004-赵彦芬-核电站用无缝钢管第1部分:碳素钢无缝钢管
对管道问题的最权威解答(4)

对管道问题的最权威解答(4)身为全国锅炉压力容器标准化技术委员会压力管道分技术委员会副秘书长,《压力管道安全技术监察规程一工业管道》和《压力管道规范一工业管道》的主要起草人,ASME相关规范的译者和校对者之一,应道宴大师每天都会接到许多来自全国各地管道从业人员的咨询。
为了能够帮助更多的管道人,为了能让知识更大范围地传播,管道365特开设【管问应答】栏目,搜集和整理应大师的答复,为管道人答疑解惑!问:首次出现撬装系统监督检验,是在TSG21-2016实施意见中提出的,只是说系统需要监督检验,但是没有规定应该监管的管道是按照安装过程还是制作过程来监管,所以监督检验的时候,每一小段耐压试验是否应该作为A类项目进行监督检验,应该注意什么呢?答:大的撬装也可把它当作一个小装置。
其中不同的容器,不同的管道,有不同的设计条件和耍求。
因此,装置中是如何处理的,撬装中也实事求是地同样规则处理。
而不是认为是一个位号,而要执行什么统一的要求。
这就是我理解的实事求是。
压缩机撬装柔性分析请参考有关管道规范。
质检总局特种设备局关于《固定式压力容器安全技术监察规程》(TSG21-2016)的实施意见(质检特函(2016)46号)2016-09-30(六)使用管理。
2.关于撬装式承压设备系统或机械设备系统(以下简称“设备系统”)的使用登记。
(1)安装在“设备系统”上的压力容器和压力管道,应当由具有相应资质的单位设计、制造,并依据相应安全技术规范要求经过制造监督检验。
(2)包含压力容器或压力管道的“设备系统”,其制造单位应当持有相应级别的压力容器制造许可证、压力管道元件制造许可证或压力管道安装许可证,系统经过制造监督检验(其中安全技术规范中未规定制造监督检验的压力管道元件可参照安装监督检验的要求进行)。
(3)“设备系统”中的压力管道可作为压力容器附属装置一并按照压力容器办理使用登记;只有压力管道的,按照压力管道办理使用登记。
(4)“设备系统”由使用单位直接申请办理使用登记(简单压力容器和本规程14范围内的压力容器除外),不需要办理压力容器或压力管道安装告知和安装监检。
钢管公称直径、外径、壁厚和理论重量表

300
325
6.5
51。05
8.5
66。34
10。0
77.68
14.0
107.37
17。0
129.12
22。0
164。38
25。0
184。95
28.0
205。07
34。0
244.00
26.0
191.71
350
377
8.0
72。80
9。5
86。10
11.0
99。28
15。0
133。90
19.0
kg/m
10
17
2.5
0.89
3。5
1。17
15
22
3.0
1。41
4.0
1.78
5.0
2.10
7.5
2.68
20
27
3。0
1.78
4。0
2。27
5。5
2。92
8。0
3.75
25
34
3.5
2.63
4.5
3.27
6.5
4.41
9。0
5.55
(32)
42
3.5
3。33
5.0
4.56
6。5
5.69
10。0
7.89
150
168
2。8
11。58
3.5
14.41
5。0
20。40
7.0
28.21
11。0
43。23
200
219
2。8
15.15
4。0
21.53
6.5
34.57
Q-CNPE.J104.4-2、3级设备用碳钢无缝钢管技术条件

6 力学性能和工艺性能 6.1 力学性能 6.1.1 规定值
交货状态下钢管的力学性能应符合表 2 和表 3 的规定。 表2 钢管的力学性能
2
Q/CNPE.J104.4-2009
表1 无缝钢管的化学成分
钢
Mn
P
S
Cu
Sn
熔炼分析 ≤0.20
0.08~0.35
20
成品分析 ≤0.22
0.07~0.40
0.45~1.00 0.40~1.05
≤0.030 ≤0.025 ≤0.25 a ≤0.030 a ≤0.035 ≤0.030 ≤0.25 a ≤0.030 a
验方法、检验规则及外形尺寸及重量等技术要求。 本标准适用于 M310 堆型的二代加核电站下列钢管: ——公称外径小于 550mm、公称壁厚小于 50mm 的 2 级碳钢无缝钢管; ——公称外径不大于 610mm、公称壁厚不大于 40mm 的 3 级碳钢无缝钢管。 ——主给水流量控制系统、辅助给水系统、汽轮机旁路系统设备用 P280GH 无缝钢管。 本标准不适用于管道系统用 2、3 级碳钢无缝钢管和热交换器传热管用无缝钢管。
16Mn
熔炼分析 ≤0.22 成品分析 ≤0.24
0.10~0.35 0.09~0.40
0.65~1.25 0.60~1.30
≤0.030 ≤0.025 ≤0.25 a ≤0.030 a ≤0.035 ≤0.030 ≤0.25 a ≤0.030 a
熔炼分析 ≤0.20
0.10~0.35
0.80~1.60
4 制造 4.1 制造程序
在 P280GH 钢管制造前,钢管制造厂应制定制造程序。该程序应包括制造过程中的各个步骤、包括 制造阶段、制造过程中所有的中间热处理、最终热处理和无损检测等。 4.2 冶炼
核级管道技术要求及采购探讨

工程技术科技创新导报 Science and Technology Innovation Herald68DOI:10.16660/ki.1674-098X.2018.25.068核级管道技术要求及采购探讨韩强(中核辽宁核电有限公司 辽宁葫芦岛 125112)摘 要:在我国的核电安全管理中,核级管道管件的技术要求和采购是其中的核心环节。
核级管道管件在整个工艺流程中占有十分重要的位置,对整个核电站的安装工作有着直接的影响。
因此制定合理的核级管道管件技术要求和采购计划,是保证核电站顺利完工的必要条件。
本文主要针对核级管道技术的要求进行了分析,并对核级管道采购进行了探讨。
关键词:核级管道管件 技术要求采购计划中图分类号:TM62 文献标识码:A 文章编号:1674-098X(2018)09(a)-0068-02在核电工程的发展过程中,其中核电工程的项目管理工作是十分重要的。
核电工程在进行采购管理过程中,一定要严格控制采购物资的质量、进度、成本、风险约束等,因此目前在核电采购管理中,想要提高核电工程采购效率,降低投资成本是其中的关键,所以核电工程项目中投资约束就是目前项目管理约束的前提。
在核电工程建设中需要大量的无缝钢管,通常情况下,想要建设完成一座100万kW的压水堆核电站,其中需要的各种规格的钢管总和加在一起大约有3000t左右。
目前我国的核电站建设正在处在蓬勃发展的阶段,因此需要大量的无缝钢管。
所有类型的管道中,核级管道的工艺技术是其中的重中之重,其管道的预制和安装过程都需要进行严格的控制。
想要进一步的加快核级管道的安装速度,就要首先将采购计划和安装技术相匹配,为安装提供相应的条件,保证整个核电工程的顺利进行。
1 核电用无缝钢管的质量要求我国目前建设完成和正在建设的核电站主要以压水堆型核电站为主,具有较高的技术水平和安全性能。
其中压水堆核电站建设过程中主要涉及到的无缝钢管有碳钢/碳锰钢/低合金钢类、铬钼钢类、不锈钢类和镍基合金类四大种类。
核电站20MN5M碳钢铸件阀门焊接工艺评定实施分析
核电站20MN5M碳钢铸件阀门焊接工艺评定实施分析内容本文主要介绍核电站安装使用的材质为20MN5M碳钢铸件的阀门,由于材质的特殊性,优先选用该材质材料进行焊接工艺评定的制作,对评定试验结果进行分析,得出由于20MN5M母材性能不满足焊接工艺评定要求的结论,最终重新选择A105和A106GR.C母材,完成阀门焊接工艺评定。
标签:碳钢铸件焊接工艺评定不合格分析母材缺陷引言:核电安装现场出现材质为20MN5M碳钢铸件阀门,该材质材料最小抗拉强度为Rm≥485Mpa,常规焊接工艺评定无法覆盖,需对此材料进行专项焊接工艺评定,实施过程中,由于出现不满足技术要求的結果,经过原因分析、采取合理的方法,使阀门焊接工艺评定顺利完成。
1焊接工艺评定的规划及实施涉及材质20MN5M阀门的焊口为对接焊缝,母材组合主要有20MN5M+A106GR.B、20MN5M+P265GH、20MN5M+P280GH、20MN5M+TP304L 等,根据《RCCMM11121、2、3级设备用承压碳钢铸件》确认20MN5M材质为碳钢铸件,最小抗拉强度Rm≥485Mpa,现场常规材料最小抗拉强度Rm≥470 Mpa,需对20MN5M材料实施专项焊接工艺评定的规划、制作。
选择20MN5M材料实施阀门专项焊接工艺评定,项目清单及实施情况,详见如下表1:2)实施结果根据试验结果,有5项阀门专项焊接工艺评定试验不合格,根据试验情况,所有不合格试验均指向母材问题,重新对20MN5M母材进行采购,对WPQR-03、WPQR-04、WPQR-05进行第二次制作,实施结果仍为不合格,详见表1。
2实施分析根据评定试验结果,针对碳钢铸件20MN5M母材焊接工艺评定实施进行如下分析:1)焊接操作人员焊接工艺评定的试件焊接均是选择技能熟练的焊接操作人员。
2)焊接材料上述7项焊接工艺评定所用的焊接材料使用前按照技术规格书的要求实施焊材验收试验,未出现力学试验不合格的情况。
天然气管道安装施工方案

天然气管道安装施工组织设计目录一、投标函及投标函附录 .................................................................................... 错误!未定义书签。
二、法定代表人身份证明...................................................................................... 错误!未定义书签。
三、授权委托书...................................................................................................... 错误!未定义书签。
四、投标报价表...................................................................................................... 错误!未定义书签。
五、招标代理费承诺书.......................................................................................... 错误!未定义书签。
第一章编制依据及原则. (6)第一节、编制依据 (6)第二节、编制原则 (6)第二章工程概况 (7)第一节、工程概况 (8)第二节、施工要求 (8)第三章项目管理目标及组织机构设置 (8)第一节项目管理目标 (8)一、质量管理目标 (8)二、安全管理目标 (8)三、环境管理目标 (8)第二节项目组织管理机构设置 (9)一、总则 (9)二、项目经理部组织机构 (9)三、公司总部与现场组织机构的关系 (10)第三节项目部主要人员岗位职责 (10)一、项目经理 (10)二、项目技术负责人 (10)三、专业施工员 (11)四、专业质量检查员 (11)五、安全员 (12)六、材料员 (12)七、技术员 (13)第四章主要工程项目施工方案 (13)第一节、现场准备 (13)第二节、进场计划及保证措施 (14)第三节、技术准备 (14)一、图纸的自审与会审 (14)二、编制施工组织总设计及技术交底工作 (15)三、施工程序控制 (15)四、材料控制 (15)五、工程质量检验制度 (16)六、施工机具准备 (17)七、技术档案制度 (18)第五章各分项工程施工顺序 (19)第一节、测量放线 (19)1、施工作业带清理 (19)2、平面控制................................................................................................ 错误!未定义书签。
无缝钢管管径对照表

无缝钢管管径对照表无缝钢管是一种中空的长条钢材,常用于管道、锅炉、高压容器、汽车排气管、结构件等工业领域。
由于无缝钢管具有较高的耐压性能和耐腐蚀性能,因此被广泛应用于各种高压、高温、腐蚀性强的场合。
在无缝钢管的规格中,管径是一个重要的参数。
本文将为您介绍无缝钢管管径对照表,以便您在实际应用中能够方便地查找和选择合适的管径。
无缝钢管的管径通常用外径来表示,单位为毫米(mm)。
根据不同的标准和用途,无缝钢管的管径规格有很多种。
以下是常见的无缝钢管管径对照表:1.普通无缝钢管管径外径DN1548DN2060DN2576DN3289DN40114DN50140DN65168DN80193DN100219DN125273DN150325DN2004262.加厚无缝钢管管径外径DN25I83DN32I108DN40I133DN50I168DN65I219DN80I273DN100I325DN125I377DN150I426DN200I480注:DN后面的数字表示管道的公称直径,单位为毫米(mm)。
加厚无缝钢管在标准的基础上增加壁厚,以提高管道的耐压性能。
其中,I表示加厚型。
以上是无缝钢管管径对照表的一部分,实际上还有更多规格的无缝钢管。
在实际应用中,根据不同的压力、温度、介质等要求,选择合适规格的无缝钢管是非常重要的。
在选择无缝钢管时,除了考虑管径外,还需要考虑壁厚、材质、防腐处理等因素。
我国核电用无缝钢管国产化的新进展

近 年来 .二氧 化碳 排放 已经 成为制 约全 球经 济
达 37亿 k ,发 电量 约 占全 球 发 电 总 量 的 1 %。 . W 7
发展 的“ 瓶颈 ” ,随着人 类对 环境 、气候 变 暖等 问题 的 日益关 注 ,核 电作为 一种 高效 、清 洁和可 持续 发 展 的 能源 .再 次 受 到人 们 的高度 重 视 和广 泛 关注 , 尤 其是 发展 中 国家 ( 洲 国家 ) 亚 ,核 电的发展 势 头十
pr c i e s ws t tg e tpr gr s s b n m a n t e s d a tc ho ha r a o e s ha ee de i h ai pr duc i n l c i a i n oc s o to o alz to pr es .El or t e t ab a ed ar he
q a iy r q ie n s f rs a e ss e lt b l rp o u t s u e o u l a o r p a t o sr c i n a d ma u u lt e u r me t o e ml s t e u u a r d c sa s d f r n c e r p we l n n tu to n n - c
Re en v l pm e to m e t o c i f c tDe e o n fDo s i Pr du t c f rNu l a o a e sS e J Tu o c e rP we an r i e rPl tSe v c
f t eo acur fnucl rpo req pm e ; an y e r he a hi ve e sm a n t oc s oc lz to fnuc ea ea we ui nt al z d a e t c e m nt de i he pr e sofl a i a i n o l r
核工业标准目录(本目录包含934个标准)

核工业标准目录(本目录包含934个标准)核工业标准EJ1.EJ/T 1—1974机械图样管理制度2.EJ/T 2—1975衬垫管接头3.EJ/T 3—1975衬垫管接头体4.EJ/T 4—1975内接头5.EJ/T 5—1975管接头衬垫6.EJ/T6—1975管接头螺母7.EJ/T 7—1975衬垫双面管接头8.EJ/T 8—1975衬垫双面管接头体9.EJ/T 9—1975备用衬垫双面管接头10.EJ/T 10—1975衬垫胶管管接头11.EJ/T 11—1975衬垫胶管管接头体12.EJ/T 12—1975阀门衬垫管接头13.EJ/T 13—1975阀门衬垫管接头体14.EJ/T 14—1975阀门接头衬垫15.EJ/T19—1975穿管接头16.EJ/T 20—1975钢手套接盘17.EJ/T 21—1975有机玻璃手套接盘ML18.EJ/T 22—1975乳胶手套19.EJ/T 23—1975两用乳胶手套20.EJ/T 24—1975乳胶手套紧密封橡皮圈21.EJ/T 25—1975窗用密封橡胶带22.EJ/T 26—1975密封胶带23.EJ/T 27—1975工作箱体支架24.EJ/T 36—1975窥视窗防、耐辐射玻璃板25.EJ/T 37—1975窥视窗26.EJ/T 38—1975内窥视窗27.EJ/T 39—1984滚动轴承门铰链28.EJ/T 40—1984门插销29.EJ/T 41—1984把手30.EJ/T 42—1975法兰密封检修门31.EJ/T 43—1975密封门32.EJ/T 44—1975密封门门栓33.EJ/T 45—1975推拉门34.EJ/T 46—1975提升门35.EJ/T 51—1975进风过滤器36.EJ/T 52—1984排风过滤器37.EJ/T 53—1975密封活门38.EJ/T 54—1984蝶阀39.EJ/T 55—1975联接套环40.EJ/T 57—1975蝶阀操纵杆41.EJ/T 58—1975蝶阀操纵杆42.EJ/T 60—1975阀门操纵杆43.EJ/T 61—1975止逆操纵杆44.EJ/T 62—1975工作箱操纵杆45.EJ/T 63—1975热室操纵杆46.EJ/T 64—1975操纵接头47.EJ/T 66—1975工作箱萤光照明灯具48.EJ/T 68—1975通风柜萤光照明灯具49.EJ/T 69—1975灯用开关盒50.EJ/T 70—1975开关盒51.EJ/T76—1975工作箱技术条件52.EJ/T 77—1975空气过滤器技术条件53.EJ/T 78—1975屏蔽铸铁件技术条件54.EJ/T 79—1975工作箱基本型式与参数55.EJ/T 168—1975不锈耐酸钢锻件技术条件56.EJ/T 170—1976密封防护门57.EJ/T 171—1976铸铁防护门58.EJ 190—1994钢制产品容器技术条件59.EJ/T 192.1—1982环境样品大气中氟化物含量的分析方法60.EJ/T 192.2—1982环境样品水中氟化物含量的分析方法61.EJ/T 192.3—1982环境样品土壤中氟化物含量的分析方法62.EJ/T 192.4—1982环境样品植物中氟化物含量的分析方法63.EJ/T 194.1—1982环境样品大气中微量总汞的分析方法64.EJ/T 194.2—1982环境样品水中微量总汞的分析方法65.EJ/T 194.3—1982环境样品生物样品中微量总汞的分析方法66.EJ/T 194.4—1982环境样品土壤中微量总汞的分析方法67.EJ/T 217—1984手套孔盖68.EJ/T218—1984双开防护门F7969.EJ/T 219—1984运输道门70.EJ/T 221—1984法兰密封窥视窗71.EJ/T 223—1984脚踏阀门72.EJ/T 224—1984带托盘薄壁前室(PBS)73.EJ/T 225—1984带托盘防护前室(PFS 25)74.EJ/T 226—1984带托盘防护前室(PFS 50)75.EJ/T 227—1984带转运盒薄壁前室(HBS)76.EJ/T 228—1984带转运盒防护前室(HFS 25)77.EJ/T 229—1984带转运盒防护前室(HFS 50)78.EJ/T 255—1985通风柜技术条件79.EJ/T 266—1993重铀酸盐中铀的测定硫酸亚铁还原重铬酸钾氧化滴定法80.EJ 266—1984D45EJ/T 267.1—1984铀矿石中铀的分析方法总则及一般规定81.EJ/T 267.2—1984铀矿石中铀的测定硫酸亚铁还原钒酸铵氧化滴定法82.EJ/T 267.3—1984铀矿石中铀的测定三氯化钛还原钒酸铵氧化滴定法83.EJ/T 267.4—1984低品位铀矿石中铀的测定三正辛基氧膦(或三烷基氧膦)萃取分离、2-(5-溴-2-吡啶偶氮)-5-二乙氨基苯酚分光光度法84.EJ/T 267.5—1984铀矿石中铀的测定氯化亚锡还原钒酸铵氧化滴定法85.EJ 269—1984X、γ射线外照射个人剂量监测规定86.EJ 270—1984核电站辐射防护规定87.EJ/T 272.1—1985铀矿冶外排废水镉的分析方法88.EJ/T 272.2—1985铀矿冶外排废水铬的分析方法89.EJ/T 272.3—1985铀矿冶外排废水砷的分析方法90.EJ/T 272.4—1985铀矿冶外排废水铅的分析方法91.EJ/T 274—1985尿中钚的分析方法92.EJ 275—1985铀矿地质生产安全规程93.EJ/T 276—1998铀矿水化学找矿规范94.EJ/T 277—1986高纯八氧化三铀中铀的精密度测试硫酸亚铁还原重铬酸钾电位滴定法95.EJ 280—1986铀矿冶放射性物探仪器检修调试质量标准96.EJ 281—1986铀矿冶放射性选矿仪器检修调试质量标准97.EJ 282—1986铀矿冶化工自动化仪表检修质量标准98.EJ/T 283—1986γ闪烁法测定岩、矿粉末样品中的镭99.EJ/T 284—1986β-γ闪烁法测定岩、矿粉末样品中的铀100.EJ 285—1986二氧化钚(机密)101.EJ 286—1992无损检验用铱-192γ源102.EJ/T 287—2000氚内照射剂量估算及评价方法103.EJ 287—19877692—2000104.EJ/T 296.2—1987尿中微量铀的分析方法激光液体荧光法105.EJ/T 297.1—1987花岗岩、花岗岩铀矿石组分分析方法总则及一般规定106.EJ/T 297.2—1987花岗岩、花岗岩铀矿石组分分析方法二氧化硅量的测定107.EJ/T 297.3—1987花岗岩、花岗岩铀矿石组分分析方法全铁量的测定108.EJ/T 297.4—1987花岗岩、花岗岩铀矿石组分分析方法三氧化二铝量的测定109.EJ/T 297.5—1987花岗岩、花岗岩铀矿石组分分析方法氧化钙量的测定110.EJ/T 297.6—1987花岗岩、花岗岩铀矿石组分分析方法氧化镁量的测定111.EJ/T 297.7—1987花岗岩、花岗岩铀矿石组分分析方法氧化锰量的测定112.EJ/T 297.8—1987花岗岩、花岗岩铀矿石组分分析方法二氧化钛量的测定113.EJ/T 297.9—1987花岗岩、花岗岩铀矿石组分分析方法五氧化二磷量的测定114.EJ/T 297.10—1987花岗岩、花岗岩铀矿石组分分析方法氧化钾量的测定115.EJ/T 297.11—1987花岗岩、花岗岩铀矿石组分分析方法氧化钠量的测定116.EJ/T 297.12—1987花岗岩、花岗岩铀矿石组分分析方法总硫量的测定117.EJ/T 297.13—1987花岗岩、花岗岩铀矿石组分分析方法氟量的测定118.EJ/T 298—1987人体甲状腺摄碘率测定仪探头技术要求119.EJ/T 299—1988铀矿床水文地质勘探规范120.EJ 300—1987核电厂辐射工作人员的医学监督规定121.EJ/T 301—1987铀矿山生产探矿规程122.EJ/T 302—1987铀矿山补充地质勘探规程123.EJ/T 303—19941 L六氟化铀容器124.EJ/T 304—199460 L六氟化铀容器125.EJ/T 305—1994300 L六氟化铀容器126.EJ/T 306—19941 000 L六氟化铀容器127.EJ/T 307—1996六氟化铀容器使用规定128.EJ/T 308—1987钚内照射剂量估算及评价方法129.EJ/T 311—1994压水堆核电厂工程设计用文字代号和图形符号130.EJ 312—1988压水堆核电厂运行及事故工况分类131.EJ 313—1988压水堆核电厂系统部件安全等级的划分132.EJ/T 314—1988压水堆核电厂事故分析安全判据133.EJ/T 315—1988压水堆核电厂与环境有关的事故分析方法134.EJ/T 316—1988压水堆核电厂厂内辐射分区设计准则135.EJ/T 317—1998压水堆核电厂辐射屏蔽设计准则136.EJ/T 318—1992压水堆核电厂反应堆设计准则137.EJ/T 319—1992压水堆核电厂反应堆热工水力设计准则138.EJ/T 320—1998压水堆核电厂反应堆结构总体设计准则139.EJ/T 321—1998压水堆核电厂堆内构件设计准则140.EJ/T 322—1994压水堆核电厂反应堆压力容器设计准则141.EJ/T 323—1998压水堆核电厂燃料组件设计准则142.EJ/T 324—1988压水堆核电厂燃料相关组件设计准则143.EJ/T 325—1988压水堆核电厂反应堆冷却剂系统设计准则144.EJ/T 327—1988压水堆核电厂安全壳喷淋系统设计准则145.EJ/T 328—1988压水堆核电厂余热排出系统设计准则146.EJ/T 330—1998压水堆核电厂控制室撤离设计准则147.EJ/T 331—1992失水事故后流体系统的安全壳隔离装置148.EJ/T 332—1988压水堆核电厂应急堆芯冷却系统设计准则149.EJ/T 333—1988压水堆核电厂控制棒驱动机构设计准则150.EJ/T 335—1998轻水堆核电厂假想管道破损事故防护设计准则151.EJ/T 336—1988压水堆核电厂核供汽系统布置准则152.EJ/T 337—1988压水堆核电厂核供汽系统电加热保温设计准则153.EJ/T 338—1988压水堆核电厂核供汽系统疏水和放气设计准则154.EJ/T 339—1988压水堆核电厂安全阀和卸压阀管系设计准则155.EJ/T 340—1988压水堆核电厂核供汽系统与汽轮机厂房接口设计准则ML 156.EJ/T 341—1998压水堆核电厂核蒸汽供应系统补给水要求157.EJ/T 342—1988压水堆核电厂核供汽系统供氮、供氢、供氧的要求158.EJ/T 343—1988压水堆核电厂与安全有关的冷却水系统设计准则159.EJ/T 344—1988压水堆核电厂电缆敷射和隔离准则160.EJ/T 345—1988压水堆核电厂水化学技术条件161.EJ 346—1988粒子加速器工程设施辐射防护设计规范162.EJ 348—1988铀矿冶辐射防护设计规定163.EJ/T 349.1—1988岩石中微量铀、钍分析方法总则及一般规定164.EJ/T 349.2—1988岩石中微量铀的分析方法165.EJ/T 349.3—1997岩石中微量钍的分析方法166.EJ/T 349.4—1998岩石中微量铀、钍的测定P350吸附树脂萃取色层连续分离分光光度法167.EJ/T 350—1994740 L六氟化铀容器168.EJ/T 353—19881∶20万铀矿遥感地质技术规定169.EJ/T 354—1994定标器170.EJ 355—1988X、γ外照射个人剂量监测质量保证规定171.EJ 359—1989铀矿井排氡通风技术规范172.EJ/T 360—1989铀矿井排氡子体风量计算方法0173.EJ/T 362—1989核燃料化学分析方法标准编写通则174.EJ/T 363—1998地面伽玛能谱测量规范175.EJ/T 364—1993电压幅度甄别器176.EJ 366—1989铀矿石地质数据采集格式177.EJ/T 367—1989高效空气粒子过滤器技术条件178.EJ/T 368—1989高效空气粒子过滤器性能试验方法179.EJ/T 369—1989耐火高效空气过滤纸技术条件180.EJ/T 370—1989铀矿石计量站γ快速分析总则181.EJ/T 371—1989铀矿石矿车计量站γ快速分析182.EJ/T 372—1989铀矿石汽车计量站γ快速分析183.EJ/T 373—1989铀矿石火车计量站γ快速分析184.EJ/T 374—1989铀矿石皮带计量站γ快速分析185.EJ 375—1989内照射个人监测规定186.EJ/T 376—1989铯 137内照射剂量估算与评价方法187.EJ/T 378—1989铀矿山空气中氡及氡子体测定方法188.EJ 380—1989开放型放射性物质实验室辐射防护设计规范ML189.EJ 381—1989电离辐射工作场所监测的一般规定190.EJ/T 382—1989核电厂环境辐射监测规定191.EJ/T 383—1989三十万千瓦压水堆核电厂反应堆冷却剂系统设计瞬态规定192.EJ/T 384—1989三十万千瓦压水堆核电厂反应堆冷却剂主管道安装技术条件193.EJ/T 385—1989三十万千瓦压水堆核电厂安全壳通风系统194.EJ/T 386—1989三十万千瓦压水堆核电厂安全有关的通风管道支架设计规定195.EJ/T 387—1989三十万千瓦压水堆核电厂一回路系统调试阶段清洗技术条件196.EJ/T 388—1989三十万千瓦压水堆核电厂蒸汽发生器氦气检漏技术条件197.EJ/T 389—1989三十万千瓦压水堆核电厂稳压器技术条件198.EJ/T 390—1989三十万千瓦压水堆核电厂安全二级离心泵技术条件199.EJ/T 391—1989三十万千瓦压水堆核电厂安全三级离心泵技术条件200.EJ/T 392—1989三十万千瓦压水堆核电厂一级设备支承件设计规定EJ/T 393—1989三十万千瓦压水堆核电厂一回路系统安全四级管道安装技术条件201.EJ/T 394—1989三十万千瓦压水堆核电厂一回路系统管道支吊架制造和验收技术条件202.EJ/T 395—1989三十万千瓦压水堆核电厂阀门电动装置技术条件203.EJ/T 396—1989三十万千瓦压水堆核电厂电动阀门动作试验要求204.EJ/T 397—1989三十万千瓦压水堆核电厂一回路辅助系统过滤器滤芯制造验收技术条件205.EJ/T 398—1989三十万千瓦压水堆核电厂稳压器电加热器技术条件206.EJ/T399—1989三十万千瓦压水堆核电厂工艺系统辅助设备安装技术条件207.EJ/T 400—1989三十万千瓦压水堆核电厂反应堆厂房二回路系统管道安装技术条件208.EJ/T 402—1989三十万千瓦压水堆核电厂安全壳喷淋嘴及管接头的制造、试验和验收技术条件209.EJ/T 403—1999压水堆核电厂一回路系统大口径电弧焊接不锈钢卷制钢管及管件技术条件210.EJ/T 404—1999压水堆核电厂一回路系统无缝对接焊不锈钢管件技术条件211.EJ/T 405—1989三十万千瓦压水堆核电厂一回路不锈钢阀门通用技术条件212.EJ/T 406—1999压水堆核电厂一回路系统不锈钢管中频弯管技术条件213.EJ/T 407—1999压水堆核电厂不锈钢热轧钢板技术条件214.EJ/T 408—1999压水堆核电厂堆内构件用不锈钢热轧钢管技术条件 215.EJ/T 409—1999压水堆核电厂不锈钢棒材技术条件216.EJ/T 410—1999压水堆核电厂一回路工艺系统冷轧、冷拔无缝不锈钢管技术条件217.EJ/T 411—1999压水堆核电厂安全一级压力容器用218.EJ/T 412—1999压水堆核电厂安全二级压力容器用16MnHR钢板技术条件219.EJ/T 413—1989三十万千瓦压水堆核电厂一回路系统管道及设备保温层施工技术条件220.EJ/T 414—1989三十万千瓦压水堆核电厂正常排风系统空气净化装置设计规定221.EJ/T 415—1989三十万千瓦压水堆核电厂专设安全设施空气净化装置设计规定222.EJ/T416—1989三十万千瓦压水堆核电厂管道系统标色规定223.EJ/T 417—1989三十万千瓦压水堆核电厂安全二级泵、三级泵包装技术条件224.EJ/T 418—1989三十万千瓦压水堆核电厂安全二级泵、三级泵清洁度和清洗工艺技术条件225.EJ/T 419—1989三十万千瓦压水堆核电厂安全二级泵、三级泵涂装工艺技术条件ML226.EJ/T 420—1989三十万千瓦压水堆核电厂安全重要土建结构抗龙卷风设计规定227.EJ/T 421—1989三十万千瓦压水堆核电厂核级高效碘吸附器228.EJ/T 422—1989三十万千瓦压水堆核电厂晶闸管筛选及老化标准229.EJ/T 424—1994 3立方米六氟化铀容器230.EJ/T 426—1989井口机械机组231.EJ/T 427—1989六氟化铀中烃含氯烃和部分取代卤代烃的测定232.EJ/T 428—1989环境核辐射监测中土壤样品采集与制备的一般规定233.EJ 430—1989核工业信息分类编码的基本原则及标准的编写方法234.EJ 431—1989中国核工业总公司单位代码(机密)235.EJ 432—1989铀矿冶辐射环境监测规定236.EJ/T 433—1989核供汽系统的设备清洗和包装要求237.EJ/T 434—1989核供汽系统设备在贮存建造安装和启动期间的清洁度要求238.EJ/T 435—1989放射性污染防护服的设计、检验、选择和使用239.EJ/T 436—1989核仪器可靠性试验240.EJ 441—1989肾功能仪准直探头241.EJ/T 442—1998核电厂操纵员培训及考试用模拟机242.EJ/T 443—1997铀矿石浓缩物包装桶技术条件243.EJ/T 444—1989三十万千瓦压水堆核电厂反应堆核设计内容的规定244.EJ/T 445—1989三十万千瓦压水堆核电厂反应性和功率分布异常分析245.EJ/T 446—1989三十万千瓦压水堆核电厂反应堆物理启动试验246.EJ/T 447—1989三十万千瓦压水堆核电厂蒸汽发生器制造和验收技术条件247.EJ/T 448—1989三十万千瓦压水堆核电厂反应堆冷却剂泵技术条件EJ/T 449—1989三十万千瓦压水堆核电厂反应堆主系统设备及其支承件安装准则248.EJ/T 450—1989三十万千瓦压水堆核电厂设备及材料现场贮存管理规定249.EJ/T 451—1989三十万千瓦压水堆核电厂地下金属构筑物区域性阴极保护设计规范250.EJ/T 452—1989三十万千瓦压水堆核电厂地下金属构筑物区域性阴极保护系统调试运行准则251. EJ/T 453—1989三十万千瓦压水堆核电厂安全二级、三级压力容器的油漆、包装和运输技术条件252.EJ/T 454—1989三十万千瓦压水堆核电厂一回路主、辅系统安全一级、二级、三级管道安装技术条件253.EJ/T 455—1989三十万千瓦压水堆核电厂不锈钢管道焊接接头型式254.EJ/T 457—1989三十万千瓦压水堆核电厂安全一级压力容器用手工电弧焊焊条技术条件255.EJ/T 459—1989三十万千瓦压水堆核电厂安全有关传感器和变送器的安装和布置256.EJ/T 460—1989三十万千瓦压水堆核电厂与安全有关工艺系统连接的仪表信号管路257.EJ/T 461—1989三十万千瓦压水堆核电厂电缆、屏、台、盘编号规定258.EJ/T 463—1999压水堆核电厂镍铬铁合金棒材 169A锻棒、600合金棒材技术条件259.EJ/T 464—1989三十万千瓦压水堆核电厂镍铬铁合金棒材技术条件260.EJ/T 465—1999压水堆核电厂马氏体时效不锈钢锻棒技术条件 261.EJ/T 466—1999压水堆核电厂安全二级压力容器用16Mn、15MnNi钢锻件技术条件262.EJ/T 468—1999压水堆核电厂不锈钢锻件技术条件263.EJ/T 469—1999压水堆核电厂安全一级设备主螺栓材料技术条件264.EJ/T 470—1999压水堆核电厂GH4169A合金冷轧带材技术条件 265.EJ/T 471—1999压水堆核电厂GH4169A合金“O”形环技术条件 266.EJ/T 472—1999压水堆核电厂燃料组件定位格架用600号镍基钎料技术条件267.EJ/T 473—2000压水堆核电厂蒸汽发生器镍铁铬合金传热管技术条件268.EJ/T 474—1989三十万千瓦压水堆核电厂反应堆压力容器金属箔保温层技术条件269.EJ/T 475—1989三十万千瓦压水堆核电厂控制棒导向管设计规定270.EJ/T 476—1989三十万千瓦压水堆核电厂可燃毒物技术条件271.EJ/T 477—1989三十万千瓦压水堆核电厂阻力塞组件设计272.EJ/T 478—1989三十万千瓦压水堆核电厂反应堆压力容器顶盖组件273.EJ/T 479—1989三十万千瓦压水堆核电厂调节阀的选用和设计274.EJ/T 480—1989三十万千瓦压水堆核电厂一回路系统施工设计规定275.EJ/T 481—1999压水堆核电厂镍基合金弹簧丝技术条件276.EJ/T 482—1989三十万千瓦压水堆核电厂管系强度分析277.EJ/T 483—1989三十万千瓦压水堆核电厂压力容器技术文编制准则278.EJ/T 484—1989三十万千瓦压水堆核电厂厂区土壤腐蚀性勘测与评定279.EJ/T 486—1999压水堆核电厂超低碳奥氏体不锈钢堆焊材料技术条件280.EJ/T 488—1989三十万千瓦压水堆核电厂混凝土安全壳结构完整性试验和泄漏率试验281.EJ/T 489—1989三十万千瓦压水堆核电厂辐射监测系统安装技术条件282.EJ/T 490—1989三十万千瓦压水堆核电厂辐射监测系统管道和设备清洗技术条件283.EJ/T 491—1989三十万千瓦压水堆核电厂蒸气发生器管子支承板和流量分配板技术条件284.EJ/T 492—1989三十万千瓦压水堆核电厂核设施防护涂层的质量保证285.EJ/T 493—1989三十万千瓦压水堆核电厂反应堆堆芯中子通量测量系统管系设计规定286.EJ/T 494—1999压水堆核电厂堆内构件压紧弹性环锻件技术条件 287.EJ/T 495—1989三十万千瓦压水堆核电厂燃料棒设计规定288.EJ/T 496—1989三十万千瓦压水堆核电厂定位格架设计和制造规定289.EJ/T 497—1989三十万千瓦压水堆核电厂燃料组件设计规定290.EJ/T 498—1989三十万千瓦压水堆核电厂控制棒组件设计和制造技术条件291.EJ/T 499—1989三十万千瓦压水堆核电厂一次中子源棒设计和制造技术条件292.EJ/T 500—1989三十万千瓦压水堆核电厂二次中子源组件设计和制造技术条件293.EJ/T 503—1990三十万千瓦压水堆核电厂反应堆堆内构件设计和制造技术条件294.EJ/T 504—1990三十万千瓦压水堆核电厂安全级电子元器件老化筛选和降额使用295.EJ/T 506—1990三十万千瓦压水堆核电厂控制棒驱动机构设计规定296.EJ/T 508—1990三十万千瓦压水堆核电厂防护涂层规范297.EJ/T 509—1990三十万千瓦压水堆核电厂安全壳内的设施、设备的防护涂层298.EJ/T 510—1990铈-144内照射剂量估算及评价方法299.EJ/T 511—1991碘-131内照射剂量估算及评价方法300.EJ/T 512—1990辐射事故应急医学处理设施和装备的规定301.EJ/T 513—1990放射性污染防护手套302.EJ/T 514—1990研究性反应堆建物采暖、通风与空气净化系统设计规范303.EJ/T 515—1990受权的检查机构在役检验、主检验员和资格和责任304.EJ/T 516—1990核电厂检查、检验和试验人员资格305.EJ/T 517—1990压水堆核电厂建造期间机械物项安装、检查及试验的质量保证要求306.EJ/T 518—1998核电厂安全级电动机控制中心质量鉴定307.EJ 519—1990核电厂安全级电力系统运行前试验大纲编制导则308.EJ/T520—1990生物化学发光测试仪309.EJ 521—1990铀矿冶辐射环境质量评价规定310.EJ/T 522—1990铀矿冶辐射防护仪器检修试质量标准311.EJ/T 523—1990高纯三碳酸铀酰铵312.EJ/T 524—1990二氧化铀313.EJ/T 525.2—1999核电厂用铅酸蓄电池第2部分:安装设计和安装准则314.EJ/T 525.4—1997核电厂用铅酸蓄电池第4部分:维护、试验和更换方法315.EJ/T 526—1990铀矿石和铀化合物的安全运输规定316.EJ/T 527—1990环境辐射监测中生物采样和基本规定317.EJ 528—1998核仪器安全通用要求318.EJ/T 529—1990用于核电厂安全重要系统数字计算机319.EJ 530—1990核电厂安全级仪表和电气设备的设计和制造的质量保证大纲要求320.EJ 531—1990核电厂安全级阀门驱动装置的鉴定321.EJ/T 532—1990低、中水平放射性固体废物暂时贮存库安全分析报告要求322.EJ/T 533—1990核工业质量管理手册编写指南323.EJ/T 534—1991核电厂安全级电路电缆系统的设计和安装324.EJ/T 535—1991离子感烟火灾探测器用镅-241α源环境试验325.EJ/T 536—1991钚-239α参考源326.EJ/T 537—1991钷-147辐射发光粉327.EJ/T 538—1991镅-241α参考源328.EJ 539—1991密封放源批量产品的检验抽样标准329.EJ 540—1991铀矿冶、铀同位素分离、燃料元件制造和后处理术语330.EJ/T 541—1991铀三硅二-铝板型燃料组件技术条件331.EJ/T 542—1991烧结三氧化二钆-二氧化铀芯块技术条件332.EJ/T 543—1991核级三氧化二钆粉末技术条件333.EJ/T 544—1991三碳酸铀酰铵产品和取样仲裁方法334.EJ/T 545—1991三碳酸铀酰铵中水分的测定卡尔·费休尔滴定法335.EJ/T 546—1991岩石矿物钐钕等时年龄测定336.EJ/T 547—1991含铀岩石中铅的测定火焰原子吸收分光度法337.EJ/T 548—1991含铀岩石中微量铜的测定示波极谱法338.EJ/T 549—1991含铀岩石中微量锌的测定示波极谱法339.EJ/T 550—2000土壤、岩石等样品中铀的测定激光荧光法340.EJ/T 551—1991铀矿资源评价规范341.EJ/T 552—1991铀矿山水文地质工程地质规程342.EJ/T 553—1991矿物晶胞参数的测定粉末X射线衍射法343.EJ/T 554—1991五氟化溴法测定石英单矿物氧同位素344.EJ 555—1991过量受照人员的应急医学处理规定345.EJ 556—1999核安全与辐射安全文件格式与内容标准的编制规定 346.EJ/T 557—1991核电厂场内应急计划的标准格式与内容347.EJ/T 558—1991牛奶中氘的测定方法348.EJ/T 559—199核供热站设计安全原则和基本要求349.EJ/T 560—199反应堆压力容器材料辐照监督要求350.EJ/T 561—199压水堆停堆冷却准则351.EJ/T 562—1991核安全有关的操纵员动作时间响应设计准则352.EJ/T 563—1999压水堆重新装料后的物理启动试验353.EJ/T 564—1991核电厂物项包装、运输、装卸、接收、贮存和维护要求354.EJ/T 565—1991乏燃料运输容器技术条件355.EJ/T 566—1991主从机械手通用技术条件356.EJ 567—1991核反应堆仪表术语357.EJ 568—1991核仪器仪表分类与代码358.EJ 569—1991核辐射探测器分类与代码359.EJ 570—1999压水堆安全重要流体系统单一故障准则360.EJ 571—1991核电厂保卫系统电气设备准则361.EJ/T 572—1991核电厂安全系统设备设计鉴定362.EJ/T 573—1991核电厂安全级蓄电池质量鉴定363.EJ 574—1991核电厂安全级控制仪表盘(屏)和机架的设计与鉴定364.EJ 575—1991核电厂中使用的测量和试验设备校准与管理的技术要求365.EJ/T 576—1991多道幅度分析器类型、主要性能和技术要求366.EJ/T 577—1991多道分析器作为多路定标器时的测试方法367.EJ/T 579—1991紫外盖革弥勒计数管368.EJ/T 580—1991穆斯堡尔谱仪369.EJ/T 581—1991计数率测量系统中与计数率表配套的部件特性和测试方法370.EJ/T 582—1991统计涨落技术仪表特性和测试方法371.EJ/T 583—1991轻便型γ测井仪372.EJ/T 584—1994勘探用便携式γ辐射仪和γ能谱仪373.EJ/T 585—1991车载γ能谱测量系统374.EJ/T 586—1991固定式个人表面污染α和β辐射、监测装置375.EJ 587—1991放射性气溶胶污染测量仪和监测仪376.EJ 588—1991核燃料后处理厂退役辐射防护规定377.EJ/T 589—1999压水堆核电厂安全壳密封性试验378.EJ/T 590—1991核电厂安全级电路电缆通道系统设计安装和鉴定准则379.EJ/T 591—1991单位分离功电耗计算方法380.EJ/T 592—1991三碳酸铀酰铵产品综合能耗计算方法381.EJ/T 593—1991铀矿床工业指标制定原则和方法的规定382.EJ/T 594—1991钨钼等元素在线分析仪技术条件383.EJ/T 595—1991数字显示报警仪技术条件384.EJ/T 596—1991溶解氧分析器385.EJ/T 597—1991磁浮子液位计386.EJ/T 598—1991双管电磁流量计技术条件387.EJ 603—1991试验堆安全系统准则388.EJ 604—1991标准核仪器插件、机箱通用技术条件389.EJ/T 605—1991氡及其子体测量规范390.EJ/T 606—1991压水堆核电厂反应堆压力容器焊缝超声波在役检查391.EJ/T 607—1991安全二、三级钢制压力容器技术条件392.EJ/T 608—1991压水堆核电厂新燃料组件运输容器通用技术条件393.EJ/T 609—1991核电厂保护系统电气插件型式检验准则394.EJ/T 610—1991盖革弥勒计数管总规范395.EJ/T 611—1991γ测井规范396.EJ/T 612—1991核电厂场外应急计划的标准格式与内容397.EJ/T 613—1991铀矿冶设施安全分析报告的标准格式与内容398.EJ 614—1991铀矿冶工作人员辐射防护监测规定399.EJ/T 615—1991钡 131示踪测井微球400.EJ/T 616—1991三碳酸铀酰铵产品的常规取样方法401.EJ/T 617—1991核工业科学和工程计算机程序验证和确认指南402.EJ/T 618—1991核工业产品设计评审规范403.EJ/T 619—1991核级容器制造质量保证404.EJ/T 620—1991核工业无损检测质量控制规范405.EJ/T 621—1991核工业产品工艺评审规范406.EJ 622—1992反应堆燃料元件术语407.EJ623—1992铀加工和核燃料元件制造厂的职业辐射监测规定408.EJ/T 624—1992氘靶409.EJ 625—1992核电厂备用电源用柴油发电机组准则410.EJ 626—1992核电厂电器、仪表和控制设备的安装、检查和试验要求411.EJ 627—1992保护动作的手动触发412.EJ/T 628—1999核电厂安全级连续工作制电动机的质量鉴定413.EJ/T 629—1992压水堆燃料组件机械设计和评价414.EJ/T 630—1992X、γ辐射个人剂量报警仪415.EJ/T 631—1992放射性气溶胶采样器416.EJ/T 632—1992反应性仪特性和测试方法417.EJ/T 633—1992管激发能量色散X荧光分析仪418.EJ/T 634—1992核探测器用直流高压稳压电源419.EJ/T 635—1992压水堆核电厂硼回收系统设计准则420.EJ/T 636—1992核电厂厂址选择辐射防护要求421.EJ/T 637—1992核电厂安全有关通信系统422.EJ/T 638—1992核电厂控制室综合体的设计准则423.EJ/T 639—1992核电厂安全级电力系统及设备保护准则424.EJ/T 640—1992核电厂备用电源柴油发电机组定期试验425.EJ/T 641—1992核电厂大型铅酸蓄电池容量的确定426.EJ/T 642—1992核电厂管道电热系统设计和安装427.EJ/T 643—1992核电厂维修工作程序的制定和实施428.EJ/T 644—1992核工业计算机软件开发规范429.EJ/T 645—1992核工业计算机软件需求分析指南430.EJ/T 646—1992核工业计算机软件开发文档编制指南431.EJ/T 647—1994金属用工业离子注入机432.EJ/T 649—1992核电厂电缆系统设计及安装准则433.EJ/T 651—1992气相色谱用镍-63β放射源434.EJ 652—1992氘气F48435.EJ/T 653—1998高通量工程试验反应堆燃料组件技术条件436.EJ/T 654—1992核工业铀水冶质量控制规范437.EJ/T 655—1992核工业铀纯化质量控制规范438.EJ/T 656—1999γ谱仪用系列点标准源439.EJ 657.1—1992中国档案分类法核工业档案分类与代码440.EJ 657.2—1992中国档案分类法核工业档案专用综合复分表。
能源化工管理国家能源局最新发布标准规程目录

2012-11-09 2013-03-01
6
NB/T 47025-2012 缠绕垫片
JB/T 4705-2000
2012-11-09 2013-03-01
7
NB/T 47026-2012 金属包垫片
JB/T 4706-2000
2012-11-09 2013-03-01
8
NB/T 47027-2012 压力容器法兰用紧固件
2012 年 11 月 9 日
序号
标准编号
标准名称
代替标准
采标号
批准日期
实施日期
1
NB/T 47020-2012 压力容器法兰分类与技术条件
JB/T 4700-2000
2012-11-09 2013-03-01
2
NB/T 47021-2012 甲型平焊法兰
JB/T 4701-2000
2012-11-09 2013-03-01
28
SY/T 10023.1-2012
海上油(气)田开发项目经济评价方 SY/T10023.1-199
法第 1 部分:自营油(气)田
9
29
SY/T 10023.2-2012
海上油(气)田开发项目经济评价方 SY/T10023.2-200
法第 2 部分:合作油(气)田
0
30 SY/T 10046-2012 船舶靠泊海上设施作业规范
1.8/3 kV 电缆
额定电压 1.8/3 kV 及以下风力发电
8
NB/T 31036-2012 用耐扭曲软电缆第 3 部分:扭转试验
2012-10-29 2013-03-01
方法
9
NB/T 31037-2012
风力发电用低压成套开关设备和控 制设备
碳钢管材规格表课件资料
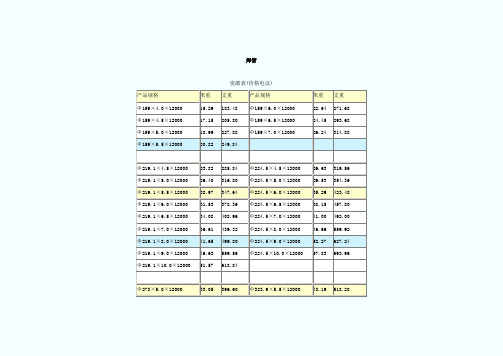
焊管资源表(价格电议)产品规格米重支重产品规格米重支重Φ159×4.0×1200015.29 183.48 Φ159×6.0×1200022.64 271.68 Φ159×4.5×1200017.15 205.80 Φ159×6.5×1200024.45 293.68 Φ159×5.0×1200018.99 227.88 Φ159×7.0×1200026.24 314.88 Φ159×5.5×1200020.82 249.84Φ219.1×4.5×1200023.82 285.84 Φ224.5×4.5×1200026.63 319.56 Φ219.1×5.0×1200026.40 316.80 Φ224.5×5.0×1200029.53 354.36 Φ219.1×5.5×1200028.97 347.64 Φ224.5×6.0×1200035.29 423.48 Φ219.1×6.0×1200031.53 378.36 Φ224.5×6.5×1200038.15 457.80 Φ219.1×6.5×1200034.08 408.96 Φ224.5×7.0×1200041.00 492.00 Φ219.1×7.0×1200036.61 439.32 Φ224.5×8.0×1200046.66 559.92 Φ219.1×8.0×1200041.65 499.80 Φ224.5×9.0×1200052.27 627.24 Φ219.1×9.0×1200046.63 559.56 Φ224.5×10.0×1200057.83 693.96 Φ219.1×10.0×1200051.57 618.84Φ273×5.0×1200033.05 396.60 Φ323.9×5.5×1200043.19 518.28Φ273×5.5×1200036.28 435.36 Φ323.9×6.0×1200047.04 564.48Φ273×6.0×1200039.51 474.12 Φ323.9×6.5×1200050.88 610.56Φ273×6.5×1200042.72 512.64 Φ323.9×7.0×1200054.71 656.52Φ273×7.0×1200045.92 551.04 Φ323.9×8.0×1200062.32 747.84Φ273×8.0×1200052.28 627.36 Φ323.9×9.0×1200069.89 838.68Φ273×9.0×1200058.60 703.20 Φ323.9×10.0×1200077.41 928.92Φ273×10.0×1200064.86 778.32无缝钢管更多>>无缝钢管规格资源表(价格电议)名称规格产地名称规格产地名称规格产地无缝钢管6*1-1.5-2.5无锡常州无缝钢管70*4.5-5-6-7-8-9-10-12-15-16宝钢鞍钢无缝钢管245*8-10-14-17-20-22-30-40包钢无缝钢管14*1.5-2.5-3无锡常州无缝钢管73*4-4.5-5-6-7-8-9-10-12-15宝钢鞍钢无缝钢管273*7-8-10-16-18-20-25-30-45-60成都包钢无缝钢管16*1.5-2.5-3无锡常州无缝钢管78*4-4.5-5-6-7-8-9-10-12-14宝钢鞍钢无缝钢管299*8-12-20-35-50成都包钢无缝钢管18*2-3-4-5无锡常州无缝钢管83*4.5-6-10-12-14-16-18-20宝钢鞍钢无缝钢管335*8-12-14-18-22-25-45-60成都包钢无缝钢管20*2-2.5-3-6无锡常州无缝钢管89*4.5-6-10-12-14-16-18-20宝钢鞍钢无缝钢管355*8-10-20-25-30-40-52成都包钢无缝钢管24*2.5-3-4-5-6无锡常州无缝钢管95*4.5-8-10-12-14-16-20宝钢鞍钢无缝钢管377*8-12-16-20-24-28成都包钢无缝钢管25*2.5-3-4-5-6无锡常州无缝钢管102*4.5-5-7-8-10-12-14-16-18-30冶钢无缝钢管402*10-15-20-25-30-35-40成都包钢无缝钢管28*3-3.5-4-5-6无锡常州无缝钢管108*4.5-5-7-8-10-12-14-18-20-22冶钢无缝钢管406*10-20-25-28-35-40成都包钢无缝32*3.5-4-5-6-8无锡无缝钢管114*4.5-5-6-7-10-12-16-18-20冶钢无缝钢管428*10-12-14-16-20-25-30-35-40成都钢管常州无缝钢管34*4-5-6-8重庆无缝钢管121*4.5-5-6-7-8-10-12-14-16-18-20冶钢无缝钢管480*10-12-14-16-18-20-25-30-40-50成都无缝钢管36*3.5-5-6-8重庆无缝钢管127*4.5-5-6-7-8-10-12-14-16-18-20冶钢无缝钢管530*10-12-14-16-18-20-30-40成都无缝钢管38*4.5-6-7-8-10重庆无缝钢管133*4-5-6-8-12-15-18-20-25-30冶钢无缝钢管560*10-14-16-20-25-30-40-50-60成都无缝钢管39*3.5-5-6-8重庆无缝钢管140*6-8-10-12-14-16-18-20-22-25冶钢无缝钢管600*10-14-16-20-25-30成都无缝钢管42*3.5-4-5-6-7-8-9-10衡阳无缝钢管148**6-8-10-12-14-16-18-20-30冶钢无缝钢管610-10-11-18-20-25-30-45-66成都无缝钢管45*3.5-4-5-6-7-8-9-10衡阳无缝钢管150*6-8-10-12-14-17-20-25-30冶钢无缝钢管630*10-30-40-45-55-75成都无缝钢管48*3.5-4-5-6-7-8-9-10衡阳无缝钢管153*4.5-6-8-10-12-14-20-25-30安钢无缝钢管650*15-20-30-45-55-75成都无缝钢管51*3.5-4-5-6-7-8-9-10衡阳无缝钢管168*8-10-12-14-20-25-30重庆无缝钢管710*10-20-30-45-65-75成都无缝钢管56*3.5-4-5-6-7-8-9-10衡阳无缝钢管180*8-12-16-25-30-45重庆无缝钢管720*10-20-40-55-60-75-95-100成都无缝钢管57*3.5-4-5-6-7-8-9-10衡阳无缝钢管184*6-8-12-16-20-25-30-40-48重庆无缝钢管760*20-30-40-50-60-70成都无缝钢管60*3.5-4-5-6-7-8-9-12-14宝钢成都无缝钢管200*6-7-10-15-20-26-30-45重庆无缝钢管850*20-25-35-45-65进口无缝钢管63*3.5-4.5-5-6-7-8-9-12-14宝钢成都无缝钢管219*6-8-12-16-18-20-25-30-45-50-60包钢无缝钢管960*48 1020*50-60-80进口无缝68*4-4.5-5.5-7-8-9-10-12-14-16宝钢无缝钢管232*10-20-30包钢无缝钢管1020-50-60-80-100进口钢管成都。
螺旋埋弧焊钢管标准对照表
前言本对照表是为输送管道用螺旋缝埋弧焊钢管的相关标准内容的比照。
本对照表是由五个标准中的螺旋缝埋弧焊钢管部分组成的,其中SY/T5037-2000为中国石油行业标准,GB/T9711.1~3为国家标准,(GB/T9711.1~2 eqv ISO3183.1~2 GB/T9711.3 IDT ISO3183.3),API-5L为美国石油协会标准,其他标准号在对照表中有相关的中文表达,除SY/T5037-2000标准中所用的钢材为普通碳素结构钢外,其它标准所用的均为石油天然气用的管线钢。
IDT(identical) 等同采用:是指技术内容完全相同,不做或稍做编辑性修改。
eqv(equivanlent) 等效采用:是指技术内容只有小的差异,编写上不完全相同。
ref(refence) 参照:是指技术内容根据我国实际做了某些变动,但性能和质量水平与被采用的国际标准相等,在通用、互换、安全、卫生等方面与国际标准协调一致。
SR:对于强制性试验增加了补充部分选择试验。
API-5L为石油天然气工业用管线钢管,该标准规范了管线钢管的基本要求。
其中计量单位有美国惯用单位和国际单位制(米制)。
本对照表可做为螺旋埋弧焊钢管生产、检验和销售人员使用参考,也可供管理人员和技术人员参考。
希望使用人员在实际工作中理出各标准的共同要求和各自的特殊要求,为今后的工作有所帮助。
由于工作水平所限,加之编写时间只是几天时间,本对照表一定存在不少缺点和错误,希望给予批评和指正。
编者2006.9.6螺旋埋弧焊钢管标准对照表表24焊接钢管无损检验方法符号:EMI=电磁检验 UT=超声波检验 RT=射线检验A= 一种方法式要求的组合方法N=不要求R=要求RU=要求,购方和制造厂协商采用射线检验除外NU=不要求,购方和制造厂协商采用射线检验除外附录1表A1依据规定最小屈服强度,列出本部分规定的钢级ANST/API5L(第40版)规定的类似钢级的对照表然而所列对立钢级在其它方面可能不同表A1钢级比较(摘自GB/T9711.3-2005)附录2附录3附录4a:碳含量比规定最大含碳量每降低0.01%,锰含量则允许比规定最大含锰量提高0.05%,但对X42~X52钢级,最高含锰量不允许超过1.50%,对高于X52的但低于X70钢级,最高含锰量不允许超过1.65%,对X70以上钢级,最高含锰量不允许超过2.00%。
超大直径钢制弯管3PE全自动防腐设备的开发

焊管WELDED PIPE AND TUBE 第44卷第1期2021 年 1 月Vol.44 No.1Jan. 2021超大直径钢制弯管3PE全自动防腐设备的开发高欣蕊】,黄流群2,何清打张付峰打袁希海】,肖松节】,白杨】,丁维娅1(1.郑州万达重工股份有限公司,郑州450000;2.中国石油天然气管道工程有限公司,河北廊坊065000)摘要:目前超大直径弯管的防腐作业主要采用手工操作,不仅效率低,生产成本高,而且生产过 程对环境污染大。
开发了一条超大直径钢制弯管自动化防腐生产线,把喷涂及自动缠带设计成一条 生产线,将防腐带缠绕系统和环氧系统联动、合一,充分利用弯制余热,进行聚乙烯带缠带作业。
检测结果表明,新设计的自动化防腐技术满足GB/T 23257—2017标准中超大直径弯管防腐层的要 求,在防腐工艺上减少了原有预热工序,节约了能源,提高了效率,且生产过程绿色环保。
关键词:自动化防腐;超大直径钢制弯管;环氧粉末;防腐带;聚乙烯带中图分类号: TE988 文献标识码: B DOI : 10.19291/ki.1001-3938.2021.01.007Development of 3PE Automatic Anti -corrosion Equipment forExtra -large Diameter Steel Bend PipeGAO Xinrui 1, HUANG Liuqun 2, HE Qing 1, ZHANG Fufeng 1,YUAN Xihai 1, XIAO Songjie 1, BAI Yang 1, DING Weiya 1(1. Zhengzhou Wanda Heavy Co., Ltd., Zhengzhou 450000, China;2. China Petroleum Pipeline Engineering Co., Ltd., Langfang 065000, Hebei, China )Abstract: At present, the anti -corrosion operation of super large diameter elbow mainly adopts manual operation, which not only has low efficiency, high production cost, but also has great environmental pollution in the production process. An automatic anti -corrosion production line for super large diameter steel bend pipe is developed. The spraying and automatic tape winding are designed as a production line. The anti -corrosion tape winding system and epoxy system are linked and integrated into a fully automatic production line. The bended waste hea is fully utilized for polyethylene tape winding. The test results show that the newly designed automatic anti -corrosion technology meets the requirements of GB/T 23257——2017 standard for the anti -corrosion coating of super large diameter bend pipe, reduces the original preheating process in the anti -corrosion process, saves energy, improves the efficiency, and the production process is green and environment -protective.Key words: automatic anticorrosion; large diameter steel bend; epoxy powder; corrosion protection; polyethylene adhesive tape 0前言长,管道的管径也在逐步增大。
无缝管质量证明书
关于无缝管质量证明书范文篇一:无缝钢管材质单*******管道有限公司**********Pipeline Manufacture Co.,LTD.产品质量证明书Product Quality Certificate收货单Consignee: 兹为贵公司制造之无缝钢管, 业经本公司质检处依据产品标准、产品名称: 无缝钢管 This is to certify that in accordance with the relevant product specifications, Name of goods: seamless steel pipe 技术条件及合同规定,检验合格,特发此证。
合同号: 2009-ty09-02 Technique conditions and contract stipulations,the seamless steel pipes manuf- Contract: 2009-ty09-02 actured for your unit,were tested qualified by our quality control department.签发日期 Date: 20xx年07月25日审核 Verifier:盖章:篇二:无缝钢管生产(全书)目录第一章钢管生产概论1.1 钢管的分类1.2 钢管的技术要求1.2.1 钢管生产的技术依据1.2.2 对钢管的尺寸偏差的要求1.2.3 对钢管的长度要求1.2.4 外形1.2.5 重量1.2.6 不同用途的钢管应各有什么样的技术条件1.2.7 我公司的主要产品管线管、油管和套管的主要技术要求1.2.8 钢管技术要求中常用术语1.3 钢管的主要生产方法第二章热轧钢管生产工艺流程2.1 一般工艺流程2.1.1 穿孔2.1.2 轧管2.1.3 定减径(包括张减)2.2 各热轧机组生产工艺过程特点2..2.1 连续轧管机的几种形式2.2.2 三辊(斜)轧管机轧管2.2.3 各机组的异同2.3 轧钢的几种形式2.3.1 纵轧2.3.2 横轧2.3.3 斜轧第三章管坯及管坯加热3.1 管坯准备3.1.1 管坯库3.1.2 管坯上料3.1.3 管坯锯切3.2 管坯加热3.2.1 环形炉简述3.2.2 炉子结构及辅助设备第四章穿孔4.1 二辊斜轧穿孔机及穿孔过程4.2 斜轧穿孔运动学4.2.1 两辊穿孔机运动学2 天津钢管集团无缝钢管生产培训教材4.3 穿孔的咬入条件4.3.1 一次咬入条件4.3.2 二次咬入条件4.4 孔腔形成机理4.5 斜轧穿孔时的金属变形4.5.1 管坯受力情况4.5.2 金属变形4.6 穿孔工具及设计4.6.1 轧辊4.6.2 导盘4.6.3 导板4.6.4 顶头4.7 穿孔机调整参数确定4.8 其他穿孔方法4.8.1 压力穿孔4.8.2 推轧穿孔4.8.3 斜轧穿孔4.9 力能参数的计算4.9.1 轧制力4.9.2 顶头轴向力的确定4.9.3 斜轧力矩计算4.10 穿孔机的设备组成4.10.1 斜轧穿孔机的设备由哪几部分组成?4.10.2 主传动的方式及特点?4.10.3 管坯定心机的组成结构?4.10.4 穿孔机机座(牌坊)有哪几部分组成?4.10.5 导盘调整方式有哪几种?4.10.6 三辊定心的作用和结构?4.10.7 顶杆的冷却形式有哪些?4.10.8 顶头的使用方式有几种?4.11 常见工艺问题4.11.1 内折4.11.2 前卡4.11.3 中卡4.11.4 后卡(镰刀)4.11.5 链带4.11.6 壁厚不均第五章毛管轧制5.1 限动芯棒连轧管机(MPM)5.1.1 工艺描述5.1.2 MPM连轧管机的设备结构、平面布置及相关技术参数5.1.3 MPM连轧管机组的工作原理和工艺控制5.1.4 主要设备及参数目录 35.1.5 MPM连轧管机轧制工具5.1.6 MPM连轧机的孔型设计5.1.7 连轧机组在线检测系统5.1.8 常见生产事故5.2 PQF连轧机组(PREMIUM QUALITY FINISHING)5.2.1 概述5.2.2 连轧工艺5.2.3 PQF主机说明5.2.4 脱管机说明5.2.5 芯棒循环系统5.2.6 工具准备与更换5.2.7 常见质量缺陷5.2.8 连轧基本理论5.3 新型 ASSEL 轧管机5.3.1 主要工艺设备5.3.2 主要调整参数5.4 其他热加工钢管的延伸方法5.4.1 自动轧管机轧管5.4.2 Accu-Roll轧管机轧管5.4.3 顶管机顶管5.4.4 挤压钢管5.4.5 周期轧管机(皮尔格轧管机)轧管5.4.6 热扩钢管第六章钢管的再加热、定径与减径6.1 钢管空心轧制理论6.1.1 张减速度制度原理6.1.2 CARTAT系统介绍6.2 定径工艺6.2.1 工艺描述6.2.2 定径机的设备结构、平面布置及相关技术参数6.2.3 定径机组的工作原理和工艺控制6.2.4 操作及调整6.2.5 常见事故处理方法6.2.6 质量缺陷及控制要点6.3 张力减径工艺6.3.1 工艺概述6.3.2 设备参数及工艺数据介绍6.3.3 质量检查6.3.4 关于可调机架6.3.5 轧制之前的现场检查6.3.6 工具的准备和更换过程6.3.7 工艺控制参考第七章轧制表的编制4 天津钢管集团无缝钢管生产培训教材7.1 编制原则和程序7.1.1 编制原则7.1.2 编制轧制表的要求7.1.3 编制轧制表的步骤7.1.4 轧制表编制方法7.2 编制方法7.3 编制实例第八章钢管的冷却和精整8.2 轧管厂精整管排锯8.2.1 精整锯切机组设备概述8.2.2 管排锯的切割过程及工艺控制要点8.2.3 常见切割缺陷的处理方法8.3 轧管厂精整矫直机8.3.1 精整矫直机组设备概述8.3.2 矫直机相关参8.3.3 矫直原理8.3.4 矫直机的矫直过程及工艺控制要点8.3.5 常见矫直缺陷的处理方法8.3.6 工具管理8.4 热处理8.4.1 前言8.4.2 热处理的定义和意义8.4.3 热处理基本原理8.5 无损检测8.5.1 无损探伤概论8.5.2 漏磁探伤8.5.3 涡流(ET)检测8.5.4 磁粉检测8.5.5 电磁超声8.6 人工检查8.6.1 检查程序8.6.2 热轧无缝钢管缺陷8.7 钢管的质量保8.7.1 质量保证的控制要点简述8.7.2 质量控制点8.7.3 工艺文件的编制与执行8.7.4 其它第九章钢管的试验检测9.1 钢管的力学性能9.1.1 前言9.1.2 金属材料的力学性能9.1.3 管材工艺性能试验目录 59.2 钢中的各种组织和夹杂物9.2.1 钢中的各种组织简介9.2.2 钢中非金属夹杂物含量的测定标准评级图显微检验法9.2.3 金属平均晶粒度测定方法9.3.1 直读光谱仪9.3.2 碳硫分析仪篇三:无缝钢管无缝钢管简介无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
焊接工艺评定报告
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
吴国斌焊接工艺评估汇报
共 4 页第 1 页。
管道安装工程定额

单位
低压碳钢管(氩电联焊) 工作内容:管子切口、坡口处理、管口组对、焊接、管道安装。 4-60 4-61 4-62 4-63 4-64 4-65 4-66 4-67 4-68 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 碳钢管(氩电联焊)安装 公称直径(mm以内)15 公称直径(mm以内)20~40 公称直径(mm以内)50~100 公称直径(mm以内)125~200 公称直径(mm以内)250~500 公称直径(mm以内)550(不包含管支架制造与管件含量) 公称直径(mm以内)600(不包含管支架制造与管件含量) 公称直径(mm以内)700(不包含管支架制造与管件含量) 公称直径(mm以内)800(不包含管支架制造与管件含量) 寸口 寸口 寸口 寸口 寸口 10m 10m 10m 10m
单位
10m 10m 10m 10m 10m 10m
低压不锈钢伴热管(电弧焊) 工作内容:管子切口、煨弯、管口组对、焊接、管道安装。 4-28 4-29 4-30 4-31 4-32 4-33 不锈钢伴热管(电弧焊)安装 不锈钢伴热管(电弧焊)安装 不锈钢伴热管(电弧焊)安装 不锈钢伴热管(电弧焊)安装 不锈钢伴热管(电弧焊)安装 不锈钢伴热管(电弧焊)安装 低压不锈钢伴热管(氩弧焊) 工作内容:管子切口、煨弯、管口组对、焊接、管道安装。 4-34 4-35 4-36 4-37 4-38 4-39 不锈钢伴热管(氩弧焊)安装 不锈钢伴热管(氩弧焊)安装 不锈钢伴热管(氩弧焊)安装 不锈钢伴热管(氩弧焊)安装 不锈钢伴热管(氩弧焊)安装 不锈钢伴热管(氩弧焊)安装 低压碳钢管(氧乙炔焊) 工作内容:管子切口、坡口处理、管口组对、焊接、管道安装。(不包括法兰的费用) 4-40 4-41 4-42 4-43 4-44 4-45 碳钢管(氧乙炔焊)安装 碳钢管(氧乙炔焊)安装 碳钢管(氧乙炔焊)安装 碳钢管(氧乙炔焊)安装 碳钢管(氧乙炔焊)安装 碳钢管(氧乙炔焊)安装 低压碳钢管(电弧焊) 公称直径(mm以内)15 公称直径(mm以内)20 公称直径(mm以内)25 公称直径(mm以内)32 公称直径(mm以内)40 公称直径(mm以内)50 10m 10m 10m 10m 10m 10m 装置内管道公称直径(mm以内)15 装置内管道公称直径(mm以内)20 装置内管道公称直径(mm以内)25 外管廊管道公称直径(mm以内)15 外管廊管道公称直径(mm以内)20 外管廊管道公称直径(mm以内)25 10m 10m 10m 10m 10m 10m 装置内管道公称直径(mm以内)15 装置内管道公称直径(mm以内)20 装置内管道公称直径(mm以内)25 外管廊管道公称直径(mm以内)15 外管廊管道公称直径(mm以内)20 外管廊管道公称直径(mm以内)25 10m 10m 10m 10m 10m 10m
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5
14 GB 5310/25MnG
15
P280GH
熔炼成分
16 NF A49-213/TU48C 熔炼成分
17
ASME SA-106 C
熔炼/成品 成分
18
ASME SA-210 C
熔炼/成品 成分
随着我国核电站的加快建设和发展,核电技术和核电站建设使用材料逐步国产化 已成为必然,无缝钢管是核电站建设中必不可少的材料。由于使用环境的特殊性,因 此核电站用碳钢和碳锰钢无缝钢管不同于其他用途的钢管。
1
本标准的制定原则有以下几点: (1)安全原则:使用环境特殊,各项技术指标必须满足使用安全要求。 (2)采标原则:要采用国际或国外先进标准,其指标应不低于相关标准水平。 (3)WTO/TBT 原则:标准为产品的国内外贸易创造条件。 (4)技术先进、合理原则:力求技术先进、合理,既符合我国国情,又能满足 使用要求。 3 采标情况 目前现有的相关国际标准或国外先进标准有 EN 10216-2:2002《压力用途的无缝 钢管 交货技术条件 第 2 部分:规定高温性能的非合金钢和合金钢钢管》(法国的 NF A49-213:1990《高温用非合金和 Mo 或 Mo-Cr 合金钢无缝钢管》)、ASME SA 106M 《高温用碳素钢无缝钢管规范》、ASME SA 210M《锅炉和过热器用中碳钢无缝钢管规 范》等。 综合对比分析我国标准与上述标准在标准结构、技术内容等方面的异同点,结合 我国核电管的生产和使用现状,确立本标准参照 EN 10216-2:2002 及《ASME 锅炉及 压力容器规范 第Ⅱ卷 A 篇 铁基材料》2004 版中的 SA-106、SA-210M 制定。 在标准制定中,还参照了法国《RCC-M 压水堆核岛机械设备设计和建造规则》。 4 标准的编制内容说明 4.1 标准名称 本标准项目申报名称以及下达项目名称为《核电站用碳钢和碳锰钢无缝钢管》。 综 合 核 电 站 用 无 缝 钢 管 的 相 关 标 准 ,本标准的名称确定为《核电站用无缝钢管》, 并分为三个部分:第 1 部分:碳素钢无缝钢管;第 2 部分:合金钢无缝钢管;第 3 部分:不锈钢无缝钢管。本 部分为 《核电站用无缝钢管》的 第 1 部分。 标准名称中,由于我国钢的基础标准中无“碳锰钢”这一提法,因此标准名称将 “碳钢和碳锰钢”修改为“碳素钢”,但在第 1 章的范围中,采用“碳 素 钢 ( 包 括 碳 锰 钢 )” 这一提法。 4.2 范围 碳素钢(包括碳锰钢)无缝钢管在核电站中主要用于核 1、2、3 级和非核级的辅 助管道、主蒸汽管道、支承件、热交换器、给水流量控制系统、辅助给水系统和汽轮 机旁路系统。因此本标准适用于制造制造核电站 1、2、3 级非核级设备承压部件用碳 素钢(包括碳锰钢)无缝钢管。 4.3 规范性引用文件
钢管
公称壁 厚
(S)
>25.4~40 >40~50 >50~60
>60 ≤3.0
>3.0
±0.20 ±0.25 ±0.30 ±0.5%D ±0.3
±10%S
— — — — ±0.2
±7.5%S
±0.5%或±0.3mm, 两者取较大值
±0.5%或± 0.25mm,两者取
较大值
±10%或±0.2 mm, 两者取较大值
《钢产品标记代号》。同时,为了便于标准中对代号的直接使用,增加了外径、壁厚
等常用术语的代号。
由于钢的牌号名称不同于 GB/T 221《钢铁产品牌号表示方法》和其他钢管标准
的规定,因此给出了钢的牌号命名方法,并给出了示例。本标准规定钢的牌号由代表
核电用途的汉语拼音首位大写字母(HD)和室温条件下的规定最小下屈服强度或非比
接到修订任务后,攀钢集团成都钢铁有限责任公司及时与相关单位沟通协调成 立了标准编制组。编制组成员单位相继开展了技术资料收集和对比分析研究,开展了 国内外核电站用碳钢和碳锰钢无缝钢管的生产现状、技术水平、使用要求的调研。2008 年 4 月 17 日召开了标准编制组第一次工作会议,对前期的资料收集调研情况进行了 交流,明确了编制组成员单位的工作分工、项目进度时间节点,讨论了标准制定中的 主要技术内容。
3
GB 5310/20MnG
熔炼成分
0.17~ 0.23
0.17~ 0.37
0.70~ 1.00
≤0.25
≤ 0.15
≤ 0.25
≤ 0.20
≤0.030
—
≤ 0.20
—
—
≤ 0.20
—
—
4
EN 10216-2: 2002/P235GH
熔炼成分
≤0.16
≤≤
≤
≤0.35 ≤1.20 ≤0.30
≥0.020
方协商,并在合同中注明,钢管亦可按理论重量交货。
钢管理论重量的计算按 GB/T 17395 的规定。按外径和规定最小壁厚交货钢管的
理论重量计算时,应采用平均壁厚计算理论重量;按规定内径交货的钢管,应采用计
算外径计算理论重量。为统一理论重量的计算,标准中对平均壁厚、计算外径给出了
计算办法。
计算理论重量时,钢的密度按 7.85 kg/dm3。
—
P
S
不大于
0.020 0.015
0.025 0.015
0.025 0.015
0.025 0.020
0.035 0.035 0.035 0.020
0.035 0.035 0.035 0.015
0.035 0.035
0.020 0.015
0.025 0.020
0.020 0.015 0.020 0.015
4.8 钢的牌号和化学成分
4.8.1 根据核电站用碳钢和碳锰钢钢管的实际使用情况,并参照相关标准,本标准
确定了三个强度级别的钢牌号,同时根据使用要求的不同,对三个强度级别的钢牌号
增加了控铬要求。钢的牌号命名采用用途加屈服强度的方式。
本标准钢的牌号与相关标准的对照见表 2
4
表2
化学成分(质量分数),%
例延伸强度值组成,控 Cr 含量的钢还应在其后加上化学元素符号 Cr。
4.5 尺寸规格
钢管的尺寸规格直接引用 GB/T 17395。同时,不限定选用标准以外的尺寸规格。
在考虑钢管尺寸交货方式时,遵循的原则是对普遍存在和采用的方式作为引导和
规定方式,以方便和规范使用;对其他较少采用或个别存在的方式,作为协商条款,
单独规定了内径的允许偏差。
本标准与国外先进标准的尺寸允许偏差对照见表 1:
制造 方式 热轧 (挤压)
本标准
钢管尺寸
公称外 径
(D)
≤54 >54
表1
允许偏差
普通级
高级
±0.40
±0.30
±1%D
±0.75%D
EN 10216-2
允许偏差
±1%或 ±0.5 mm, 两者取较大值
NF A49-213
允许偏差
±0.15
±0.35 ±10%S ±7.5%S ±10%S
根据外径与壁厚之 比的不同,分为± 20%S、±15%S、±
12.%S 和±10%S
±1%D(>114.3) -0.5mm
-15%S(>4.0~ 25)
-12.5%S(>25)
±0.75%D
—
—
+12.5%S
-10%S
—
—
—
公称外 径
冷拔 (D) (轧)
0.25
10 本标准/HD265
熔炼成分 ≤0.20
≤ 0.40
≤1.40
≤0.30
≤ 0.08
≤ 0.30
0.020~ 0.050
≤ 0.20
≤0.030
—
11
EN 10216-2: 2002/P265GH
熔炼成分
≤0.20ຫໍສະໝຸດ ≤≤≤≤0.40 ≤1.40 ≤0.30
≥0.020
0.08 0.30
0.30
≤0.030
≤ 0.030
—
≤ 0.48
其他
V≤O.08
V≤O.08
V≤O.08 Nb≤0.010 Ti≤0.040 V≤0.002
V≤O.08
V≤O.08
V≤O.02 Ti≤O.040 Nb≤O.010 Nb≤0.010 Ti≤0.040 V≤0.002 V≤O.02 Ti≤O.040 Nb≤O.010
12 本标准/HD265Cr 13 本标准/HD280
熔炼成分 熔炼成分
≤0.20 ≤0.20
≤ 0.40
0.10~ 0.35
≤1.40
0.80~ 1.60
0.15~ 0.30
≤0.25
≤ 0.08
≤ 0.10
≤ 0.020~ 0.30 0.050
≤ 0.020~ 0.50 0.050
≤ 0.20
≤ 0.20
±0.50(≤63.5) ±0.75%D(> 63.5-114.3)
3
钢管
≤4.0
±0.45
公称壁 厚
(S)
>4.0~20
>20
D<219 D≥219
+12.5%S -10%S
±10%S
+12.5%S -10%S
公称外
径 热扩 (D)
全部
±1%D
钢管 公称壁 厚
(S)
全部
+18%S -10%S
≤25.4
由供需在合同中明确。根据我国核电用钢管的主要使用和生产实际情况,规定钢管按
外径和公称壁厚交货。同时,根据用户的不同使用差异以及大口径钢管的使用变化,
钢管可按外径和规定最小壁厚交货、公称内径和公称壁厚交货等尺寸方式交货。
4.6 尺寸允许偏差
根据使用要求及我国钢管制造行业整体装备水平、钢管实物质量总体水平,钢管