铝型材生产工艺技术 2分析共29页
铝型材生产工艺

铝型材生产工艺生产工艺流程图熔炼铸造铸锭均匀化挤压时效阳极氧化(着色) 粉末涂漆封孔电泳涂漆固化固化包装滚齿成品入库穿条压合包装成品人库简要说明:熔炼:主要原材料AL99.70以上铝锭(GB/T1196)加入铝硅合金锭、镁锭加热熔炼、熔炼温度为730?,750?、进行搅拌、精炼、打渣等工序。
铸造:采用同水平密排顶铸造工艺,使用不同的结晶器,生产出不同直径规格的铝棒。
铸锭均匀化:采用575?保温6小时快速冷却。
挤压:铝棒加热到450?左右,采用规定的模具,用挤压机挤压出各种规格的型材,并急速风冷或水冷,调直、锯切、装框。
时效:采用190?,195?保温3.5小时左右,然后采用强制风冷的工艺。
阳极氧化(着色):以铝基材为阳极,置于电解液中通电,阳极产生氧原子、氧原子有很强的氧化剂,在铝基材表面生成一层性能优良的ALO保护层,着色采用电解着色工艺,将金属离子(镍离子、亚锡离23子)填充到ALO保护层中,使氧化膜显现出不同的颜色。
23封孔:采用Ni2+、F-冷封孔工艺。
电层涂漆:将经过阳极氧化(着色)的型材放入电泳槽中,通电使丙烯酸树脂附着在型材表面。
固化:将电泳涂漆的型材在180+20?温度下,用30分钟左右烘干固化。
粉末喷涂:铝型材基材经过铬化前处理,通过静电喷涂上粉末涂料。
固化:将粉末涂料的型材在200?温度下烘烤10分钟。
滚齿、穿条、压合:采用穿条式工艺生产隔热铝型材,首先生产出带槽位的铝型材,用专用的滚齿设备在槽位上开出0.5,1.0深的齿来。
穿入尼龙隔热条PA66-GF,用压合设备将两支铝型材复合在一起,生产出具节能性能的隔热铝型材。
下面红色为工作计划模板,不需要的下载后可以编辑删除~谢谢工作计划一、近期今年是在新的工作岗位工作的年,是熟悉工作,履职,方法,积累经验的一年,年中“转变,”,即转变工作角色,工作职责。
转变工作角色:参加工作近十年了,从事的工作一直都单一,以至于对行业的工作所知甚少,以至陌生,县办公室全县的核心机构,工作涉及到全县各行各业,对此,在思考问题,事情时,跳出以前在的思维,摆正的位置,全局意识,转变工作角色。
铝型材制造工艺

铝型材制造工艺引言:铝型材是一种常见的金属制品,广泛应用于建筑、交通运输、电子、机械制造等领域。
铝型材制造工艺是指将铝材料通过一系列的加工工艺,制成具有特定形状和尺寸的铝型材的过程。
本文将介绍铝型材制造的主要工艺流程和相关技术。
一、原材料准备:铝型材的制造首先需要准备合适的原材料。
常用的铝合金材料有6061、6063、6082等,这些铝合金具有良好的机械性能和耐腐蚀性能。
在原材料准备阶段,需要对铝材进行切割、锯切等加工,以便后续的加工工艺。
二、型材挤压:型材挤压是铝型材制造的核心工艺。
在挤压过程中,将预热的铝坯料放入挤压机的料筒中,通过挤压机的压力和模具的作用,使铝坯料通过模具的孔口挤出,形成具有特定截面形状的铝型材。
挤压过程中,需要控制好挤压速度、温度和压力等参数,以确保铝型材的质量。
三、热处理:热处理是铝型材制造中的重要工艺环节。
通过热处理可以改善铝合金的力学性能和耐腐蚀性能。
常用的热处理方法有固溶处理和时效处理。
固溶处理是将铝型材加热至一定温度,使合金元素溶解在铝基体中,然后快速冷却,以获得均匀的固溶体。
时效处理是在固溶处理的基础上,将铝型材再次加热至一定温度,保持一段时间,使合金元素析出,形成强化相,提高铝型材的强度和硬度。
四、表面处理:铝型材的表面处理是为了提高其耐腐蚀性和装饰效果。
常用的表面处理方法有阳极氧化、喷涂、电泳涂装等。
阳极氧化是将铝型材浸泡在含有电解质的酸性溶液中,通过电解作用,在铝表面形成一层氧化膜,增加铝型材的耐腐蚀性和表面硬度。
喷涂和电泳涂装是将涂料喷涂或涂覆在铝型材表面,形成一层保护膜,提高铝型材的装饰效果和耐候性。
五、切割和加工:铝型材制造完成后,还需要进行切割和加工,以满足不同的使用要求。
常用的切割方法有锯切、剪切和冲孔等。
加工工艺包括铣削、钻孔、焊接等,可以根据需要对铝型材进行进一步的加工和组装。
六、质量检测:铝型材制造完成后,需要进行质量检测,以确保产品符合相关标准和要求。
铝型材的简介及生产工艺

铝型材的简介及生产工艺铝型材的简介及生产工艺一、铝型材性能要求A.铝材1.以下的合金种类及硬度的组合若符合生产加工、表面处理及性能要求的规定,则可用于制作铝型材:6063-T5、6063-T6、6105-T5、6061-T6。
其它6xxx系列的合金若达到本技术要求的规定亦可送审供核准。
铝型材的厚度在满足性能要求的基础上不能低于下列要求:a.主要铝型材:3.0mm。
b.玻璃周边的盖板及非结构性装饰条:1.5mm。
c.所有铝型材必须为建筑用高级产品,其容许加工误差应满足《GB/T 5237 - 铝合金建筑型材的规定》。
其材料应达到《GB/T 3190 - 变形铝及铝合金化学成分》的要求。
d.所有送审的铝型材应一并附上模具图显示满足上述材料壁厚的要求,并存档。
2.以下的合金种类及硬度的组合若符合加工、表面处理及性能要求的规定,则可用与制作铝板或铝片:3003-H14,5005-H14。
其它3xxx,5xxx或6xxx系列的合金若达到本技术要求的规定亦可送审供核准。
板材应符合《GB/T 5237》的要求。
板材的厚度在满足性能要求的基础上不能低于下列要求:a.铝板成型的构件:3.0mm。
b.除非建筑图纸特别要求,铝板厚度为3mm。
根据要求使用加强措施保证铝板外部平整度不大于0.1%或1.5mm(在1.5米内),并以较小值为准。
用于雨棚和吊顶的铝板厚度应为5mm。
c.盖板厚度最小应为3.0mm。
B.表面处理-铝材铝材表面的颜色和处理方式应在铝材制造商标准色卡范围内与经审核的送审样品一致。
1.氟碳喷涂或其他同等做法须经建筑师认可。
2.室外外露的铝材a.所有室外可见的铝材表面皆应在工厂施加Duranar XL涂层,所用氟碳漆应基于PPG公司或其他有授权配方的配制厂所供应的Kynar 500氟化聚合物树脂。
外幕墙分包商应在喷涂前将书面授权证明递交业主和建筑师审核,证明其漆配方和喷涂操作满足要求。
b.Duranar XL涂层包含三涂三烤。
铝型材的生产工艺流程

铝型材的生产工艺流程铝型材是指通过将铝料经过一系列的加工和处理工艺制成各种截面形状的铝制品。
铝型材具有重量轻、强度高、耐腐蚀、耐磨损等优点,被广泛应用于建筑、交通运输、电子电气、机械制造等领域。
下面将详细介绍铝型材的生产工艺流程。
1. 原料准备铝型材的生产首先需要准备原料,即铝合金。
铝合金是由铝和其他金属元素合金化而成,根据不同的要求,可以选择不同的铝合金。
原料准备包括铝合金的采购、检验和储存等环节。
2. 铝锭熔炼将采购的铝锭放入熔炉中进行熔炼。
铝锭经过高温熔化后变成液态铝,用于后续的型材制造工艺。
3. 型材挤压将熔化的液态铝注入挤压机的料斗中,通过挤压机的挤压作用,将铝液压入模具中,形成所需的截面形状。
挤压是铝型材生产中最主要的加工工艺,也是铝型材成形的关键工艺。
4. 时效处理经过挤压成形的铝型材需要进行时效处理,以增强其强度和硬度。
时效处理是指将铝型材加热到一定温度,保持一定时间后再冷却,使其内部组织发生变化,达到理想的性能。
5. 表面处理为了提高铝型材的抗腐蚀性能和美观度,需要进行表面处理。
常见的表面处理方法有阳极氧化、电泳涂装、喷涂等。
阳极氧化是一种常用的表面处理方法,可以形成一层氧化铝膜,增加铝型材的硬度和耐腐蚀性。
6. 型材切割经过表面处理的铝型材需要根据实际需要进行切割。
常见的切割方式有锯切、剪切等。
切割后的铝型材可以按照要求进行后续的加工和组装。
7. 型材加工根据具体的使用要求,铝型材可能需要进行一些加工工艺,例如孔加工、弯曲、冲压等。
这些加工工艺可以通过机械加工设备来完成,如铣床、钻床、冲床等。
8. 型材检验生产出的铝型材需要进行质量检验,以确保其符合相关的标准和要求。
常见的检验项目包括尺寸、表面质量、化学成分、力学性能等。
9. 型材包装和出货合格的铝型材经过检验后,需要进行包装,并安排出货。
包装可以采用木箱、托盘等方式,以防止铝型材在运输过程中受到损坏。
以上就是铝型材的生产工艺流程。
铝型材生产工艺流程图

铝型材生产工艺流程图铝型材是一种广泛应用于建筑、工业和交通等领域的材料,具有重量轻、强度高、导热性好等优点。
下面我们来介绍一下铝型材的生产工艺流程。
1. 原料准备:首先需要准备好铝锭,一般选择高纯度的铝锭作为原料。
将铝锭放入熔炉中进行熔化,使其达到一定的温度。
2. 型材设计和开模:根据需要生产的型材规格和形状,进行型材的设计。
设计好后,对模具进行开模,通常采用数控机床进行加工。
3. 挤压:将熔化的铝液倒入挤压机的料斗中,通过一系列的挤压工艺,将铝液挤压成型。
这个过程中,需要根据型材的形状和尺寸来选择合适的挤压机和模具。
4. 固化:挤压成型后的铝材需要进行一定的固化处理,以使铝材的机械性能能够达到要求。
通常采用自然固化和人工固化两种方式。
5. 表面处理:为了提高铝材的耐腐蚀性、耐磨性和美观性,需要对铝材进行表面处理。
常见的处理方式有阳极氧化、电泳涂装、喷砂等。
6. 切割和加工:将挤压成型的铝材按照需要的尺寸进行切割。
如果需要进行进一步的加工,如孔加工、铣削等,也可以在这个步骤中进行。
7. 质检和包装:经过以上的工艺处理后,需要对铝材进行质量检测,包括尺寸检测、力学性能测试等。
合格后,将铝材按照规定的包装标准进行包装。
8. 发货和销售:将包装好的铝材运输到指定的地点,进行销售。
铝型材可以应用于建筑、交通、电子等各个领域,市场需求量大。
总之,铝型材的生产工艺流程包括原料准备、型材设计和开模、挤压、固化、表面处理、切割和加工、质检和包装、发货和销售等环节。
每个环节都需要严格控制,以保证最终产品的质量和性能。
铝型材的生产工艺不仅直接影响到产品的质量,还会直接影响到生产效率和成本控制,因此需要科学合理地进行整个流程的管理。
铝型材的生产工艺

铝型材的生产工艺铝型材是一种重要的工业材料,被广泛应用于电子、机械、建筑等领域。
它具有重量轻、强度高、耐腐蚀性好等特点,因此受到了越来越多的关注和使用。
本文将介绍铝型材的生产工艺。
铝型材的生产工艺主要包括原料处理、熔炼、挤压、表面处理和精加工等环节。
首先是原料处理。
铝型材的原料主要是铝合金,它通常是由铝、硅、锰、镁等元素组成。
原料的品质对最终产品的质量有直接影响,因此在生产过程中需要对原料进行筛选和预处理,确保其质量稳定。
接下来是熔炼。
将经过处理的铝合金原料加入到熔炉中进行熔化。
熔炉通常采用电炉或燃料炉,通过高温将原料熔化为液态铝合金,以便后续的挤压工艺。
然后是挤压。
将熔化的铝合金注入到挤压机中,通过高压将其挤出模具,得到所需的铝型材截面形状。
挤压工艺是铝型材制造中最常用的工艺,通过控制挤压速度、温度和压力等参数,可以得到各种不同形状和尺寸的铝型材。
接下来是表面处理。
铝型材经过挤压后,其表面通常会有氧化膜和不均匀的颜色,需要经过表面处理才能满足使用要求。
常用的表面处理方法包括阳极氧化、喷涂、电泳涂装等。
这些处理能够增加铝型材的耐腐蚀性、耐磨性和装饰性。
最后是精加工。
铝型材经过挤压和表面处理后,需要经过切割、钻孔、弯曲等工艺来加工成最终的产品。
这些精加工工艺通常由机械加工或数控加工完成,能够使铝型材实现更精密的尺寸和形状。
综上所述,铝型材的生产工艺包括原料处理、熔炼、挤压、表面处理和精加工等环节。
这些工艺环节相互配合,能够生产出各种形状和尺寸的铝型材,满足不同行业的需求。
随着科技的不断进步,铝型材的生产工艺也在不断完善,将为其应用带来更多的可能性。
铝型材制造工艺介绍
铝型材制造工艺介绍
1.铝材挤压工艺:
铝材挤压是目前最常见的铝型材制造工艺。
该工艺是将铝材加热到挤
压温度,然后通过挤压机将铝材挤压成带有截面形状的长型材。
挤压模具
通常由一个腔室和一个挤压出口组成,通过控制挤压出口的形状和大小,
可以制造出不同形状的铝型材。
挤压工艺具有生产效率高、成本低、产品
质量稳定等优点。
2.铝材拉伸工艺:
铝材拉伸是将铝材加热到一定温度,在拉伸机上施加拉力,使铝材在
一定的温度和拉力作用下发生塑性变形,从而获得所需的型材形状。
拉伸
工艺通常用于制造较复杂、精度要求较高的铝型材。
拉伸工艺可以使铝材
的晶粒细化,提高其强度和塑性。
3.铝材轧制工艺:
铝材轧制是将铝材通过轧机进行多次的轧制变形,使其逐渐获得所需
的型材形状。
轧制工艺通常用于制造较大、较厚的铝型材。
铝材在轧制过
程中会发生冷处理,可以提高其强度和硬度。
4.铝材焊接工艺:
铝材焊接是通过将两个或多个铝材件加热至熔点,并施加一定的压力,使其熔合在一起。
铝材焊接工艺可以用于制造各种复杂的铝型材,如角接、对接、过渡接、T型接等。
常见的铝材焊接工艺有气体保护焊接、电弧焊接、激光焊接等。
总结起来,铝型材制造工艺包括挤压、拉伸、轧制和焊接等多种方法。
每种工艺都有其特点和适用范围,可以根据铝型材的形状、尺寸和技术要
求来选择适合的制造工艺。
随着科技的不断进步,铝型材制造工艺也在不
断发展创新,为各行业提供更多更好的铝型材产品。
(工艺技术)铝型材制造工艺介绍
重庆美鱼铝型材生产、工艺流程包括熔铸、挤压和上色 (上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等)三个过程。
1、熔铸是铝材生产的首道工序。
主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
(2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。
(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。
2、挤压:挤压是型材成形的手段。
先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。
常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。
不同牌号的可热处理强化合金,其热处理制度不同。
3、上色 (此处先主要讲氧化的过程)氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。
其主要过程为:(1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。
还可以通过机械手段获得镜面或无光(亚光)表面。
(2)阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。
(3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。
氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。
铝材生产工艺流程图简要说明:熔炼:主要原材料AL99.70以上铝锭(GB/T1196)加入铝硅合金锭、镁锭加热熔炼、熔炼温度为730℃~750℃、进行搅拌、精炼、打渣等工序。
铸造:采用同水平密排顶铸造工艺,使用不同的结晶器,生产出不同直径规格的铝棒。
铝型材生产工艺

铝型材生产工艺铝型材是一种常用的工业材料,广泛用于建筑、电子、汽车等各行各业。
铝型材的生产工艺主要包括原料选材、熔炼、挤压、淬火和表面处理等环节。
首先,原料选材是铝型材生产的首要环节。
铝合金中主要包含铝、硅、锰、镁等元素。
不同的合金元素含量和种类决定了铝型材的不同性能。
生产厂家根据产品的需求和用户的要求选择不同的合金原料,以确保产品达到设计要求。
接下来是熔炼工艺。
铝型材的熔炼通常使用熔炼炉进行,将选好的铝合金材料加热至熔点后进行熔炼。
熔炼的过程需要控制温度和熔炼时间,以保证熔炼出均匀的铝合金液态材料。
挤压是铝型材生产的核心工艺。
熔融的铝合金经过熔炼炉熔炼后,被送入挤压机的压力室。
在高温下,通过挤压头将铝合金挤压成型,通过模具设计的空隙来获得不同形状和尺寸的铝型材。
挤压机的挤压速度和温度需要根据不同铝合金的特性进行调整,确保产品的质量。
挤压后的铝型材需要进行淬火工艺。
淬火是通过快速冷却的方式,使铝型材达到硬度和强度的要求。
淬火的方法主要有水淬、油淬和空气淬,不同的方法有不同的淬火速度和效果。
淬火的温度和时间也需要根据铝型材的要求进行调整。
最后是表面处理工艺。
铝型材的表面处理主要是为了提高产品的耐腐蚀性和装饰性。
常见的表面处理方法有阳极氧化、涂装和电泳涂装等。
阳极氧化是通过在铝型材表面形成一层氧化膜,提高了材料的耐蚀性和硬度。
涂装和电泳涂装则是通过在铝型材表面涂覆一层涂料,增加了产品的装饰性和耐用性。
总之,铝型材的生产工艺包括原料选材、熔炼、挤压、淬火和表面处理等环节。
这些环节之间相互配合,共同确定了铝型材的质量和性能。
不同产品的要求和用户的需求,会对工艺的具体参数进行调整,以满足不同的需求。
随着科学技术的不断发展,铝型材生产工艺也在不断改进和创新,以提高产品的质量和市场竞争力。
铝合金型材的生产工艺流程

铝合金型材的生产工艺流程铝合金型材是建筑行业中广泛应用的一种材料,由于它的环保性、稳定性、易加工性和装饰等特性。
建筑铝合金型材可分为挤压基材、阳极氧化型材、电泳涂漆型材、粉末喷涂型材、氟碳漆喷涂型材、穿条隔热型材、注胶隔热型材等等。
铝合金型材的生产工艺包括模具制作、熔铸、挤压和表面处理。
模具制作是整个生产工艺的第一步,需要进行模具设计、机加工、热处理、线切割、电火花、抛光、检验、试模和氮化等步骤。
熔铸是将铝锭、中间合金等原料按比例配料装炉,熔化后调整成分比例并进行精炼排渣,最终生产出各规格的铝棒。
挤压是将铝棒加热后按“高温低速、低温高速”的原则进行挤压,然后通过矫直和人工时效等步骤,最终包装入仓。
表面处理是通过静电作用,在铝合金及其表面喷上二氟己烯进行表面氟碳处理,使其具有颜色均匀、抗褪色、抗污能力优越的特性。
以上是铝合金型材的生产工艺流程,其中每个步骤都需要严格按照规程进行操作,确保生产出优质的铝合金型材。
前处理——在前处理区按规程对材料进行多重清洗,彻底洗净材料表面油污注胶——在两种型材之间注入隔热胶组装——将两条型材与隔热条组装在一起固化——让隔热胶在室温下自然固化检验——取样检验抗剪力检验通过后包装入仓XXX n Cavity - XXX of the profile is sealed.n for n - After mixing and stirring samples of the American Yashon A and B adhesive。
n of the adhesive is carried out。
The temperature of the profile and adhesive tank is controlled at 20-30 degrees Celsius to ensure that the temperature is not too low。
which could cause the XXX.Cutting of Bridges - The substrate at the n points on both sides of the profile is cut。
铝型材加工流程和工艺
铝型材加工流程和工艺
铝型材是一种非常重要的制造原材料。
它可以被用来制造各种不同类
型的零件和产品,尤其是在汽车、航空航天和建筑工业方面。
而铝型
材加工是将原始铝型材加工和形状切削成所需形状和尺寸的过程。
铝
型材加工工艺涉及多种过程,那么我们来了解一下铝型材加工流程和
工艺。
首先,铝型材加工的第一步是质检。
在这一步骤中,需要对原材料的
尺寸、形状、强度等进行检测。
如果原材料不符合制造要求,我们需
要立即更换。
接下来,需要进行下料。
下料通过切割铝型材变成所需长度的过程。
这可以通过手动切割机、自动切割机或手动工具实现。
在下料的同时,需要依照所需的长度切割铝型材。
然后,需要进行加工。
这是铝型材加工的主要过程,也是最复杂的过程。
在加工中,需要使用各种工具和设备来将铝型材切割成所需形状
和尺寸。
这些设备包括车床、铣床、高速切割机、冲压机等。
在切削过程中,需要确保切割刃正确定位,调整切割速度和切割压力,以避免铝材变形或损坏。
最后,需要进行整形和表面处理。
铝型材整形是通过弯曲、折弯或热处理等方法将成型完成的铝型材进行细微调整,使其达到预期形状和尺寸。
表面处理包括电镀、喷涂、压花等,以保护铝型材表面并增加其美观度。
总之,铝型材加工是一个非常复杂而精密的过程,需要高度的技术水平和专业知识。
作为消费者,我们在选择铝型材制造商时,需要注意他们的设备、工艺和技术水平是否符合要求。
只有这样,我们才能获取到高质量的铝型材,同时也为制造商带来更好的收益。
铝型材生产工艺技术 2分析共31页

41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
铝型材生产工艺技术 2分析
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
铝型材生产工艺流程图
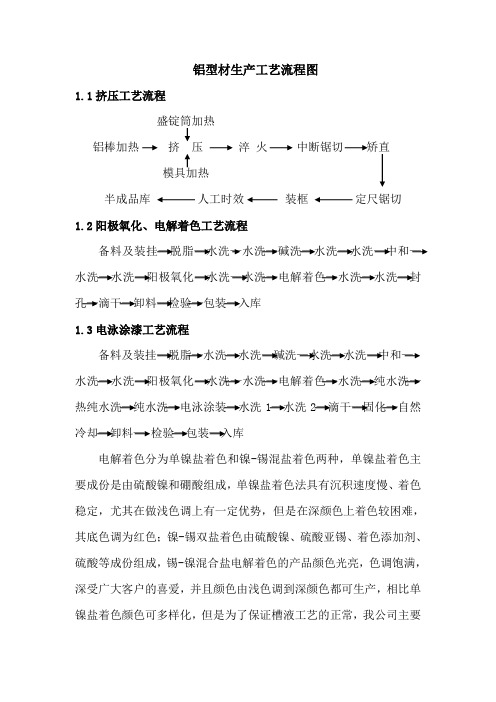
铝型材生产工艺流程图1.1挤压工艺流程盛锭筒加热铝棒加热挤压淬火中断锯切矫直模具加热半成品库人工时效装框定尺锯切1.2阳极氧化、电解着色工艺流程备料及装挂—脱脂—水洗—水洗—碱洗—水洗—水洗—中和—水洗—水洗—阳极氧化—水洗—水洗—电解着色—水洗—水洗—封孔—滴干—卸料—检验—包装—入库1.3电泳涂漆工艺流程备料及装挂—脱脂—水洗—水洗—碱洗—水洗—水洗—中和—水洗—水洗—阳极氧化—水洗—水洗—电解着色—水洗—纯水洗—热纯水洗—纯水洗—电泳涂装—水洗1—水洗2—滴干—固化—自然冷却—卸料—检验—包装—入库电解着色分为单镍盐着色和镍-锡混盐着色两种,单镍盐着色主要成份是由硫酸镍和硼酸组成,单镍盐着色法具有沉积速度慢、着色稳定,尤其在做浅色调上有一定优势,但是在深颜色上着色较困难,其底色调为红色;镍-锡双盐着色由硫酸镍、硫酸亚锡、着色添加剂、硫酸等成份组成,锡-镍混合盐电解着色的产品颜色光亮,色调饱满,深受广大客户的喜爱,并且颜色由浅色调到深颜色都可生产,相比单镍盐着色颜色可多样化,但是为了保证槽液工艺的正常,我公司主要是生产以青底色调为主的电泳香槟颜色,并将此颜色定为今后的主打。
单镍盐着色主要是保证目前已有客户木纹订单的生产。
1.4粉末喷涂工艺流程工艺流程:工件装挂酸蚀除油水洗水洗无铬钝化处理水洗纯水洗沥水烘干喷涂固化卸料检验包装入库喷涂铝合金型材具有优良的耐蚀性和耐候性,坚固耐用,外观装饰好,颜色丰富,可依客户的要求颜色进行组织生产,且生产工艺比阳极氧化简单,环保安全等特点,在建筑、装潢、运输等行业得到广泛应用。
除油主要是酸性除油剂及硫酸等组成,主要是将型材表面在挤压过程中所产生的油脂清除干净,为后道工序提供保障。
钝化处理分为含铬的磷铬酸盐处理和无铬的钛-锆盐等处理工艺。
目前大部分前处理工艺是采用磷铬酸盐处理,此工艺是成熟的生产工艺,并且所生成的化学氧化膜在各项性能上都很好,但是在环保上会产生含铬的污水,而铬的处理又较难,会给企业及社会带来一定的影响,因此国家在大力推行无铬环保的化学处理方式,我公司所采用是是无铬的钛-锆盐工艺,此工艺所生产的膜已基本能与磷铬酸工艺所生产的膜相媲美,各方面的性能都能够达到标准要求,此工艺为企业及社会的环境保护工作也带来了一定的作用,在全国行业内是为数不多的使用该工艺的厂家之一。
(工艺技术)铝材加工工艺
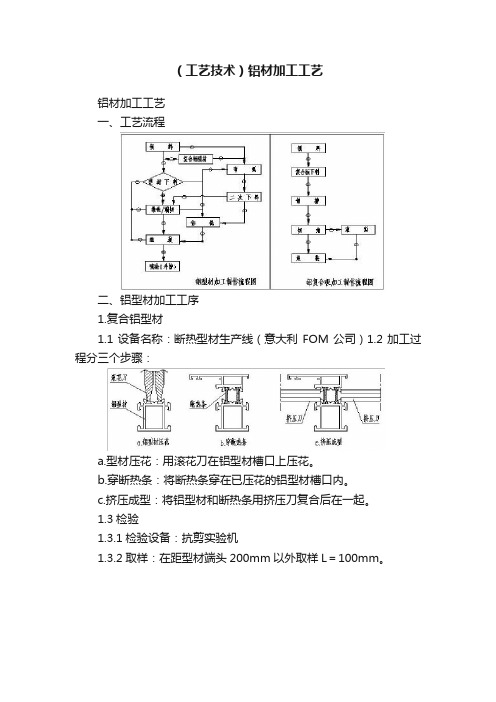
(工艺技术)铝材加工工艺铝材加工工艺一、工艺流程二、铝型材加工工序1.复合铝型材1.1设备名称:断热型材生产线(意大利FOM公司)1.2加工过程分三个步骤:a.型材压花:用滚花刀在铝型材槽口上压花。
b.穿断热条:将断热条穿在已压花的铝型材槽口内。
c.挤压成型:将铝型材和断热条用挤压刀复合后在一起。
1.3检验1.3.1检验设备:抗剪实验机1.3.2取样:在距型材端头200mm以外取样L=100mm。
1.3.3标准:剪切力H(Kg)符合250≤H≤6001.4注意事项:1.4.1铝型材截面尺寸:宽240mm,高180mm。
1.4.2挤压刀具有效尺寸:60mm,即铝型材外端距挤压部位尺寸L<60mm。
1.4.3铝型材不能与刀具干涉,一般挤压部位应高出2mm。
2.铝型材下料2.1设备:双头锯型号:DG244适用范围:加工长度335~6000 加工角度90°~45°任意角调整范围:锯片调整角度90°~45°工作台调整角度22.5°~90°~140°加工精度:尺寸允差±0.2 角度允差±6′其他:锯片最大直径φ550 锯片升起最大高度200主要用途:铝型材切断、切角。
2.2设备:单头锯型号:MGS205适用范围:加工长度15~450 加工角度90°~45°任意角调整范围:锯片调整角度90°~45°工作台调整角度22.5°~90°~140°加工精度:尺寸允差±0.5 角度允差±15′其他:锯片最大直径φ550 锯片升起最大高度200主要用途:铝型材切断、切角。
2.3设备:单头自动送料切割机型号:SA142适用范围:加工长度5.5~150加工精度:尺寸允差±0.3主要用途:铝型材切断(自动送料、切料)。
3.铝型材端切3.1设备:端铣机型号:AKS134适用范围:最大切削高度160;最大切削深度135;最大切削长度250。
铝型材生产工艺技术 2

▲挤压工艺条件 : 1)使金属处于三向压应力状态; 2)建立足够的应力值,使金属能够产生塑性变 形; 3)有能使金属流出的孔或间隙,提供一个阻力 最小的方向。
▲挤压工艺特点 : 挤压时金属坯料处于三向压应力状态下变形,因此
可提高金属坯料的塑性,有利于扩大金属材料的塑 性加工范围。 可挤压出各种形状复杂、深孔、薄壁和异型截面的 零件,且零件尺寸精度高,表面质量好,尤其是冷 挤压成形。 零件内部的纤维组织基本沿零件外形分布且连续, 有利于提高零件的力学性能。 生产率较高,只需更换模具就能在同一台设备上生 产形状,尺寸规格和品种不同的产品。 节约原材料,挤压属于少(无)切削加工,大大节 约了原材料。
4XXX 5XXX
6XXX 7XXX 8XXX
9XXX
2.铝及铝合金成型工艺
(1)铸造铝合金、变形铝合金 压延类分为轧制、挤压 轧制:供坯方式:辊式铸轧、热轧、履带式铸轧,再进行冷轧 、箔轧,期间精整,包括退火、拉弯矫直、纵横剪切、表面 涂层,形成卷材或板材。投资较大,忠旺天津项目220亿元 (2)挤压: ▲挤压的概念: 用压杆对放置在压筒中的坯料加压,使之产生塑性流动, 从而获得相应于模具的型孔形状的制件方法。挤压时,坯料 产生三向压应力,即使是塑性较低的坯料,也可被挤压成形 。挤压,特别是冷挤压,材料利用率高,材料的组织和机械 性能得到改善,操作简单,生产率高,可制作长杆、深孔、薄 壁、异型断面零件,是重要的少无切削加工工艺。挤压主要 用于金属的成形,也可用于塑料、橡胶、石墨和粘土坯料等 非金属的成形。
金属挤压示意图
▲挤压分类: 按金属塑变流动方向可分为: 正挤压:挤压时,金属流动方向与凸模运动方向相同 反挤压:挤压时,金属流动方向与凸模运动方向相反 复合挤压:挤压时,坯料一部分金属流动方向与凸模运动方向相 同,另一部分则相反 径向挤压:挤压时,金属流动方向与凸模运动方向成90°