机种SOP格式
仪器SOP文件——检验科各种仪器操作规程
仪器SOP文件--检验科各种仪器操作规程仪器 SOP 文件文件编号:ABCD—2-0130 第A版编制:审核:批准:生效日期:2011 年 1 月 1 日涿州市医院检验科文件编号: 涿州市医院检验科版本/修订号:A/0 生效日期:20110101 主题内容仪器 SOP 文件第 1 页共 253 页目录UD—S 流式全自动染色尿沉渣仪操作规程.。
....。
.。
.。
.。
.。
..。
.。
..。
....。
..。
.。
...。
..。
...。
....。
....。
.。
...。
..。
. ..。
.。
4检验科生物安全柜标准操作规程...。
.。
..。
.。
..。
.。
.。
..。
...。
..。
.。
..。
. .。
..。
.。
.。
..。
.。
..。
..。
..。
....。
..。
..。
.。
. .。
.。
.。
.。
.。
.。
.7BIO1500—?—B2 型生物安全柜的标准操作程序...。
..。
.。
.。
..。
.。
...。
..。
..。
.....。
.。
....。
.。
.。
..。
....。
..。
..。
.。
.....。
.。
.。
8CyberScan pH 510 型台式 pH /Mv 仪标准操作程序.。
.....。
.。
.。
.。
.。
..。
.....。
....。
.。
.。
.。
..。
.。
.。
.。
.。
......。
.. 11AE500 电子天平操作程序.。
..。
...。
.。
.。
...。
....。
.。
..。
..。
..。
.。
.。
..。
...。
.。
..。
.。
.。
.。
......。
.。
.。
.。
.。
.。
.。
.。
...。
..。
.。
.。
.。
. 14冰箱、冰柜标准操作规程..。
....。
.。
...。
.。
..。
..。
.。
.。
....。
... .。
..。
.。
.。
....。
....。
..。
..。
.。
.。
.。
.。
..。
.。
.。
.。
..。
.。
.。
....。
..。
.。
.。
..14TDL-60B 型低速台式离心机的标准操作程序。
..。
.。
.。
.。
.。
..。
.。
..。
.。
.。
..。
.。
..。
..。
..。
设备SOP操作规程(套标机)
文件类型Type of document SOP套标机操作指引生效日期Update页数 Nbpage 1/10状态Status编写WRITING审核VERIFY批准APPROVAL签名Visa : 日期Date: 签名Visa :日期Date:签名Visa :日期Date:版本REV 日期Date版本修改记录REVISION RECORD更改描述Change DescriptionA B C D E F文件类型Type of document SOP套标机操作指引生效日期Update页数 Nbpage 2/10状态Status一、安全注意事项操作过程所需PPE:帽子、耳塞、防砸鞋、耐高温手套、防护面罩安全注意事项:1.设备维修或保养时,严格执行上锁挂牌程序2.设备维修时,注意设备带电部分,避免触电3.设备运转时,非专业人士,严禁打开电柜门4.开机前,检查所有电、气压等是否正常5.各安全门、安全连锁不允许短接6.确保使用正确的标签和瓶7.用干燥的布擦拭传感器和反光板,清理灰尘8.开机前关闭所有的机器防护门,确保危险区域内没有人9.严禁违章操作,严格执行工艺规程10.进入机器顶部作业要做好防护措施,小心滑落或机械物件伤人11.开启蒸汽阀门、检查标签成型时,注意高温烫伤。
二、开机操作编号步骤操作图示操作描述关键控制相关文件记录1 开机前检查1.确认标机内无工具、抹布等杂物。
2.检查送标轮、定位皮带夹紧程度合适。
3.检查各个传感器清洁,感应正常4.正确设置进瓶螺旋及其间距5.确认设备各部件安装到位,动作灵活。
6.设备和瓶子在传感器的高度适中7.检查预热装置高度是否合适2 领取标签1、按生产品种领取标签2、将标签摆放到指定位置3、在标签存放板上最多存放六层文件类型Type of document SOP套标机操作指引生效日期Update页数 Nbpage 3/10状态Status3 装上标签1、将标签按正确的方向装到标盘上2、按正确的缠绕方式缠绕标签3、正确的将标签接到刀盘上-4 送电将主开关设置到“开”位置即“1”位主开关在机器的后侧控制柜门上,等待3–5分钟,直到主计算机启动。
冻干机SOP操作标准
标准操作规程(Standard operation protocol, SOP)项目名称:LYOlAB 3000 冻干系统制定单位:暨南大学医学院病理生理实验室适用范围:本实验室使用人员:全体实验人员和研究生制定者:审定者:颜亮批准者:陆大祥签署日期:修订日期:生效日期:LYOlAB 3000 冻干系统一、目的使富含水的液态物质在真空低温状态下干燥成固态。
二、原理任何物质都有三种存在方式:气态、液态和固态。
以水为例,它的存在形式主要取决于其所处环境的气压和温度。
冻干机主要是通过控制样品所处环境的气压和温度,达到干燥目的,大致可分为三个过程:首先,将样品冷冻成固态,使其中的水变成冰;其次,冰点状态下,冰通过升华作用从样品中去除;最后,样品在较高温度时,与其紧密结合的水可通过解吸作用直接变为气态去除。
三、主要操作规程(一)多管干燥(manifold)1、开始实验前应注意检查法兰(三通装置)是否牢固及盖子是否关闭。
关闭排气水管及真空阀,关闭所用橡胶阀。
2、在实验过程中保持真空泵的气镇阀在开状态,(主要是在抽除含有少量水蒸气的空气时,可避免水蒸气凝聚,水混入油中)。
检查真空油液面(正常情况在1/ 2-3/4之间)以及油气分离器,注意及时加油及更换新油。
3、分别打开冻干系统及真空泵电源开关。
4、等冻干系统指示灯转位绿灯(大概30分钟左右),即腔内温度低于–40℃时,打开真空阀。
5、打开真空阀后,等冻干系统指示灯变为绿色时表示可以进行冻干实验。
6、连接冻干瓶到合适的橡胶阀,然后打开阀门,进行冻干实验。
等冻干系统指示灯变绿之后再连接另一冻干瓶。
7、冻干过程结束后,旋转橡胶阀180°,平衡冻干瓶内和外界气压,然后取下冻干瓶。
8、在取下最后一个样品后关闭真空泵。
9、最后为平衡冻干系统腔体内气压,打开排水阀或一个橡胶阀装置即可。
(二)chamber干燥1、保证正确安装chamber以及样品架,实验前仔细检查样品架是否牢固以及ch amber是否关闭。
无创呼吸机SOP

评估患者
1.患者病情、年龄、生命体征、配合程度。 2.相关体格检查,颜面部皮肤完整性及脸型(口鼻腔)。 3.患者有无禁忌症或相对禁忌症。 4.解释使用无创呼吸机的目的,注意事项等,消除顾虑,取得配合。
健康宣教
治疗前做好患者教育,以消除恐惧,取得配合,提高依从性为目的 • 1.治疗的作用和目的; • 2.连接和拆除的方法; • 3.帮助病人正确区分正常和异常情况; • 4.NPPV 治疗过程中可能出现的问题及相应措施,如鼻/面罩可能使面部有不适感,使 用鼻罩时要闭口呼吸,注意咳痰和减少漏气等; • 5.指导病人有规律地放松呼吸,以便与呼吸及协调; • 6.鼓励病人主动排痰并指导吐痰的方法; • 7.嘱咐患者如出现不适及时告知医护人员。
注:证据水平:A:有随机对照试验,具备足够的数据;B:有限数据的随机对照试验依据; C:非随机的试验,观察性的研究依据;
AECOPD:COPD急性加重期;ALI:急性肺损伤;ARDS:急性呼吸窘迫综合征
无创呼吸机总体应用指征
主要适合于轻、中度急性呼吸衰竭中,其应用指征如下。
(1)疾病的诊断和病情的可逆性评价适合使用 NPPV 。
证据水平 A A A A B B B C C C C C
应用场所 病房、呼吸科、过渡ICU、ICU 呼吸科、过渡ICU、ICU 呼吸科、过渡ICU、ICU 呼吸科、过渡ICU、ICU ICU ICU 根据病情严重程度 呼吸科、过渡ICU、ICU ICU ICU 病房、呼吸科、过渡ICU 呼吸科、过渡ICU、ICU
杀菌机SOP标准作业指导书

杀菌机SOP标准作业指导书一、开机前准备1、检查各水箱的卫生是否清洁,符合要求后关闭全部水箱门。
2、关闭全部水箱内的放液阀。
3、检查杀菌机两侧护板,杀菌机下部水箱密封情况:用手触摸水箱、护板四周,看是否有缝隙,有缝隙时需重新安装,无缝隙即为正常。
4、逐块掀开杀菌机顶部盖板,检查喷淋管安装情况,正确安装应是喷淋孔呈交叉状态,有异常情况及时调整。
5、打开总电柜背面护门,向上扳动总电源开关,“咔咚”响后,电源打开,此时逐个检查指示灯是否正常灵敏可靠。
6、开启供水管上的总阀,开启手柄逆时针旋转,使水阀全部开启。
7、开启杀菌机一侧的二个清水阀门,往各水箱注水,加水至另一侧溢流孔有水流出,即可关闭清水阀门。
8、逐台启动水泵,检查并确定水泵电机的转动方向,待全部水泵都启动,溢流管有水流出后将注水箱的阀门关闭。
9、打开压缩空气管道上的截止阀,压缩空气经过滤器通入仪表柜内,将仪表柜内的减压阀空气压力调至0.14MPa。
10、检查液压油油位若不够时,注液压油入油箱,在油箱侧面的温度液位指示器上可以看到油面,如果油位不够高,电柜上的有关指示灯会闪亮,油泵电机无法启动。
启动时,检查油泵电机的转动方向,启动时间最多为30秒。
11、在杀菌机的控制面板上有1----9#号泵(有的为10个泵)的开关,开启各泵,开启顺序依次为:1#、9#→2#、8#→3#、7#→4#、6#→5#,然后看杀菌机面板上1—9#号泵压力是否达到工艺要求,若达不到,说明该泵需要检修,达到即能正常工作。
12、逐块掀开杀菌机顶部盖板,检查喷头喷水效果及喷淋管有无脱落,正常情况应该是喷淋管安装牢固不脱落,堵头不漏水,喷嘴喷水通畅,无偏喷、散喷、弱喷、不喷现象,发现异常及时整改。
13、先打开支路各个温区的所有(自动、手动)蒸汽阀门,再打开总阀门,开总阀门时动作要缓慢,直至全开状态,当温度升至工艺要求时,关闭旁空阀手动阀,让汽动薄膜阀自动调节。
蒸汽压力在0.25Mpa以上时,30分钟可升至工艺温度,低于0.3Mpa时,不能满足生产需要,须通知锅炉房提高蒸汽压力,再开启油泵、步移。
737 SOP

3 燃油面板……………………………………………………..设定
核实发动机燃油活门关灯…………………………………暗亮
核实翼梁燃油活门关灯……………………………………暗亮
2007 年 4 开关………………..…..关并且“活门开”灯灭 油滤旁通灯………………………………………………熄灭 燃油泵电门…………………………………………….……关 4 电气面板 ……………………………………………….…检查 电瓶电门 …………………………………………….护盖盖好 厨房电源电门……………………………………….….…..接通 备用电源电门……………………自动,备用汇流条断开灯灭 发电机恒速传动脱开电门(CSD/IDG)……….红色护盖盖好 发电机恒速传动装置温度电门……………...在“IN”进口位 汇流条转换电门……………………………….…………..自动 5 跳开关灯控制旋钮和顶板灯光控制旋钮…………………..按需 6 设备冷却电门…………………………....正常位、“断开”灯灭 7 紧急出口灯电门…………………………………….预位,盖好
注:—如需要,也可使用“交输活门”使中央油箱的右增压泵工 作提供 APU 燃油。
2007 年 4 月
飞行技术管理部
9
标准操作程序
—300 型飞机一旦使用了中央油箱供油 APU 运转,不建议在 中央油箱燃油耗完之前再次关闭中油箱泵,以防止收油泵 工作将中央油箱剩余燃油打入左油箱,造成人为的左右平 衡超出限制。
2007 年 4 月
飞行技术管理部
3
标准操作程序
2007 年 4 月
飞行技术管理部
4
标准操作程序
飞机依靠自身动力移动(滑行,飞行)后驾驶员责任区分工:
1 左座为操纵飞行员:
设备SOP操作规程(套标机)
操作过程所需PPE:帽子、耳塞、防砸鞋、耐高温手套、防护面罩安全注意事项:1.设备维修或保养时,严格执行上锁挂牌程序2.设备维修时,注意设备带电部分,避免触电3.设备运转时,非专业人士,严禁打开电柜门4.开机前,检查所有电、气压等是否正常5.各安全门、安全连锁不允许短接6.确保使用正确的标签和瓶7.用干燥的布擦拭传感器和反光板,清理灰尘8.开机前关闭所有的机器防护门,确保危险区域内没有人9.严禁违章操作,严格执行工艺规程10.进入机器顶部作业要做好防护措施,小心滑落或机械物件伤人11.开启蒸汽阀门、检查标签成型时,注意高温烫伤。
二、开机操作编号步骤操作图示操作描述关键控制相关文件记录1 开机前检查1.确认标机内无工具、抹布等杂物。
2.检查送标轮、定位皮带夹紧程度合适。
3.检查各个传感器清洁,感应正常4.正确设置进瓶螺旋及其间距5.确认设备各部件安装到位,动作灵活。
6.设备和瓶子在传感器的高度适中7.检查预热装置高度是否合适2 领取标签1、按生产品种领取标签2、将标签摆放到指定位置3、在标签存放板上最多存放六层3 装上标签1、将标签按正确的方向装到标盘上2、按正确的缠绕方式缠绕标签3、正确的将标签接到刀盘上-4 送电将主开关设置到“开”位置即“1”位主开关在机器的后侧控制柜门上,等待3–5分钟,直到主计算机启动。
随后,屏幕上将显示操作菜单,不要被错误信息搞混乱,通常这些信息在启动过后,按下复位就会消失。
-5 送蒸汽开启蒸汽炉后面的开关蒸汽炉主管道蒸汽压力不低于6bar第一段蒸汽管道蒸汽压力不低于1bar6 送压缩空气开启压缩空气开关压缩空气压力5.5-6bar7 解除急停及报警1旋转松开急停按钮2打开标机前风干机3打开标机后输送带4关好各个安全门后按下复位按钮解除报警8 定位带的检查用一个瓶子放在定位带上,调整定位带的高度及夹紧程度9 打开主导机器1、打开预先热缩加热器装置(预热缩)2、打开热缩装置加热器(热缩炉)3、干燥通道进口贴标机(吹水风机)10 手动试切标签1、使用正确的标签,用钥匙将机器切换到手动模式2、刀片对准白边位置切断3、固定好送标轮,下标轮4、手动试切标签(3-5张)标签在中心柱下滑顺畅,不卡标标签切割位置在标签透明区域内11 开机试套标将机器切换到生产模式,按下开机按钮,点击自动进瓶,进10-20瓶后停止进瓶,观察第一批瓶子传输是否稳定,是否正常套标。
SOP标准作业指导书教育训练资料

现场确认。首先,确认各栏目基本标示项目。其次,从现有的 Enclosure组装流程找出关键工站。然后,针对各工站的作业特性建立 查检项目,以Checklist形式建立。
组装流程常见的作业
拆包装;排钉;组装lens;组装button;组天线;组FFC线;热熔;贴 附; 压合;锁螺丝;打印;扫描条码/标签;外观检验;包装。
(2).制程参数类:[基于工厂生产能力、专案工程制程验证等] 不同制程相应设备的设置参数;如:热压机台的热压时间、热压温度、机台缓
冲、中停等; 不同制程相应消耗品(物料)的使用量或频率;如热压胶重、快干胶水435、438
的使用量或标准; (3).文件不同角度的验证确认:[其中采用IE相关知识,各团队共同参与]
试环境步骤等。 (2).作业前后注意事项: 特殊规定,安全,清洁, 测试治具使用等。
4:文件审核: 编制部门、核准、审核、制作、文件编号、版本、制定日期。
5.1 SOP标准格式分为八部分
关键因素
▪环境因素 根据环境管理体系的要求排查出与本操作有关的因素 ▪安卫因素 根据安卫管理体系的要求排查出与本操作有关的因素 ▪卫生因素 根据HACCP管理体系的要求排查出与本操作有关的因素 ▪质量因素 根据技术文件的要求与本操作有关的质控点因素 ,列出关键因素,并简 单描述控制措施质量因素要列出质量标准,并说 明对控制此项标准所要达到的设备 参数要求; ▪编写要求
正确性,精确性
▪ 运用具体的量化的衡量标准
▪
正常的
▪
适当的
▪
安全的
▪
正确的
▪
有效的……
可操作性
▪ 经过不断实践总结出来的在当前条件下可以实现的最优化的操 作程序设计
层压SOP
1.层压机:A级、 B级、C级工作描述: A级:为组件的输入级,没有手动入料按钮,与B级衔接的地方有光电检测,可判断有无料,并控制入料到有停止。
B级:为层压工作级,可与A级、C级配合工作,也可以独立工作,设备的真空系统、液压开盖机构等都在B级。
C级:为组件的输出级,没有手动出料按钮可以手动将组件向外移动。
1.手动工作界:(1)打开设备电源开关。
(2)打开热油泵开关,加热开关。
(3)温度到达设定设置后,打开真空泵开关,温度根据EVA原料不同改变。
(4)选择按下<中文>进入中文工作选择界面,再按下<参数设置>进入参数设置界面,根据公司的工艺要求来设定。
(5)在手动工作界面先<启动>后<上室真空><下室充气>按钮打开,然后打开盖,待真空≤99kpa时方可工作。
如达不到停止工作。
(6)在<A级>上有秩序的放上待压组件,在组件上,下铺上氟布,搬组件放入A级,然后按下入料直到A位有料灯亮,组件在层压之前搬运的时候注意,需保持瓶中,不能使组件倾斜,不能把大拇指压在背膜、电池片上导致背膜、电池片位置移动或压坏电池片,禁用滚动的方法铺设组件背膜的四氟布。
接着按下B级按钮进入入料位灯亮后,再按下AB级按钮,这时A/B级同时转动,待B级转动到B级停止后,再按下合盖按钮直到合盖灯亮。
1.2自动工作界面(1)打开设置电源。
(2)打开热油泵开关,加热开关。
(3)温度达到后打开真空泵开关。
(4)选择中文进入工作方式选择界面,按下手动按钮进入手动界面,待温度达到设定温度后,上室真空和下室真空按钮,待上室真空≤-99kpa,按下开盖按钮开盖,开盖后点击返回选择进入工作界面,按下自动进入自动界面,再按下启动按钮,然后将输送带上的待压组件平直的移抬到A级输送带上,按下A级入料按钮,转动A级将组件转到A级停止位后,B级会自动到B级入料位,随后AB 级同时转动,待转动B级停止位后,自动合盖开始层压,待层压完毕后,自动开盖,在C级两侧站两人接出组件。
SOP标准作业指导书格式样版
版本 A/0
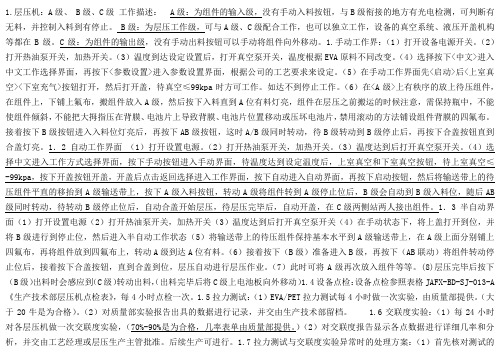
加工灯头卡点(通用)
图二
摆放位置不可倾斜
工序名称
打卡点
工序排号
7
序
材料编号
1
2
3
4
5
操作说明
檢查 检查工位表面清洁 上工 检查工具治具是否齐全完好 序
標准工時 作業類型 材料名称
標准產能/H
装配
人員配置
材料规格
1人 数量
技术要求
加工后
1.检查塑胶件外壳有无刮花现象;
2.灯头摆放位置不可倾斜,灯头与塑胶件要连接紧密,
老化板电压要与产品一致
2.老化24小時并记录老化过程;
时间不可超过24小时,不良品截出
3.GU10电压为110V/220V,MR16电压为12V,JDRE27电
本 压为 工 110V/220V(如图一示)
电压要与产品规格所定
序 3.自检无误後,送往下一工序。
作
業
GU10电压110V/220V
MR16电压12V
版本 A/0
适用产品名称 及编号
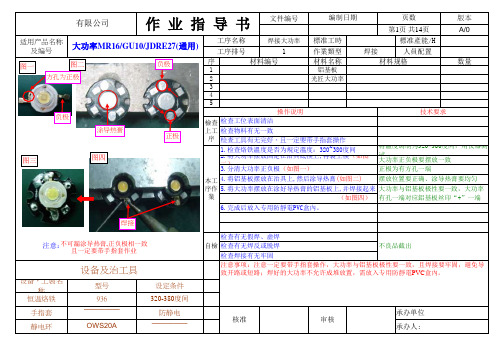
大功率MR16/GU10/JDRE27(通用)
图
机型:MR16
工序名称
锁上盖螺丝
工序排号
10
序
材料编号
1
2
3
4
5
操作说明
標准工時
作業類型 材料名称
螺丝
標准產能/H
包装
人員配置
材料规格
KM1.5*2.8mm 碳钢
1人 数量 3pcs
技术要求
锁上盖螺丝
檢查 检查工位、产品表面清洁 上工 检查产品型号有无一致 序 检查设备有无完好
技术要求
1人 数量 1pcs
贴标机SOP标准作业指导书
贴标机SOP标准作业指导书一、开机前的准备工作1、包装物的领取:根据生产调度通知单领取当班所需相应品种的商标、标胶、美容剂(使用喷码机的应领油墨和添加剂),并按车间规定位置定置摆放。
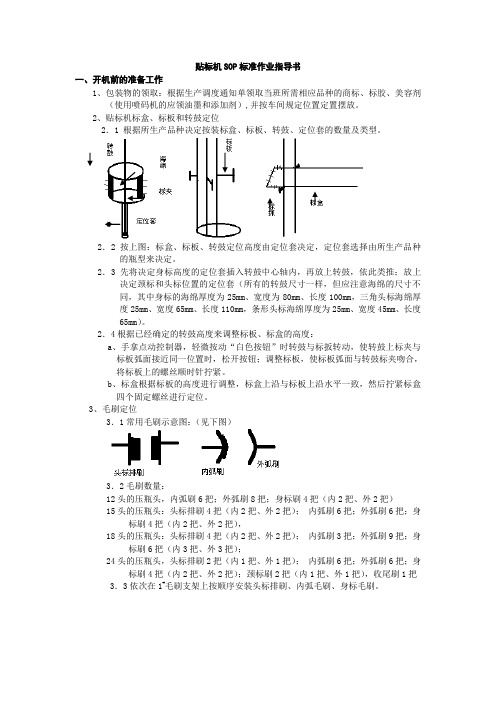
2、贴标机标盒、标板和转鼓定位2.1 根据所生产品种决定按装标盒、标板、转鼓、定位套的数量及类型。
2.2 按上图:标盒、标板、转鼓定位高度由定位套决定,定位套选择由所生产品种的瓶型来决定。
2.3 先将决定身标高度的定位套插入转鼓中心轴内,再放上转鼓,依此类推;放上决定颈标和头标位置的定位套(所有的转鼓尺寸一样,但应注意海绵的尺寸不同,其中身标的海绵厚度为25mm、宽度为80mm、长度100mm,三角头标海绵厚度25mm、宽度65mm、长度110mm,条形头标海绵厚度为25mm、宽度45mm、长度65mm)。
2.4根据已经确定的转鼓高度来调整标板、标盒的高度:a、手拿点动控制器,轻微按动“白色按钮”时转鼓与标扳转动,使转鼓上标夹与标板弧面接近同一位置时,松开按钮;调整标板,使标板弧面与转鼓标夹吻合,将标板上的螺丝顺时针拧紧。
b、标盒根据标板的高度进行调整,标盒上沿与标板上沿水平一致,然后拧紧标盒四个固定螺丝进行定位。
3、毛刷定位3.1常用毛刷示意图:(见下图)3.2毛刷数量:12头的压瓶头,内弧刷6把;外弧刷8把;身标刷4把(内2把、外2把)15头的压瓶头:头标排刷4把(内2把、外2把);内弧刷6把;外弧刷6把;身标刷4把(内2把、外2把),18头的压瓶头:头标排刷4把(内2把、外2把);内弧刷3把;外弧刷9把;身标刷6把(内3把、外3把);24头的压瓶头,头标排刷2把(内1把、外1把);内弧刷6把;外弧刷6把;身标刷4把(内2把、外2把);颈标刷2把(内1把、外1把),收尾刷1把3.3依次在1#毛刷支架上按顺序安装头标排刷、内弧毛刷、身标毛刷。
如上图:其中头标排刷在上侧横梁水平摆放,内弧毛刷在上侧横梁垂直摆放,身标毛刷在下侧横梁水平摆放。
SOP标准模板

SOP标准模板Standard Operating XXXDepartment: Manufacturingn: Back-end Packagingn: XXXMetal Detector1.Metal detector should be calibrated before n starts.2.The sensitivity and phase should be checked on the display screen.3.The machine should be running smoothly without any noise or dust.4.The flipper n should be tested with a 1mm XXX.5.The machine should be checked every 0.5 hours during n with the test card.6.XXX with the product name。
date。
and BH number。
and sent to QA.7.The machine should be cleaned and turned off before the end of the shift.Bagging1.Check the color and n date of the pouch roll according to the work order.2.Remove any defective pouches。
such as those with printing defects。
foreign objects。
or leaks.3.Take 5-10 pouches from the lower conveyor belt and place them on the operating platform with the shiny side up and the small n facing up.4.XXX.5.Place the bag with the back facing up on the upper conveyor belt。
离心机使用SOP

5、离心结束后,关闭离心机电源。
五、注意事项
1、离心前一定要配平需要离心的标本,如不配平,会对离心机造成损坏。
2、在离心过程中,一定要关闭离心机机盖,避免离心物体脱出离心机炭刷,保证离心机的正常工作。
临床检验室离心机使用标准操作程序一目的离心机使用标准操作程序二sop变动程序本标准操作程序的改动可由任一使用本sop的工作人员提出并报经下述人员批准签字
标
题
临床检验室
离心机使用标准操作程序
版 本
第1版
版 次
第1次修改
页 码
共2页
受控态
在 控
编 号
一、目的离心机使用标准操作程序
二、SOP变动程序
本标准操作程序的改动,可由任一使用本SOP的工作人员提出并报经下述人员批准签字:组长、科主任。
编制日期
审核日期
批准执行日期
编制人
审核者
页码
标
题
临床检验室
离心机使用标准操作程序
版 本
第1版
版 次
第1次修改
页 码
共2页
受控态
在 控
编 号
2、每使用一年,需将离心机送到相关部门,对离心机的转速进行校准。
七、仪器信息
仪器名称:磁极牌80-2型离心沉淀机
仪器产地:上海
仪器转速范围:0-4000rpm
仪器启用日期:2003年8月8日
仪器放置地点:临检室
八、参考文献
《磁极牌80-2型离心沉淀机使用说明书》
编制日期
审核日期
批准执行日期
编制人
审核者
页码
三、原理
通过高速旋转,产生重力加速,使各类标本的不同成分沉淀分层。从而达到,提取不同成分进行检查的目的。
设备SOP操作规程(裹包机)

3
点检
1,按点检表要求,对设备进行检查,维修保养
2,维修结束后,检查有无工具遗留在设备上。
3,对设备进行润滑点的润滑。活动部件的润滑,保养.
4,对机件的各部位紧固螺丝进行紧固.
《脉动线裹包机月度CLIT记录》
4
清洁
1,检修结束后对设备进行清洁,清理残留的积油.
2,清理设备上的工具,碎布,手套等。
后补满瓶子,复位开机
3
提升架卡箱处理
由于纸箱变形或者纸箱进不到位,导致A叉
提升时,纸箱与档杆卡死,A叉提升不上去,
纸箱吸不上.将纸箱退出,从新复位进箱
4
喷胶折
箱故障
处理
当发现喷胶头堵住时,按下停止按钮,待箱
走空后,打开安全门,拆下堵住喷嘴.点
动喷胶,疏通后将预备好的喷嘴装上,开机运
行
注意:掉在地上的胶粒严禁捡起后重新投入胶箱,因为胶粒可能会带有灰尘,堵住胶嘴
瓶子
选择瓶走空,走空输送带上的瓶子,尾数取出,
3.1
关闭动力电源
1等待设备内的纸箱完全走出后,按停止按钮停止机器
2手动退出剩余的纸箱
3关闭箱包机总电源
4.2
关闭压缩空气
关闭设备压缩空气进气阀,排除余
气,气压表显示0
5.3
生产
结束
原辅料退仓,现场清理(设备底部的
瓶子,破损纸板的处理)
五、维护保养
编号
步骤
对进瓶道,进箱板,出箱口分别
进行手动操作
4,试机正常后,通知上级主管验收
2待触摸操作屏登陆后,选择生产操作参数(瓶子规格/mL)。
3打开热熔炉加热按钮,给胶箱加热(在生产前40分钟加热)
4按下点动按钮、设备找位.
工厂里sop是什么意思

工厂里sop是什么意思
SOPStartOfProduction,开始量产。
意思是开始量产,即产品可以按标准化作业进行大批量生产了。
所谓SOP,是StandardOperationProcedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。
扩展资料
管理
1、SOP制作完成后,须经由品保确认,再由生技主管确认。
(除制作者以外,签名部分不可使用计算机打印)。
2、每一个机种的SOP皆须有一份版本的LIST,用以标明该机种于当时各工作站最新SOP的版本为何。
3、须有一份该机种SOP的变更记事,包含该机种全部SOP所有变更的事项LIST。
4、SOP发行于制造单位需使用”A3”规格的纸及品保单位需使用”A4”规格的纸,并皆须有签收。
5、所有的SOP皆须打印出存盘,并且电子文件皆须有备份。
1。
金宝血滤机SOP

金宝血滤机操作规程一、金宝血滤机操作流程二、 金宝血滤机报警的处理下机 用物准备:治疗盘中备5ml 注射器(备有0.9%NS)、10ml 注射器(备有肝素2ml+0.9%NS8ml )1个、无菌手套、消毒碘伏、棉签、无菌纱布2张、肝素帽2个等。
接到医生下机通知后,先向病人解释下机原因,并取得病人配合。
选择停止治疗模式,点击更换配套、点击“回血”并输入回血的速度(60-80ml/min 为宜),点击“ENTER ”键。
夹闭动脉端,生理盐水冲管后封管,夹闭各管路,选择结束治疗;断开输入和回输管路,从注射器断开回输管路。
确认各管道夹闭、人机分离,按卸装,卸下泵槽中的管路,遵医嘱使用封管液封管(0.9%生理盐水+肝素钠1支,根据动静脉管路上标识计量封管,2天/次)。
收拾用物,记录结束时间并计算超滤量。
机器用1:50双链季铵盐擦拭消毒,备用。
三、金宝血滤机使用注意事项·确保管路的正确连接,通畅,观察血液管路是否有覆盖层,颜色是否鲜明,血液管路温度是否正常,定时监测血气分析及凝血结果。
·应持续密切观察患者情况,如血压、脉搏、心电图、滤过液量、cvp 等,及早发现血流动力学不稳定的情况。
·确保体液及电解质平衡,定时抽取血标本;确保准确的置换液量。
·密切观察及记录患者出入量。
·各种压力的观察,及时处理异常情况。
·操作过程严格遵循无菌原则。
·维持穿刺管路的完整性,穿刺部位应用无菌敷料覆盖,并观察有无出血、及感染症状;穿刺部位的接头应用无菌纱布包裹。
·给予患者或家属心理支持。
·超滤量的计算:(医嘱超滤量+预冲管路量+回血所需盐水量+碳酸氢钠量+抗凝药物量)÷超滤时间·保证机器周围无过多的线路缠绕,防止钩挂引起电源中断。
四、金宝血滤机的保养维护·使用过程中应保证环境安全,电源线及加温管放置妥当,无弯曲,打折,以免断裂。