岛精教程
岛精软体说明
系统分类:针织横机文章标签:岛精机制版系统说明嵌花资料岛精软体说明:出带:1机器的种类比如ses122s12G就是120米针板2系统的12机器(1英寸=2. 54cm)S指的是沉降片;数色引返比较适合。
引返也叫局部编织。
RT是四针板的机器:双面明收针好。
FF是普通机器SI是有30把纱嘴做嵌花的。
FI细针的同上。
LI做嵌花30把纱嘴变针距(大针沟)SL变针距2:出带的步骤:1进入软体设定:选机型,针床尺寸,机型,机种设定。
2 标准,标准或形式2,主程式罗纹3 空机速度4 纱嘴带进形式,NO WAST(没有浪费)5 执行,点出带的图,组织,确定。
1基本罗纹,2纱嘴带入/带出--两者3罗纹纱嘴资料:指R3功能线。
废纱用7号。
循环(节约)纱嘴,纱嘴的初期设定,储存设备,文件名用英文或数字,不能超过8个注意:当出带错误时,进入编织调整画面有个纱嘴微调设置初期设定就好背床拉网小图:2*1: R功能线:52 51 51 51 1251 51 51 52 1252 51 51 51 1151 51 51 52 11201 201 201 202 202 202上图是空气层拉网图,展开后再改下罗纹与大身的交接处。
单面虚线提花洋依次用101-106号色,与普通色没有连接处理功能。
嵌花:前床色 101-106 普通 1后床色 111-116 2前集圈 161-166 11后集圈 171-176 12四平 141-146 3不选针 99 16以上色与嵌花不能通用,其他色可以。
功能线:R3在嵌花处不填,R4填5号色,R7填;1尽量不用,3经常用(一般S型)前床集圈后床不织,4浮线带进反针来用,(F机和RT机比较好),5在第3,4都不行的情况下用6后床织再褪后床的情况下。
4翻针用嵌花色之间有自动连接的功能。
有自动纱嘴带进和带出,和普通色之间没有。
通常在罗纹上该成嵌花色,最下二行不要改,相对应的功能线上要改。
一般情况下是不改13色除非在收针的情况下。
海上人工造岛方法

海上人工造岛方法海上人工造岛是指人类利用科技手段,在海洋中造出人工岛屿的一种行为。
它是人类对自然环境的改造和利用的具体表现之一,也是人类追求资源利用和生活空间扩展的一种手段。
海上人工造岛的方法主要有填海造陆和沉管法。
填海造陆是指通过将大量的土石填充到海洋中的浅水区,使得水下区域逐渐变成陆地。
这种方法常用于沿海地区的土地扩展和港口建设。
填海造陆的步骤一般包括勘测、开挖、填充和巩固等。
首先需要对海底地形进行详细勘测,确定填海区域的范围和形状。
然后利用挖掘设备将海底的泥沙、石块等物质开挖出来,并通过运输工具将其运到填海区域。
最后,在填海区域的表层加以巩固,以确保填海后的岛屿能够稳定存在。
沉管法是指在海底铺设一种特殊的管道,然后通过泵送水泥、土石等材料,逐渐将管道填满,形成人工岛屿。
这种方法常用于深海地区的岛屿建设。
沉管法的步骤主要包括制作管道、铺设管道和填充材料等。
首先需要在陆地上制作好管道,并将其运输到海洋中的目标位置。
然后利用专业的工具和设备,将管道逐渐铺设在海底,形成一个封闭的空间。
最后,通过泵送的方式,将水泥、土石等材料注入到管道中,填满整个空间,并使其逐渐固化,形成稳定的人工岛屿。
海上人工造岛的目的主要有两个方面。
一方面是为了扩大陆地面积,满足人类对生产、生活和发展空间的需求。
另一方面是为了利用海洋资源,开展港口建设、海洋科研和旅游等活动。
通过人工造岛,可以将原本深水区域转变为浅水区域,为船只提供更安全方便的停靠条件;可以建设港口和码头,方便货物的进出口;可以建设海洋科研基地,开展海洋生态环境的保护和研究;还可以建设度假村和旅游景点,吸引游客,促进经济发展。
然而,海上人工造岛也面临着一些挑战和问题。
首先是环境影响和生态风险。
海上人工造岛需要大量的土石填充材料,这可能会对海洋生态系统造成破坏,影响海洋生物的栖息地和迁徙通道。
其次是工程难度和成本问题。
海上人工造岛需要耗费大量的人力、物力和财力,工程难度较大,成本较高。
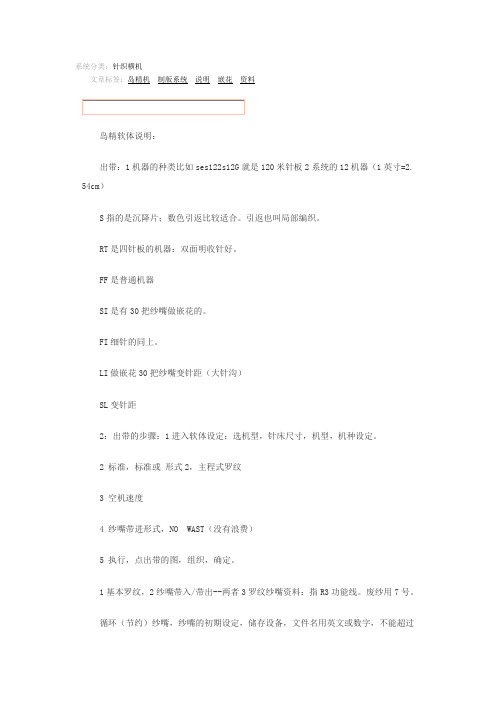
岛精电脑横机

Computerized Flat Knitting Machine with Tandem Capability607070Shimatronic, Knitran and DSCS are registered trademarks of Shima Seiki Mfg., Ltd.Shima Seiki maintains a policy of continuous improvement for its products, and therefore specifications and appearances are subject to change without notice.Please contact your nearest authorized sales representative for the latest information.OPTIONS : (1) Fixed sinker system (7~12G ). (2) Spring-type moveable full-sinker system (14&16G ). (3) DSCS ®. (4) Right side yarn feed roller. (5) CE Mark.TypeKnitting width Tandem widthGauge Knitting speed Stitch densityRacking Knitting systemTransfer Stitch presser Sinker systemNeedle selection Takedown deviceDSCS®Side tension Yarn carriers Top tensionsStop motion Drive systemCleaner Safety devices5Operation lampData input Pattern memory Control system Control display Back-up powerPower3.5” floppy disk. USB memory interface. 10/100 BASE -T network.12,582,912 bits (1,024 wales 腾4,096 addresses )Stored program for flat knitting machine.Monochrome LCD panel. Editing possible via display panel operation. Available in English, French, Italian, Spanish, Portuguese, German, Turkish, Chinese, Korean and Japanese.Power supply for resuming knitting after power failure.3 phase AC200V 腽10% 2.0KVANewSES202-SVariable stroke. Max 80" (203cm )37" (94cm )腾27 . 8 . 10 . 12 . 14 . 16Max 1.3m/sec. (16G: 1.2m/sec.) Knitting speed varies according to gauge and knitting condition. Variably adjustable speed levels. 10 additional programmable speeds.60 levels, electronically controlled.Motor-driven racking mechanism. Max 2-inch racking. 1/2 and1/4 pitch also available from any position.Single KNITRAN ®system. Twin carriage.Simultaneous transfer, front or back, independent of carriage direction. Split stitch.Special motor-driven system allows individual adjustment for on/off in knit and transfer. Programmable press amount.7~12G : Spring-type moveable full-sinker system 114 &16G : Fixed sinker 2Full jacquard selection via special solenoid actuators.Main roller : Changeable 31 levels, automatically adjustable on each level.Sub roller : Changeable 31 levels, automatically adjustable on each level. Automatic opening and closing.Option.3 Consistent loop length by digital control method. Left side. Left side yarn feed roller.4 Yarn feed: 8 positions.8 on each side 12 carriers16 tension devices. One-touch easy threading. Large knots cause machine stop.Small knots cause 0-9 courses at specified knot detection speed, then automatically resume at set speed.Yarn break, large knot, wraparound check, shock detection, piece count, over-torque, program error, etc.Belt drive. AC servo motor. No lubrication necessary.Special blower operated cleaner.Full safety cover for noise-suppression and dust-proofing with stop motion sensor and interlock mechanism. Stop button. Power supply disconnecting device. Ultra-low speed “crawl” setting. Indicator lamps (see below ).Green/normal operation. Flashing green/normal stop. Flashing amber/abnormal stop.215022903270224054966516066585530136020152050490490All dimensions are in millimeters.Average WeightNewSES202-S 1,234kg (2,735 lb.)Actual weight is dependent upon gauge and optional equipment.In order to ensure safe operation of the equipment, please review all operation manuals carefully before use.NewSES202-SPrinted in JapanSHIMA SEIKI MFG., LTD.85 Sakata Wakayama JapanTEL +81-73-474-8210 FAX +81-73-474-8270SHIMA SEIKI EUROPE, LTD.Sills Road, Willow Farm Business Park,Castle Donnington, Derbyshire DE74 2US U.K.TEL 01332-814770 FAX 01332-850272SHIMA SEIKI U.S.A., INC.22 Abeel Road Monroe Twp., New Jersey 08831, U.S.A.TEL 609-655-4788 FAX 609-655-8463SHIMA SEIKI MFG., LTD., TAIPEI BRANCH1F, 30, Lane 583, Ruey Kuang Rd., Neihu, Taipei 114, TAIWAN R.O.C.TEL 886-2-8752-3388 FAX 886-2-8797-5522URL http://www.shimaseiki.co.jp Email info@shimaseiki.co.jpDIMENSIONSSPECIFCATIONSCONTROLLERSAFETY NOTICE。
荒岛求生操作方法

荒岛求生操作方法
荒岛求生是一种冒险活动,需要一定的技能和知识来确保自己的安全和生存。
以下是一些操作方法:
1. 寻找安全地点:首要任务是找到一个安全的落脚点,远离危险区域,避免自然灾害和野生动物的威胁。
2. 建立临时住所:使用周围的资源,如树木、树枝和叶子等,搭建一个简单的庇护所,以遮风挡雨和保持温暖。
3. 搜寻食物和水源:寻找可食用的植物、昆虫和水源,确保足够的能量和水分供应。
同时,学习如何净化水源,避免病菌感染。
4. 火的利用:学会如何生火,火可以提供温暖、照明和烹饪功能。
收集干燥的树枝和叶子作为火柴,使用火石或其他工具来点火。
5. 寻找救援信号:尽量制作能吸引救援人员注意的标志物,如用石头拼写“SOS”或利用高处搭建信号火堆等。
6. 留意气候变化:观察天气和海浪的情况,及时调整和更新营地设施,确保安全。
7. 提高生存技能:学习基本的野外生存技能,如捕鱼、打猎、制作简易工具等,以增加自己的生存能力。
8. 保持积极态度:在荒岛上求生可能会遇到各种挑战和困难,保持积极的心态和乐观的精神状态,有助于克服困难和保持生存意志。
请注意,这仅仅是一些建议,实际情况可能因地理位置和个人条件的差异而有所不同。
在进行荒岛求生之前,最好接受相关的求生训练和准备,以确保自身安全。
如何生存荒岛的基本技巧

如何生存荒岛的基本技巧生存荒岛是一项极具挑战性的任务,需要采取一系列基本的生存技巧和应对策略。
以下是一些在荒岛上生存的基本技巧:1.寻找水源:水是生存的关键,因此首要任务是寻找水源。
可以尝试从植物中提取水分,寻找雨水,或者在地表找到淡水源。
2.建立庇护所:创建一个能够提供庇护的避难所,保护自己免受极端天气和日晒的侵害。
使用自然材料或漂流物建立简易的庇护所。
3.寻找食物:探索岛上的资源,寻找可食用的植物、水果、昆虫或海鲜。
注意避免食用有毒植物,了解当地的食物资源。
4.制造工具:利用岛上的资源制作基本的工具,如石器、木器或绳索,以帮助你进行狩猎、捕鱼、建筑等任务。
5.建立信号:在有望被救援的地方建立信号,以提高被发现的机会。
使用反光器、烟雾、大字等方式制造明显的标志。
6.保持身体健康:保持良好的身体状况对于在荒岛上生存至关重要。
避免过度劳累,防止中暑或受伤,并妥善处理任何潜在的健康问题。
7.学习导航:学会使用自然标志和天文观测来导航,以帮助确定自己的位置和方向。
8.保持乐观:保持积极乐观的心态,相信自己能够生存下去。
精神状态对于在孤立环境中维持健康和决策是至关重要的。
9.节省能量:确保节省体力,避免不必要的活动。
考虑制定合理的生存计划,以避免过度消耗精力。
10.与自然和谐相处:学会观察和尊重周围的自然环境。
了解当地的野生动植物,避免损害生态平衡。
在实际情况中,生存荒岛需要灵活应对,因为每个荒岛的条件都是独特的。
以上技巧只是一些基本指南,实际情况可能需要根据具体情况进行调整。
在任何紧急情况下,最好尽快呼叫救援。
田岛系列制版软件简明教程

田岛系列制版软件简明教程第一节电脑绣花制版基本知识1、花样编辑器和花样浏览器:花样编辑器是电脑绣花制版的主程序,它可以设计、编辑和修改花型,并将已设计好的花型输入到绣花磁盘上,在桌面上的图标花样浏览器编辑器的一个辅助程序,在桌面上的图标它专用于管理和查看已设计好的花形,并可进行一些简单的辅助性操作,如格式化磁盘、删除、复制花样、将花样文件转换到绣花磁盘上等;花样浏览器不能浏览非本系列花样设计程序所设计的花型,而对于同系列花样设计程序的花样,低版本浏览器不能浏览高版本设计花样,而高版本向下兼容;要打开浏览器,常必须先打开花样编辑器;同样低版本花样编辑器不能打开高版本所编辑的花样文件,高版本编辑器能打开低版本编辑的花样文件;这里要注意,花样文件由田岛制版软件生成的EMB 格式文件,对于DST或DSB等电脑绣花机可读入的文件,各种版本的编辑器都可打开。
2、花样文件格式和绣花磁盘文件格式通常情况下,不论是什么制版软件,它所设计出来的花型都是以一种电脑绣花机不能直接读出的文件格式保存下来的,然后再转换成电脑绣花能读出的格式。
例如:DOS版本的田岛软件所生成的花型设计文件格式为*.ESD,Windows版本的田岛软件所成的花样文件格式为*.EMB,DOS版本的天木软件所生成的花样文件格式为*.ndp等;这些格式的文件电脑绣花机都不能直接使用,必须转换成*.DST(田岛绣花机三进制格式)或*.DSB(百灵达二进制格式),电脑绣花机才能读进内存进行绣花。
为什么制版软件所生成的花型设计文件与绣花机能读进的文件不一样呢?这是因花样设计文件所产生的花样不会走样变形,而转换成*.DST或*.DSB格式的文件时不管用什么好软件,或多或少都有变形或走样的情况(这是由于在转换过程中花样文件中所设计的尺寸必须按数控电机的精度进行必要舍取处理,同时还受到软件的抗干扰性能等因素的影响)。
由此可见,在改版时,最理想的方法还是使用原设计花样文件EMB文件来改版;如果使用DST或DSB文件来修改,则会使花型产生两次变型,这对于精细花型来说尤其重要。
台中精机调机技巧

原因分析
3.成型條件設定不當
料管溫度偏低 射出時間太短 保壓切換位置不合理 熔膠不均勻
2021/10/10
解決對策
提高料管溫度 稍增長射出時間 調整保壓切換點 考慮采用背壓儲料
30
CIATE處固化更快.此時后面再施加壓力對產品
也不會起作用.無法再向模穴填充塑膠稱這為失
效2之021/保10/1壓0 ,(聯系前面理論“6”講述).
20
三.成型生產中幾個典型不良的分析 及相應解決對策.
A.短射:指充填不足,即熔膠未完全流遍模腔的各個
角落.
原因分析
1.原料未充分幹燥
2021/10/10
監視.將射出終點欄的品管值設定為平均值
品管公差設定值為標准差,再看射終點線是
否穩定,視其對品管公差作適當增減,然后
將功能選擇ON,連續劣品數量ON數值設定為
1(小於顯示之一模個數)以上為對射出時間
射終點分別進行監視若機台調得非常穩定合
理,粘模一定會報警,“己達連續劣品數”
2021/10/10
17
此種警報的解除方法:
台中精機的一般操作細則為最基本 的調機前提,想必各位同仁都比較了解,就 不用細談,在此只對一些在生產中較為重 要且時常出現問題的部分提出 來與大家共同學習.
2021/10/10
7
一.調模部分:(用手動調模最為快捷)
步驟:1.換模后對好中心水平度.且母模一定要 貼緊機台的定模固定板不留間隙.
2.以適當的速度手動鎖模,確定模厚,該 調模進成調模退?
解決對策
1.原料未充分幹燥
延長幹燥時間
2021/10/10
提升幹燥溫度 28
原因分析
2.模具排氣不良
水库岛式简易井实施方案

水库岛式简易井实施方案
在实施水库岛式简易井的方案中,首先需要明确井的位置和深度。
选择合适的位置,避免地质条件复杂、地下水位过高或过低的地方,以免影响井的建设和使用。
同时,需要根据当地的地质情况确定井
的深度,确保能够取得足够的地下水资源。
其次,进行井的布置和施工。
在确定好井的位置和深度后,需要进
行井的布置和施工。
首先进行井口的开挖和加固,确保井口的安全
性和稳定性。
然后进行井筒的打设,选择合适的井筒材料,进行井
筒的安装和固定,以确保井筒的牢固和密封性。
最后进行井壁的加
固和井底的处理,确保井的结构完整和稳定。
接着,进行水泵和管道的安装。
在完成井的建设后,需要进行水泵
和管道的安装。
选择合适的水泵和管道,进行水泵和管道的安装和
连接,确保水泵和管道的正常运行和使用。
同时,需要进行水泵和
管道的检测和调试,确保水泵和管道的正常工作和稳定输水。
最后,进行井水的利用和管理。
在完成水库岛式简易井的建设和安
装后,需要进行井水的利用和管理。
合理利用井水资源,满足当地
居民的生活和生产需求。
同时,需要对井水进行定期的检测和维护,确保井水的质量和安全。
总之,水库岛式简易井的实施方案需要从确定井的位置和深度开始,进行井的布置和施工,安装水泵和管道,以及进行井水的利用和管理。
只有全面、细致地实施方案中的每一步,才能确保水库岛式简
易井的正常运行和使用,为当地居民提供稳定的水资源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SHIMASEIKI维修手册一.机器部分(1).岛精机的构成,各部分的功能及使用。
(2).NEWSES操作界面的内容,相关编织控制资料的调节。
(3).岛精机清洁加油的步骤,机器保养要遵循的规矩及注意事项。
(4).拆卸机头的步骤和注意事项,整套织针在编织、翻针、集圈过程中的动作。
(5).机头各部件控制:红色线-电源线、蓝色线-信号线,黄绿相间线-地线,(6).普通、嵌花纱嘴装置的对换,纱嘴、压脚、毛刷的更换和调节,织针组件的更换。
(7).主控制的内容讲解以及修改和注意事项,机器上花样的查询和修改。
(8).针板拆卸步骤和注意事项,副罗拉缠线的清除方法,起底板的拆卸和复合针的更换及注意事项。
(9).DSCS功能和原理的讲解。
(10).在生产过程中比较普遍的织片问题及相关解决调试方法,比如下问题:破洞、烂边、漏针、花目。
二、调机维修部分针织横机在编织时出现机械故障和织物疵病的原因比较复杂,为了利于检修,根据实践经验,大致可以归纳为下列几方面:1、保养工作欠佳,在长期运转过程中造成零件的严重磨损。
2、由于原料品质引起的。
3、落纱工和挡车工操作不熟练。
4、编织机件(如织针、毛刷、梭嘴等)质量不佳,调节不当。
5、产品工艺制定不合理,如选用纱线支数与机号不相适应等。
7-1 织物疵病和机械故障的排除1、漏针,断纱:在编织过程中针舌没有钩到新垫放的毛纱,或虽钩到毛纱但成圈后又重新脱出针钩而形成的线圈脱散现象称为漏针。
它的产生主要是由于三角装置不良或磨损,喂纱不当,织针欠佳及机械震动等因素所造成。
产生原因和消除方法见表。
质量差,强力低--------------降低送纱张力或换纱,或过送纱器.纱线在倒纱时受到损伤-----------换个纱管重新回毛.纱管成形不好---------------换个成形好的纱管编织张力过大---------------降低送纱张力纱线间有交叉、纠缠现象----------将纱线理顺重穿纱线被其它机件夹住------------将机件调整好针舌太紧、关闭不灵------------加油或换针毛刷位置不当---------------调整毛刷位置导纱器位置不当--------------调整导纱器位置选针器故障----------------修理选针器牵拉力太小----------------加大牵拉力、开辅助牵拉 ^提花片(选针片)片踵断裂----------更换提花片(选针片)喂纱嘴位置不对--------------依据前后针交叉点高1.5毫米调整纱嘴口太大或喂纱嘴口有磨损--------调换合格的喂纱嘴毛刷装置前后不正-------------依据相邻标准的调整毛刷装置脱毛圆角-------------应调换新毛刷毛刷装置脱毛(太薄)-----------应调换新毛刷导纱滑块活动---------------拧紧梭箱上的螺丝,并校对喂纱嘴位置导纱滑块高低两端不平-----------调整梭箱上的螺丝,使之平衡导纱滑块歪斜---------------调整或换一个导纱滑块螺丝松动-------------旋紧螺丝并调整纱嘴针床移位器不正引起前后针床不正------校正针床,织针正对后床天齿针槽有积垢,针舌呆滞-----------清洁针床及织针部件,消除积垢压针条太紧----------------检查压条并调整织针针舌歪斜,呆滞,不灵活,长短不一-----更换新针度目三角起痕深--------------磨砂抛光度目三角吃线快慢不一致----------修磨快的一只度目三角两头螺栓松动-----------旋紧螺栓度目三角滑块松动, 两端面过狭、过尖----校正或更换起针三角松动---------------拧紧螺丝张力弹簧发抖严重-------------调整或更换机械抖动-----------------检修机械传动部件2、破洞:在编织过程中,由于纱线强度较差,纱支粗细不均及机械质量等因素造成样片线圈断裂而形成的破洞。
产生原因和消除方法见表。
纱线强力低、质量差-----尽量降低纱线张力,或重上一次蜡可降低纱线的磨擦力纱线结头过大-----调节结头探测片,增加探测器的灵敏度、防止大结头织入织物度目(密度)太紧或太松----------加大或减小度目(密度)值导纱器内受异物堵塞-----------清除异物织针是有毛刺--------------换针纱线磨擦力过大-------------重新打蜡导纱器过高---------------调节导纱器机器速度太快--------------降低机器速度度目三角活动不畅------------检查大三角螺栓,指针是否轧刹度目三角吃线快慢不一致---------修磨校正度目三角压针面太宽-----------适当打磨针床天齿锋利不光滑-----------磨砂抛光纱嘴过低, 纱嘴口破裂----------调整更换张力弹簧太硬--------------调整张力弹簧针舌面破损, 销子露面----------更换新针毛纱强度不够--------------更换毛纱或过腊,纱线过送纱器走毛纱结头太大--------------重新打十字结3、撞针:在编织过程中.织针的针踵在各个编织三角轨迹运行不畅引起的撞击,主要以针踵无声断落(打闷针),编织太紧织物,纱线太粗,机头内太脏等因素造成。
它损伤针床、织针及三角本身,甚至影响织物的质量.产生故障的原因和消除方法见表。
针槽太脏、太紧-------------做全面的清洁工作度目(密度)太小------------加大度目(密度)值纱支使用不当--------------使用适当的纱支长时缺油----------------增加加油次数针床上掉有异物-------------清除异物针在针槽中的位置不当----------将针定于正确的位置导纱器位置放置不当-----------将导纱器定于适当的位置针床左右位置偏移,使得针对针------调节针床位置(如stoll的VGA)各成圈三角起痕重或破裂---------磨光砂滑或配换各成圈三角间离缝太大----------调整各成圈三角位置或配换度目三角针道太阔------------配换度目三角下边压针太尖----------适当磨大起针三角走针面大于直角---------修磨起针三角上角太低(与顶针三角不平)---填平起针三角断裂--------------修磨或配换起针三角直柱螺栓松动----------旋紧螺栓编织三角离针床的间隙过大--------垫三角板各成圈三角热处理硬度不够--------需重新热处理或配换吊目三角与起针三角离缝或发毛------调整、磨光吊目三角狭窄,起针三角太阔-------修磨起针三角,配换顶针三角导向三角短于顶针三角----------配换导向三角针槽太宽或针槽有凹凸----------检修针床的针槽织针硬度不够--------------更换织针针踵发毛弯曲--------------更换针托露出针床表面------------调换及清除针槽积垢操作中放针高度不够,或出现漏针、破洞时也会引起撞针。
4、破边、烂边:织物布边线圈脱落或断纱而造成布边糜烂。
产生的原因和消除方法见表。
毛刷位置不当或过度磨损----调节毛刷位置或更换毛刷导纱器距编织布边太远或太近--调整导纱器的位置回弹张力钢丝弹力太小-----加大弹簧张力导纱器有倒刺---------将导纱器磨光,或更换一个天线架张力弹簧太软无力------------调整张力弹簧螺丝天线架张力弹簧有磨损痕迹-----------调换新弹簧天线架张力弹簧压簧或夹板失灵---------调整更换天线架张力弹簧穿线孔发毛-----------磨光穿线孔毛刷装置太低-----------------调整位置毛刷脱毛或两角牵住张力余纱----------整修毛刷毛刷毛尖堵住纱嘴上口-------------毛刷装高或剪短刷毛导纱轨松动------------------紧固导纱轨固定螺栓导纱轨滑座(梭箱)太松------------调紧或更换编织时纱嘴距离布边太远,导致侧张力不够,余纱不能及时回缩,调节侧张力或纱嘴停位点.5、密度花:即织物线圈大小不均匀,一般有同行内和上下行的线圈大小不匀两种。
前者是同系统内的度目或三角有问题造成,后者是不同系统的度目差异造成.产生原因和消除方法见表。
程序有错-----------修改程序选针器有故障---------修理选针器提花片(选针片)片踵断裂----更换提花片(选针片)弯纱三角(大三角)拉簧不均---------调正拉簧弯纱三角(大三角)擦着针床引起不灵活----砂磨弯纱三角(大三角)两头螺栓松动-------旋紧螺栓弯纱三角(大三角)鼻头铁松动--------修配或调整弯纱三角(大三角)鼻头铁压板松或紧-----修配或调整导向三角螺栓松动影响弯纱三角上下移动----旋紧螺栓弯纱三角调节深度不一------------统一弯纱三角深度三角座松动-----------------旋紧螺栓导轨螺栓松动----------------旋紧螺栓机头导轨弯曲----------------校直6.斜角松紧(倒片):衣片下机后,发现两边长短不一,在目测情况下,有时虽无明显的密度不均,实质上长的一边密度松,短的一边密度紧,称为斜角松紧。
产生原因和消除方法见表。
针床左右有高低-----------------调节一致针床有凹凸不平整----------------调节顶针床螺栓或平整针床针床栅状齿口不呈平行直线------------修正、校对导轨螺栓有松动-----------------紧固导轨螺栓起头板不平均------------------放置时注意两头平均两针床间口门大小高低,即左右不平均---按机号要求调整顶针螺栓或调整针床压铁机头导轨弯曲或高低---------------校正、校直机头导轨槽有深浅----------------纠正导轨槽针床压块螺栓松动引起针床下坠-------旋紧针床压铁螺栓恢复针床口门要求部分织针松动(压针条不直或压针毛纱有粗细等)--校正压针条使之平直和调整压针毛纱使之一致7、吃单纱:在编织过程中,由于喂纱阶段的调节不良,使针钩钩住单股毛纱在编织添纱织物时尤为突出,织针只钩住一根面纱成圈,而底纱却成为类似架空织物的浮纱段,称为吃单纱,对针织物质量带来很大影响。
吃单纱疵病可能理解为临界于产生漏针疵病的边缘。
检查、确诊其产生原同于漏针,在编织添纱织物时要注意:添纱梭嘴的基孔芯子不宜太大,添纱梭嘴的喂纱深度不能太少,添纱梭嘴的装置不能太高。
8, 针口布面上冒(浮布)针舌损坏-----------换针断纱-------------重新接好纱线导纱器安装太高--------调整导纱器牵拉张力太小---------加大牵拉张力度目(密度)太紧或太松-----增加或减小度目(密度)值添纱罗纹起口反丝的调法1。