PLC在自动装盒机中的应用
包装生产线PLC控制课程设计(完整版)

PLC基本原理和工作方式
编程语言与指令系统
深入理解了可编程逻辑控制器(PLC)的工 作原理,包括扫描周期、输入/输出处理、 程序执行等核心过程。
掌握了PLC的编程语言,如梯形图(LD) 、指令表(IL)、顺序功能图(SFC)等, 以及相应的指令系统和编程技巧。
控制系统设计与实现
故障诊断与维护
学习了如何根据实际需求设计PLC控制系统 ,包括硬件选型、软件编程、系统调试等 关键步骤。
种数字运算操作的电子系统,专为在工业环境下应用而设计。
02
PLC在包装生产线中的应用
PLC在包装生产线中作为核心控制器,负责接收各种传感器和执行器的
信号,并根据预设程序对生产线进行自动化控制。
03
PLC控制技术的优势
PLC控制技术具有可靠性高、编程灵活、易于维护等优点,能够满足包
装生产线对高精度、高效率、高稳定性的要求。
实现信息化管理
建立生产数据管理系统 ,实现生产过程的可视 化、可追溯化和智能化 管理。
04 PLC控制系统设计
控制系统需求分析
包装生产线工艺流程分析
详细了解包装生产线的工艺流程,包括原料输送、计量、 填充、封口、贴标、检测等环节,明确各环节的控制要求 和动作顺序。
控制功能需求
根据工艺流程,确定PLC控制系统需要实现的控制功能, 如原料的自动投料、计量精度控制、填充速度调节、封口 温度控制、贴标位置调整等。
02C(Programmable Logic Controller)定义:可编程逻 辑控制器,一种数字运算操作的电子系统,专为在工业环境 下应用而设计。
工作原理:采用可编程序的存储器,用来在其内部存储执行 逻辑运算、顺序控制、定时、计数和算术运算等操作的指令 ,并通过数字式或模拟式的输入/输出,控制各种类型的机械 或生产过程。
自动装盒机原理

自动装盒机原理
自动装盒机是一种用于将产品自动装箱的机器设备,广泛应用于食品、医药、化工等行业。
它的原理主要包括输送系统、抓取系统、封箱系统和控制系统。
输送系统是自动装盒机的基础,它通过传送带或滚筒将产品从生产线输送到装箱区域。
输送系统的速度和稳定性对整个装箱过程至关重要,确保产品能够按照预定的顺序准确到达装箱位置。
抓取系统是自动装盒机中的关键部件,它负责将产品从输送系统上抓取并放置到包装盒中。
抓取系统通常采用机械手臂、真空吸盘或夹具等装置,根据产品的形状和尺寸进行选择,确保产品能够准确、快速地被放置到合适的位置。
第三,封箱系统是自动装盒机的重要组成部分,它负责将已经装好产品的包装盒封闭并固定。
封箱系统通常包括封箱装置、胶水喷涂系统等设备,确保包装箱能够牢固地封闭,防止产品在运输过程中受到损坏。
控制系统是自动装盒机的大脑,它通过传感器、PLC控制器等设备监控和控制整个装箱过程。
控制系统能够实时调整输送速度、抓取位置、封箱时间等参数,确保装箱过程的准确性和稳定性。
自动装盒机通过输送系统、抓取系统、封箱系统和控制系统的协同
作用,实现了产品的自动装箱。
它能够提高生产效率、减少人工成本,并确保产品包装的质量和一致性。
在未来,随着科技的不断进步和自动化技术的发展,自动装盒机将会更加智能化、高效化,为各行业的生产提供更加便利和可靠的解决方案。
基于PLC控制系统的水果装盒系统设计研究

基于PLC控制系统的水果装盒系统设计研究作者:谢承来源:《科学与财富》2018年第12期摘要:随着人们生活质量的不断提高,养生理念的提出,水果行业迅速发展,水果商店已有原来的“路边摊”形式转型为现代流行的中高端水果超市。
进而对水果的包装提出了更高的要求。
很多水果由原来的散称形式转变为精美盒装售卖。
但水果种植面积的不断提升和采摘能力的不断加强,人工水果装盒被自动化设备取代已成必然。
为此,本文对水果自动装盒系统进行了设计,以三菱FX3U型PLC为控制中心,控制机械手实现水果装盒全自动化,旨在降低水果装盒人力成本和提高生产效率。
关键词:三菱PLC、水果自动装盒系统、机械手0 引言现代水果种植已经由传统的农民小规模转变为集中大规模形式。
再加之农业生产自动化能力的提高,种植、喷药、采摘机械手等自动化设备的运用,对水果装盒效率就提出了更高的要求。
本文研究的水果装盒系统可针对多种水果进行装盒,而不同水果形状和软硬程度不同,这就要求其柔性化程度更高。
而装盒作业为低难度重复性作业,本身人力成本不高。
故要求本系统的设计成本在可接受范围内。
为保证水果装盒系统准确完成装盒任务,通过三菱FX3U型PLC控制器对其进行控制,选择3台步进电机作为机械手执行单元,提高其操作准确性及定位精度。
1 水果装盒机械手的硬件设计1.1 水果装盒系统总体设计该水果装盒系统以三菱FX3UPLC为控制核心,由三台步科三相步进电机组成驱动系统,以传感器、电磁阀、气源、吸盘组成检测及执行机构,以水果定位系统为辅助机构。
整个系统完成对不同水果的自动装盒。
1.2 水果装盒系统各模块设计(1)控制模块的设计分析水果装盒系统需求得出其一共需要13个输入端子和9个输出端子,主要输入输出见图1。
因此选择PLC型号为三菱PLC FX3U-32M型。
以下建立PLC控制系统I/O分配表如下:X000:水果类型选择按钮,按一次水果定位模具向左移动一格。
X001:水果类型选择按钮,按一次水果定位模具向右移动一格。
基于plc药品包装机毕业设计

基于plc药品包装机毕业设计药品包装机是一种用于药品包装的自动化设备。
它可以实现药品的自动装盒、封盒、贴标签等功能,大大提高了药品包装的效率和质量。
在药品生产企业中,药品包装机已经成为必备的设备之一。
基于PLC(可编程逻辑控制器)的药品包装机是目前市场上应用较广泛的一种包装机。
PLC是一种用于工业自动化控制的电子设备,它具有可编程性、可扩展性和可靠性强的特点,能够实现对药品包装机的精确控制。
在设计基于PLC的药品包装机时,首先需要明确包装机的功能需求。
根据药品的特性和包装要求,确定需要实现的功能模块,例如药品输送模块、药品装盒模块、封盒模块、贴标签模块等。
每个功能模块都需要与PLC进行连接,通过PLC对各个模块进行控制和调度。
药品输送模块是整个包装机的核心部分,它负责将药品从生产线传送到包装机上。
在设计药品输送模块时,需要考虑输送速度、输送精度和输送稳定性等因素,确保药品能够准确、稳定地进入下一个功能模块。
药品装盒模块是将药品从输送带上取下并放入盒子中的部分。
在设计药品装盒模块时,需要考虑装盒速度、装盒精度和装盒稳定性等因素,确保药品能够准确、稳定地放入盒子中。
封盒模块是将已经装好药品的盒子进行封口的部分。
在设计封盒模块时,需要考虑封盒速度、封盒质量和封盒稳定性等因素,确保封口牢固、美观。
贴标签模块是将已经封好盒子贴上标签的部分。
在设计贴标签模块时,需要考虑贴标签速度、贴标签精度和贴标签稳定性等因素,确保标签能够准确、稳定地粘贴在盒子上。
除了以上功能模块外,还需要考虑安全性和可靠性。
在设计药品包装机时,需要设置各种传感器和保护装置,确保操作人员的安全,并且减少故障发生的可能性。
在编写PLC程序时,需要根据各个功能模块的工作流程进行编程。
通过PLC程序对各个功能模块进行控制和调度,实现整个包装机的自动化运行。
在测试阶段,需要对整个包装机进行功能测试和性能测试。
通过对各个功能模块进行测试,检查其运行是否正常,并进行必要的调整和优化。
基于PLC的糖果包装机的控制系统设计.docx

高等教育自学考试本科毕业论文基于PLC的糖果包装机的控制系统设计考生姓名:准考证号:专业层次:本科院(系):机械与动力工程学院指导教师:职称:讲师重庆科技学院二O一四年九月一日高等教育自学考试本科毕业论文基于PLC的糖果包装机的控制系统设计考生姓名:准考证号:专业层次:本科指导教师:院(系):机械与动力工程学院重庆科技学院二O一四年九月一日摘要PLC作为传统继电器控制装置的替代品已经广泛应用于工业控制的各个领域,它可以通过软件来改变控制过程,而且具有体积小、结构简单、抗干扰能力强及可靠性高的特点被广泛应用。
此次设计采用PLC来实现对糖果包装机的总体控制,此包装机稳定性好,效率高,技术实用,制造工艺先进化,产品节能化,生产过程高度机械化、自动化,外形美观等特点。
此装置还适合于各种环境下进行工作,有广泛的应用前景。
本文介绍了一个基于PLC的糖果包装机的系统设计,详细的描述了利用可编程控制器(PLC)设计开发糖果包装机的过程。
重点对糖果包装机的PLC控制要求的选择,对PLC控制系统主要元器件的选择,以及糖果包装机的各功能模块的设计和糖果包装机的主要控制系统的总体设计,确定了糖果包装机的总体结构,由PLC来实现对糖果包装机的总体控制,变频器来实现变频调速,步进电机来实现对糖果的运输问题,传感器来实现对糖果运输位置的检测从而进行开关控制。
关键词:PLC,包装,系统设计PLC-based system designed candy packaging machinABSTRACTPLC as a substitute for traditional relay control device has been widely used in various fields of industrial control, it can be changed by software to control the process, and has the characteristics of small volume, simple structure, strong anti-interference ability and high reliability, has been widely applied. This design uses PLC to achieve the overall control of the candy packing machine, the packaging machine has good stability, high efficiency, practical technology, manufacturing processes have evolved first, energy-saving products, the production process of high mechanization, automation, beautiful appearance and other characteristics. This device is also suitable for work in various environment, has the widespread application prospect.This paper introduces a system design of candy packing machine based on PLC, a detailed description of the use of programmable logic controller (PLC) design and development process of candy packing machine. The focus on the choice of candy packing machine PLC control requirements, the main components of the PLC control system of choice, and the main control system design of each function module of candy packing machine and candy packing machine's overall design, determine the overall structure of candy packing machine, by PLC to realize overall control of candy packing machine. The frequency converter to realize the variable frequency speed control, step motor to realize the transportation problem of candy, sensor for detection of candy to transport position switch control.Keywords: PLC,Packaging, System design目录中文摘要 (Ⅰ)英文摘要 (II)1绪论 (1)1.1课题背景及研究目的和意义 (1)1.2国内外研究现状 (1)2系统的总体设计 (2)2.1糖果包装机生产工艺简述 (2)2.2糖果包装机控制要求 (6)2.2.1控制对象分析 (6)2.2.2控制系统方式选择 (7)2.2.3系统运行方式 (7)2.3控制系统主要器件的选择 (8)2.3.1PLC控制器的选择 (8)2.3.2变频器选择 (9)2.3.3步进电机及其驱动器的选择 (9)2.3.4传感器选择 (13)3控制系统的硬件设计 (14)3.1供电模块设计图 (14)3.2主电机模块设计 (15)3.3包装纸控制模块设计 (16)3.4总体控制系统简述 (18)4控制系统的软件设计 (23)4.1系统的功能流程 (23)4.2 PLC控制指令语句 (24)5结论 (25)致谢 (26)参考文献 (27)附录 (28)论文原创性声明 (32)1 绪论1.1 课题背景及研究目的和意义随着科学技术的快速发展,PLC控制系统已经扩展到了很多工业领域,基于PLC总线的工艺控制计算机。
基于plc实现的啤酒灌装机控制系统的总体设计

摘要啤酒作为一种口味独特的风味饮料.深受广大老百姓的喜欢。
灌装机是啤酒包装生产线的核心设备,因此,灌装机灌装效果的好坏直接影响到企业的经济效益,而灌装机的运行的好坏又需要很好的电气控制,这其中PLC的运用就显得尤为重要,在当今工业中自动控制越来越成为一种必然。
本次论文的主要内容为啤酒流水线中的灌装机的运用,以及其中PLC的应用,还有一些控制原理。
液体的灌装方式分为常压式、等压式、真空式、机械压力式四种。
一般而言酒类灌装多采用常压式灌装方式,常压式灌装机使用方便,具有速度可调、计量准确、运行平稳、无噪音和液体不外溢等优点,使用广泛。
关键词:灌装机,PLC,电气控制AbstractThe beer takes one kind of taste unique flavor drink. deeply generalcommon people's liking. Fills installing equipment is the beer packing production line coreequipment, therefore, fills installing equipment to fill installs theeffect the quality directly to affect enterprise's economicefficiency,And the stand or fall of filling machine operation and need good electrical control, including the use of PLC, is particularly important in today's industry automatic control more and more become a kind of inevitable.The main content of this paper for beer line the use of the filling machine, and the application of PLC, and some control principle.The liquid fills installs the way to divide into the atmosphericpressure type, the equi-pressure type, the vacuum type, the mechanicalpressure type four kinds. Generally speaking the wines fill install use the atmospheric pressuretype to fill install the way, the atmospheric pressure type fill theinstalling equipment easy to operate, has the speed to be possible toadjust, the measurement accurate, the movement steady, does not havemerit and so on noise and liquid overflow, the use is not widespread.Keywords: Fills installing equipment,PLC,Electrical Controls目录摘要 (1)Abstract (1)绪论 (4)1 啤酒流水线的生产过程 (6)1.1 生产过程中的相关设备 (6)1.2 发展方向 (7)2 啤酒灌装机控制系统的总体设计 (10)2.1 电气控制系统 (10)2.3 灌装机控制系统的总体设计 (12)3 啤酒灌装机控制系统的硬件选型 (15)3.1 PLC的选型(三菱PLC) (15)3.1.1 三菱PLC的产品系列 (15)3.1.2 三菱PLC主要特点 (16)3.1.3 三菱FXPLC的特点 (17)3.2 变频器的选型 (17)3.3 触摸屏的选型 (19)3.4 电气控制柜中的元器件 (20)4 啤酒灌装机控制系统的软件设计 (24)4.1 啤酒灌装机控制系统 (24)5 啤酒灌装机控制系统的安装调试 (27)5.1现场安装 (27)5.2 现场调试 (30)结论 (31)致谢 (32)参考文献 (33)附录 (34)绪论随着市场经济的完善和发展,商品流通的深度和广度进一步扩大,包装工业在国民经济中的作用和地位越来越高。
PLC药品自动灌装机的设计..

目录第1章引言 (1)1.1药品罐装机的发展历程 (1)1.2药品罐装机的发展现状 (1)1.3药品罐装机发展中所面临的问题 (2)1.3.1 从产品质量、性能及应用方面看国产药品罐装机的差距 (2)1.3.2 从整个行业看药品罐装机所存在的问题 (2)1.4 药品罐装机的发展趋势 (3)1.4.1 实现罐装自动化 (3)1.4.2 环保设计 (3)1.5控制要求 (4)1.6总体结构设计 (4)第2章系统硬件设计 (5)2.1 硬件选择 (5)2.2 PLC选择 (6)2.2.1 PLC定义 (6)2.2.2 PLC的基本结构和功能 (6)2.2.3 PLC的功能 (8)2.2.4 PLC的工作原理及方式 (9)2.2.5 SIMATIC S7工业软件 (10)2.3 S7-200系列PLC的硬件配置 (10)2.3.1 基本单元 (10)3.3.2 扩展单元 (11)2.4 传感器选择与设计 (11)2.4.1 光电开关的原理 (12)3.4.2 光电开关应用设计 (13)2.5 数码显示部分设计 (14)2.6 电机的选取 (15)2.6.1 M1电机的选取 (15)2.6.2 M2电机的选取 (17)2.6.3 M3电机的选取 (18)2.7 继电器的选择 (20)2.8 变频器的选择 (20)2.8.1 变频器的控制电路 (21)2.8.2 变频器与PLC的连接 (22)第3章软件设计 (23)3.1程序流程图 (23)3.2功能实现 (25)3.3梯形图说明 (26)第4章结论........................................ 错误!未定义书签。
参考文献........................................... 错误!未定义书签。
致谢.............................................. 错误!未定义书签。
基于PLC全自动药品包装机系统设计

科技资讯2016 NO.20SCIENCE & TECHNOLOGY INFORMATION工 业 技 术63科技资讯 SCIENCE & TECHNOLOGY INFORMATION 1 研究背景我国的经济在持续的发展,同样,人们对健康的要求也逐渐提高,药品的生产和制造为人们的健康做了很大贡献,我国已成为世界十大医药生产国和原料出口国之一。
从实际情况上来说,对于医药相关类产品的包装,我国的水平还落后于发达国家,最早的药品的生产和包装是靠手工,手工业从劳动强度和速度上都有很大的缺陷,进而影响产品的质量,从而使效益也变差。
后来,用一些设备代替了一部分手工业,这样也加快了效率。
以前的设备控制主要是采用继电器系统,继电器中的时间继电器、速度继电器也使控制实现多样化。
但是复杂的控制和适应产品的多样化控制再采用继电器系统会有很大的弊端,如接线复杂、改进小问题需要较大改进控制系统的逻辑,所以找到能实现继电器系统的控制,又能使接线简单,改进方便的系统成为各大领域急需解决的问题。
可编程序控制器的出现使这一问题变得简单,用CPU、存储器、输入输出模块组成了一个控制器,向存储器编写程序,由CPU 计算,进而实现控制,是这一控制机的最大特点。
自动药品包装机的控制系统采用PLC控制,既可以控制整个生产线对药品进行包装,又能根据产品要求随时调整生产方式。
2 袋成型自动药品包装机的机械结构以及工作原理袋成型自动药品包装机结构包括用于塑化材料的加热器、用于压制的卡盘、用于检测包装位置的传感器。
传感器主要是采用光电传感器,当产品是满装的状态,光电传感器会根据发射光和反射光的数据判断包装是否填满。
如反射率高,说明包装未填充满药品;如反射率低,则说明药品是满的。
使包装进行密封是通过具有加热装置的夹盘,当传感器检测到药品盒装满以后,加热盘将加热,达到塑封温度,进行动作,通知包装机进行包装。
整一个一套药品包装好后,用传送带将产品运走。
基于PLC全自动药品包装机系统设计

基于PLC全自动药品包装机系统设计随着科技不断发展,自动化生产设备的应用范围越来越广泛。
在医药行业中,药品包装机器人的应用也越来越普及,其中基于PLC全自动药品包装机系统是最受欢迎的一种方案。
本文将对这种自动化包装系统的设计和优势进行分析。
1. PLC控制系统PLC控制系统是全自动药品包装机的核心控制系统。
PLC 是可编程逻辑控制器的英文缩写,它是一种封闭的数字系统,具有可靠性、稳定性和高效性等特点。
PLC控制器可以监控整个包装过程,并控制电动切割机、卷材传输、补料进给等装置的运转。
通过PLC控制系统,操作员可以在触摸屏控制界面上操控整个包装机系统。
PLC控制器还可以收集各个状态参数,包括进出料量、包装速度、包装数量等。
“互锁”保护措施也可以避免在错误情况下设备的操作。
2. 检测装置全自动药品包装机的设计必须具有足够的检测装置,确保包装的质量。
这些装置可以对药品的质量、尺寸、重量进行检测,以便及时正确更改包装材料或去除次品,隐藏在灯光和感应器中的物品也可以被无处不在的相机发现。
在这个系统中,主要的检测装置包括下列几种:(1)红外光传感器:红外光传感器可以检测到袋子是否填充到位。
当传感器发现标准的袋子已填满,并准备好进行下一步包装操作时,便可发送信号。
(2)图像识别:图像识别可以检测到袋子是否真正需要进行填充。
药品应该均匀的分布在包中,如果有任何裂缝、缺口或空隙,预警系统便会立即发出指示。
(3)重量检测装置:药品的包装重量也是检测装置列表中的重要组成部分。
一旦设定的重量与测量的实际重量相反,系统将会生成一条错误消息。
这种重量检测可以防止袋子因过重或过轻而无法被用于出售。
3. 操作界面全自动药品包装机需要一个可移动的操作界面,以便在多个工位进行包装操作。
界面一般为触摸屏显示器,运行PLC和相机系统所在的软件,并且可以显示药品的重量、数量、标记等信息。
该界面可移动,可轻松移动至设备上方,便于无障碍操作。
基于S7—200 SMARTPLC的智能药品包装机的控制设计

李海芹,姜印平 ,翟 阳,田 鹏
L l Ha i . q i n , J I ANG Yi n . p i n g , ZHAI ' f a n g, TI AN Pe n g
( 天 津大学 电气与 自动 化工程学院 ,天津 3 0 0 0 7 2 )
摘 要 :为提高包装机的效率和精度 , 设计 了基于 西门子s 7 — 2 0 0 S M A R T P L C 的智能药品包装 系统 。 文章对药 品包装机 的工作原 理 、控制 要求和 工作流程进 行了详 细分析 ,从 软件设计和 硬件设 计两方面 阐述 了系 统实现 的功 能 。系统设计 以伺服 电机 控制和 移位控 制为 重点 ,结合 触摸屏 S MA R T 7 0 0 I E 的显示 、参数设置和监控功 能 ,实现 了包装过程 的可 控性 、可视化 。经测试 ,
光 电 传 感 器 检 测到 输 送船 内 的药 品 ,控 制 真 空 阀
吸 下 说 明 书 ,经 过 折纸 机 折 叠 后 传 送 到 与 药 板 ,
药盒 平 行 的 槽 内 , 等 待 同药 板 一 起 推 入 药 盒 ; 延
时一 定 工位 ,控 制 真 空 阀从 储 盒 架 上 吸 下 一 个 纸
D o i :1 0 . 3 9 6 9 / J . i s s n . 1 0 0 9 - 0 1 3 4 . 2 0 1 3 . 1 0 (I - ) . 1 4
0 引言
药 品 包 装 机 是 机 电一 体 化 的综 合 性 较 强 的 机 械 产 品 ,我 国 国 产 药 品 装盒 机 虽 然 在近 十 几 年 来
1 造 匐 出
基 于S 7 — 2 0 0 S MA R T P L C 的智 能药 品包装机 的控制设计
全自动装盒机工作原理

全自动装盒机工作原理1. 概述全自动装盒机是一种用于将产品装入盒子或容器中的自动化设备。
它可以广泛应用于食品、药品、日用品等各个领域。
全自动装盒机通过一系列的操作步骤,将产品从输送线上收集并装入盒子中,最终完成封箱和封口的工作。
2. 工作流程全自动装盒机的工作流程通常包括以下几个步骤:步骤一:收集产品在开始工作之前,全自动装盒机需要先收集待装入盒子中的产品。
这些产品可以通过传送带、震动器或其他方式从生产线上传送到装盒机的工作区域。
步骤二:排列产品在收集到产品后,全自动装盒机需要对产品进行排列,以便于后续的操作。
这通常通过振动器、传送带或旋转平台来实现,使得产品能够按照一定规则排列成行或成列。
步骤三:取出盒子在排列好产品后,全自动装盒机需要从一个储存区域中取出一个空的盒子。
这个储存区域通常包括一个容纳多个盒子的库存架或者储存箱。
全自动装盒机会根据需要取出一个盒子,并将其移动到下一个工作区域。
步骤四:打开盒子取出盒子后,全自动装盒机需要打开盒子的上盖和底座,以便于将产品装入其中。
这个过程通常通过气动或机械装置来实现,在不同的装盒机中可能会有不同的设计。
步骤五:装入产品在打开盒子后,全自动装盒机会将排列好的产品移动到盒子的内部。
这个过程通常通过传送带、抓取装置或者吸盘来实现。
装入产品时,需要确保产品的数量和位置正确,并且不会造成损坏。
步骤六:关闭盒子当产品被全部装入后,全自动装盒机会关闭盒子的上盖和底座。
这个过程通常与打开盒子的操作相反,通过气动或机械装置来实现。
步骤七:封箱和封口当完成所有产品的装入后,全自动装盒机会进行封箱和封口的操作。
这个过程通常包括将已经关闭好的盒子送入封箱机或封口机,通过粘合剂、热熔胶或其他方式将盒子的边缘封合,确保产品在运输和储存过程中不会掉落或受损。
步骤八:输出成品完成封箱和封口后,全自动装盒机会将成品从工作区域移出,并送入下一个工序或者包装区域。
成品可以通过传送带、推板或者其他方式进行输送。
基于PLC的烘焙食品包装自动化生产线控制系统设计
基于 P L C的烘焙食品包装 自动化生产线控制系统设计
Co n t r o l Sy s t e m De s i gn o f B a k e d F o o d Pa c k a g i n g Au t o ma t i c Pr o du c t i o n L i n e B a s e d o n PL C
陈 晨 沈俊 杰 ( 上海大学机 电工程与 自 动化学院, 上海 2 0 0 0 7 2 )
摘要: 针 对 烘焙 食 品 生产 过 程 中包装 效 率低 、 人 工成 本 高原 因 , 分 析 设 计 了一 整 套针 对 烘 焙食 品 的 包装 自动 化 生 产线 控 制
系统 。 根 据 食 品 包装 的特 点 以及 技 术要 求 , 给 出食 品 包装 生产 线 的 总体 设计 方案 , 采 用 西 门子 公 司 的 S 7 — 1 2 0 0 P L C 设计 控 制
1 自动 化 生产 线 结构 方 案
1 . 2 生 产 线 总 体 结 构
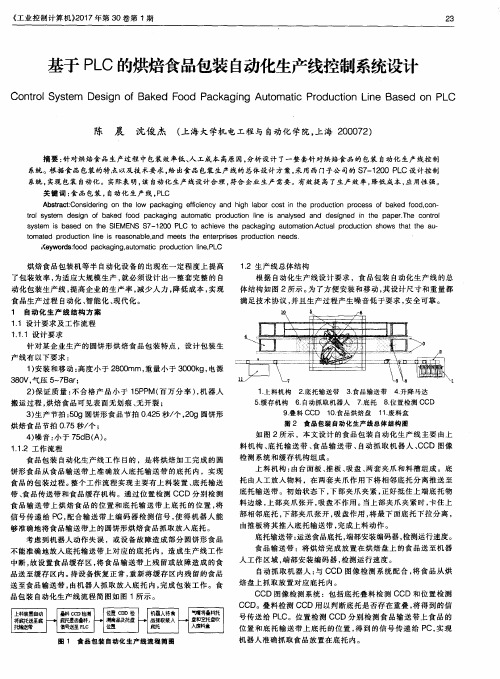
根 据 自动 化 生 产 线 设 计 要 求 ,食 品 包 装 自动 化 生 产 线 的 总 体 结 构 如 图 2所示 。 为 了方 便 安 装 和 移 动 , 其 设 计尺 寸 和重 量 都
满足技术协议 , 并 且 生 产 过 程产 生 噪 音低 于要 求 , 安全可靠。
1 . 上 料机构
2 . 底托输送带
3 . 食品输送带 7 . 底托
4. 升 降 马达
5 . 缓 存 机 构 6 . 自动抓 取 机器 人
8 . 位 置 检 测 CCD
9 . 叠 料 CCD 1 0 . 食 品 烘焙 盘 1 1 . 废料 盒
基于PLC的自动焊接机器人设计与开发

基本内容
基本内容
随着社会的进步和科技的发展,自动售货机作为一种便捷的购物方式,逐渐 出现在人们的日常生活中。为了提高自动售货机的智能化水平和用户体验,本次 演示将设计并实现一种基于PLC(可编程逻辑控制器)控制的自动售货机系统。
基本内容
在系统设计方面,我们将采用PLC控制器来实现对自动售货机的控制。PLC控 制器具有可靠性高、抗干扰能力强、可编程性强等优点,能够有效地提高自动售 货机的稳定性和灵活性。同时,我们将利用传感器技术实现对货道商品的检测, 以及硬币识别模块实现对硬币的识别和计数。
概述
概述
生产线自动配料系统是指将多种原料按照一定的比例和顺序进行自动配制的 系统。自动配料系统可以提高生产效率、降低劳动强度、减少人为误差,为企业 实现自动化生产和科学管理提供了重要保障。
系统设计
系统设计
生产线自动配料系统的设计应遵循以下原则: 1、满足生产工艺要求,确保配料准确性和稳定性;
基本内容
未来的研究方向可以包括拓展该机器人在其他领域的适用性、优化传感系统 设计以及提高焊接过程的智能化程度等。
参考内容
一、引言
一、引言
随着科技的不断进步,工业自动化已经成为现代生产过程中不可缺少的一部 分。可编程逻辑控制器(PLC)和工业机器人作为自动化生产线的重要组成部分, 正逐渐改变着传统生产方式。本次演示将介绍基于PLC和工业机器人的月饼自动 装盒生产线的设计与实现。
基本内容
研究目的: 本次演示的研究目的是设计一款基于PLC的自动焊接机器人,以提高焊接效率 和质量,降低人工成本。具体来说,本研究旨在实现以下目标:
基本内容
1、分析PLC在自动焊接机器人设计中的重要性,明确其在提高焊接效率和质 量方面的作用;
PLC在ZHJ80多功能装盒机中的应用

机电信息2019年第11期总第581期PLC 在ZHJ -80多功能装盒机中的应用方磊晶周琪陈韦韦郁雯倩陈琳婉(罗益(无锡)生物制药有限公司,江苏无锡214028)摘要:首先针对整个装盒过程提出的整体方案进行了设计,通过运用PLC 控制主机运行,并对吸盒、送说明书、送药等一系列不同阶段及过程进行控制,达到了设计目的。
同时对于设备故障的反馈信号,总结出了一些设备故障解决方法。
关键词:PLC ;药品装盒机;包装;传感器0引言ZHJ -80多功能装盒机的运行全部由可编程控制器进行控制,将各种规格的药板、中药制品、小型长体有规则物品及一些食品可靠地装入规格特定的纸盒中,将纸盒封好后送出,它适用于各种药品、食品、化妆品的包装及相关行业的小型器皿的包装。
1装盒整体方案ZHJ -80多功能装盒机的装盒工作流程如图1所示。
由人工放置在折纸机上的说明书,在压缩空气及真空气的作用下,被吸入折纸机,按照要求被折叠成型后,经过旋转纸夹的输送,被送到走纸链条上,并由走纸链条带动走到推药工位等待推药。
当位于前板的传送器S5检测到走纸链条上有说明书时,将反馈信号传递给主机控制中心———可编程控制器(简称PLC )。
此时,PLC 将控制真空的电磁阀在特定的时间产生真空,利用吸盒机构将由人工放置在纸盒库中的纸盒吸出,送到走盒链条上并开盒,然后由走盒链条带动走到推药工位等待推药。
当纸盒正确地从库中被吸出,落在链条上时,位于下端的传感器S1无信号输出,当纸盒在被吸下过程中出现故障(如卡盒)时,压盒杆向上翘起,PLC 发出控制信号,使主机停止运转,并等待故障排除后重新启动。
当纸盒被正确吸下放入走盒链条上时,位于中间板上的传感器S3可以检测到有盒信号,PLC 将控制横向推药机构在特定的时间内将药板从库中推出;当无纸盒时,PLC 将控制横向推药机构在特定的时间内停止推药并使主机急停。
当S3传感器正确无误地检测到信号时,纵向推药机构将药板及说明书推入盒中。
基于plc的纸盒折叠机毕业设计

基于plc的纸盒折叠机毕业设计1 简介纸盒折叠机是一种常见的工业生产设备,主要用于制造纸盒、纸箱、瓦楞纸等包装材料。
现代化的纸盒折叠机大多采用PLC(可编程逻辑控制器)来控制整个生产过程,使生产过程更加有效率和智能化。
本文将介绍基于PLC的纸盒折叠机的设计与实现,包括硬件设计、软件程序设计、测试及优化等方面。
2 硬件设计PLC系统由输入输出装置、中央处理器和存储器组成。
在该纸盒折叠机中,输入装置包括传感器和按钮,输出装置包括电机和气动执行器等设备,中央处理器采用PLC CPU,存储器主要包括RAM和ROM。
在设计硬件时,需要根据实际工作需求,对输入输出设备进行选择和布置。
例如,对于传感器的选择,可以采用光电开关或接近开关等设备;对于气动执行器的选择,则可以采用气动气缸或电磁阀等设备。
此外,还需要考虑各种设备的电路连接方式和安装位置。
3 软件程序设计在PLC系统中,控制程序是由一系列指令组成的。
本文中,控制程序采用Ladder Diagram(LD)语言进行编写,LD语言适合于逻辑关系相对简单的控制任务。
程序主要包括输入端和输出端的处理功能和圆盘传送机构、板面折叠机构和成品输出机构等设备的控制方案。
程序的编写需根据控制任务和硬件布局实际情况,结合PLC的功能模块进行编写。
例如,采用PLC的定时器、计数器等功能模块,可实现时间延迟、计数等控制操作。
4 测试与优化硬件与软件的设计完成后,需要进行测试。
在测试中,需要检查控制程序的正确性、设备的连接和回路的通断情况等。
如果发现问题需要进行修改,直至系统正常工作。
在优化方面,可以根据实际工作情况进行调整。
例如,对于气动执行器,可以改变压力大小、使用时间和流量等参数来调整其灵活度和效率。
此外,还可以针对各个执行器和传感器的精度和灵敏度进行调整。
5 结语本文介绍了一种基于PLC的纸盒折叠机的设计及实现,包括硬件设计、软件程序设计、测试与优化等方面。
PLC技术的应用,使得纸盒折叠机在生产过程中更加高效和智能化。
药瓶装盒机到底是如何操作的?
药瓶装盒机到底是如何操作的?药瓶装盒机用于自动将药瓶、药盘、药膏等和说明书放入折叠纸盒中,并完成封盖动作。
一些功能齐全的自动装盒机还具有附加功能,如粘贴密封标签或进行热收缩包装。
本机可依据用户的不同要求,转变包装规格。
它易于调整和调试,适用于单品种大批量的生产,也可满意用户小批量、多品种的生产。
1、可自动完成说明书的折叠、纸盒的成型和打开、块状物的包装、批号的打印、封口等工作。
可配备热熔胶系统,完成热熔胶封口。
2、本机由PLC掌握。
对各部分的动作进行光电监控,在运行中消失特别时能自动停机并显示缘由,以便准时排解故障。
3、主驱动电机和离合器制动器安装在机架内,传动系统各部分扭矩过载爱护器安装在机板上,可实现主驱动电机和各传动部分在过载状况下的断开,保证整机的平安。
4、本机装有智能检测装置。
无材料、无说明书、无纸箱,便于与以前的设备配套使用。
检测过程中发觉的废品(无药版和说明书)在出口处剔除,确保产品质量符合要求。
5、本机可单独使用,也可与吸塑包装机及其他设备配套使用,组成完整的生产线。
6、多功能的装盒操作,各种简单的装盒工作都能同时完成。
药瓶装盒机不占空间,作用大;步进式运动,双真空杯式取盒,速度快,稳定性高;可选配日期、批号打印机和手动插入装置;PLC掌握,故障显示装置,操作简便;本机的寸动装置可使设备自由移动,便于各种规格盒的调整。
1、采纳自动方式将产品放入产品载体,由输送链移动。
2、检测装置检测到运输船上的产品,掌握折纸机,在适当的时候吸下手册,折好后与产品一起送至船底进行装夹。
3、药瓶装盒机的检测装置检测到船内产品和船下指令后,掌握吸开装置,适时从储物架上吸下一个纸箱,旋转打开,由箱体输送链将其与产品和指令一起输送到相应的船头。
4、装盒机的推杆输送链带动推杆移动。
同时,推杆在导轨的作用下将产品和说明书推入相应的箱子。
当盒子被输送到机器的出料口时,相关部件被弯曲、折叠、塞入,盒子被密封,从而完成了整个包装过程。
包装机的设计与优化毕业设计

包装机的设计与优化——毕业设计摘要:本篇毕业设计主要研究了一款自动包装机的设计与优化。
首先介绍了包装机的工作原理和主要功能,然后详细阐述了包装机所需的机械结构和电气控制系统的设计方案,最后进行了测试和优化,得出了较为理想的工作效果。
关键词:包装机、自动化、机械结构、电气控制、测试与优化引言:随着现代工业自动化水平的不断提高,自动化包装机也得到了广泛的应用。
包装机以高效、精准和可靠的特点,成为了各个行业的必备设备,如食品、医药、化妆品、机械等行业。
因此,本篇毕业设计着重研究了一款自动化的包装机,希望能够提供给相关企业一个高效、稳定、安全的自动化包装流水线。
一、包装机的工作原理包装机是自动化包装流水线的核心设备之一,它的主要工作原理是在实现自动化包装生产线的同时实现产品的包装、封口和发送的自动化操作。
包装机是使用先进的计算机控制技术,利用伺服电机、步进电机、气动和液压系统等综合控制手段,通过传感器、编码器等多种检测技术实现生产线的自动化控制和化数据管理。
二、包装机的机械结构设计1、包装材料的提供系统:包装机所使用的包装材料的提供通常都是利用滚筒式和辊式的方式,通过一个定量的计算管道对材料进行均匀的分配与供料,确保每个包装材料的质量和使用效果的稳定性。
2、定位装置:通过传感器或激光测量机,识别烟盒的大小,然后利用定位装置将其放置在合适的位置上。
3、 包装机的封口机构:通常采用加热封口、超声波封口、热压封口等多种方式,对容器或者袋子进行封口,确保产品的密封性和保鲜性。
三、包装机的电气控制系统设计1、运输控制:包装机的电气控制系统主要通过编程控制伺服电机的转速、定位和停止运动的位置。
利用PLC编程、触摸屏或人机界面,对自动包装生产流程进行全程自动化控制。
2、安全控制:自动包装机在运转过程中,应该为了保障操作人员的安全,要添加安全装置,如急停按钮、保护网、防护门等设备,确保人员的安全性。
四、包装机的测试与优化利用自动化包装机进行试验,并对机器的工艺和性能进行评估与优化。
扪盒机调机方法

扪盒机调机方法一、概述扪盒机是一种用于自动装盒的机器,广泛应用于制药、食品等行业。
在使用扪盒机的过程中,如何进行调机是非常重要的。
本文将介绍一种常用的扪盒机调机方法,希望能对广大使用者有所帮助。
二、调整送料系统1. 首先,检查送料系统的传送带是否平整,有无松动或异物。
如果发现问题,应及时修复或清理。
2. 调整送料系统的传送速度,根据产品的要求和机器的性能来确定。
一般来说,速度过快容易造成卡盒,速度过慢则影响生产效率。
3. 调整送料系统的送料盘高度,使之适应不同尺寸的盒子。
通过调整送料盘的升降装置来实现。
三、调整抓盒系统1. 检查抓盒系统的各个机构是否正常运转,有无卡滞或损坏。
如有问题,应及时进行维修或更换。
2. 调整抓盒系统的抓盒力度,使之能够牢固地抓住盒子但不会损坏盒子。
可以通过调整气压或机械结构来实现。
3. 调整抓盒系统的抓盒位置,使之能够准确地抓住盒子的位置。
可以通过调整传感器或机械结构来实现。
四、调整封盒系统1. 检查封盒系统的封盒头是否正常运转,有无磨损或松动。
如有问题,应及时进行维修或更换。
2. 调整封盒系统的封盒力度,使之能够将盒子封好但不会损坏盒子。
可以通过调整气压或机械结构来实现。
3. 调整封盒系统的封盒位置,使之能够准确地封好盒子的位置。
可以通过调整传感器或机械结构来实现。
五、调整检测系统1. 检查检测系统的传感器是否正常工作,有无松动或损坏。
如有问题,应及时进行维修或更换。
2. 调整检测系统的灵敏度,使之能够准确地检测出盒子的缺陷或错误。
可以通过调整传感器或软件设置来实现。
六、调整出盒系统1. 检查出盒系统的传送带是否平整,有无松动或异物。
如果发现问题,应及时修复或清理。
2. 调整出盒系统的传送速度,根据产品的要求和机器的性能来确定。
一般来说,速度过快容易造成卡盒,速度过慢则影响生产效率。
3. 调整出盒系统的出盒位置,使之能够准确地将盒子送出。
可以通过调整传送带的位置或机械结构来实现。
YJ36滤棒装盒机控制系统的设计
YJ36滤棒装盒机控制系统的设计张利军【摘要】本文主要介绍了YJ36装盒机的工艺流程以及对控制系统的要求,并对设备的工作过程及软硬件设计进行了详细的分析,该系统采用PLC作为核心控制器,并结合人机界面技术实现了控制过程智能化和控制参数的可视化.YJ36型滤棒装盒机是一种用于提高滤棒装盒质量的新型料库,设计中采用流量匹配计算和流量仿真模拟等工具,电气控制系统由伺服、变频控制、可视化人机界面、视觉系统四大部分组成.该系统设计的分流块、导流缓存块具有良好的导流、分流及缓存功能,能够满足YJ36型滤棒装盒机在低、中、高速稳定运行的要求.【期刊名称】《数字技术与应用》【年(卷),期】2017(000)011【总页数】4页(P14-16,18)【关键词】装盒机;控制系统;PLC;YJ36;人机界面【作者】张利军【作者单位】郑州轻工业学院,河南郑州 450002【正文语种】中文【中图分类】TS457随着滤棒物流系统自动化程度不断提高,滤棒装盒以及纸盒集中输送、储存、精确计量已成为滤棒成型自动化生产线的主要模式。
但国内卷烟及滤材生产企业广泛应用的装盒机,存在着计量不准确,需要人工辅助滤棒整理、装支补充等问题,已无法满足自动化生产线物流传送的需求[1]。
近年来研发的YJ36滤棒装盒机采用纸盒直接装填技术,重新设计了滤棒装盒机的上料整理、推送、实盒推出、实盒输送、空盒输送等装置,并增加了检测剔除机构,可以将滤棒装支精度提高到(4 000±10)支/盒[2]。
滤棒装盒控制系统主要由主控制器(含人机界面)以及上料、整理、装填、推送、空盒传送、实盒传送和待检推移等子系统组成,如图1所示。
其中,主控制器和各子系统的控制单元通过串行通信总线相连接,形成一个网络控制系统。
在运行过程中,上料子系统控制滤棒输送装置将滤棒输送至料仓;整理子系统控制整理装置将料仓内的滤棒按一定规则排列;装填子系统将排列好的滤棒整齐地装填至储棒仓中;推送子系统将储棒仓中整齐排列的滤棒整盒推送到空纸盒内;实盒传送子系统将已装好滤棒的纸盒(实盒)盒盖盖上并压紧,通过输送带将实盒传送出装盒机;空盒传送子系统控制空纸盒传送装置将空纸盒传送至等待滤棒推入位置,并加以定位和定型;待检推移子系统检测纸盒内滤棒的数目是否合格,或接受控制命令将不合格纸盒或待检纸盒推移至输送带[3]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:随着科学技术的发展药品自动装盒机也取得了很快的发展,使制药行业得到快速的发展。
本文介绍了装盒机的整体工艺、各部件的工作原理及过程,包括药板检测传感器、折纸机吸取说明书的运动过程、纸盒吸臂的运动过程,接着又介绍了在装盒机中的硬件、软件的功能及选取,最后介绍了装盒机的调试以及常出现的故障解决的办法。
关键词:可编程控制器(PLC);自动控制;装盒机目录1概述 (1)1.1课题的背景 (1)1.2课题意义 (2)2装盒机工作原理 (4)2.1装盒机工作过程介绍 (4)2.2装盒机工艺流程 (5)2.3装盒机吸取药盒的工作原理 (7)2.4装盒机中说明书折叠的工作原理 (8)2.5封盒部分 (10)3装盒机的硬件设计 (11)3.1装盒机的控制要求 (11)3.2PLC在工业中的应用 (12)3.3传感器的选用 (13)3.4控制系统中的电磁阀 (15)3.5控制系统中的气缸 (16)3.6变频器的选择 (20)3.7触摸屏的选择 (20)3.8PL C控制装盒机的I/O端口分配表 (21)3.9PLC控制装盒机的I/O端口接线图 (22)4软件设计 (24)4.1PLC控制装盒机的流程图 (24)4.1.1主程序流程 (24)4.1.2自动运行流程 (25)4.1.3定时中断服务程序流程 (26)4.1.4初始化流程 (27)4.2PLC与变频器通信控制程序设计 (27)5控制系统的调试 (28)5.1硬件的调试 (28)5.1.1传感器的调试 (28)5.1.2折纸机调试 (29)5.1.3纸盒输送链的调节 (29)5.2软件的调试 (30)5.3整体调整 (30)5.5常见故障及排除方法 (30)6结论 (33)参考文献 (34)PLC在自动装盒机中的应用1概述1.1课题的背景药品装盒机在过去的十年中,尽管获得了快速发展,但仍面临着很多在制药设备行业的问题,药物之间的自动装盒机,技术含量和高品质的生产厂家少,厂家大多停留在低速半自动或水平,与国外同类产品相比,无论在技术含量和应用设备的水平并不理想,国内医药包装机只是轻微的统治中端市场,而且几乎所有的高端市场是其面临现在占据国外产品是如下的问题:从一个优质的产品性能和应用的产品,国内医药包装机显著较少国外产品,在以下几个方面具体表现为:在质量方面(1)在某种意义上,医药制药机械自动装盒机是最复杂的机械,它包括光、气、电机技术于一体,而国内制药设备的产品的仍处在最初设计水平技术,产品组装或加工后的水平,都与国外同行有着十余年来差距,无法生产出真正有竞争力的产品;(2)适应性强的差距,全自动装盒机制造的药品功能单一,适应比较窄,充满了药物治疗的形状体积,这是更严格的规定,一般只适用于一个或两个药物,但许多中国的药品生产企业,药品企业和生产。
药物也有很大不同品种相同药品生产的规格不同,产量也不同,给工作带来一定的困难,而国外制药装盒机生产厂家集中在这些问题上,特别是他们的设备采用了更灵活的生产,范围是设备的可靠性方面更广泛的;(3)进口全自动装盒机可靠性高,而国内医药装盒机故障率较高。
因此,许多人选择购买多个国内企业拥有自动装盒机,所以该机的维护正常的生产延误在效率方面交付(4)国内装盒机制造的药品,主要是在中低档水平,并在生产自动化,生产效率低的水平。
高端产品自然是更好地为国外同类产品知名,从而无形中增加了成本,减少企业利润,导致资源的极大浪费,目前国内医药自动装盒机,还存在着适应包装物种类单一纸盒尺寸的变化范围小生产速度普遍停留在中低速水平等不完善之处,发展主要以下几个问题的低水平:(1)研发薄弱,科研经费严重不足,生产药用装盒机是一个复杂的系统工程,它包括光及其他电机技术于一身,你需要有雄厚的技术力量,精良的生产工艺等方面的要求,而我们在这方面的投资是目前非常少业在生产和基础研究的经费陷入严重失衡,生产厂家只顾眼前利益,不愿投入资金的基础研究,导致国内医药包装机的质量含量低,无法与国外同类产品进行竞争,只能维持竞争力在市场上受到低成本,长期占领市场不能(2)过多的低水平重复应变能力不强,国内大多数厂家规模小,大多产生相同类型的设备,从而导致大量的低水平重复生产,或低价恶性竞争的市场,并在变化的市场需求的情况下,但不能及时转型,这一直被市场淘汰。
1.2课题意义由于机器震荡会产生一些问题并对问题进行分析;1.吸药盒不正常(1)药板料仓中的药板低于要求的高度,检测料位的光电传感器不导通,根据程序控制的逻辑要求,吸盒和吸说明书的气阀关闭。
补充堆放药板,使光电传感器导通。
(2)吸盒吸气头的吸气量不足。
检查气源供气是否正常,若低于0.5MPa吸气就不正常。
其次,真空发生器可能发生堵塞,对真空发生器进行清洁保养。
另外还需检查橡胶吸气头是否损坏,有损坏则做更换。
(3) 纸盒太硬或者发生变形,也会使纸盒无法打开。
(4)堆放的托盒不锈钢支架板作调整,使之既能托住纸盒,又能把纸盒顺利吸下。
2.纸盒吸下后在送盒模板口处不成形或弹出(1)纸盒太硬打不开,使纸盒弹出。
(2)堆放纸盒的六根导杆与送盒模板位置不正,导致纸盒变形或弹出。
重新调节导杆。
(3) 送盒模板后部小钩子的弹簧变形失效。
更换小弹簧。
(4) 吸盒吸气头与送盒轨道的高度不对。
调整吸气头位置,使吸头下降到最低点时的位置比送盒轨道略低。
3.纸盒进入送盒模板后在送盒轨道内不成形(1) 纸盒在进入送盒模板后向前推进,到达送盒模板的第二工位时,上压轨位置不对。
若太高,纸盒在到位后会反弹;若太低,纸盒进入模板时会被挤压变形。
(2) 纸盒在到达第二工位后反弹变形。
原因有:①上压轨内小挡块位置与模板位置不正。
纸盒到位时小挡块应正好掉下,卡住纸盒的左角。
②下轨道中间的止退挡块位置不对或运动速度没配合好。
纸盒在到达第二工位后模板向下退出一半时,止退挡块应向后移动,挡住纸盒的右下角,使纸盒形成正矩形。
③在模板上升到纸盒一半位置时,止退挡块应向前移动,其高度以纸盒在运动时不碰到止退挡块为准。
4.纸盒锁口问题(1) 纸盒的小舌头关不住。
检查关小舌头的前后两个工位是否到位。
(2) 纸盒的大舌头没插好,或成为圆弧形。
调整上压轨在关舌处的高度,应比纸盒高出0.5~1毫米。
(3) 纸盒关舌时外侧大舌头进不了纸盒。
调整关舌处上压块位置。
上压块的导向肩应压在纸盒口,并有大约0.5毫米的间隙1.说明书吸不下来(1)说明书纸张变形,吸气头吸不住。
(2) 吸气头与说明书不平行,吸头吸不住。
一般吸气头在最高位置时其最高点正好能碰到堆叠的说明书底部。
(3).说明书纸张宽度尺寸不一,其误差必须在1毫米以内。
说明书堆放位置的调整,以与吸气头上升到最高位置时的内边相差0.5毫米为宜。
(4).折纸机吸气头上方的分纸小钩子运动时间太早。
一般小钩子在吸头将要下降前应插入纸与纸之间的空隙中。
小钩子高度的调整取吸气头在最高位置时与之相距0.5毫米。
2.说明书吸下过程中纸张反弹(1) 托说明书的托脚动作太早,说明书还没拉下即被托脚带回去。
托脚的位置以其回托时不碰到吸住的说明书而且在抓纸缺口轮还未拉动纸张时即回到最高位为佳。
(2) 吸头与抓纸缺口轮配合速度不对。
吸头应先下降,然后抓纸缺口轮的前部正好压到纸上。
3.说明书折叠不好(1)纸张变形弯曲,或有毛边。
(2)栅栏板内有异物,挡住纸张。
(3)栅栏板开口处与折棍的间隙太大,使纸张窜出来。
(4)折棍的间隙太大,夹不住纸张,送纸无力。
调整折棍两端的调节螺钉,将间隙调小。
如果折棍使用时间太长而磨损,必须更换折棍。
4.栅栏板内说明书卡死(1)折棍送纸间隙太大,送纸无力。
调整方法与前述相同。
(2)栅栏板下半边板的安装位置比上面有圆弧的导向板伸出得过长,使纸张无法进入下面的折棍内。
松开栅栏板上所有的固定螺钉,将板向后调整,但又不能比上面的导向板短,必须比导向板长出1~3毫米。
如果短于导向板,说明书有可能不折就直接进入下面的折棍内。
5.说明书折叠后有打卷和折痕(1)挡板与折棍的间隙太大。
调整挡板与折棍的中间位置。
(2)如果挡板与折棍的中间位置已调整好,还有很大间隙,则将挡板上的定位销拆去重调,直到间隙内卡不进纸为止。
6.说明书折不均匀(1)调整栅栏板内挡条的前后位置,达到要求的折叠尺寸。
通过对问题的分析可以解决不必要的麻烦,也可以提高生产效率。
这样可以提高产品质量及竞争力。
2装盒机工作原理2.1装盒机工作过程介绍药板通过码垛到传送链条经三角推杆送入主传送导条,然后通过下一个传感器,以及由传感器检测药板数量,然后再通过推手将药板说明书一起推入药盒,进行下一步骤,逐一将完成合盖同时打印批号和有效期至等,当完成合盖后对其进行对药品监管码的扫描,以及通过检测装置对其药盒的检测不好将通过剔废装置进行剔废,如果完好将通过传送带到下一工序。
采用PLC全自动伺服电机控制程序,如同步带传动齿轮运转,然后由检测机构反馈调节,最终实现同步定位操作。
该包装机的设计可分为三个入口:说明书入口,药板入口和药盒的入口。
从整个过程的最后送入包装药盒,可分为四个阶段:过正打开、下药盒、装说明书和药板、盖纸盒。
下盒子的动作是由一个吸盘从药盒进料口吸取一个纸盒,然后放到装盒机的药盒传送带上,由传送带上的卡位将药盒固定在传送带上使盒子打开成直角并向前移动到装填区域。
在装填区域填装后,机器的盖盒机构会将耳朵折进盒中,完整的盖盒动作。
图2-1装盒机简介图1主开关2控制面板3点动控制面板4物料推手5输送带6传送轴7盖盒推板操作人员将药盒放在纸盒传送带,将说明书整齐放入折纸机物料台上。
当“L”型输送带上的传感器检测到药板后折纸机将开始进行吸说明书折叠工作。
折叠好的说明书通过皮带的夹持输送到折纸机出口,当出口传感器检测到说明书后,装盒机吸盒系统开始工作。
说明书被装盒机的输送链夹走往前输送同时真空吸臂将药盒输送到连续运动的输送系统而且由吸臂让药盒树立,真空吸臂上装有机械驱动的阀门,用于控制真空和开盒臂一起作用打开纸盒。
在开盒时先将药盒作150度的过正打开,以保证纸盒不变形,之后药盒被送入输送链,从一端打开的药盒口将说明书和药板同时推入。
此时,说明书的输送链已将说明书同步送至纸盒的开口处。
当推手准备将药板推入药盒时,说明书的夹子自动打开,这时药板和说明书一同进入药盒。
物料推手的快速反应离合器可在推杆卡住时迅速停机,最后将在纸盒的翻盖打印批号、药板监管码的扫描、剔废。
2.2装盒机工艺流程图2—2装盒机工艺流程2.2.1装盒机的优点1、自动装盒机,可以把各种复杂的装盒工作一次性完成;2、节省空间,能够发挥最大的功能;3、采用双真空吸杯式取盒,速度快且稳定性高;4、可任意选配日期批号打印和说明书插入装置;5、PLC控制,故障排除显示装置,操作简便;6、采用三菱PLC自动控制系统;7、光电监控各部位动作,运行中如出现异常,可以显示异常部位,同时能自动停机,方便排除故障;8、能自动剔除缺包装物或缺说明书的包装物。