基于节拍化生产线工位的精益安全管理
基于工位分层定置法的流动工位的管理
基于工位分层定置法的流动工位的管理作者:陈冰来源:《科学与财富》2018年第14期摘要:在车辆车间总装生产线推行工位制节拍化示范线建设时,由于缺少相应的流水线设备,以及产品本身的生产特点等原因,车体进入车间,直至坐轮工序前,车体均无法移动,由各个工位依次上车作业。
本文阐述了如何在这种"人动车不动"的流水方式实现下六要素及七大任务的移动式管理,建设了一套具有车辆车间特色的精益管理办法。
关键词:精益生产工位制节拍化工位分层定置法一、流动工位建设背景工位是工序作业管理的最小单元。
对于生产线工位,是指产品在生产线上流动时,员工在一个节拍内完成规定作业内容,产品相对停留的区域位置。
若干工位组成一条生产线。
在流水线上实行工位制节拍化的生产方式,是中国中车精益制造体系中最核心的部分,也是精益工作的起点。
它既是适合轨道交通装备制造的生产组织方式,也是中国中车打造精益管理体系的基础。
在中车大连机车车辆有限公司城铁分公司车辆车间总装生产线推行工位制节拍化示范线建设时(以下简称车辆车间),由于车辆车间缺少相应的流水线设备,以及产品本身的生产特点等原因,结合车间的实际情况和生产状况,目前总装车间无法实现“工位固化、产品流水”的状态。
车体进入车间,直至坐轮工序前,车体均无法移动,由各个工位依次上车作业。
这种“人动车不动”的流水方式,对工位的“七大任务”、“六要素”管理造成了一定困难。
因此,如何实现六要素及七大任务的移动式管理,如何建设具有车辆车间特色的精益管理办法,是实现标准工位的一大难点。
二、工位的现场管理难点分析安全:对于“工位固定、产品流水”的生产线而言,工位的安全要素和隐患均是固定的,包括车间固定的危险源如;电源、电器柜等,还有作业时出现的危险源如:吊车、物料坠落、噪声、粉尘等。
而移动工位随着每天作业位置不同,面临的危险源不完全相同;作业时的危险源相对固定,而车间中的固定危险源对于工位来说,是不固定的危险源。
浅谈“复兴号”动车组工位制节拍化精益生产线建设
浅谈“复兴号”动车组工位制节拍化精益生产线建设作者:娄玉飞刘青春李凯来源:《科学与财富》2019年第30期摘要:论述工位制节拍化精益生产线建设对动车组制造中人、机、料、法、环、测等多维度、全体系管理实现拉动式提升,力争探索建立一套具有装备制造行业特色可复制、可输出的精益生产体系,努力形成与技术优势相匹配的动车组管理能力和核心竞争力,同时阐述“复兴号”动车组工位制节拍化精益生产线建设的工作方案和思路。
关键词:动车组;工位制;节拍化;精益生产引言“复兴号”动车组奔驰在祖国广袤的大地上。
动车组从“和谐号”到“复兴号”,生产制造也经历了全面管理升级,原有的生产、物料、质量、培训以及与文化等管理都进行了改善升级,建立了工位制节拍化精益生产线,对节拍重新定义,工序包分割、整合、优化,使各作业节拍保持一致,实现管理维度指向工位、管理颗粒度聚焦节拍,最终实现从车体到调试工位制节拍化精益生产线全线贯通,也标志着中车长客全面实现工位制节拍化精益生产管理模式。
1工位制节拍化精益生产线总体规划“复兴号”动车组精益生产线建设结合中车“6621”运营管理平台,即以市场、资产、人力、安全、信息化和售后服务等6个管理平台作为精益生产线运行的基础,以设计、工艺、采购、生产计划、质量和成本等6条管理线为主体管理流程,通过模拟生产线和模拟配送线2条模拟线连接,最终实现1条工位制节拍化精益生产线的核心功能。
1.1节拍定义节拍和工位的设定要结合生产实际,保证生产线移动节奏统一,保持工序作业连续性,同时要考虑人员、工装、工具、设备、物料等生产相关因素。
动车组制造作业周期较长,以8小时为日作业时间为例,拟定4小时为一个节拍时间,每天2个节拍。
1.2工艺策划由工序制向工位制转变工序制的重点在于输出工艺周期内各工序的串并行关系,生产计划可以根据物料可用情况,灵活安排。
但由于生产线不能平稳运行,造成实际生产周期和工艺策划的理论周期可能会相差很多。
精益生产工位制节拍化的推进要点(二)
精益生产工位制节拍化的推进要点(二)异常拉动是关键1正确认识异常生产管理主要针对的是异常问题。
如果一条生产线永远能按设置的流程进行生产,那它是不需要管理的。
所以,将异常管理制度化、正常化,设置管理流程,将异常对生产线的影响降到最低,努力使之维持在正常的运行状态,才是生产管理的目标。
通过异常的拉动,让职能部室人员主动地参与到生产中来,使生产更加顺畅。
生产线异常问题的暴露和解决是工位制节拍生产最大的特点,通过拉动能够明显暴露出过程中的问题所在,瓶颈工序和惯性质量问题充分显现,按照精益生产“三现”主义(现场、现实、现物),要求相关人员深入现场,快速寻求解决对策,以保证节拍拉动生产计划的完成,否则将会影响整个生产线的推进。
通过对异常问题的持续解决,从而使生产组织变得更加均衡化,生产效率和可控性获得提高,同时,均衡化的生产,拉平了生产计划,减少了工序在制品,降低了生产过程成本。
2.建立异常问题的快速反馈、解决机制为了保证节拍的顺利完成,需要建立异常问题快速反馈、处理流程和工作机制。
首先,取消每天生产调度会,异常问题通过表单、电子信息等方式快速反馈相关部门,立即解决,加快问题的解决速度,建立异常问题的回复、解决的评价机制。
异常处理机制和相关制度的建设是将拉动式生产融入日常化管理的过程,建立异常问题的快速处理流程,保证发生异常时在最短时间内能够处理完成,保证节拍生产计划的按时完成。
持续改善是方向1.动态优化,持续改善工位制节拍化生产体系初步建立后,维持和持续改善成为保持成果的关键,作为一种新的生产方式,很容易发生退步或偏颇,因此,要坚持抓好巩固和维护节拍拉动生产体系的各项工作,持续地推进各部门按照精益生产的模式组织工作,特别是在产品替代或换型时,要通过拓展和推广,全面地、不断深化地应用节拍拉动式生产模式,从工艺设计、生产计划、物料配送、供应链管理、质量管理、现场管理等各方面持续推进精益化改善。
2.推行“三现”主义“三现”即现场、现物、现实。
推进精益文化建设,营造精益管理氛围

推进精益文化建设,营造精益管理氛围摘要:当下,精益管理已经成为企业转型升级、提质增效的重要抓手。
而精益管理不仅是一门科学,更是一种文化,是企业在推进精益管理过程中,对工作中的先进经验不断总结、提炼、固化形成特有的精益文化内核,从而在工作中指导实践,为企业高质量发展贡献更多精益力量。
本文介绍了目视化管理、现场5S管理、改善管理、瓶颈分析等精益生产工具在助力分厂精益生产过程中的灵活应用,并从把握“三个环节”入手,分析推进精益文化建设对营造分厂精益管理氛围的促进作用。
关键词:精益管理;提质增效;精益文化;企业1.导入精益思想,培育精益“土壤”精益文化建设,人是“根”,氛围是“土壤”。
在推进精益工作前应当明确:每个人既是管理的执行者,又是管理的改进者,将精益文化精髓融入企业干部职工的思想和行为中,以思促行。
1.1注重思想导入要引导职工从尝试到大胆摒弃惯性思维,深挖精益文化内涵。
工作中可借助文化墙、产线展板、精益微信群等载体,对精益理念广泛宣传,通过征集精益改善提案、精益管理小故事、金点子等内容提炼“精益点”,引导全员自觉从节约一根焊条、一枚砂轮片、一度电做起,让精益思想入脑入心,不断营造人人参与、事事改善、全员践行、持续改进的精益氛围。
图1 多元化精益思想宣贯1.2注重平台搭建通过建立精益改善提案云申报评价系统、精益改善微信群等载体,搭建交流平台,强化职工在精益管理过程中的交流与激励,激发职工的协作性、能动性和创造性。
同时,把对标作为推进精益管理的重要抓手,通过培养、树立精益改善提案之星,发挥榜样的示范、引导、激励作用,为精益管理储备人才,打造精益团队,进一步推动精益管理工作水平整体提升。
图2 树立精益改善提案之星1.3注重激励驱动结合分厂生产实际,建立并持续完善一套精益文化评价体系,对各项绩效考核指标进行整合、优化,持续有效地推进精益文化建设。
通过工位(班组)月度考评激励,整合优化创新管理资源,完善创新激励评价制度,在分厂内部营造一种鼓励创新、敢于创新的浓厚氛围,充分激发职工锐意进取的精神,进而增强公司整体创新能力和管理水平。
精益生产工位制节拍化:生产组织策划
精益生产工位制节拍化:生产组织策划
1.编制生产计划
(1)根据项目计划、交付计划、实际生产情况编制每个工位的节拍计划。
(2)编制三日滚动计划,包括前日完成情况和三日的生产计划。
明确每个工位的节拍计划,指导采购、供应链、质量、物流、上一道工序工作的开展。
2.确定生产线布局
在生产线开始实施节拍流动前,需确定每一个工位在制品的标准数量,保证整体流动。
3.建立异常处理系统
在生产线建立异常处理系统,实时反映各个工位的生产状态,当某个工位出现异常时,能够及时响应。
(1)建立工位支撑系统,确认各部门的异常处置人;
(2)建立逐层响应、反馈、评价机制,当异常上升到较大、重大异常时,有相应的资源进行快速处置;
(3)建立信息化系统,杜绝人为干涉现象的出现。
精益生产工位制节拍化的推进要点(一)

精益生产工位制节拍化的推进要点(一)思想转变是前提
1.全面导入精益理念
精益从心开始,企业及部门、车间(分厂)第一管理者的重视十分重要。
这里所指的“重视”,不仅仅是“过问”,而是要身体力行,身教言传。
要信精益、用精益,主动将精益思想融入本企业、本部门、本岗位工作中去,尤其是在推行的迷茫期要坚决执行精益生产推进计划。
2.完善保障运行的组织机构
实施工位制节拍化生产,需要每个系统都有接口人,每一件事情都有人负责,有计划有步骤地推行。
3.工具、方法培训、理念导入
工位制节拍化生产的组织方式、工作理念、运行模式与传统生产组织方式截然不同,需要展开系统培训。
不仅要理念培训,同时包括现场演练,如5S红牌实战培训,TPM实战培训等。
同时,培训工作要结合项目的进度,根据需求进行,按照培训一实践一再培训的过程,较好地导入、试点、实践精益生产的管理理念、工具方法等,使企业各层次人员理解和掌握精益生产理念的精髓和工具,并能够在现场进行实际运用。
全员参与是基础
1.形成全员参与氛围
树立下工序是客户的观念,在工位制节拍化生产的整个过程中,通过不断的培训和生产方式的持续推进,让更多的操作者、班组长、生产、管理人员理解和掌握工位制节拍化生产方式,以生产现场异常问题的快速处理拉动各职能部门员工的参与,逐步在企业内部全面贯彻工位制节拍化生产的理念,形成氛围,全员参与,改善提高。
2.培育精益文化
实施全员改善活动,引导员工发现工作过程中的各种浪费现象并消除浪费,通过不断地改善,实现质量、效率、效益的提升,减少加班、提高收入,让员工得到实惠,从而赢得全体员工的拥护,营造全员参与、持续改善的精益氛围,最终形成具有本企业特点的精益文化。
精益化管理——line balance training(生产线平衡)

1. 生 定产义线平衡的定义 ② 瓶颈识别
时间 T1
一、定义
T2
瓶颈时间
T3
T4
T5
S1
S2
S3
S4
S5
生产线作业工时最长的工站的标准工时称之为瓶颈。 产出的速度取决于时间最长的工站
工站
一、定义
1. 生 定产义线平衡的定义
③ 节拍、增值时间、交付周期的定义
C/T
流程的“节拍”(Cycle time)是指连续完成同的两个产品(或两次服务,或两批
标准工时是一个熟练工用规定的作业方法以标准速度进行作业时间。 在熟练度、合理性、工作热情及其他所有方面都相同的“标准作业员”以标准的作业放 大及其合理的努力程度进行作业,完成某到工序所需的时间。
一、定义
1. 定义 ⑦ 标准工时的用途
科学化/高效化企业
企业发展与经营管理策略讨论参与
研发体系改善/咨询管理优化/企业流程再造
节拍
产品)之间的间隔时间。换句话说,即指完成一个产品所需的平均时间。节拍通
常只是用于定义一个流程中某一具体工序或环节的单位产出时间。如果产品必
须是成批制作的,则节拍指两批产品之间的间隔时间。在流程设计中,如果预
先给定了一个流程每天(或其它单位时间段)必须的产出,首先需要考虑的是流
程的节拍。
增值时间
增值时间(Valve-Creating Time,VCT) 产品生产过程中,客户愿意付费的工作时间(增值时间)。
平
衡
的
通过线平衡改善可以使用IE手法、动作分析、layout
意
义
实现单元化生产,柔性化生产,提升市场的应变能力
平衡员工心态,平衡工资水平,实现绩效合理化
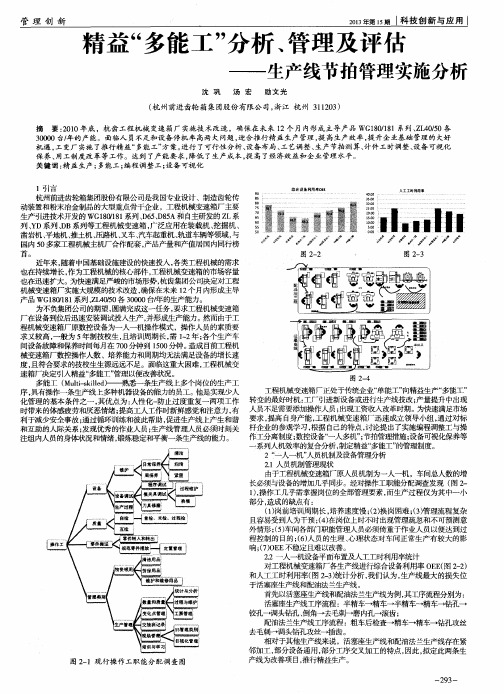
精益“多能工”分析、管理及评估——生产线节拍管理实施分析
9o
列、 Y D系列、 D B系列等工程机械变速箱 , 广泛应用在装载机 、 挖掘机 、 凿岩机、 平地机、 推土机 、 压路机、 叉车 、 汽车起重机、 轨道车辆等领域 , 与 国内 5 0多家工程机械主机厂合作配套, 产品产量和产值居 国内同行榜
首。 近年来 , 随着 中国基础设 施建设 的快速 投入 , 各 类工程 机械 的需求
1引言
绿 岢 算 利 用 4 0 。 0 ^
杭州前 进齿轮箱 集 团股 份有 限公 司是 我 国专业 设计 、制造齿 轮传 动装 置和 粉末冶 金制 品的大 型重点 骨干企业 ,工程 机械变 速箱厂 主要 生产 引进 技术开 发的 WG 1 8 0 / 1 8 1 系列 、 D 6 5 、 D 8 5 A和 自主研发 的 z L系
管 理 创 新
2 0 1 3 年 第1 5 期l 科 技创 新与 应用
精益“ 多 能 工" 分析 、 管理 及评 估
生产线节拍管理实施 分析
沈 巩 汤 宏 励 文 光
( 杭州 I 前进齿轮箱 集团股份有限公 司, 浙江 杭州 3 1 1 2 0 3 )
摘 要 : 2 0 1 0 年 底 ,杭 齿 工 程 机械 变速 箱厂 实施 技 术 改 造 ,确保 在 未 来 1 2个 月 内形 成 主 导 产 品 WG 1 8 0 / 1 8 1系列 、 Z L 4 0 / 5 0各 3 0 0 0 0台, 年 的 产 能 。面 临人 员不足 和 设备 停 机 率 高 两大 问题 , 迎 合 推行 精 益 生 产管 理 , 提 高 生产 效 率 , 提 升 企 业基础 管理 的 大好 机遇 , 工 变 厂 实施 了推 行 精 益 “ 多能 工” 方案。 进 行 了可行 性 分析 、 设 备 布局 、 工 艺调 整 、 生 产 节拍 测算 、 计 件 工 时调 整 、 设 备 可视 化 保养 、 用工 制度 改 革 等 工作 。达 到 了产 能要 求 , 降低 了生 产成 本 , 提 高 了经 济效 益和 企 业 管理 水 平 。 关键 词 : 精 益 生产 ; 多能 工 ; 编程 调 整 工 ; 设 备 可 视化
谈如何开展精益管理
谈如何开展精益管理精益管理是企业破解发展难题、推进管理创新、促进转型升级的有效抓手。
精益的概念简单易懂,但却能显著提高效率,直接实现盈利目标。
只有抓住精益管理三个关键点,才能促进精益管理落地生根、开花结果,助推企业卓越发展。
一、开展精益管理,必须找准切入点(一)意识主导行动,推进精益管理,人是第一要素。
要积极倡导精益文化,以丰富宣贯载体、完善改善机制、营造精益氛围为切入点,深入传播精益管理理念,激发精益改善动力,确保精益管理有力推进。
精益管理从人出发,通过构建精益文化来影响和激励员工,在精益改善中培养员工并逐渐形成企业的生产技术体系,通过精益改善等实践活动及精益文化的交互作用,使得企业在技术层面和文化层面逐渐达到精益。
(二)完善精益改善机制,形成整体推进合力。
机制需要组织架构、标准流程、方法工具、管理氛围的组合发力。
首先要完善精益管理领导机构、管理机构和实施机构三个维度的组织体系。
建立起职责分工明确、要求具体清晰的内部运行架构,实现精益管理策划、推进、实施接口清晰,环环相扣、有序推进。
其次要完善推进精益管理的流程标准。
完善相关管理标准,优化各项工作流程,从数据分析入手,挖掘数据背后的管理问题,建立健全问题导向和数据倒逼机制并形成相应的标准,实现精益管理的深层推进。
再次要注重方法工具的正确引入。
当前,各种管理工具繁多,只有结合具体工作和自身实际,选择适用的方法工具并进行消化、吸收、再创新,才能确保取得实效。
最后是管理氛围的营造。
积极倡导全员参与,规避推进精益管理只是管理人员工作的错误认知,精益管理才能发挥其应有的作用。
(三)营造精益改善氛围,聚合持续改善力量。
企业可持续发展关键在人才,精益管理的持续有力推进必须有一支精益管理团队作支撑。
中车四方所钩缓事业部注重对精益人才的培养。
1.定期对精益骨干进行理念深入培训精益办负责制定长期的滚动培训计划,并组织实施对精益骨干的后续培训。
2.塑造项目安排精益骨干持续实践当精益生产通过试用期后,所有的工作步骤都变得稳定有序。
基于精益生产的装配线平衡分析与改善应用研究
基于精益生产的装配线平衡分析与改善应用研究1. 引言1.1 研究背景装配线平衡是制造业中非常重要的一环,它直接关系到生产效率和产品质量。
许多企业在实际生产中面临着装配线不平衡的问题,导致生产效率低下,浪费增加。
研究如何基于精益生产理念对装配线进行平衡分析和改善,具有重要的实际意义。
随着制造业的发展和竞争的加剧,精益生产理念被广泛应用于企业管理中。
其核心思想是通过消除浪费,实现生产的高效化和精益化。
在装配线平衡中,精益生产理念可以帮助企业发现和解决问题,提高生产效率,降低生产成本,增强竞争力。
本研究旨在探讨基于精益生产的装配线平衡分析与改善应用,通过实例分析和改善效果评估,提出有效的改善策略,为企业实现装配线的平衡和优化提供参考。
希望通过本研究能够为装配线平衡问题的解决提供有益的借鉴和启示,推动我国制造业的发展和转型升级。
1.2 研究目的本文旨在通过对基于精益生产的装配线平衡分析与改善进行深入研究,探讨如何有效应用精益生产理念优化装配线平衡,提高生产效率和质量。
具体研究目的包括:1. 分析精益生产理念与装配线平衡之间的关系,探讨如何将精益生产原则运用到装配线平衡中,实现流程优化和效率提升;2. 探讨不同装配线平衡分析方法的优缺点,找出适合不同情况的分析工具,为改善工作提供科学依据;3. 提出具体的装配线平衡改善策略,结合实例分析,验证改善方法的有效性;4. 对改善效果进行评估,总结改善过程中取得的成绩和经验教训,为未来的改善工作提供借鉴。
通过本文的研究,旨在为企业实践提供指导,促进企业实现装配线平衡优化,提高生产效率和竞争力。
1.3 研究意义精益生产是一种持续改进的理念,通过减少浪费、提高效率和质量来实现生产线的优化。
在当前激烈的市场竞争中,企业需要不断提升生产效率和降低成本,以满足客户对产品质量和交货时间的要求。
装配线平衡作为精益生产的重要手段之一,可以有效提高装配线的效率和稳定性。
通过分析装配线每个工位的工作量和节拍时间,优化生产过程,实现生产线的平衡,提高生产线的生产能力和质量水平。
基于精益生产理念的IPAD生产线改善

基于精益生产理念的IPAD生产线改善常龙威周炳海(同济大学机械与能源工程学院上海200092)摘要提出了适合电子行业普遍使用的生产改善方法,其中特别强调了使用精益生产理念在生产过程中所起的作用。
结合实例分析了精益生产理念在IPAD生产线改善过程中的实际运用与效果,运用工业工程的ECRS原则对生产线的生产工艺和生产线平衡提出改进方案,改善后减少浪费,提高效率。
最后结合电子行业的特点,分析了精益生产理念在IPAD生产线的生产改善的推广应用。
关键词精益生产生产改善现场管理生产线平衡IPAD从上世纪90年代开始,我国的电子市场进入了一个快速扩张的发展阶段,特别是近几年来,随着手机和平板的迅速普及,整个电子行业都处于顶峰发展的态势。
因此对于各大竞争企业来说,不断降低生产成本是摆在企业面前的最大课题。
企业销售端竞争的加剧,也导致在制造端要处处降低成本,体现在提高效率和提升优良率。
与此同时,公司还在生产过程中采取精益生产,精益生产以人为本,以消除浪费为核心,以零库存、高柔性、零缺陷为目标,用最经济的方式进行生产和制造,在需要的时候,按客户需要的数量,使用最少的资源,提供给客户需要的产品。
它在实施过程中大幅度减少了等待时间、作业切换时间、减少了成品和在制品库存、降低了产品不合格率,缩短了产品生产周期。
P公司是一家为苹果公司代加工生产的外商独资企业。
主要产品有苹果手机和IPAD。
本文以P公司的一条IPAD组装生产线为研究对象,应用方法研究的分析技术对该生产线进行分析改善,使各生产资源科学地配置,合理地布置和安排,优化了整条生产线的平衡率,提升了生产效率。
方法研究是指对现有的或拟议的工作(加工、制造、装配、操作)方法进行科学系统的记录和严格的考查,达到有效的改善工作方法和降低成本的一种手段。
1 操作分析因P公司IPAD生产线全部采用流水线生产方式,流水线的优点是可以尽可能的减少工时损失,完成的,因此双手操作分析是以双手操作为对象,记录其动作,表示其关系,据此,可指导作业员有存▽、等待D五种符号记录各操作单元,汇总成双手分析表,然后采用5W1H提问技术及ECRS四大原则进行分析,直至提出改善方案。
2021年专业类题库精益管理

运营与精益管理专业类应知应会题库精益管理一、选取题(120题)1. 精益生产是通过自动化、平准化生产,履行全员改进,不断提高产品质量与生产效率,减少生产成本一种科学 AA. 生产管理办法B.质量管控办法 C. 财务管理办法 D. 设备管理办法2.精益生产重点:不断进行 C ,建立健全完善物流系统,履行平准化生产并不断进一步,在有关职能平台和周边重要供应商同步履行精益管理,为打造精益公司奠定基本。
A. 绩效考核B.绩效奖励 C. 现场改进 D. 职能管控3. 5S管理法是一种制造业 A 手法A. 现场改进B. 安全管理C. 提高功能D. 现场写实4.目视化管理是人们借助于一种管理工具,并运用各种视觉感知信息来组织现场生产活动,及时解决 D 及问题点管理方式A. 危险状态B.异常状态C. 物料状态D. 生产状态5.目视化管理不涉及如下那项内容( D )A.色彩管理B.划线管理C.标牌管理D.人员培训6. TPM自主保全是指通过一系列办法,使现场员工自主开展 A 全面维护一种管理手段A.生产系统B.质量系统C.物流系统D.研发系统7. 如下哪项内容不属于TPM自主保全( C )A. TPM管理指标B. 设备自主保全C. 采购新设备D. 设备一点课管理等8.精益班组管理是指单位班组建设以完毕各项( A )为核心,以创立精益班组为重点,不断提高班组管理水平班组建设方式。
A. 生产指标B.财务指标C.质量指标D. 绩效指标9. 如下哪项内容不属于精益班组管理( B )A.班组建设筹划B. 精益内训师培养C.班组培训D.班组七大任务10. 精益改进是指公司员工在工作过程中,不断对自身工作进行改进,并以( A ),最后形成知识库一种管理手段。
A. 书面形式提交B. 电话告知C. 当面告知D. 电子记录11.精益( C )是指通过精益生产推动和改进,建立起培养精益管理和改进人才梯队管理体系。
A.设备管理B.研发管理C.人才育成D.班组管理12. 如下哪项内容不属于精益人才育成( D )A. 精益培训B. 精益实训道场建设C. 多能工培训D. 班组七大任务13.原则作业是一种( A ),她通过作业节拍、作业顺序、作业手持三个要素,分析人作业动作中存在挥霍并予以改进。
工位制节拍化生产方式在轨道车辆制造中的重要性探讨

工位制节拍化生产方式在轨道车辆制造中的重要性探讨摘要:随着社会经济体制的快速发展,人们的生产生活也发生了翻天覆地的变化,越来越多的科学技术被应用在了现代工业企业的运行活动中,并且在先进理念的作用下,让企业在管理上取得了更高的水平和效率。
工位制节拍化生产方式是精益求精的管理理念,对于自动化生产线的设计和运行有着重要意义和价值。
自动化生产线的产品生产节拍与产品质量之间存在直接的联系,为了提高生产效率,需要对每一个工位进行节拍分析,并对整个生产线做出资源规划和阻碍消除,以期在工位制节拍化生产方式的引导下实现更高的经济效益。
文章将会对工位制节拍化生产方式在轨道车辆制造中的应用情况进行分析,并对重要性进行论述与探讨。
关键词:工位制节拍化;生产方式及策略;轨道车辆制造;重要性探讨;改革开放之后,我国在经济上和市场方面都经历了全球化的转变,人们在生产和生活中也可以不断与国际先进思想进行碰撞,学习先进的理论知识和实践技能,工位制节拍化作为一种优秀的组织管理方式,应用在了各个行业及领域,通过对生产流程的优化以及生产工艺的创新,让生产企业逐渐规避了操作中不必要的损耗现象,朝着精益生产方式的质量与水平更进一步。
我国目前已经在进行工位制节拍化生产方式的尝试,但是还有一些轨道车辆生产企业仍然采用传统的管理方式,导致生产现场管理、质量管理以及员工管理等方面还存在一些需要优化的地方,需要通过进行创新和改革对生产流程做出更深层次的改进。
目前轨道交通装备行业呈现蓬勃发展的态势,引入工位制节拍化生产方式之后,可以对产品的设计、工艺以及生产的每一个阶段都进行精益化生产的改造,减少冗余的流程及作业,全面提升轨道车辆制造企业的生产质量及效率,并且在降低成本的前提下实现市场地位的提升。
工位制节拍化生产方式一般在研究过程中会和精益生产方式一同论述,因此广泛流传的起源都是丰田公司,在生产方式不断优化和应用的过程中,已经被很多生产厂家引进并沿用至今,成为车辆制造和生产精益化管理的代表。
节拍化模式在高铁闸片生产中的应用
节拍化模式在高铁闸片生产中的应用摘要:随着工业4.0、中国制造2025等战略提出,中国工业进入全新阶段,先进轨道交通装备又是中国制造2025十大领域之一,C公司高铁闸片产品作为列车基础制动的重要零部件,正处于快速发展的阶段,本文通过节拍化、工位生产等介绍,基于精益思想开展节拍生产模式构建、异常处理机制建立、现场目视化管理等措施来提高闸片生产效率降低成本,提高产品竞争力。
关键词:生产节拍;工位;异常处理;目视化管理一、引言C公司是国内最早从事动车组闸片国产化的企业之一,先后承接国家科技支撑计划项目、铁道部关键技术自主创新深化研究等项目,成功研发和谐号动车组闸片、标动闸片、机车闸片等十余种型号,应用于动车组、机车、城轨、矿卡、风电等多个领域。
近几年随着德国“工业4.0”、美国工业互联网、以及“中国制造2025”等战略的相继提出,全球工业制造进入了全新的阶段,先进轨道交通装备是“中国制造2025”规划的10大发展领域之一,C公司作为国内最大的轨道交通装备制造企业,如何进一步提质增效是其追求的重要目标。
高铁闸片是C公司基础制动中的关键产品、在列车平稳安全运行起到重要作用,如今随着中国高铁的大规模建设、对闸片产品的需求也不断增加,如何高效的生产出质量优成本低的成本是C公司高铁闸片生产基地持续快速健康发展的关键,本文将探讨基于精益管理的节拍化生产模式在高铁闸片生产的应用。
二、闸片产品介绍2.1 产品介绍至2019年底中国高铁运营里程已达到3.5万公里,高居世界第一。
C公司作为中国高铁车辆的提供商,全面掌握了时速200-250公里、300-350公里动车组制造技术、构建了涵盖不同速度等级、较为成熟的高铁技术体系[1]。
高铁闸片作为制动系统的重要部件,其重要程度不言而喻,是列车能否平稳制动停车,保障高铁安全高效运行的重要部件。
在2013年之前,高铁闸片一直被国外企业垄断,不仅售价昂贵而且交期缓慢,给中国高铁运营带了极大不便。
精益生产PaceControlStopLine节拍控制

3. 如 何 在 线 上 获 取 良 好 节 奏 a) 工 艺 过 程 明 确 规 定 b) 员 工 得 到 良 好 培 训 c) 元 件 无 错 误 d) 以 上 全 部
4. 运 用 节 奏 控 制 有 何 好 处 a) 容 易 发 现 问 题 b) 加 快 质 量 反 馈 c) 预 计 产 量 d) 以 上 全 部.
H/L
T/U
QC
ICT
1.T/U只需H/L做第四块就知道H/L质量,QC只需H/L第六块T/U第 三块就知道前两站的质量,ICT 同样。
2.任何一站都不会因其它站的影响而改变速度,保持平衡。
精益生产PaceControlStopLine节拍 控制
举例
T/U
QC
ICT
FT QA Package
如果我们以一定速度开线,每一格放一定PCBA,而且保证每一格没有空格,那么
c. 一般情况下,我们都会把机器那一站视为Bottle neck, 然后 根据情况重新调整人员Station的Cycle time。
d. 根据实际情况,按Bottle neck *(1-20%)<线速 <Bottle neck*(1+20%)来调线速。
精益生产PaceControlStopLine节拍 控制
2. 不同的线体有不同的方法。 a.流水线线体
b.工作台线体 (前一个做完传递给下一个)
c.机器式线体
Wave
30‘过一块PCBA
3.不同的Capacity有不同的方法,包括人与机器。
精益生产PaceControlStopLine节拍 控制
工位制节拍化生产指南课件

工位划分应根据产品特性和生产需求进行合理规划,确保每个工位任务明确、操作简便、便于监控和 管理。划分不合理可能导致操作复杂、物料流转困难、质量检测不便等问题。
问题三:节拍时间与生产速率不匹配
总结词
节拍时间与生产速率不匹配会导致生 产效率低下、在制品积压和产品质量 问题。
详细描述
节拍时间是工位制节拍化生产中的关 键参数,应与实际生产速率相匹配。 节拍时间过长或过短都会影响生产效 率和产品质量,需要在实际生产中进 行调整和优化。
员工培训不足会导致操作不规范、工作效率低下和产品质量问题。
详细描述
员工是工位制节拍化生产中的关键因素,应对员工进行充分培训,确保其掌握正确的操 作技能和工作方法。培训不足可能导致操作不规范、工作效率低下、产品质量不稳定等
问题。
2023-2026
END
THANKS
感谢观看
KEEP VIEW
REPORTING
发展
随着制造业的发展和生产方式的不断 改进,工位制节拍化生产逐渐成为制 造业中的主流生产方式之一,广泛应 用于汽车、电子、家电等行业。
PART 02
工位制节拍化生产实施步 骤
制定生产计划
01
02
03
确定生产目标
根据市场需求、订单量、 产品类型等因素,制定具 体的生产目标,如产量、 交货期等。
制定生产计划表
在实际生产过程中,应根 据实际情况适时调整生产 速率,以保持生产的稳定 性和效率。
优化生产流程与布局
评估现有流程对现有的生Biblioteka 流程进行分析,找 出存在的问题和瓶颈。
优化流程
通过改进工艺、简化操作、消除浪 费等方式,对生产流程进行优化。
合理布局
基于精益思想的铁路货车厂修生产管理与实施

基于精益思想的铁路货车厂修生产管理与实施发布时间:2021-06-07T15:41:22.180Z 来源:《基层建设》2021年第4期作者:赵刚[导读] 摘要:本文通过对铁路货车厂修企业生产管理现状描述,剖析存在的问题,运用精益理念和精益方法工具,以推行工位制节拍化流水生产为手段,将公司各种检修车全部纳入“一个流”节拍化流水生产,提升了产品质量、生产效率和履约能力,同时为企业数字化转型升级奠定了基础。
中车哈尔滨车辆有限公司摘要:本文通过对铁路货车厂修企业生产管理现状描述,剖析存在的问题,运用精益理念和精益方法工具,以推行工位制节拍化流水生产为手段,将公司各种检修车全部纳入“一个流”节拍化流水生产,提升了产品质量、生产效率和履约能力,同时为企业数字化转型升级奠定了基础。
关键词:检修车、精益节拍化、研究与实践一、前言目前,我国铁路货车主型车辆为敞车、平车(含集装箱车)、棚车及罐车。
车辆检修工厂基本以上述车型为基础,进行工艺布局及生产管理,其它如小汽车运输专用车、特种车等均需要安排特定场地生产,不利于集约化、规模化生产,产能受限、效率低。
本文主要对国铁主型货车与小汽车运输车并行生产存在问题、实施措施及取得的效果进行阐述。
二、厂修货车生产管理现状及存在问题一方面因既有工艺布局因素,通用货车与小汽车运输车厂修独立生产,造成资源浪费、生产效率低;二是通用货车与小汽车运输车工位占用及节拍不一致,整合并行生产难度大,生产管理复杂;三是既有资源配置不适宜,需要整合优化。
三、采取措施及实施过程1.确定生产纲领,推行精细量化生产管理(1)依托既有资源及生产要素进行产能调研分析。
国铁货车和小汽车运输车主要生产流程是,车辆拆解、钢结构检修、车辆落成、油漆涂装、制动组装以及整车交验。
对“人、机、料、法、环”等生产要素以及不同品种生产节拍分析,整体交验生产能力具备8拍。
因采用Just in time拉动式生产,考虑到小汽车运输车占用两个工位,日产8拍,每拍4辆,折合成通用车当量为32辆。
导入精益理念推进工艺管理创新的探索和实践

导入精益理念推进工艺管理创新的探索和实践摘要:哈车公司在追求精益的道路上孜孜不倦,积极实施以精益生产为主线的管理创新,持续推动精益制造标准落地实施、精益运营体系建标提升、基础管理提升、“6621”运营管理平台建设、精益研发、精益供应链、精益改善、信息化融合、精益人才培训和精益文化等为重点的工作内容。
关键词:精益理念;工艺管理;标准作业;精益物流线;精益生产线哈车公司在落实中国中车“十三五”发展战略,聚焦“协同、补短、提质”主题和实施以精益生产为主线的管理创新中,紧密围绕推精益、练内功、提品质、增效益,坚持一个核心——实施工位制节拍化流水生产为核心,合理调整工艺布局,优化工艺流程,精细工位切分和标准工位建设,促进工位作业效率和作业管理水平提升,助力企业向更高质量发展。
一、以市场为导向,向管理要效率市场竞争日益激烈,市场变化是常态,企业发展是必然。
面对铁路特种车辆、专用车辆、城铁车辆市场需求增加和客户个性化需求,企业能否提升管理水平、人员操作技能、人力资源储备和工艺设计能力,制定科学合理工艺方案,及时响应客户需求,顺利承接市场订单,是摆在我们面前一个重要课题。
JSQ6型专用车是中铁特货公司配属车辆,在继续深化哈车公司大车造修基地建设,夯实构建与中铁特货公司的战略伙伴关系背景下,公司将JSQ6型专用车段修作为今后的长线产品。
自2018年以来,按照工艺要求,通过对场地调整、设备投入、人员配备、样车试修等环节,该车型段修产量逐步提升,但在诸多环节存在着制约生产不能准时实现的因素。
要快速响应市场,现有工艺能力已不能满足市场需求。
必须紧密围绕产能提升创新工艺管理,科学分析评估存在的瓶颈问题,对现有的检修工艺进行了总体调整和完善,在实施过程中导入精益理念,以实现具备满足市场需求的段修能力,保证按时履约。
二、强化精益基础建设,完善保障机制1.精益管理工作思路是按照中国中车精益管理十三五实施规划和公司精益生产实施方案,建立完善公司精益生产管理体系,突出精益机制保障作用,大力推进精益体系贯标工作,做好精益指标改善。