ,这 样
收稿日期:2 1 - 8 2 0 1 0— 6 作者简介 :刘 国群 ( 9 0一),女 ,四川威远 人 ,高级工程师 ,本科 ,主要从事汽 车底盘系统系列零部件的加工 、装 配 17 过程控制和质量管理工作。 【8 第3 卷 3】 3 第1 期 2 21— 2上 ) 01 1 (
复杂曲面数控加工误差研究
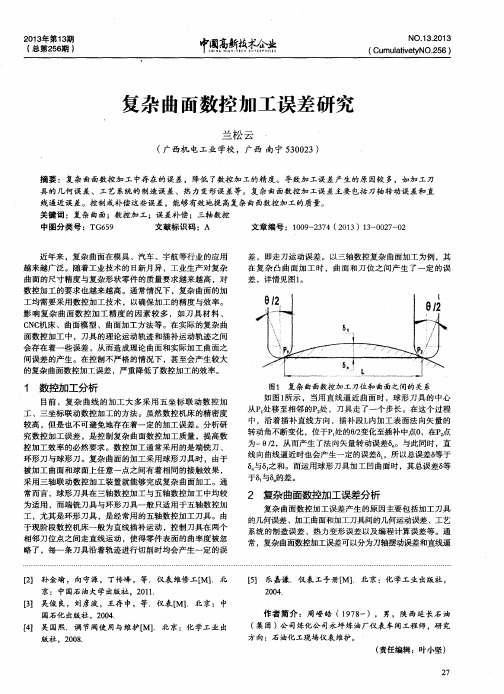
转动角不断变化 ,位于P 。 处 的0 1 2 变化至插 补中点0 ,在P : 点 为一0/ 2 ,从 而产 生 了法 向矢量转 动误差6 。与此 同时 ,直 线 向曲线逼近 时也会产 生一定的误差6 , ,所 以总误差6 等于 6 与6 , 之 和。而运用球形 刀具 加工 凹曲面时 ,其 总误 差6 等
方 向 :石油化工现场仪表 维护 。
[ 4 】 吴 国熙.调 节 阀使 用与维 护[ M】 北 京 :化 学工业 出
版 社 。2 0 0 8 .
( 责任编辑 :叶小坚) 源自2 7 近误差。在复杂曲面数控加工的过程 中,产生误差最大的部 位是插补段的中点附近 ,此处的误差主要 由最大转动误差与 最大直 线逼近误差构成 。转 动误 差指的是法 向矢量转动误 差 ,影 响转动误差大小 的因素主要有刀具半径 、加 工步长 经过的曲面弧长 、加工曲面的法曲率 。直线逼近误差 主要受
2 0 o 4 .
【 3 】 吴俊 良,刘彦波 ,王存 申 ,等 . 仪 表[ M】 .北 京 :中
国石 化 出版 社 。2 0 0 4 .
作者 简 介 :周嶝 皓 (1 9 7 8 一),男 ,陕 西延 长石 油 ( 集 团 )公 司炼化公 司永坪 炼油厂仪表 车间工程师 ,研 究
数控加工的复杂曲面形状的影响 ,而和加工刀具没有太大关 联 。总而言之 ,刀具半径、走刀线路 、走刀步长 、被加工 曲 面的几何形状以及多轴联动机构的结构形式等 ,是影 响复杂
差 ,即走 刀运 动误差 。以三轴数控复 杂曲面加工为例 ,其
在复 杂 凸 曲面加 工 时 ,曲面 和刀 位之 间产 生 了一定 的误 差 ,详情见图1 。
1 数控加 工分析
目前 ,复杂 曲线 的加 工大 多采 用 五坐 标联 动 数控 加 工 、三坐标联 动数控加 工的方法 。虽 然数控机床 的精密度 较 高 ,但是也 不可避免 地存 在着一定 的加工误差 。分 析研 究 数控加工误 差 ,是控 制复杂 曲面数 控加工质量 ,提高数 控 加工效率 的必然要求 。数控加工通 常采用 的是端铣 刀 、 环形刀与球形 刀 。复杂 曲面 的加工采 用球形刀具 时 ,由于 被加工 曲面和球面上任 意一点之 间有 着相 同的接触 效果 , 采用三轴联 动数控加工 装置就能够完 成复杂 曲面加工 。通 常而言 ,球形 刀具在三 轴数控加工 与五轴数控加 工中均较
立式数控加工中心的曲面加工技术

立式数控加工中心的曲面加工技术立式数控加工中心是一种主要用于金属零件加工的机械设备,它能够高效、精确地完成各种复杂的加工任务。
其中,曲面加工技术是立式数控加工中心的重要应用之一。
本文将探讨立式数控加工中心的曲面加工技术,并分析其在工业生产中的应用和优势。
立式数控加工中心是一种集铣削、钻孔、攻丝等功能于一体的机床,其加工过程是由程序控制运行自动完成的。
曲面加工技术是指通过加工中心的刀具在工件表面上进行复杂曲线的加工。
与传统的加工方式相比,立式数控加工中心具有如下优势:首先,立式数控加工中心的曲面加工技术能够实现高精度的加工。
通过在设备中预先设置加工路径、刀具轨迹等参数,可以确保加工的精度和准确度。
曲面加工的复杂性要求机床具备高精度的定位和控制能力,而立式数控加工中心可以通过精确的程序控制实现对加工过程的精确控制,从而获得高精度的加工结果。
其次,立式数控加工中心的曲面加工技术具有高效性。
相比传统加工方式,立式数控加工中心能够在一个工件上完成多个加工操作,节省了工件的换工时间,并提高了生产效率。
同时,立式数控加工中心的自动化程度较高,无需人工干预,减少了操作人员的工作强度,提升了加工效率。
此外,立式数控加工中心的曲面加工技术具备较强的适应性。
根据不同的加工需求,可以通过编程设置机床的参数,实现不同曲线形状的加工。
同时,利用数控系统的优势,可以根据不同材料的特性和加工要求,调整加工速度、进给量等参数,提高加工的质量和效率。
这种灵活性和适应性使立式数控加工中心的曲面加工技术在不同工业领域的生产中得到广泛应用。
在实际应用中,立式数控加工中心的曲面加工技术被广泛应用于航空航天、汽车制造、电子设备、模具制造等领域。
以航空航天领域为例,飞机零件的曲面加工需要极高的精度和表面光洁度,而立式数控加工中心可以通过合理的数控编程和相关工艺控制,满足这一需求。
在模具制造领域,曲面加工技术也扮演着重要的角色,利用立式数控加工中心可以快速、高效地加工出复杂形状的模具,提高生产效率和产品质量。
复杂曲面加工的精度控制与表面质量分析
复杂曲面加工的精度控制与表面质量分析随着科技的不断发展,制造业越来越注重产品的精度和表面质量。
在复杂曲面加工领域,精度控制和表面质量分析是至关重要的环节。
本文将探讨复杂曲面加工的精度控制与表面质量分析的相关问题。
1. 为什么复杂曲面加工的精度控制非常重要?复杂曲面加工是制造业中一项相对复杂、技术要求较高的工艺,常见于汽车、航空航天、船舶等各个领域。
对于这些行业来说,产品的尺寸和形状精度直接关系到产品的性能和安全。
例如,对于飞机发动机叶片的加工,精度控制不仅直接关系到发动机的效率和耐久性,还可能影响到飞机的飞行稳定性。
因此,精度控制是确保产品质量和性能的关键步骤。
2. 如何进行复杂曲面加工的精度控制?精度控制的关键在于加工设备的精度和稳定性,以及加工工艺的合理性。
首先,加工设备需要具备高精度的定位和控制功能。
例如,数控机床可以实现在微米级别的精度控制,为复杂曲面加工提供了可靠的基础。
其次,加工工艺需要根据产品的设计要求进行优化。
通过合理的刀具选择、加工路径规划和参数设置,可以有效控制加工误差和提高加工效率。
3. 复杂曲面加工中的表面质量分析方法有哪些?表面质量是评价产品外观和性能的重要指标之一。
在复杂曲面加工中,表面形貌的测量和分析是必不可少的环节。
目前常用的表面质量分析方法主要包括三维测量、轮廓分析和光学显微镜观察。
三维测量可以通过激光扫描或光学投影等方式获取曲面的三维形貌数据,进而分析曲面的曲率、平面度等参数。
轮廓分析可以通过显微镜观察或高精度描线仪测量曲面的剖面曲线,进而判断曲面的光洁度和平滑度。
光学显微镜观察可以直观地评估曲面的缺陷和表面粗糙度。
4. 如何提高复杂曲面加工的表面质量?提高复杂曲面加工的表面质量需要综合考虑加工设备、工艺和工件材料等因素。
首先,加工设备的精度和稳定性是保证表面质量的基础。
其次,合理选择切削工具和加工参数,能够减小刀具磨损和加工振动,从而提高表面质量。
此外,选用适当的工件材料也对表面质量有着重要的影响。
基于Cimatron的复杂曲面数控加工研究

具、 玩具 及制 鞋工 业 等 领域 得 到 了广 泛 的应 用 。反 向 工 程 的概念 是针对 传 统 的 正 向工 程 提 出来 的 , 是指 对
存 在 的复杂复杂 曲面 数 控 加 工 工 艺 分 析
复 杂 曲面采 用普通 机加 工方 法是难 以甚 至无法 完
维普资讯
工艺与检测 Thl d enga C0ynT I 0
基 于 C to i rn的 复 杂 曲 面数 控加 工 研 究 ma
邓 劲莲 曹焕 亚
( 江机 电职 业技 术学院机 械 系 , 渐 浙江 杭州 305 ) 10 3
摘 要 : 于 C marn软件 C / A 集成 环 境 , 过 对加 工工 艺 的 分析 比较 得 出对 平缓 型 曲面可 以用 基 i to AD C M 通 “ UT 进行 粗 、 WC ” 精加 工 , 凹 凸型 曲面先 用 “ C T” 行 粗 加 工 , 用 “ R P T” 对 W U 进 再 S F K 进行 精 加 工 , 给 出 了一 种加 工效 率高 、 成型质 量好 的数 控加 工方 法 。 以实例 对 其进 行 分析 , 给 出 了数 控加 工 模 并
D G i l n EN Jn i ,C a y a AO Hu n a
( h in ntueo e hncl n l tcl n ier g, n zo 0 3 H Z  ̄ a gIstt f c aia adEe r a E gnei i M c i n Haghu30 5 ,C N) 1
m a hnig,f rfa u f c cin o ts ra e,t o g n n s c i i g c n b o h i i her u h a d f ih ma h n n a e b t mplme td b CUT to i e ne yW meh d; o o c v n r tu ng s ra e,t e r u h ma h n n a e frt mp e e td b CUT ,te h fr c n a e a d p or di u fc h o g c i i g c n b sl i lm n e y W i y h n te i ih m c i i g b fn s a h n n y SRFPKT m eh d Th o o e eh d i lu n td b a l to . e prp s d m t o s i mi a e y a s mp e,a d t e smu a l n h i l — tv l n hat r r vde ie mil g c rs a e p o i d. S he me h d i r v d o i h r ma h n n f c e y a d b te u — i o t t o s p o e fh g e c i i g e inc n e trs r i fc uai a e q lt y.
最新复杂曲面的加工方法
路径截面线法
在走刀过程中,将刀具与被加工曲面的CC点(接触点)约 束在另一组曲面内,即用一组约束曲面与被加工曲面的截交线 作为刀具接触点路径来生成刀具轨迹。
常用的约束面有平面法
直接用一组约束曲面与被加工曲面的刀具偏置面的截交线 作为刀具轨迹。
自由曲线是指不能用直线、圆弧和二次曲线描述的任意形 状的曲线。
自由曲面是指不能用基本立体要素(如棱柱、棱锥、球、 有界平面等)描述的呈自然形状的曲面。
2.1.2曲面造型方法
复杂曲面造型常用的方法主要有Coons曲面、Bezier曲面 和B样条曲面三类。
由于NURBS曲面方便灵活,具有强大的形状描述能力, 被国际标准化IS0组织在STEP(工业产口数据交换)标准中定义 为描述产品形状的主要数学方法。
常见的刀轴控制方式:
1.垂直于表面方式 即刀轴始终平行于个切削点处的表面法矢,适用于大型平
坦无干涉凸曲面端铣加工。 2.平行于表面方式
即刀具轴线或母线始终处于各切削点的切平面内,对应方 式一般为侧铣。这种方式的重要应用时直纹面的加工。 3.倾斜于表面方式
由刀轴矢量在局部坐标系中与坐标平面所成的两个角度 α 和γ定义。其中,n为切削点处的单位法矢,a切削点处沿进给 方向的切矢,v=n x a,( a, v, n )为切削点处的局部坐标系。 α为前倾角;γ为倾斜角
曲面加工的刀具轨迹理论上是由刀具与曲面的啮合关系所 确定的复杂曲线,由于CNC插补能力的限制,该轨迹只能用一 系列小直线段进行插补。
走刀步长(逼近线段)
曲面加工刀具轨迹步长算法
1.等步长法: 包括等参数步长和等距离步长,为满足加工精度,通常参
数步长取值偏于保守,所以计算点位信息多。 2.步长筛选法
MasterCAM在复杂曲面数控铣削加工中的应用研究

精密复杂曲面零件多轴数控加工技术研究进展
精密复杂曲面零件多轴数控加工技术研究进展多轴数控加工是现代工业中的标志性加工技术,在能源、动力、国防、运载工具、航空航天等高端制造领域的关键零部件加工中占据着主导地位。
随着中国在这些制造领域的不断拓展,涌现出一大批加工难度大、性能指标要求苛刻的精密复杂曲面零件,如大型航空运载工具的精密壳体、天线罩、航空发动机的机匣及叶片、整体叶轮和叶盘等,因其超常规的使役环境,常以导流、透波、抗疲劳特性以及气动特性等性能指标为主要制造要求。
为满足性能指标要求,此类零件的形状及结构日趋复杂,通常具有薄壁悬垂、极端大尺度比等特点,而且壁厚变化剧烈并且有着严格的控制要求,加工精度不断提高,其制造已由以往单纯的形位精度加工,跃升为形位与性能指标并重的高性能加工,给目前的复杂曲面数控加工技术带来了严峻的挑战。
数控加工是由模型曲面上的加工路径直接驱动,因而高效加工路径设计方法成为提高加工效率,保证零件表面成形精度的关键。
然而,传统路径规划方法却拘泥于单纯几何学层面的逐点路径设计和离散调整,从运动学及切削特性层面考虑加工路径拓扑几何形状的方法较少,无法兼顾曲面几何物理特性、难以实现路径的整体调控。
在复杂曲面的数控加工中,运动规划也非常重要,特别是在复杂零件的高速高精度加工中,适应性进给率定制技术是加工精度和加工效率保证的有效手段[4]。
目前,进给率定制局限于在前瞻预读框架下构建不同形式的弧长-时间及进给率-弧长映射的常规方法,尚未完全建立起轨迹内在几何特性与进给率运动特性间的联系,其定制过程通常需要多次反复,以求在多种约束许可范围内获得尽可能高的速度,并在提高加工效率的前提下保证加工精度。
数控加工既是一个零件的几何成形过程,也是一个复杂的动态物理切削过程,特别是随着高档数控机床切削速度不断提高,对数控加工技术的研究不能仅关注常规几何学层面的走刀路径设计和运动学层面的运动规划,必须转向实际的物理加工过程,解决大进给量、高转速所带来的刀具负载波动、变形、破损失效,特别是解决加工过程中由于切削力变化所引起的切削系统的不稳定等问题。
复杂曲面零件数控加工的关键问题——解读《复杂曲面零件五轴数控加工理论与技术》

1五轴数控加工简介复杂曲面零件作为数字化制造的主要研究对象之一,在航空、航天、能源和国防等领域中有着广泛的应用,其制造水平代表着一个国家制造业的核心竞争力。
复杂曲面零件往往具有形状和结构复杂、质量要求高等难点,是五轴数控加工的典型研究对象。
当前,复杂曲面零件主要包括轮盘类零件、航空结构件以及火箭贮箱壁板等,如图1所示。
轮盘类零件是发动机完成对气体的压缩和膨胀的关键部件,主要包括整体叶盘类零件和叶片类零件。
整体叶盘类零件的叶展长、叶片薄且扭曲度大,叶片间的通道深且窄,开敞性差,零件材料多为钛合金、高温合金等难加工材料,因此零件加工制造困难。
叶片是一种特殊的零件,数量多、形状复杂、要求高、加工难度大且故障多发,一图1复杂曲面零件直以来都是各发动机厂生产的关键。
航空整体结构件由整块大型毛坯直接加工而成,在刚度、抗疲劳强度以及各种失稳临界值等方面均比铆接结构胜出一筹,但由于其具有尺寸大、材料去除率大、结构复杂、刚性差等缺点,因此加工后会产生弯扭组合等加工变形。
随着新一代大型运载火箭设计要求的提高,为保证火箭的可靠性,并减轻结构质量,提高有效载荷,对火箭贮箱壁板网格壁厚精度和根部圆弧过渡尺寸都提出了更严格的要求。
五轴数控铣削加工具有高可达性、高效率和高精度等优势,是加工大型与异型复杂零件的重要手段。
五轴数控机床在3个平动轴的基础上增加了2个转动轴,不但可以使刀具相对于工件的位置任意可控,而且刀具轴线相对于工件的方向也在一定的范围内任意可控。
五轴数控加工的主要优势包括:①提高刀具可达性。
通过改变刀具方向可以提高刀具可达性,实现叶轮、叶片和螺旋桨等复杂曲面零件的数控加工。
②缩短刀具悬伸长度。
通过选择合理刀具方向可以在避开干涉的同时使用更短的刀具,提高铣削系统的刚度,改善数控加工中的动态特性,提高加工效率和加工质量。
③可用高效加工刀具。
通过调整刀轴方向能够更好地匹配刀具与工件曲面,增加有效切宽,实现零件的高效加工。
基于UG NX的复杂曲面叶轮五轴数控加工技术

基于UG NX的复杂曲面叶轮五轴数控加工技术前言作为动力机械的关键部件,整体式叶轮广泛应用于航天航空等领域,其加工技术一直是制造业中的一个重要课题。
从整体式叶轮的几何结构和工艺过程可以看出[1],加工整体式叶轮时加工轨迹规划的约束条件比较多,相邻的叶片之间空间较小,加工时极易产生碰撞干涉,自动生成无干涉加工轨迹比较困难。
因此在加工叶轮的过程中不仅要保证叶片表面的加工轨迹能够满足几何准确性的要求,而且由于叶片的厚度有所限制,所以还要在实际加工中注意轨迹规划以保持加工的质量[1]。
目前,我国大多数生产也轮的厂家多数采用国外大型CAD/CAM软件,如UG NX、CATIA、MasterCAM等。
本文选用目前流行且功能强大的UG NX3.0对复杂曲面整体叶轮进行加工轨迹规划。
1 整体叶轮数控加工工艺流程规划根据叶轮的几何结构特征和使用要求(如图1),其基本加工工艺流程为:1)在锻压铝材上车削加工回转体的基本形状;2)开粗加工流道部分;3)半精加工流道部分;4)叶片精加工;5)对倒圆部分进行清根。
图1. 叶轮的基本几何特征1.1 刀具的选择为提高加工效率,在进行流道开粗和流道半精加工过程中尽可能选用大直径球头铣刀,但是也要注意使刀具直径2R1min小于两叶片间最小距离L1min,L1min的大小可以根据UG NX 3.0软件的分析(Analysis)功能测得。
R1min<L1min/2在叶片精加工过程中,应在保证不过切的前提下尽可能选择大直径球头刀,即保证刀具半径R2min大于流道和叶片相接部分的最大倒圆半径rmax。
R2min>rmax在对流道和相邻叶片的交接部分进行清根时,选择的刀具半径R3min小于流道和叶片相接部分的最小倒圆半径rmin。
R3min<rmin1.2 驱动方法选择本文将基于UG NX 3.0重点介绍流道开粗、流道半精加工、叶片精加工和倒圆部分清根的加工轨迹规划方法。
复杂曲面的三维造型及数控加工

图 2 可乐瓶底凹模型腔
2 可乐瓶底凹模型腔的粗、精加工及刀径轨迹 .
瓶底部的曲面 , 最下 面小 圆面利用直 纹面 ( + 点 曲线 )
来完成。
图 1 构成曲面的网格线
( ) 型腔造型 2
可乐瓶底 凹模型腔是通 过曲面裁剪
计 、刀径轨迹生成 、加工仿真和 G代码的生成等一体化
的解决方 案,现已广泛应用到数控加 工领域。用户可 以
实体得到 的。本 例 中,以坐标 原 点 0 为中 心,在 X Y O 内作 10 m×10 m的正方形 ,作 为草图 ,经过拉伸增 0m 0r a
34 0 ) 孙勇兵 20 0
份) ,得到 l 0条曲线 ;并利用圆心 +半径绘制出 d 5 m  ̄ m 8 和 6 6 m两圆 ;最后 ,利用 网格 面的功能 ,创 建可乐 1r a
面图零件设计 ,然后 由程序 员 ( 或工 艺人 员) 用 G代
码进行 N C手工编程。这 种方 法适用 于一般简单零 件的 平面加工 、直线加工 、回转体加工以及点位加 工。其编 程速度较快 ,代码简洁 ,然而对于几何形状 复杂 ,特别 对非 圆曲面的加工 ,上述编程方法就显得十分困难 了。 随着 C D技术 的 日益 发展 ,自动 编程 系统 的 日趋 A 完善 ,编 程 方 法逐 渐 过 渡到 集 设 计 与 加 工 于 一体 的 C D C M 自动 编程 。C X A /A A A制 造工 程 师就 是 集 C D A/ C M于一体的软件 ,其为数控加 工行业提供了从造型设 A
复杂曲面的区域分类与数控加工

及 用 各 种 刀 具切 削 不 同 区 域 的 曲 面 时 相 应 的 步 长 和 行 距 的 定 量 分 析 相 关 的数 学模 型 ,
最后 用 实例 验 证 了本 文所 供 方 法 和 模 型 的 可行 性 与 可 靠性 。
关 键 词 : 面 ; 控 加 工 ; 学 模 型 曲 数 数
特 征 来 制 定 方 能 收 到 良好 的 效 果 。
收 稿 日期 :O l0 —o 修 回 日期 : O l1 — 2 责 任 编 辑 : 铜 身 2 O 一 22 ; 2 O 一 20 ; 卞
基 金 项 目 : 龙 江 省 自 然 科 学 基 金 资 助 项 目 ( 1— 2 ) 哈 尔 滨 工 业 大 学 跨 学 科 交 叉 性 研 究 基 金 资 助 项 目 黑 F0 3 及
中 图 分 类 号 : 5 TG 6 9
文献标识 码 : A
数 控 加 工 的 对 象 往 往 是 包 含 复 杂 曲 面 的工 件 , 显然 这 类 复 杂 曲面 不 包 括 平 面 、 面 、 面 、 柱 锥 球 面 以 及 规 则 螺 旋 面 等 可 以用 解 析 方 程 表 示 的 二 次 曲面 , 因为 这 些 曲 面 用 非 数 控 方 法 便 可 得 到 理 想 的加 工 结 果 , 般 也 不 应 当包 括 依 托 仿 形  ̄ - 技 术便 可解 决 的 那 些 较 为 复 杂 的 工 件 表 面 , 仅 一 ur _ 仅
( T. D2 00 1 。 HI M 0 . 7)
作者简 介 : 余勇 (96)男 , 苏建 湖 县人 , 授 , 湾 成功大 学客座 教授 。研 究方 向 : 械产 品虚 拟实验 中数 学模型 。 唐 14一 , 江 教 台 机
维普资讯
阐述复杂曲面数控加工误差控制措施

阐述复杂曲面数控加工误差控制措施近年来,复杂曲面在模具、汽车、宇航等行业的应用越来越广泛。
随着工业技术的日新月异,工业生产对复杂曲面的尺寸精度与复杂形状零件的质量要求越来越高,对数控加工的要求也越来越高。
通常情况下,复杂曲面的加工均需要采用数控加工技术,以确保加工的精度与效率。
影响复杂曲面数控加工精度的因素较多,如刀具材料、CNC机床、曲面模型、曲面加工方法等。
在实际的复杂曲面数控加工中,刀具的理论运动轨迹和插补运动轨迹之间会存在着一些误差,从而造成理论曲面和实际加工曲面之间误差的产生。
在控制不严格的情况下,甚至会产生较大的复杂曲面数控加工误差,严重降低了数控加工的效率。
1 数控加工分析2 复杂曲面数控加工误差分析复杂曲面数控加工误差产生的原因主要包括加工刀具的几何误差、加工曲面和加工刀具间的几何运动误差、工艺系统的制造误差、热力变形误差以及编程计算误差等。
通常,复杂曲面数控加工误差可以分为刀轴摆动误差和直线逼近误差。
在复杂曲面数控加工的过程中,产生误差最大的部位是插补段的中点附近,此处的误差主要由最大转动误差与最大直线逼近误差构成。
转动误差指的是法向矢量转动误差,影响转动误差大小的因素主要有刀具半径、加工步长经过的曲面弧长、加工曲面的法曲率。
直线逼近误差主要受数控加工的复杂曲面形状的影响,而和加工刀具没有太大关联。
总而言之,刀具半径、走刀线路、走刀步长、被加工曲面的几何形状以及多轴联动机构的结构形式等,是影响复杂曲面数控加工误差的主要因素。
在复杂曲面数控加工中,补插段内的中点附近往往会产生最大的加工误差。
插补弦长直接决定着直线逼近误差,如果要降低直线逼近误差,就需要合理控制刀具进给速度和插补周期。
3 复杂曲面数控加工误差控制3.1 刀轴转动误差补偿如果复杂曲面数控加工过程中,加工表面沿着走刀方向是凸曲线的话,刀具切触点的运行轨迹就是凹曲线。
这种情况下会产生较大的加工误差,刀轴转动误差和直线逼近误差的和较大,若是采用刀具切触点偏置法,就能够在一定程度上补偿刀轴转动误差,进而降低总误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
曲面造 型技 术是 复杂 形状 零件建 模 的基础 和 工具 。 目前 对 曲线 曲面 已经形 成 了一套 较为完 整
般铣 削加 工 凹槽 的走刀 路线 有两 种 :行 切
收 稿 日期 :20 — 8 9 0 8 0—1;修 回 日期 :2 0 — 9 1 080— 1
12 刀具轨 迹的生成 技术 .
好地完成 ,达到较高的稳定性 ,但 曲面加工的质 量 和效率 在很 大程 度上 依赖 于高效 的 刀具路 径生 成 算 法 、加 工 方 案 和 加 工 参 数 的 优 化 选 取 ,所 以 ,对 三轴加 工 的研 究 热点集 中在 加工 特征 识别 和刀具路 径规 划 。多轴 加工在 加工 复杂 形状 零件
20 0 8年 第 6期 ( 16期 ) 总 2
法和环 切法 。在 大多数 情 况下 ,行 切法 的走 刀 路
线 长度 要大 于环切 法 。 由于采 用行 切法 时 刀具 轨
21 数 控编 程与 CN . C的集成
复杂零 件 数控 编程 包 括建 立 几何模 型 到控制
迹 计算 比较 简单 ,在Байду номын сангаас 多 C DC M 系统 中仍 采 A /A
《 一重技术》
复杂 曲面数控加工技术 的研究
李 嵬
富拉尔基 114 ) 6 0 2
(. 1东北特钢集团北满特殊钢有限责任公 司工程师 ,黑龙江
摘要:综述了面向复杂曲面数控加工的关键技术 ,分析 了传统 C M系统针对高速切削的不足,最后 A
探讨 了复 杂 曲 面数 控 加工 技 术 的发 展 趋 势 。
的能力 、质量 和效 率等 诸多方 面有 显著 优势 ,但
多轴 加工 编程 复杂 ,特别 是 由于零 件形 状 的复杂 多 变 ,要 实 现 通用 的 多 坐 标 自动 编 程 有 较 大 难 度 。 因此 , 目前编程 系统 中对 多坐 标加 工 的处理
一
()加 工 方案与加 工参数 的合理 选择 1 数控 加工 的效 率与 质量取 决 于加工 方案 与加 工参 数 的合理 选择 ,包 括刀具 形状 与尺 寸 、刀具
有 动态 自适应 的特 点 。在建 立工艺 数据 库 的基础 上 ,采取 自动 特征 识别 ,根 据特 征与知 识来 编程
11 复杂形状 零件的加 工几何模 型 .
() 曲 面 造 型 技 术 1
是解决该问题的重要途径。目前 ,对于加工方案 与参 数 的 自动选择 与优化 已开展 了不 少的研究 。
削 状态往 往是 一 直变化 的 ,其优 化措施 还必 须具
般 采用 面 向专用零 件 的方式 。对 五坐 标加 工 的
研究 热点 之一 集 中在刀具 姿态 的优 化 。高速 数控
加工 作 为一种 新 的加 工工 艺 ,已经 成为 第三 代数
控加 工技 术 。因此 ,面 向高速 切 削的刀 具路 径生 成策 略成为 目前研究 的热点 。
关键词 :复杂曲面;数控加工 ;数控编程 ;高速切削
中图 分 类号 :T 6 文 献标 识 码 :B 文章 编 号 :17 — 3 5 (0 8 0 —0 4 0 H14 6 3 3 5 20 ) 6 0 2 — 2
随着 复杂 形状零 件 和高精 、高效 的加工 日益
的理 论 和方法 体 系 。组 合 曲面是 由多 张单一 曲面
② 曲面加工 的刀具路 径 生成
令 种类及 其 控制 加工 过程 的可能 性 与有效 性直 接
影 响到加 工质 量 和加 工效 率 。长期 以来 对 数控 加 工 技 术 的研 究 主要 是 从 C C和数 控 编 程 技 术 两 N
对 于复 杂 曲面的粗 加工 ,考 虑 到 8 %的复 杂 5 曲面零 件 都 能 用 2 . 加 工 ,所 以采 用 层 切 法 。 5维 即用 一 系 列 假 想 的 水 平 面 与 零 件 面 和 毛 坯 面 求
用这一 方法 。采 用环 切法 时 ,刀具 的走刀路 线 是
机床 加工 出合 格零 件 的全 过程 ,涉及机 床 、数控 系统 、加 工程 序 生成 及操 作等 多 方面 因素 。在 此
过程 中 ,C C系统接 收零件 程 序 以及 来 自操作 者 N 的命 令 和数据 以控 制 机床 的运 行 ,是信 息 流和 数 据 流 的交 汇点 , 因而 C C上 所 供 使 用 的数 据 命 N
由与轮 廓等距 的一个 个封 闭 的环组 成 。过 去 ,许
多 自动 生成 环切 法走 刀路 线是 采用 把 轮廓 曲线 不 断 向内收缩 的办 法 。这种 方法 的主要 问题 在 于需 要不 断排 除一些 多余 的交 点 ,此外 ,把这 些等 距 线连接成—个完整的环也是—个相 当困难的问题 。
交 ,得 到一 系列 二 维切 削层 ,然 后用 平底 刀对 各
增 多 ,对 数控 加 工技 术 提 出 了越来 越 高 的要求 。
因此 ,面向复 杂形状 零件 的多 轴加 工和 加工 过程 优化 的数控 加工技术 显得越来越 重要 。
经过求交及集合运算 ,也即裁剪及拼接而获得 。 因此 ,对 于复 杂形 体 ,必须解 决 曲面 的求交及 集
合运 算技术 。
() 加 工 几 何 模 型 2
1 技 术 现 状 与关键 技 术分 析
对 于三坐 标加 工 , 目前 的编程 系统 一般 能很
加工 几何模 型是 指在 曲面模 型基础 上 ,在 加 工 误 差 允 许 范 围 内将 曲面 模 型 做 某 种 变 换 和 映
射 ,以适应 加工处 理 的模 型。
相对 于工 件加 工表 面 的姿态 、走 刀路线 、主轴 转 速 、切 削 深 度 和 进 给 速 度 等 。为 了优 化 这 些 参 数 ,必须 知道 在复 杂 的切削状 态下 这些参 数 与刀 具受 力 、磨损 、加 工表 面质量 及机 床震 颤等众 多 因素 的关 系 。在复 杂形 状零件 的加 工过 程 中 ,切