编程实例
数控车床编程实例 100
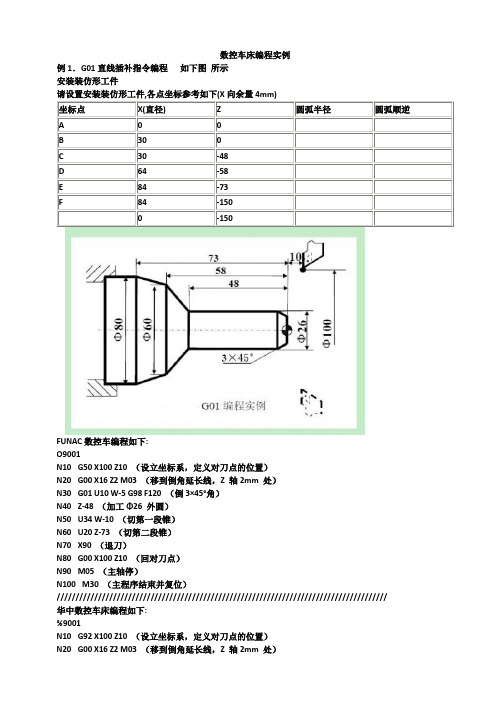
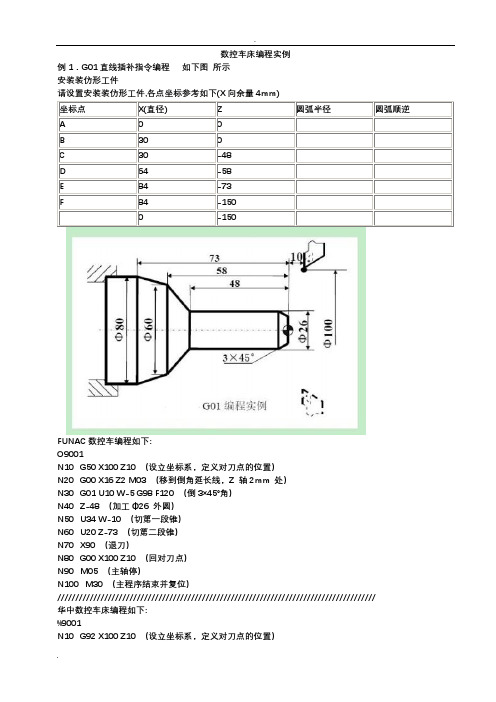
数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 G98 F120 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 F300 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)===============================================================例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000(主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////// //////////////////华中数控车床编程如下:%9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)====================================================================例3G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
JAVA编程实例大全及详解答案(50例)

JA V A编程实例大全及详解答案(50例)【程序1】题目:古典问题:有一对兔子,从出生后第3个月起每个月都生一对兔子,小兔子长到第三个月后每个月又生一对兔子,假如兔子都不死,问每个月的兔子总数为多少?//这是一个菲波拉契数列问题public class lianxi01 {public static void main(String[] args) {System.out.println("第1个月的兔子对数: 1");System.out.println("第2个月的兔子对数: 1");int f1 = 1, f2 = 1, f, M=24;for(int i=3; i<=M; i++) {f = f2;f2 = f1 + f2;f1 = f;System.out.println("第" + i +"个月的兔子对数: "+f2);}}}【程序2】题目:判断101-200之间有多少个素数,并输出所有素数。
程序分析:判断素数的方法:用一个数分别去除2到sqrt(这个数),如果能被整除,则表明此数不是素数,反之是素数。
public class lianxi02 {public static void main(String[] args) {int count = 0;for(int i=101; i<200; i+=2) {boolean b = false;for(int j=2; j<=Math.sqrt(i); j++){if(i % j == 0) { b = false; break; }else { b = true; }}if(b == true) {count ++;System.out.println(i );}}System.out.println( "素数个数是: " + count);}}【程序3】题目:打印出所有的"水仙花数",所谓"水仙花数"是指一个三位数,其各位数字立方和等于该数本身。
1200plc编程经典实例

1200plc编程经典实例1200 PLC编程经典实例是指对于1200 PLC进行编程和应用的一系列实例。
以下是10个符合标题内容的1200 PLC编程经典实例:1. LED灯控制:使用1200 PLC编程控制LED灯的开关操作,通过输入输出模块和逻辑控制实现灯的亮灭控制。
2. 温度控制:使用1200 PLC编程实现温度的监测与控制,通过传感器采集温度数据,根据预设的控制逻辑来控制加热器或制冷器的工作。
3. 电机控制:使用1200 PLC编程实现电机的正反转控制和速度调节功能,通过输入输出模块和PWM输出实现电机的精确控制。
4. 计数器应用:使用1200 PLC编程实现计数器的应用,可以对输入信号进行计数并显示,适用于生产线上的物料计数等场景。
5. 定时器应用:使用1200 PLC编程实现定时器的应用,可以控制设备的启停时间,适用于定时开关灯、定时运行设备等场景。
6. 运动控制:使用1200 PLC编程实现运动控制,可以控制伺服电机的位置、速度和加减速度等参数,适用于自动化生产线上的精密定位。
7. 通讯控制:使用1200 PLC编程实现与上位机或其他设备的通讯控制,可以实现数据交换和远程监控等功能。
8. 液位控制:使用1200 PLC编程实现液位的监测和控制,通过液位传感器采集液位数据,根据预设的控制逻辑控制泵或阀门的开关。
9. 堆垛机控制:使用1200 PLC编程实现堆垛机的自动化控制,可以实现货物的自动堆垛和取放功能,提高仓储物流效率。
10. 自动化装配线控制:使用1200 PLC编程实现自动化装配线的控制,可以实现零件的自动装配和检测功能,提高生产效率和质量。
这些实例涵盖了1200 PLC在不同领域的应用,可以帮助读者更好地理解和掌握1200 PLC的编程技巧和应用方法。
通过学习这些实例,读者可以将其应用到自己的工程项目中,实现自动化控制和提高生产效率。
matlab编程实例100例
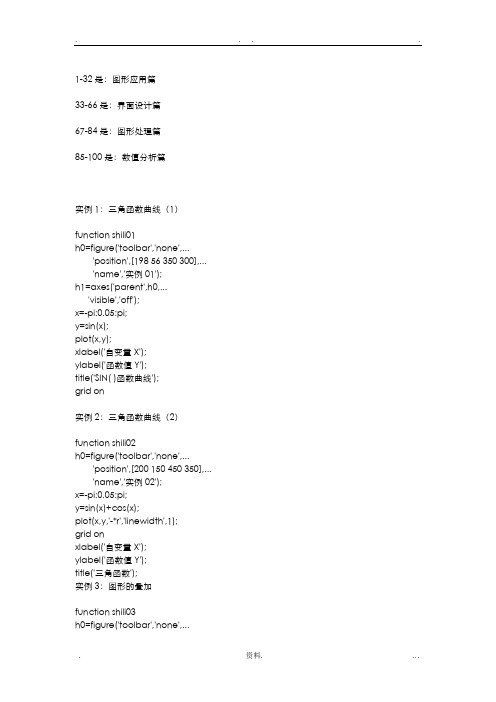
1-32是:图形应用篇33-66是:界面设计篇67-84是:图形处理篇85-100是:数值分析篇实例1:三角函数曲线(1)function shili01h0=figure('toolbar','none',...'position',[198 56 350 300],...'name','实例01');h1=axes('parent',h0,...'visible','off');x=-pi:0.05:pi;y=sin(x);plot(x,y);xlabel('自变量X');ylabel('函数值Y');title('SIN( )函数曲线');grid on实例2:三角函数曲线(2)function shili02h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例02');x=-pi:0.05:pi;y=sin(x)+cos(x);plot(x,y,'-*r','linewidth',1);grid onxlabel('自变量X');ylabel('函数值Y');title('三角函数');实例3:图形的叠加function shili03h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例03');x=-pi:0.05:pi;y1=sin(x);y2=cos(x);plot(x,y1,...'-*r',...x,y2,...'--og');grid onxlabel('自变量X');ylabel('函数值Y');title('三角函数');实例4:双y轴图形的绘制function shili04h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例04');x=0:900;a=1000;b=0.005;y1=2*x;y2=cos(b*x);[haxes,hline1,hline2]=plotyy(x,y1,x,y2,'semilogy','plot'); axes(haxes(1))ylabel('semilog plot');axes(haxes(2))ylabel('linear plot');实例5:单个轴窗口显示多个图形function shili05h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例05');t=0:pi/10:2*pi;[x,y]=meshgrid(t);subplot(2,2,1)plot(sin(t),cos(t))axis equalsubplot(2,2,2)z=sin(x)-cos(y);plot(t,z)axis([0 2*pi -2 2])subplot(2,2,3)h=sin(x)+cos(y);plot(t,h)axis([0 2*pi -2 2])subplot(2,2,4)g=(sin(x).^2)-(cos(y).^2);plot(t,g)axis([0 2*pi -1 1])实例6:图形标注function shili06h0=figure('toolbar','none',...'position',[200 150 450 400],...'name','实例06');t=0:pi/10:2*pi;h=plot(t,sin(t));xlabel('t=0到2\pi','fontsize',16);ylabel('sin(t)','fontsize',16);title('\it{从0to2\pi 的正弦曲线}','fontsize',16) x=get(h,'xdata');y=get(h,'ydata');imin=find(min(y)==y);imax=find(max(y)==y);text(x(imin),y(imin),...['\leftarrow最小值=',num2str(y(imin))],...'fontsize',16)text(x(imax),y(imax),...['\leftarrow最大值=',num2str(y(imax))],...'fontsize',16)实例7:条形图形function shili07h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例07');tiao1=[562 548 224 545 41 445 745 512];tiao2=[47 48 57 58 54 52 65 48];t=0:7;bar(t,tiao1)xlabel('X轴');ylabel('TIAO1值');h1=gca;h2=axes('position',get(h1,'position'));plot(t,tiao2,'linewidth',3)set(h2,'yaxislocation','right','color','none','xticklabel',[]) 实例8:区域图形function shili08h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例08');x=91:95;profits1=[88 75 84 93 77];profits2=[51 64 54 56 68];profits3=[42 54 34 25 24];profits4=[26 38 18 15 4];area(x,profits1,'facecolor',[0.5 0.9 0.6],...'edgecolor','b',...'linewidth',3)hold onarea(x,profits2,'facecolor',[0.9 0.85 0.7],...'edgecolor','y',...'linewidth',3)hold onarea(x,profits3,'facecolor',[0.3 0.6 0.7],...'edgecolor','r',...'linewidth',3)hold onarea(x,profits4,'facecolor',[0.6 0.5 0.9],...'edgecolor','m',...'linewidth',3)hold offset(gca,'xtick',[91:95])set(gca,'layer','top')gtext('\leftarrow第一季度销量')gtext('\leftarrow第二季度销量')gtext('\leftarrow第三季度销量')gtext('\leftarrow第四季度销量')xlabel('年','fontsize',16);ylabel('销售量','fontsize',16);实例9:饼图的绘制function shili09h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例09');t=[54 21 35;68 54 35;45 25 12;48 68 45;68 54 69];x=sum(t);h=pie(x);textobjs=findobj(h,'type','text');str1=get(textobjs,{'string'});val1=get(textobjs,{'extent'});oldext=cat(1,val1{:});names={'商品一:';'商品二:';'商品三:'};str2=strcat(names,str1);set(textobjs,{'string'},str2)val2=get(textobjs,{'extent'});newext=cat(1,val2{:});offset=sign(oldext(:,1)).*(newext(:,3)-oldext(:,3))/2; pos=get(textobjs,{'position'});textpos=cat(1,pos{:});textpos(:,1)=textpos(:,1)+offset;set(textobjs,{'position'},num2cell(textpos,[3,2]))实例10:阶梯图function shili10h0=figure('toolbar','none',...'position',[200 150 450 400],...'name','实例10');a=0.01;b=0.5;t=0:10;f=exp(-a*t).*sin(b*t);stairs(t,f)hold onplot(t,f,':*')hold offglabel='函数e^{-(\alpha*t)}sin\beta*t的阶梯图'; gtext(glabel,'fontsize',16)xlabel('t=0:10','fontsize',16)axis([0 10 -1.2 1.2])实例11:枝干图function shili11h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例11');x=0:pi/20:2*pi;y1=sin(x);y2=cos(x);h1=stem(x,y1+y2);hold onh2=plot(x,y1,'^r',x,y2,'*g');hold offh3=[h1(1);h2];legend(h3,'y1+y2','y1=sin(x)','y2=cos(x)') xlabel('自变量X');ylabel('函数值Y');title('正弦函数与余弦函数的线性组合');实例12:罗盘图function shili12h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例12');winddirection=[54 24 65 84256 12 235 62125 324 34 254];windpower=[2 5 5 36 8 12 76 14 10 8];rdirection=winddirection*pi/180;[x,y]=pol2cart(rdirection,windpower); compass(x,y);desc={'风向和风力','气象台','10月1日0:00到','10月1日12:00'};gtext(desc)实例13:轮廓图function shili13h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例13');[th,r]=meshgrid((0:10:360)*pi/180,0:0.05:1); [x,y]=pol2cart(th,r);z=x+i*y;f=(z.^4-1).^(0.25);contour(x,y,abs(f),20)axis equalxlabel('实部','fontsize',16);ylabel('虚部','fontsize',16);h=polar([0 2*pi],[0 1]);delete(h)hold oncontour(x,y,abs(f),20)实例14:交互式图形function shili14h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例14');axis([0 10 0 10]);hold onx=[];y=[];n=0;disp('单击鼠标左键点取需要的点'); disp('单击鼠标右键点取最后一个点'); but=1;while but==1[xi,yi,but]=ginput(1);plot(xi,yi,'bo')n=n+1;disp('单击鼠标左键点取下一个点');x(n,1)=xi;y(n,1)=yi;endt=1:n;ts=1:0.1:n;xs=spline(t,x,ts);ys=spline(t,y,ts);plot(xs,ys,'r-');hold off实例14:交互式图形function shili14h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例14');axis([0 10 0 10]);hold onx=[];y=[];n=0;disp('单击鼠标左键点取需要的点'); disp('单击鼠标右键点取最后一个点'); but=1;while but==1[xi,yi,but]=ginput(1);plot(xi,yi,'bo')n=n+1;disp('单击鼠标左键点取下一个点');x(n,1)=xi;y(n,1)=yi;endt=1:n;ts=1:0.1:n;xs=spline(t,x,ts);ys=spline(t,y,ts);plot(xs,ys,'r-');hold off实例15:变换的傅立叶函数曲线function shili15h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例15');axis equalm=moviein(20,gcf);set(gca,'nextplot','replacechildren') h=uicontrol('style','slider','position',...[100 10 500 20],'min',1,'max',20) for j=1:20plot(fft(eye(j+16)))set(h,'value',j)m(:,j)=getframe(gcf);endclf;axes('position',[0 0 1 1]);movie(m,30)实例16:劳伦兹非线形方程的无序活动function shili15h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例15');axis equalm=moviein(20,gcf);set(gca,'nextplot','replacechildren') h=uicontrol('style','slider','position',...[100 10 500 20],'min',1,'max',20) for j=1:20plot(fft(eye(j+16)))set(h,'value',j)m(:,j)=getframe(gcf);endclf;axes('position',[0 0 1 1]);movie(m,30)实例17:填充图function shili17h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例17');t=(1:2:15)*pi/8;x=sin(t);y=cos(t);fill(x,y,'r')axis square offtext(0,0,'STOP',...'color',[1 1 1],...'fontsize',50,...'horizontalalignment','center') 例18:条形图和阶梯形图function shili18h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例18');subplot(2,2,1)x=-3:0.2:3;y=exp(-x.*x);bar(x,y)title('2-D Bar Chart')subplot(2,2,2)x=-3:0.2:3;y=exp(-x.*x);bar3(x,y,'r')title('3-D Bar Chart')subplot(2,2,3)x=-3:0.2:3;y=exp(-x.*x);stairs(x,y)title('Stair Chart')subplot(2,2,4)x=-3:0.2:3;y=exp(-x.*x);barh(x,y)title('Horizontal Bar Chart')实例19:三维曲线图function shili19h0=figure('toolbar','none',...'position',[200 150 450 400],...'name','实例19');subplot(2,1,1)x=linspace(0,2*pi);y1=sin(x);y2=cos(x);y3=sin(x)+cos(x);z1=zeros(size(x));z2=0.5*z1;z3=z1;plot3(x,y1,z1,x,y2,z2,x,y3,z3)grid onxlabel('X轴');ylabel('Y轴');zlabel('Z轴');title('Figure1:3-D Plot')subplot(2,1,2)x=linspace(0,2*pi);y1=sin(x);y2=cos(x);y3=sin(x)+cos(x);z1=zeros(size(x));z2=0.5*z1;z3=z1;plot3(x,z1,y1,x,z2,y2,x,z3,y3)grid onxlabel('X轴');ylabel('Y轴');zlabel('Z轴');title('Figure2:3-D Plot')实例20:图形的隐藏属性function shili20h0=figure('toolbar','none',...'position',[200 150 450 300],...'name','实例20');subplot(1,2,1)[x,y,z]=sphere(10);mesh(x,y,z)axis offtitle('Figure1:Opaque')hidden onsubplot(1,2,2)[x,y,z]=sphere(10);mesh(x,y,z)axis offtitle('Figure2:Transparent') hidden off实例21PEAKS函数曲线function shili21h0=figure('toolbar','none',...'position',[200 100 450 450],...'name','实例21');[x,y,z]=peaks(30);subplot(2,1,1)x=x(1,:);y=y(:,1);i=find(y>0.8&y<1.2);j=find(x>-0.6&x<0.5);z(i,j)=nan*z(i,j);surfc(x,y,z)xlabel('X轴');ylabel('Y轴');zlabel('Z轴');title('Figure1:surfc函数形成的曲面') subplot(2,1,2)x=x(1,:);y=y(:,1);i=find(y>0.8&y<1.2);j=find(x>-0.6&x<0.5);z(i,j)=nan*z(i,j);surfl(x,y,z)xlabel('X轴');ylabel('Y轴');zlabel('Z轴');title('Figure2:surfl函数形成的曲面')实例22:片状图function shili22h0=figure('toolbar','none',...'position',[200 150 550 350],...'name','实例22');subplot(1,2,1)x=rand(1,20);y=rand(1,20);z=peaks(x,y*pi);t=delaunay(x,y);trimesh(t,x,y,z)hidden offtitle('Figure1:Triangular Surface Plot'); subplot(1,2,2)x=rand(1,20);y=rand(1,20);z=peaks(x,y*pi);t=delaunay(x,y);trisurf(t,x,y,z)title('Figure1:Triangular Surface Plot'); 实例23:视角的调整function shili23h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例23');x=-5:0.5:5;[x,y]=meshgrid(x);r=sqrt(x.^2+y.^2)+eps;z=sin(r)./r;subplot(2,2,1)surf(x,y,z)xlabel('X-axis')ylabel('Y-axis')zlabel('Z-axis')title('Figure1')view(-37.5,30)subplot(2,2,2)surf(x,y,z)xlabel('X-axis')ylabel('Y-axis')zlabel('Z-axis')title('Figure2')view(-37.5+90,30)subplot(2,2,3)surf(x,y,z)xlabel('X-axis')ylabel('Y-axis')zlabel('Z-axis')title('Figure3')view(-37.5,60)subplot(2,2,4)surf(x,y,z)xlabel('X-axis')ylabel('Y-axis')zlabel('Z-axis')title('Figure4')view(180,0)实例24:向量场的绘制function shili24h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例24');subplot(2,2,1)z=peaks;ribbon(z)title('Figure1')subplot(2,2,2)[x,y,z]=peaks(15);[dx,dy]=gradient(z,0.5,0.5); contour(x,y,z,10)hold onquiver(x,y,dx,dy)hold offtitle('Figure2')subplot(2,2,3)[x,y,z]=peaks(15);[nx,ny,nz]=surfnorm(x,y,z);surf(x,y,z)hold onquiver3(x,y,z,nx,ny,nz)hold offtitle('Figure3')subplot(2,2,4)x=rand(3,5);y=rand(3,5);z=rand(3,5);c=rand(3,5);fill3(x,y,z,c)grid ontitle('Figure4')实例25:灯光定位function shili25h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例25');vert=[1 1 1;1 2 1;2 2 1;2 1 1;1 1 2;12 2;2 2 2;2 1 2];fac=[1 2 3 4;2 6 7 3;4 3 7 8;15 8 4;1 2 6 5;5 6 7 8];grid offsphere(36)h=findobj('type','surface');set(h,'facelighting','phong',...'facecolor',...'interp',...'edgecolor',[0.4 0.4 0.4],...'backfacelighting',...'lit')hold onpatch('faces',fac,'vertices',vert,...'facecolor','y');light('position',[1 3 2]);light('position',[-3 -1 3]); material shinyaxis vis3d offhold off实例26:柱状图function shili26h0=figure('toolbar','none',...'position',[200 50 450 450],...'name','实例26');subplot(2,1,1)x=[5 2 18 7 39 8 65 5 54 3 2];bar(x)xlabel('X轴');ylabel('Y轴');title('第一子图');subplot(2,1,2)y=[5 2 18 7 39 8 65 5 54 3 2];barh(y)xlabel('X轴');ylabel('Y轴');title('第二子图');实例27:设置照明方式function shili27h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例27');subplot(2,2,1)sphereshading flatcamlight leftcamlight rightlighting flatcolorbaraxis offtitle('Figure1')subplot(2,2,2)sphereshading flatcamlight leftcamlight rightlighting gouraudcolorbaraxis offtitle('Figure2')subplot(2,2,3)sphereshading interpcamlight rightcamlight leftlighting phongcolorbaraxis offtitle('Figure3')subplot(2,2,4)sphereshading flatcamlight leftcamlight rightlighting nonecolorbaraxis offtitle('Figure4')实例28:羽状图function shili28h0=figure('toolbar','none',...'position',[200 150 450 350],...'name','实例28');subplot(2,1,1)alpha=90:-10:0;r=ones(size(alpha));m=alpha*pi/180;n=r*10;[u,v]=pol2cart(m,n);feather(u,v)title('羽状图')axis([0 20 0 10])subplot(2,1,2)t=0:0.5:10;x=0.05+i;y=exp(-x*t);feather(y)title('复数矩阵的羽状图')实例29:立体透视(1)function shili29h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例29');[x,y,z]=meshgrid(-2:0.1:2,...-2:0.1:2,...-2:0.1:2);v=x.*exp(-x.^2-y.^2-z.^2);grid onfor i=-2:0.5:2;h1=surf(linspace(-2,2,20),...linspace(-2,2,20),...zeros(20)+i);rotate(h1,[1 -1 1],30)dx=get(h1,'xdata');dy=get(h1,'ydata');dz=get(h1,'zdata');delete(h1)slice(x,y,z,v,[-2 2],2,-2)hold onslice(x,y,z,v,dx,dy,dz)hold offaxis tightview(-5,10)drawnowend实例30:立体透视(2)function shili30h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例30');[x,y,z]=meshgrid(-2:0.1:2,...-2:0.1:2,...-2:0.1:2);v=x.*exp(-x.^2-y.^2-z.^2); [dx,dy,dz]=cylinder;slice(x,y,z,v,[-2 2],2,-2)for i=-2:0.2:2h=surface(dx+i,dy,dz);rotate(h,[1 0 0],90)xp=get(h,'xdata');yp=get(h,'ydata');zp=get(h,'zdata');delete(h)hold onhs=slice(x,y,z,v,xp,yp,zp);axis tightxlim([-3 3])view(-10,35)drawnowdelete(hs)hold offend实例31:表面图形function shili31h0=figure('toolbar','none',...'position',[200 150 550 250],...'name','实例31');subplot(1,2,1)x=rand(100,1)*16-8;y=rand(100,1)*16-8;r=sqrt(x.^2+y.^2)+eps;z=sin(r)./r;xlin=linspace(min(x),max(x),33); ylin=linspace(min(y),max(y),33); [X,Y]=meshgrid(xlin,ylin);Z=griddata(x,y,z,X,Y,'cubic'); mesh(X,Y,Z)axis tighthold onplot3(x,y,z,'.','Markersize',20)subplot(1,2,2)k=5;n=2^k-1;theta=pi*(-n:2:n)/n;phi=(pi/2)*(-n:2:n)'/n;X=cos(phi)*cos(theta);Y=cos(phi)*sin(theta);Z=sin(phi)*ones(size(theta));colormap([0 0 0;1 1 1])C=hadamard(2^k);surf(X,Y,Z,C)axis square实例32:沿曲线移动的小球h0=figure('toolbar','none',...'position',[198 56 408 468],...'name','实例32');h1=axes('parent',h0,...'position',[0.15 0.45 0.7 0.5],...'visible','on');t=0:pi/24:4*pi;y=sin(t);plot(t,y,'b')n=length(t);h=line('color',[0 0.5 0.5],...'linestyle','.',...'markersize',25,...'erasemode','xor');k1=uicontrol('parent',h0,...'style','pushbutton',...'position',[80 100 50 30],...'string','开始',...'callback',[...'i=1;',...'k=1;,',...'m=0;,',...'while 1,',...'if k==0,',...'break,',...'end,',...'if k~=0,',...'set(h,''xdata'',t(i),''ydata'',y(i)),',...'drawnow;,',...'i=i+1;,',...'if i>n,',...'m=m+1;,',...'i=1;,',...'end,',...'end,',...'end']);k2=uicontrol('parent',h0,...'style','pushbutton',...'position',[180 100 50 30],...'string','停止',...'callback',[...'k=0;,',...'set(e1,''string'',m),',...'p=get(h,''xdata'');,',...'q=get(h,''ydata'');,',...'set(e2,''string'',p);,',...'set(e3,''string'',q)']); k3=uicontrol('parent',h0,...'style','pushbutton',...'position',[280 100 50 30],...'string','关闭',...'callback','close');e1=uicontrol('parent',h0,...'style','edit',...'position',[60 30 60 20]);t1=uicontrol('parent',h0,...'style','text',...'string','循环次数',...'position',[60 50 60 20]);e2=uicontrol('parent',h0,...'style','edit',...'position',[180 30 50 20]); t2=uicontrol('parent',h0,...'style','text',...'string','终点的X坐标值',...'position',[155 50 100 20]); e3=uicontrol('parent',h0,...'style','edit',...'position',[300 30 50 20]); t3=uicontrol('parent',h0,...'style','text',...'string','终点的Y坐标值',...'position',[275 50 100 20]);实例33:曲线转换按钮h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例33');x=0:0.5:2*pi;y=sin(x);h=plot(x,y);grid onhuidiao=[...'if i==1,',...'i=0;,',...'y=cos(x);,',...'delete(h),',...'set(hm,''string'',''正弦函数''),',...'h=plot(x,y);,',...'grid on,',...'else if i==0,',...'i=1;,',...'y=sin(x);,',...'set(hm,''string'',''余弦函数''),',...'delete(h),',...'h=plot(x,y);,',...'grid on,',...'end,',...'end'];hm=uicontrol(gcf,'style','pushbutton',...'string','余弦函数',...'callback',huidiao);i=1;set(hm,'position',[250 20 60 20]);set(gca,'position',[0.2 0.2 0.6 0.6])title('按钮的使用')hold on实例34:栅格控制按钮h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例34');x=0:0.5:2*pi;y=sin(x);plot(x,y)huidiao1=[...'set(h_toggle2,''value'',0),',...'grid on,',...];huidiao2=[...'set(h_toggle1,''value'',0),',...'grid off,',...];h_toggle1=uicontrol(gcf,'style','togglebutton',...'string','grid on',...'value',0,...'position',[20 45 50 20],...'callback',huidiao1);h_toggle2=uicontrol(gcf,'style','togglebutton',...'string','grid off',...'value',0,...'position',[20 20 50 20],...'callback',huidiao2);set(gca,'position',[0.2 0.2 0.6 0.6])title('开关按钮的使用')实例35:编辑框的使用h0=figure('toolbar','none',...'position',[200 150 350 250],...'name','实例35');f='Please input the letter';huidiao1=[...'g=upper(f);,',...'set(h2_edit,''string'',g),',...];huidiao2=[...'g=lower(f);,',...'set(h2_edit,''string'',g),',...];h1_edit=uicontrol(gcf,'style','edit',...'position',[100 200 100 50],...'HorizontalAlignment','left',...'string','Please input the letter',...'callback','f=get(h1_edit,''string'');',...'background','w',...'max',5,...'min',1);h2_edit=uicontrol(gcf,'style','edit',...'HorizontalAlignment','left',...'position',[100 100 100 50],...'max',5,...'min',1);h1_button=uicontrol(gcf,'style','pushbutton',...'string','小写变大写',...'position',[100 45 100 20],...'callback',huidiao1);h2_button=uicontrol(gcf,'style','pushbutton',...'string','大写变小写',...'position',[100 20 100 20],...'callback',huidiao2);实例36:弹出式菜单h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例36');x=0:0.5:2*pi;y=sin(x);h=plot(x,y);grid onhm=uicontrol(gcf,'style','popupmenu',...'string',...'sin(x)|cos(x)|sin(x)+cos(x)|exp(-sin(x))',...'position',[250 20 50 20]);set(hm,'value',1)huidiao=[...'v=get(hm,''value'');,',...'switch v,',...'case 1,',...'delete(h),',...'y=sin(x);,',...'h=plot(x,y);,',...'grid on,',...'case 2,',...'delete(h),',...'y=cos(x);,',...'h=plot(x,y);,',...'grid on,',...'case 3,',...'delete(h),',...'y=sin(x)+cos(x);,',...'h=plot(x,y);,',...'grid on,',...'case 4,',...'y=exp(-sin(x));,',...'h=plot(x,y);,',...'grid on,',...'end'];set(hm,'callback',huidiao)set(gca,'position',[0.2 0.2 0.6 0.6])title('弹出式菜单的使用')实例37:滑标的使用h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例37');[x,y]=meshgrid(-8:0.5:8);r=sqrt(x.^2+y.^2)+eps;z=sin(r)./r;h0=mesh(x,y,z);h1=axes('position',...[0.2 0.2 0.5 0.5],...'visible','off');htext=uicontrol(gcf,...'units','points',...'position',[20 30 45 15],...'string','brightness',...'style','text');hslider=uicontrol(gcf,...'units','points',...'position',[10 10 300 15],...'min',-1,...'max',1,...'style','slider',...'callback',...'brighten(get(hslider,''value''))');实例38:多选菜单h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例38');[x,y]=meshgrid(-8:0.5:8);r=sqrt(x.^2+y.^2)+eps;z=sin(r)./r;h0=mesh(x,y,z);hlist=uicontrol(gcf,'style','listbox',...'string','default|spring|summer|autumn|winter',...'max',5,...'min',1,...'position',[20 20 80 100],...'callback',[...'k=get(hlist,''value'');,',...'switch k,',...'case 1,',...'colormap default,',...'case 2,',...'colormap spring,',...'case 3,',...'colormap summer,',...'case 4,',...'colormap autumn,',...'case 5,',...'colormap winter,',...'end']);实例39:菜单控制的使用h0=figure('toolbar','none',...'position',[200 150 450 250],...'name','实例39');x=0:0.5:2*pi;y=cos(x);h=plot(x,y);grid onset(gcf,'toolbar','none')hm=uimenu('label','example');huidiao1=[...'set(hm_gridon,''checked'',''on''),',...'set(hm_gridoff,''checked'',''off''),',...'grid on'];huidiao2=[...'set(hm_gridoff,''checked'',''on''),',...'set(hm_gridon,''checked'',''off''),',...'grid off'];hm_gridon=uimenu(hm,'label','grid on',...'checked','on',...'callback',huidiao1);hm_gridoff=uimenu(hm,'label','grid off',...'checked','off',...'callback',huidiao2);实例40:UIMENU菜单的应用。
数控车床编程实例大全

数控车床编程实例大全数控车床编程是数控加工中至关重要的环节,通过合理的编程,可以实现各种复杂形状零件的高精度加工。
以下为您呈现一些常见的数控车床编程实例,帮助您更好地理解和掌握这一技术。
一、简单轴类零件加工编程假设我们要加工一根直径为 50mm,长度为 100mm 的圆柱形轴,材料为 45 号钢。
程序如下:```O0001 (程序名)N10 G50 X150、 Z150、(设定坐标系)N20 G99 (每转进给)N30 M03 S800 (主轴正转,转速 800r/min)N40 T0101 (选择 1 号刀具,1 号刀补)N50 G00 X52、 Z2、(快速定位到加工起点)N60 G01 Z-100、 F02 (直线切削到轴的长度方向)N70 G00 X55、(快速退刀)N80 Z2、(快速退回到起点)N90 M05 (主轴停止)N100 M30 (程序结束)```在这个程序中,G50 用于设定坐标系,G99 表示每转进给,M03 启动主轴正转,S800 设定转速,T0101 选择刀具和刀补,G00 是快速定位指令,G01 为直线插补指令,F02 是进给速度。
二、阶梯轴加工编程现在要加工一个阶梯轴,大端直径 60mm,小端直径 40mm,长度分别为 80mm 和 50mm。
程序如下:```O0002N10 G50 X150、 Z150、N20 G99N30 M03 S1000N40 T0101N50 G00 X62、 Z2、N60 G01 Z-80、 F02N80 Z-130、N90 G00 X100、N100 Z100、N110 M05N120 M30```此程序中,通过逐步改变刀具的 X 坐标值,实现了阶梯轴的加工。
三、螺纹轴加工编程以加工一个 M30×2 的螺纹轴为例,长度为 100mm。
```O0003N10 G50 X150、 Z150、N20 G99N30 M03 S600N40 T0101N50 G00 X32、 Z2、N60 G92 X29、 Z-100、 F2、(螺纹切削循环)N80 X282N90 X2805N100 G00 X100、N110 Z100、N120 M05N130 M30```在这个程序中,G92 是螺纹切削循环指令,通过多次改变 X 坐标值来逐步切削螺纹。
数控车床编程实例详解(30个例子)

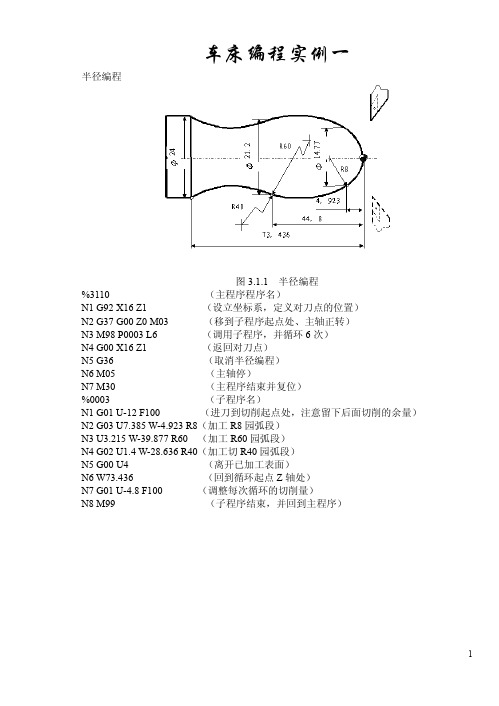
车床编程实例一半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6 次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8 园弧段)N3U3.215 W-39.877 R60 (加工R60 园弧段)N4 G02 U1.4 W-28.636 R40(加工切R40 园弧段)N5 G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z 轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)1直线插补指令编程%3305车床编程实例二图3.3.5 G01 编程实例N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26 外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)圆弧插补指令编程车床编程实例三%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15 圆弧段)N6 G02 X26 Z-31 R5 (加工R5 圆弧段)N7 G01 Z-40 (加工Φ26 外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位图3.3.8 G02/G03 编程实例2倒角指令编程%3310车床编程实例四图3.3.10.1 倒角编程实例N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3 圆角)N50 U39 W-14 C3 (倒边长为3 等腰直角)N60 W-34 (加工Φ65 外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)倒角指令编程%3310车床编程实例五N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26 外圆)N60 G02 U30 W-15 R15 RL=3(加工R15 圆弧,并倒边长为4 的直角)N70 G01 Z-70 (加工Φ56 外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)图3.3.10.2 倒角编程实例3车床编程实例六圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min 旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X 轴方向快退)N6 Z101.5 (Z 轴方向快退到螺纹起点处)N7 X28.6 (X 轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X 轴方向快退)N10 Z101.5 (Z 轴方向快退到螺纹起点处)N11 X28.2 (X 轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X 轴方向快退)N14 Z101.5 (Z 轴方向快退到螺纹起点处)N15 U-11.96 (X 轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X 轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)4恒线速度功能编程%3314车床编程实例七图3.3.14 恒线速度编程实例N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15 圆弧段)N7 G02 X26 Z-31 R5 (加工R5 圆弧段)N8 G01 Z-40 (加工Φ26 外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八%3317M03 S400 (主轴以400r/min 旋转)G91 G80 X-10 Z-33 I-5.5 F100(加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5(加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5(加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)图3.3.17 G80 切削循环编程实例5车床编程实例九G81 指令编程(点画线代表毛坯)图3.3.20 G81 切削循环编程实例%3320N1 G54 G90 G00 X60 Z45 M03 (选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K 值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位车床编程实例十G82 指令编程(毛坯外形已加工完成)%3323N1 G55 G00 X35 Z104(选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min 正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3(第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3(第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3(第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)图3.3.23 G82 切削循环编程实例6车床编程实例十一外径粗加工复合循环编制图3.3.27 所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
数控车G71,G70指令的编程加工实例
数控车G71,G70指令的编程加工实例数控车 G71、G70 指令的编程加工实例在数控车床加工中,G71 和 G70 指令是非常常用且重要的编程指令。
它们能够大大提高加工效率和精度,让复杂的零件加工变得更加简单和高效。
接下来,我将通过一个具体的加工实例,为您详细介绍这两个指令的应用。
我们要加工的零件是一个轴类零件,其图纸尺寸如图所示。
该零件由外圆柱面、圆锥面、圆弧面和螺纹等部分组成,材料为 45 号钢。
首先,让我们来了解一下 G71 指令。
G71 指令是外圆粗车复合循环指令,适用于对零件轮廓进行粗加工。
其格式为:G71 U(Δd) R(e)G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)其中,Δd 表示每次切削深度(半径值),e 表示退刀量,ns 表示精加工程序段中开始程序段的段号,nf 表示精加工程序段中结束程序段的段号,Δu 表示 X 方向精加工余量(直径值),Δw 表示 Z 方向精加工余量,f 表示进给速度,s 表示主轴转速,t 表示刀具号。
在这个实例中,我们设定粗车时每次切削深度为 2mm,退刀量为1mm。
以下是使用 G71 指令编写的粗加工程序:O0001 (程序名)G99 (每转进给)M03 S800 (主轴正转,转速 800r/min)T0101 (调用 1 号刀具,1 号刀补)G00 X52、 Z2、(快速定位到循环起点)G71 U2、 R1、(G71 指令,切削深度 2mm,退刀量 1mm)G71 P10 Q20 U05 W01 F02 (精加工程序段从 N10 到 N20,X 方向余量 05mm,Z 方向余量 01mm,进给速度 02mm/r)N10 G00 X0 (精加工程序开始)G01 Z0 F01 (直线插补,进给速度 01mm/r)X10、Z-10、X20、 Z-20、Z-30、X30、X40、 Z-40、Z-50、X50、N20 X52、(精加工程序结束)粗加工完成后,接下来使用 G70 指令进行精加工。
数控车床编程实例详解(30个例子)
半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8园弧段)N3 U3.215 W-39.877 R60 (加工R60园弧段)N4 G02 U1.4 W-28.636 R40(加工切R40园弧段)N5 G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)直线插补指令编程图3.3.5 G01编程实例%3305N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)车床编程实例三圆弧插补指令编程%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15圆弧段)N6 G02 X26 Z-31 R5 (加工R5圆弧段)N7 G01 Z-40 (加工Φ26外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位图3.3.8 G02/G03编程实例倒角指令编程图3.3.10.1 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3圆角)N50 U39 W-14 C3 (倒边长为3等腰直角)N60 W-34 (加工Φ65外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)车床编程实例五倒角指令编程%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26外圆)N60 G02 U30 W-15 R15 RL=3(加工R15圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)图3.3.10.2 倒角编程实例圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ '=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X轴方向快退)N6 Z101.5 (Z轴方向快退到螺纹起点处)N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X轴方向快退)N10 Z101.5 (Z轴方向快退到螺纹起点处)N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X轴方向快退)N14 Z101.5 (Z轴方向快退到螺纹起点处)N15 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)恒线速度功能编程图3.3.14 恒线速度编程实例%3314N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15圆弧段)N7 G02 X26 Z-31 R5 (加工R5圆弧段)N8 G01 Z-40 (加工Φ26外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八%3317M03 S400 (主轴以400r/min旋转)G91 G80 X-10 Z-33 I-5.5 F100(加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5(加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5(加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)图3.3.17 G80切削循环编程实例G81指令编程(点画线代表毛坯)图3.3.20 G81切削循环编程实例%3320N1 G54 G90 G00 X60 Z45 M03 (选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位车床编程实例十G82指令编程(毛坯外形已加工完成)%3323N1 G55 G00 X35 Z104(选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3(第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3(第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3(第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)图3.3.23 G82切削循环编程实例车床编程实例十一外径粗加工复合循环编制图3.3.27所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
数控车床编程实例100
数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 G98 F120 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30G01 U10 W-5 F300 (倒3×45°角)N40Z-48 (加工Φ26 外圆)N50U34 W-10 (切第一段锥)N60U20 Z-73 (切第二段锥)N70X90 (退刀)N80G00 X100 Z10 (回对刀点)N90M05 (主轴停)N100M30 (主程序结束并复位)===============================================================例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000(主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////////// //////////////华中数控车床编程如下:%9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)================================================================= ===例3G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
数控车床编程实例详解(30个例子)

数控车床编程实例详解(30个例子)1. 基础G00轨迹移动G00指令可以用于快速移动机床上的工具,不做切削。
例如,要将铣刀从(0,0,0)点移动到(100,100,0)可以使用下面的编程:G00 X100 Y100 Z02. 简单的G01直线插补3. 向X正方向设定工件原点在某些情况下,需要在工件上设计的特定原点作为整个程序的起点。
在下面的例子中,我们将工件原点移到X轴上的10毫米位置:G92 X104. G02 G03 模拟圆弧G02和G03指令可以用于沿着一条圆弧轨迹移动工具。
例如,以下代码将插入一个逆时针圆弧:G03 X50 Y50 I25 J05. 床上对刀长度测量刀具长度对刀是数控车床操作的重要步骤。
在这个例子中,我们使用手动设定对刀。
首先,我们将铣刀移动到Z轴处的一个位置,然后将刀具轻轻放置在工件上以测量其长度。
最后,我们将刀具测量值输入机床,以便于适当地调整刀具长度。
6. 坐标旋转在某些情况下,需要在XY平面上绕特定角度旋转工件,以便于确保最佳切削角度。
在这个例子中,我们将工件绕着Z轴旋转45度:G68 X0 Y0 R457. 使用M code 启动或停止旋转工件M03用于启动旋转工作台的主轴,M05用于关闭它。
例如,以下代码段启动了工作台的主轴,并等待它旋转到合适速度,以便于切削。
8. 镜像轨迹在制造工具或零件时,可能需要将一个轮廓沿着特定轴镜像。
例如,以下代码镜像X 轴上的轮廓:G01 X50 Y0G01 X0 Y50G01 X-50 Y0G01 X0 Y-50MHE29. 使用G04指令延迟程序G04指令用于程序内部的延迟。
例如,以下代码让机床停顿1秒钟:G04 P100010. 利用G10指令改变工作坐标系G10指令可以用于更改工作坐标系。
例如,下面的代码段将当前坐标系设定为{X50 Y50 Z0}:11. 使用G17, G18和G19指令绘制园形、X-Y平面和Z-X平面G17G02 X50 Y50 I25 J0G02 X0 Y0 I-25 J0G02 X-50 Y50 I0 J25G02 X0 Y100 I25 J0G02 X50 Y50 I0 J-25G02 X0 Y0 I-25 J0MHE2M30指令可以用于彻底结束程序。
数控车床编程实例大全

N6U20Z-73 (切第二段锥)
N7 X90 (退刀)
N8 G00X100Z10 (回对刀点)
N9M05 (主轴停)
N10M30(主程序结束并复位)
数控车床编程实例三:圆弧插补G02/G03指令数控编程
圆弧插补指令编程零件图样
%3308
N1 G92X40 Z5(设立工件坐标系,定义对刀点得位置)
N9M30(主轴停、主程序结束并复位)
数控车床编程实例四:倒角指令数控编程
%3310
N10 G92 X70 Z10(设立坐标系,定义对刀点得位置)
N20G00 U-70W-10(从编程规划起点,移到工件前端面中心处)
N30G01 U26C3F100(倒3×45°直角)
N40W-22 R3(倒R3圆角)
N11M30(主轴停、主程序结束并复位)
数控车床编程实例八:G80指令数控编程
G80指令数控编程零件图样
%3317
M03S400(主轴以400r/min旋转)
G91G80X-10 Z-33I—5.5F100(加工第一次循环,吃刀深3mm)
X-13Z-33I-5、5(加工第二次循环,吃刀深3mm)
X—16Z—33I-5、5(加工第三次循环,吃刀深3mm)
N18X50Z120(回对刀点)
N19M05(主轴停)
N20M30(主程序结束并复位)
数控车床编程实例七:恒线速度功能数控编程
恒线速度功能编程零件图样
%3314
N1 G92X40 Z5(设立坐标系,定义对刀点得位置)
N2 M03 S400(主轴以400r/min旋转)
N3 G96S80 (恒线速度有效,线速度为80m/min)
编程技术应用实例分享

编程技术应用实例分享
一、编程技术在生活中的应用
在当今数字化时代,编程技术已经成为了人们生活中不可或缺的一部分。
从智能手机App到智能家居设备,编程技术的应用无处不在。
通过编程,我们可以实现许多方便快捷的功能,让生活变得更加便利和高效。
二、智能家居系统的编程技术应用
智能家居系统是近年来越来越受欢迎的一种生活方式。
通过编程技术,我们可以实现家庭设备的自动化控制,比如智能灯光、智能空调、智能安防等。
通过编写简单的代码,我们可以实现定时开关灯光、温度自动调节等功能,让家居生活更加舒适和便捷。
三、编程技术在医疗健康领域的应用
除了智能家居系统,编程技术在医疗健康领域也有着广泛的应用。
例如,通过编写医疗软件,可以实现患者病历管理、医疗数据分析等功能,提高医疗工作的效率和质量。
同时,编程技术还可以应用于医疗设备的控制和监测,帮助医护人员更好地进行诊断和治疗工作。
四、编程技术在教育领域的应用
在教育领域,编程技术也扮演着重要的角色。
越来越多的学校开始将编程课程纳入教学计划,培养学生的计算思维和创新能力。
通过编程,学生可以实现自己的创意想法,设计出各种有趣的程序和应用,激发他们对科技的兴趣和热情。
五、结语
总的来说,编程技术的应用已经深入到我们生活的方方面面,给我们的生活带来了诸多便利和创新。
随着科技的不断发展,相信编程技术的应用领域会越来越广泛,为我们的生活带来更多惊喜和便利。
让我们一起学习和探索编程技术,让未来的世界变得更加美好!。
40个Visual Basic 编程简单实例

目录实验题目1:设计窗体。
参考界面如下: (2)实验题目2: 设计一个计算器。
参考界面如下: (3)实验题目3:设计一个能够统计某学生三门课程成绩总分和平均分的程序。
参考界面如下: (4)实验题目4:设计界面,编写程序计算圆的周长和面积。
参考界面如下: (4)实验题目5:设计界面,编写程序验证算术运算符的功能。
参考界面如下: (5)实验题目6:设计界面,编写程序分离出一个三位数的个位、十位、百位上的数字。
参考界面如下: (6)实验题目7:输入一个三位数,将它按逆序输出。
参考界面如下: (7)实验题目8:输入两个数,将这两个数交换。
(8)实验题目9:设计文本编辑窗体。
(8)实验题目10:编写程序计算某个学生三门课程的平均成绩。
(10)实验题目12:编写程序计算长方体的体积。
(10)实验题目13:编写程序求出四个数中的最小数。
(11)实验题目14:编写程序判断某个数是否是水仙花数。
(11)实验题目15:编写程序,实现数字和英文单词的对应。
(12)实验题目16:设计程序,判断从键盘上输入的某个字符为哪类字符。
(大写字母、小写字母、数字字符或其他字符) (12)实验题目17:设计一个简单的文本编辑器,可以实现文本的简单格式化操作。
(13)实验题目18:编写程序输出图形,运行界面如下: (15)实验题目19:编写程序求n!。
(15)实验题目20:编写程序,求出某班所有同学某门课程的平均成绩。
(16)实验题目21:编写程序输出1-100之间所有能被3整除的整数,要求每行输出5个。
并输出这些整数的和。
(用for语句实现) (16)实验题目21:编写程序,统计输入的一个字符串中各类字符的个数。
(用for语句实现).17 实验题目22:编写程序,定义包含10个数组元素的一维数组,给该数组中的数组元素赋值为3,6,9,12......数字,并以顺序和逆序两种方式输出各元素值。
. (17)实验题目23:随机生成20个100以内的正整数,将其中的奇数和偶数分两行显示在窗体上,并分别统计奇数和偶数的个数。
智能电动往复运动装置电路编程实例

智能电动往复运动装置电路编程实例今天咱们来一起了解一下智能电动往复运动装置电路编程的有趣实例哦。
想象一下,有一个小机器人,它的手臂可以来回摆动,就像我们的胳膊在做往复运动一样。
这个小机器人手臂的运动就是靠智能电动往复运动装置来控制的,而这个装置能这么聪明地动起来,电路编程可是大功臣呢。
比如说,有一个简单的电动小风扇,它要是能往复摇头就更棒啦。
那怎么实现这个功能呢?这就需要在电路里编写程序啦。
我们可以把电路想象成一个小小的指挥中心,里面住着好多电子小士兵。
编程就是给这些小士兵下命令。
我们可以把电路里的电源想象成是小士兵们的食物,没有食物(电),他们就没办法工作。
当我们开始编程的时候,就像是告诉小士兵们:“你们呀,要让这个小风扇先往左边转一会儿,然后再往右边转一会儿,这样来回地动。
”再举个例子,像那种可以左右移动的小玩具车。
它的轮子下的电机要实现往复运动,这样车才能一会儿往左一会儿往右地跑。
电路编程就像是给车的“大脑”下指令。
比如说,编程可以是这样:当车启动的时候,左边的轮子先向前转一点,右边的轮子不动或者稍微往后转一点,这样车就开始往左拐了。
然后呢,再让右边的轮子向前转一点,左边的轮子调整一下,车就又往右拐了。
这就是一个很简单的往复运动的编程思路。
还有那种可以来回开合的小盒子,像一个小嘴巴一样。
里面的电动装置也是靠电路编程来实现开合动作的。
就好像我们在和小盒子玩游戏,告诉它什么时候张开嘴巴,张开多大,什么时候再闭上。
编程就像我们的魔法咒语,让小盒子乖乖听话。
电路编程其实就像在创造一个小世界,在这个世界里,我们让那些电动装置按照我们想要的方式动起来。
我们就像是小魔法师,用编程这个魔法棒,让智能电动往复运动装置变得超级有趣。
是不是感觉很神奇呀?只要我们慢慢学习,也能成为很棒的小魔法师,让各种各样的电动装置听我们的话呢。
编写程序实例PPT课件

ENDIF ENDFOR
说明: ??输出在当前行当前位置上,未到行尾不会换行; ? 输出表达式结果后换行,如用?输出多项,各 项表达式间用 “,”分隔;
例2: 请打开D:\DJKS\VBCP\3000005文件夹
下的MAIN.PRG, 按要求完成以下程序 : 编 程序实现从键盘上输入20个字符串,输出这 20个字符串中最长的那个字符串。(10.0分) (试题 F42)
CASE N= 1 DO Sub1
CASE N = 2 DO Sub2
CASE N = 3 DO Sub3
CASE N = 4 DO Sub5
OTHERWISE RETURN
ENDCASE
ENDDO
CLOSE PROCEDURE
例1: 打印100以内的能被7整除的奇数 FOR n =1 TO 100 STEP 2
11111 22222 33333 44444
解:
For i = 1 to 4
&& 外循环控制打印4行
For j = 1 to 5 && 内循环控制打印5个
数
?? i
&& 双问号表示不换行
Endfor
?
&& 没有显示项表示换行
Endfor
例3:用双重循环打印 大 “九九表” :
1×1=1 1×2=2 1×3= 3 ······ 1×9= 9 2×1=2 2×2=4 2×3= 6 ······ 2×9=18 3×1=3 3×2=6 3×3= 9 ······ 3×9=27 4×1=4 4×2=8 4×3=12 ······ 4×9=36 ·········· ·········· ·········· ······ ·········· ·········· ·········· ·········· ······ ·········· 9×1=9 9×2=18 9×3=27 ······ 9×9=81
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
256 Bytes
Date: File:
2013-8-7 SSP2_01C.14
Information and Training Center Knowledge for Automation
练习1.1: 使用临时变量
QW6
替换为临时变量
SIMATIC S7
Siemens AG 2000. All rights reserved.
临时变量
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.11
Information and Training Center Knowledge for Automation
局部数据堆栈的大小
总容量:
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.19
Information and Training Center Knowledge for Automation
调用一个分配了参数的块
Network 3: First Call .... EN “End left” Disturb_input Acknowledge Flash_freq Edge_mem_bit Report_memory ENO
Date: File:
2013-8-7 SSP2_01C.9
Information and Training Center Knowledge for Automation
局部变量
全局变量/数据 (在全部程序中有效)
局部变量 / 数据 (只在一个块中有效) 临时变量 • 当相关块执行完毕后被清除 • 临时存储在 L stack中 • 可在下列块中使用 OBs / FCs / FBs 静态变量 •当相关块执行完毕后仍然 保留
Anm
A i = Q
40.0
1.3 4.3
AN #Report_memory
A #Disturb_input = #Display 实际参数
形式参数
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.17
2013-8-7 SSP2_01C.5
Information and Training Center Knowledge for Automation
块的组成部分
变量声明表
代码部分
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.6
结构化编程
OB1
FC
FB
FB 操作系统
SFC SFB
其它
FC
OBs
SIMATIC S7
Siemens AG 2000. All rights reserved. Date: File: 2013-8-7 SSP2_01C.1 Information and Training Center Knowledge for Automation
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.18
Information and Training Center Knowledge for Automation
编辑一个可分配参数的块
对于无参数分配的块,此处可能是: • 绝对地址: I1.3 • 符号地址: “End_left”
2013-8-7 SSP2_01C.16
Information and Training Center Knowledge for Automation
可以分配参数的块
不可以 分配参数的块 程序 可以分配参数的块 调用 FC 20 A i R m A i Fp m S m A m A m O 1.2 40.0 1.3 40.1 40.0 40.0 10.3 A #Acknowledge R #Report memory A #Disturb_input FP #Edge_mem_bit S #Report_memory A #Report_memory A #Flash_freq O M 40.1 I 1.2 M 10.3 M 40.0 I 1.3 Disturb_ input Acknowledge Flash_freq Edge_ mem_bit Report_ memory Display Q 4.3
块所需要的局部数据区的长度
rechts
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.13
Information and Training Center Knowledge for Automation
SIMATIC 管理器下的项目结构
项目
硬件站
S7-300 可编程的 CPU S7/M7 程序(分配给硬件的) STL 用户程序源文件 用 S7 块组成的用户程序, OBs, FBs, FCs, DBs, 等 用户程序 STL 源文件 S7/M7 程序(未分配给硬件的)
SIMATIC S7
Siemens AG 2000. All rights reserved.
• PII / PIQ • I/ O •M/T/C
• DB areas
• 永久存储在DBs中
• 只能在FBs中使用
绝对地址 访问方式
符号地址
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.10
Information and Training Center Knowledge for Automation
Edge Mem. Bit
Disturb. Input P
Acknowl.
RS
R
S Q & >=1 Flash Freq.
Report Memory Disturb. Input
&
Display =
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
编译为标准代码的规则 软件模型, 通讯模型, 编程模型 可编程逻辑控制语言中的通用元件
数据类型和变量 功能和功能块 程序和任务
指令表 (IL) (= 语句表 (STL)) 结构化文本 (ST) (= 结构化控制语言 (SCL)) 梯形图(LD) (= LAD) 功能方框图(FBD) 顺序功能图(SFC) (= S7-GRAPH)
事件驱动中断
启动过程中的错误处理中断 循环扫描中的错误处理中断
256 bytes
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2013-8-7 SSP2_01C.12
Information and Training Center Knowledge for Automation
2013-8-7 SSP2_01C.7
Information and Training Center Knowledge for Automation
结构化编程
OB 1 FC 1
电机 1
FC 1 电机 2
FC 1
电机 3
SIMATIC S7
Siemens AG 2000. All rights reserved.
Information and Training Center Knowledge for Automation
定义形式参数
形式参数 参数类型
输入参数 输出参数 输入/输出 参数 in out In_out
定义
使用方法
只能读 只能写 可读/可写
图形显示
在块的左侧 在块的右侧 在块的左侧
FC 20 的变量声明表
Date: File:
2013-8-7 SSP2_01C.4
Information and Training Center Knowledge for Automation
STEP7的块
SIMATIC S7
Siemens AG 2000. All rights reseB_I
0.0 2.0 4.0
in in in out temp
Input1
Input2 Input3 Output_A TEMP1
int int int int int
sample measure 1 constant offset result intermediate
QW12
IEC 1131 标准
第一部分:
主要信息 定义 PLC 的术语 PLC 的主要功能特点 第二部分: 设备要求 电气, 机械和功能上的要求 制造商需提供的信息 符合标准的规则 (一致性)
第三部分:编程语言
梯形图, 功能方框图,语句表, 顺序功能图和结构化文本 第四部分: 用户指南 系统分析和描述 PLC的选择和应用 安全和保护,安装和维护 第五部分: 通讯 模式,通讯块,与ISO协议的对应关系
1.5 Kbyte
(CPU 313..316) 对于 S7-300: 优先级 局部堆栈大小