SIEMENS使用SCR的选择序列与并行序列
PLC顺序控制与顺序功能图课件

指令表 SCRT S位
梯形图 梯形图 梯形图
S位 SCR
SCRE S位 SCRT
课题六、顺序控制(二)
小结
4、编程:先写“步及步的转移”,再写“步的动作”。 A、进入初始步:看进入条件,写“触点”;看箭头及
所指向的“(初始)步”,写“置位 (初始)步”;再写“复位(其它所 有步)”;最后直接写初始步要完成 的其它工作。
4.1 几个例子 (1)单序列:
SM0.1
S0.0
I1.0
S0.1
Q0.0
I1.1 S0.2
Q0.1
I1.2
课题六、顺序控制(二)
4.1 几个例子 (2)单序列(立即停止):
SM0.1+I0.0
S0.0
I1.0
S0.1
Q0.0
I1.1 S0.2
Q0.1
I1.2
以下程序同前。
课题六、顺序控制(二)
S1.1 T42
2秒 2秒
4秒
S0.3 T39
S0.4 T40
S0.5 T41
S1.2 T43 S1.3 T44
2秒 2秒
S1.4 T45 S1.5 T46
SM0.1+I0.1 S0.0
I0.0
T39·C0
S0.1 T37
S0.2 T38
S0.3 T39·C0
S0.4 T40
S0.5 T41
S0.6
T41
S0.6
S1.1 Q0.5 T42 T42
S1.2 Q0.3 T43 T43
S1.3 T44 T44
S1.4 Q0.3 T45 C1 T45·C1
S1.5 Q0.4 T46 T46
西门子S7-200系列PLC顺序控制指令

西门子S7-200系列PLC顺序控制指令挨次掌握指令是plc生产厂家为用户供应的可使功能图编程简洁化和规范化的指令。
表1 挨次掌握指令的形式及功能STL LAD功能操作对象LSCR bit挨次状态开头S(位)SCRT bit挨次状态转移S(位)SCRE挨次状态结束无CSCRE条件挨次状态结束无从上表中可以看出,挨次掌握指令的操作对象为顺控继电器S,也把S称为状态器,每一个S的位都表示功能图中的一种状态。
S的范围为:即S0.0~S31.7。
从LSCR指令开头到SCRE指令结束的全部指令组成一个挨次掌握继电器(SCR)段。
LSCR指令标记一个SCR段的开头,当该段的状态器置位时,允许该SCR段工作。
SCR段必需用SCRE指令结束。
当SCRT 指令的输入端有效时,一方面置位下一个SCR段的状态器S,以便使下一个SCR段工作;另一方面又同时使该段的状态器复位,使该段停止工作。
由此可以总结出每一个SCR程序段一般有三种功能:(1)驱动处理:即在该段状态器有效时,处理相应的工作;有时也可能不做任何工作;(2)指定转移条件和目标:即满意什么条件后状态转移到何处;(3)转移源自动复位功能:状态发生转移后,置位下一个状态的同时,自动复位原状态。
1、挨次掌握指令的应用液压动力滑台在自动机床中被广泛采纳,这里以液压动力滑台掌握为例来说明挨次功能图设计方法以及挨次掌握指令的使用方法。
液压动力滑台在实际工作时的运动过程一般是:快进——工进——快退。
其运动过程由快进、工进、快退三个电磁阀掌握,掌握系统PLC各I/O功能及地址安排如表2所示。
机床液压滑台掌握系统如图1所示。
表2 液压动力滑台掌握系统PLC I/O地址安排功能名称动作器件I/O地址说明启动按钮SB1I0.0启动滑台原点位置SQ1I0.1滑台在原点位置工进起点SQ2I0.2滑台运动到工进起点位置工进终点SQ3I0.3滑台运动到工进终点位置快进YV1Q0.0滑台快进工进YV1、YV2Q0.0、Q0.1滑台工进快退YV3Q0.2滑台快退初始化脉冲SM0.1将初始状态S0.1置位。
s7-200-plc-顺序控制梯形图的设计方法

梯形图总体结构:选择手动工作方式时手动 开关I2.0为1状态,将跳过自动程序,执行公 用程序和手动程序。选择自动工作方式时I2.0 为O状态,将跳过手动程序,执行公用程序和 自动程序。
例:某机械手用来将工件从A点搬运到B 点(图5-16),控制面板(图5-17),外部 接线图(图5-18)。
5.4.1 使用起保停电路的编程方法
用存储器位来代表步具有概念清楚、 编程规范、梯形图易于阅读和查错等优点。
5.1.2 选择序列的编程方法(分支、合并)
选择序列应用举例
5.1.3 并行序列编程方法(分支、合并)
5.2 以转换为中心的顺序控制梯形图设计 方法
5.2.1 单序列编程
1.特点:梯形图与转换实现的基本规则之间有 着严格的对应关系。在设计复杂的顺序功能图 的梯形图时既容易掌握,又不容易出错。
5.2.2 选择序列编程方法
5.2.3 并行序列编程方法
应用举例
5.3 使用SCR指令的顺序控制梯形图设计 方法
5.3.1顺序控制继电器指令 顺序控制继电器s专门用于编制顺序控制程序。
装 载 顺 序 控 制 继 电 器 (Load Sequence Control Relay) 指 令 “ LSCR s-bit” 用来 表 示一个SCR段(即顺序功能图中的步)的开始。
顺序控制继电器结束(sequence Control Relay End)指令SCRE用来表示SCR段的结束。
顺序控制继电器转换(sequence Control Relay Transition)指令“SCRT S-bit” 用来 表示SCR段之间的转换,即步的活动状态的转 换。
使用SCR时有如下的限制: 不能在不同的程序中使用相同的s位; 不能在SCR段之间使用JMP及LBL指令,即不
《S7-200 SMART PLC应用技术》课后习题答案模块1-5全

模块一S7-200 SMART PLC基本指令的应用任务1.1 答案1.填空题(1)计算机(Computer)技术、控制(Control)技术、通信(Communication)技术(2)整体式、模块式(3)CPU(中央处理器)、存储器、输入/输出(I/O)接口电路、电源、外部设备接口、I/O(输入/输出)扩展接口(4)继电器输出、晶体管输出、晶闸管输出(5)循环扫描,输入采样、程序执行和输出刷新(6)20点、30点、40点、60点;经济型、标准型(7)漏型、源型(8)36、24(9)60(10)3、1002.选择题(1)B (2)B (3)A、B (4)A (5)C3.分析题(1)S7-200 SMART PLC的数字量输入端不可以同时接NPN和PNP两种传感器。
(2)继电器输出型的PLC既可以带直流负载,也可以带交流负载;晶体管输出型的PLC只能带直流负载。
(3)S7-200 SMART晶体管输出型PLC的数字量输出端不可以接漏型设备。
(4)有一台CPU SR40的PLC,控制一只DC24V的电磁阀和一只AC 220V的接触器线圈,PLC的输出端如何接线?任务1.2 答案1.填空题(1)Windows XP SP3(仅32位)、Windows 7(32位和64位)(2)组织编辑项目、提供指令(3)注释、变量的状态、硬件组态、设置通信2.分析题(1)硬件组态的任务就是用系统块生成一个与实际硬件系统相同的系统。
硬件组态包括CPU型号、扩展模块、信号板的添加以及它们相关参数的设置。
(2)按“仅绝对”地址、“符号:绝对”地址和“仅符号”地址来显示参数。
(3)①网线是否连接好。
检查网络电缆是否连接好,在CPU本体左上角以太网接口处有“以太网状态”指示灯“LINK”,此灯常亮表示以太网连接成功。
②检查编程设备的IP地址是否与CPU的IP地址在同一网段中。
编程设备必须与CPU在同一网段中。
S7-200 SMART CPU预置的IP地址为:192.168.2.1。
第6章S7-200PLC顺序控制程序设计方法.

08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
08:09:56
Байду номын сангаас
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
初始步
转移条件
工作步
08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
三个电机顺序启停 的控制程序
手动启动按钮i00泵p1接触器q001号容器满i01泵p2接触器q011号容器空i02泵p3接触器q022号容器满i03泵p4接触器q032号容器空i04泵p5接触器q043号容器满i05泵p6接触器q053号容器空i06加热器接触器q064号容器满i07搅拌器接触器q074号容器空i10温度传感器i1109
08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
6.1.2 步(状态)与动作
顺序控制设计法的最基本思想:
将系统的一个工作周期划分为若干个顺序相连的阶段,这些阶 段称为步,并用编程元件来代表各步。步是根据输出量的状态来划 分的,在任何一步之内,各输出量的ON/OFF状态不变,但相邻两 步输出量总的状态是不同的。步的划分使代表各步的编程元件的状 态与各输出量的状态之间有着极为简单的逻辑关系。
转换条件控制代表各步的编程元件,让它们的状态按一定的控 制顺序变化,然后用代表各步的编程元件去控制PLC的各输出。
步用方框表示,并用辅助存储器的编号作为步的顺序编号。
08:09:56
天津职业技术师大自动化学院
第6章 S7-200PLC顺序控制程序设计方法
图5-11 波形图
第4章 顺序功能图(SFC)及步进顺控指令 《西门子PLC系统综合应用技术》课件
4.3.4 跳转和循环结构
顺序结构、选择性分 支结构和并发性分支 结构是功能图的基本 形式。多数情况下, 这些基本形式是混合 出现的,跳转和循环 是其典型代表。利用 顺序功能图语言可以 很容易实现流程的循 环重复操作。在程序 设计过程中可以根据 状态的转移条件,决 定流程是单周期操作 还是多周期循环,是 跳转还是顺序向下执 行。
顺序功能图sfc及步进顺控指令41顺序功能图的基本概念411顺序功能图的产生顺序功能图sfc又称为流程图或状态转移图它是一种真正的图形化的编程语言是专用于工业顺序程序控制设计的一种功能性说明语言它能完整地描述控制系统的工作过程功能和特性是分析设计电气控制系统控制程序的重要工具
西门子PLC系统综合应用技术
4.4.3 3台电动机顺序起动逆序停止控制举例
4.4.3 3台电动机顺序起动逆序停止控制举例
4.4 步进顺序控制指令应用举例 4.4.1 大小球分拣系统控制举例
控制要求:大小球分拣系统示意图如图所示,初始状态机械臂处于原点(压 着左限位和上限位),吸球用的电磁吸盘断电。按下启动按钮,机械臂下行, 碰到下限位停止下行,电磁吸盘通电吸球。如吸住的是小球,大小球检测磁 性开关为ON; 如吸住的是大球,大小球检测磁性开关为OFF。延时1s后,机 械臂上行。碰到上限位停止上行开始右行,根据吸住的大小球不同,分别到 达小球右限位或大球右限位处停止。然后,机械臂下行碰到下限位停止下行, 电磁吸盘断电把球放到小球箱或大球箱。再延时1s后,机械臂上行、左行返 回原点。如果不按停止按钮,系统自动开始下一个工作周期的循环;如果按 下停止按钮,系统要完成此工作周期后,回到原点才停止。再次按下启动按 钮,系统重新开始工作。SFC图和梯形图篇幅太大,请参照教材图。
4.4.2人行横道线按钮式交通灯控制举例
PLC可编程序复习题参考答案2018
1 可编程序控制器(PLC)是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
【答案】T2 可编程序控制器一般由CPU、存储器、输入/输出接口、电源等组成。
【答案】T3 循环扫描工作方式是PLC的一大特点,也可以说PLC是“并行”工作的,而继电器控制系统是“串行”工作的。
【答案】T4 PLC应用广泛,其最基本的应用是开关逻辑控制,使用PLC来取代传统继电控制、顺序控制。
【答案】T5 PLC中专门用来接受外部用户输入设备,称中间继电器。
【答案】F6 可编程序控制器没有在线修改功能【答案】F7 可编程控制器仅可以单机控制。
【答案】F8 PLC机产品技术指标中的存储容量是指其内部用户存储器的存储容量。
【答案】T9 公认的世界第一台可编程序控制器是1969年由英国公司发明的。
【答案】F10 FX2N机型主机只能是直流供电,其电压为24V。
【答案】F11 PLC必须采用单独接地。
【答案】T12 可编程序控制器的输入端可与机械系统上的触点开关、接近开关、传感器等直接连接。
【答案】T13 FX2N系列PLC编程允许双线圈输出。
【答案】F14 PLC的特殊继电器指的是提供具有特定功能的内部继电器。
【答案】T15 在PLC程序的一个逻辑行中,当几条支路串联时,串联触点多的应尽量放在下面。
【答案】F16 PLC中T是实现断电延时操作指令,输入由ON变为OFF时,定时器开始定时,当定时器的输入为OFF或电源断开时,定时器复位。
【答案】F17 FX2N系列PLC给用户提供了256个定时器,其编号范围为T1~T256。
【答案】F18 32位增/减计数器,它的增减方向由特殊继电器M8200-M8234设定。
19 在FX2N系列的指令中,STL是基本指令。
【答案】F20 脉冲触点指令的操作元件仅在上升沿/下降沿时使驱动的线圈导通一个扫描周期。
【答案】T21 LD指令用于将常闭触点连接到母线上。
【答案】F22 线圈驱动指令不能驱动的操作元件是X。
7模块一任务7 冲床冲压工件的PLC控制

基本知识 -顺序控制设计法
• 顺序控制程序设计方法的基本思路 • 所谓顺序控制,就是按照生产工艺预先规定的顺序,在
各个输入信号的作用下,根据内部状态和时间的顺序, 在生产过程中各个执行机构自动地有序地进行操作。 • 顺序设计法最基本的思想是将系统的一个工作周期划分 为若干个顺序相连的阶段,这些阶段称为步(Step), 并用编程元件(如位存储器M和顺序控制继电器S)来代 表各步。步是根据输出量的状态变化来划分的,在任何 一步之内,各输出量的接通和断开的状态不变,但是相 邻两步输出量总的状态是不同的。这样的划分方法使得 代表各步的编程元件的状态与各输出量的状态之间有着 极为简单的逻辑关系。
任务分析
• 该项任务中的冲压设备运行属于典型的顺序控制,可以采 用经验设计法设计,也可以采用顺序控制的设计方法编写 程序。而采用顺序控制法更容易理解,同时也提高了设计 程序的效率。在这个项目中,将重点介绍顺序控制方法及 顺序功能图的绘制。
基本知识
顺序控制方法就是一种针对工业生产过程中的典型顺序 控制,使用顺序功能图来指导编程的方法,它通用并且 容易掌握。使用顺序控制设计法时首先应根据系统的工 艺过程,画出顺序功能图,然后根据顺序功能图画出梯 形图。有的PLC生产厂家为用户提供了顺序功能图语言, 在编程软件中生成顺序功能图后便能完成编程工作。如 S7-GRAPH是SIEMENS公司SIMATIC工业软件中的工程工具, 是专门为S7系列的大中型PLC提供的高级编程工具,是通 过绘制顺序功能图的方法完成顺序控制编程。
基本知识 –顺序功能图的画法
基本知识 –顺序功能图的基本结构
• 单序列 • 单序列顺序功能图是由一系列相继触发的步组
成,每一步都后面只有一个转换,每一个转换 后面也只有一个步。图1.7.3就是单序列的顺序 功能图。
plc顺序功能图转化梯形图的精简编程解析

离散制造│DISCRETE MANUFACTURING│53 PLC顺序功能图转化梯形图的精简编程解析PLC sequence function diagram to trapezoid diagram of concise programming analysis• 湖北三峡职业技术学院 黄中玉 Huang Zhongyu• 长江大学地球科学学院 蔡永香 Cai Yongxiang摘 要:本文以西门子PLC为例,在对多种编程方法进行剖析的基础上提出用移位寄存器思路和递增(INC)指令进行步进顺控编程,使复杂程序变得简洁,使程序的调试、修改及阅读变得容易,从而能大幅度提高程序编制和调试的效率,对初学者以及中小型企业的PLC技术人员有很大的帮助和推广使用意义。
关键词:PLC 步进顺控 专用指令 S/R指令 移位指令 递增指令Abstract: Based on Siemens PLC as an example, on a variety of programming methods are analyzed with the shift register isproposed on the basis of thought and increasing (INC) stepping sequence control programming instructions to make complexprogram becomes concise, it easy to make the program debugging, modification and reading, which can greatly improve theefficiency of programming and debugging, for beginners as well as small and medium-sized enterprise PLC has a lot to help andpromote the use of technical personnelKey words: PLC Stepping sequence control Special instructions S/R instruction Shift instruction Increasing orders【中图分类号】TP313 【文献标识码】B 文章编号1606-5123(2019)12-0053-031 引言步进顺序控制编程法是PLC程序编制的重要方法。
7. 顺序控制指令及其应用
SB
启动
前进
后退
M
SQ2
SQ1
SQ3
状态转移图
台车自动往返的控制要求:
1.按下启动按钮SB,电动机M正转,台车前进,碰到 限位开关SQ1后,电动机M反转,台车后退。
2.台车后退碰到限位开关SQ2后,台车电动机M停转, 台车停车5s后,第二前进,碰到限位开关SQ3,再次后退。
3.当后退再次碰到限位开关SQ2时,台车停止。
电机M 正转
电机M 反转
S0.3
延时5s
延时
S0.4 SQ3
S0.5 SQ2
电机M 正转
电机M 反转
状态转移图
根据I/O分配表绘制接线图:
SB SQ1 SQ2 SQ3 M I0.0 I0.1 I0.2 I0.3
PLC
L1
Q0.0 Q0.2
FU
~220V KM1
KM2
SM0.1
S0.0
SB S0.1
SQ1 S0.2
SQ2
电机M 正转
电机M 反转
S0.3
延时5s
延时
S0.4 SQ3
S0.5 SQ2
电机M 正转
电机M 反转
状态转移图
根据I/O分配表、 接线图,将输出、输入 点位替代流程图中的转 移条件和动作状态。
SM0.1
S0.0
I0.0 Q0.0 S0.1
I0.1 Q0.1 S0.2
I0.2
S0.3
S0.5 SQ2
电机M 正转
电机M 反转
状态转移图
根据要求完成I/O分配表: SB 启动按钮 I0.0 SQ1 限位开关 I0.1 SQ2 限位开关 I02 SQ3 限位开关 I0.3 KM1 电动机正转 Q0.0 KM2 电动机反转 Q0.1
《PLC技术与应用》课程标准

《PLC技术与应用》课程标准一、课程名称PLC技术与应用二、适用专业机电技术应用三、参考课时64四、课程性质与任务可编程序控制器技术广泛应用在机械加工过程、产品装配、食品包装、冶金等各个领域,可编程序控制器采用易学易懂的梯形图语言,它是以计算机软件技术构成人们惯用的继电器模型,形成一套独具风格的以继电器梯形图为基础的形象编程语言,梯形图使用的符号和定义与常规的继电器展开图完全一致,电气操作人员使用起来得心应手,是机电一体化技术专业人员必须掌握的一门应用技术。
本课程在学习PLC简要工作原理和它的编程技术之后,结合实际需要进行应用设计,训练培养学生PLC技术应用、设计和开发小型自动化控制系统的综合运用能力。
本课程的项目是依据以工作过程为导向,以典型工作任务为基点,综合理论知识、操作技能和职业素养为一体的思路设计。
通过完成项目的学习,学生不但能够真正掌握PLC技术与应用,还能够全面培养其团队协作、沟通表达、工作责任心、职业道德与规范等综合素质,使学生通过学习的过程掌握工作岗位所需的各项技能和相关专业知识。
毕业后能够直接上岗,实现就业的零距离。
五、课程的基本理念现代社会对高素质技能型人才的高、新要求引起评价体系的深刻变化,中职课程应建立合理、科学的课程体系,包括知识目标、能力目标、思想教育目标等方面。
教学既要关注学生学习的结果,更要关注他们学习的过程;既要关注学生知识、能力的水平,也要关注他们在教学活动中所表现出来的情感态度的变化。
在中职教育中,教学应建立多元化的目标,关注学生个性、潜能与可持续发展性。
注重培养学生的职业能力;建立合理、科学的评价体系。
六、课程的设计思路本课程着眼于学生的终身学习与可持续性发展,关注学生素质,关注学生职业岗位能力的培养。
该课程是依据“维修电工专业工作任务与职业能力分析表”中的维修电工中级工工作项目设置的。
其总体设计思路是,打破以知识传授为主要特征的传统学科课程模式,转变为以工作任务为中心组织课程内容,并让学生在完成具体项目的过程中学会完成相应工作任务,并构建相关理论知识,发展职业能力。
西门子Slc指令系统

指令说明 [一] 指定触点一旦被置位,则保持接通状态,直到 对其进行复位操作;而指定触点一旦被复位,则变为接 通状态,直到对其进行复位操作. (二) 如果对定时器和计数器进行复位操作,则被 指定的T或C的位被复位,同时其当前值被清0。
复位优先、置位优先锁存器 复位优先锁存器、置位优先锁存器
输出线圈可选
PV =
加减计数器及其时序图 四
传送带控制
一个能够电气启动的传送带.在传送带的起点有两个按钮开 关 用于START的S一和用于STOP的S二。在传送带的尾部也有 两个按钮开关:S三用于START,S四用于STOP。可以从任一端 启动或停止传送带。另外,当传送带上的物件到达末端时,传 感器S五使传送带停机。
产品通过检测器
PH
传送带电机 KM1
机械手 KM2
计数器应用举例 产品数量检测
产品通过检测器
PH
传送带电机 KM1
(每二四个产品 机械手动作一次)
机械手 KM2
PLC的I/O分配: I0.0— 传送带停机按钮 I0.1—传送带起动按钮 I0.2— 产品通过检测器PH
Q0.0—传送带电机KM1 Q0.1—机械手KM2 定时器,定时2秒 计数器,设定值24
参数 CU、CD R ( CTU、CTUD )
数据类型 BOOL BOБайду номын сангаасL
说明
加计数或减计数,按加或减 一计数
将计数值重置为零
LOAD (CTD、CTUD) BOOL
PV
SInt、Int、DInt、 USInt、UInt、UDInt
Q、QU
BOOL
预设值的装载控制 预设计数值 CV >= PV 时为真
每个定时器都使用一个存储在数据块中的结构来保存定时器数 据。 在编辑器中放置定时器指令时可分配该数据块。
S7-200 PLC的指令系统并行序列

Q0.2
Q0.3
Q0.4 S0.5 I0.6
Q0.4
(a) 张 树 成
(b)
并行序列
3.S0.5为汇合状态,等 二个分支流程动作全部结 束时,一旦I0.5为ON, S0.5就开启。若其中一个 分支没有执行完,S0.5就 不可能开启。所以又叫排 队汇合(这一点与单流程 或选择性分支不同,同一 时间可能有两个或两个以 上状态处于开启状)。
I0.5 S0.5 I0.6
Q0.4
张
树
成
张
树
成
S0.0 I0.0 Q0.0 S0.3 I0.4 S0.4 Q0.3 Q0.2
分支2 分支 程序
S0.5
I0.5
Q0.4
S0.4 SCRT
I0.6
张
树
成
选择序列
SCRE S0.4 SCR SM0.0 Q0.3 SM0.1
分支2 分支 程序
S0.0 I0.0 Q0.0 Q0.2 S0.3 Q0.1 I0.4 S0.4 Q0.3
S7-200CN可编程序控制器
顺序控制
(并行序列)
张 树 成
并行序列
并行分支状态转移图的特点: 多个流程分支可同时执行的分支流程 称为并行分支。如图所示,就是并行分支 状态转移图
张
树
成
并行序列
SM0.1 S0.0 I0.0 Q0.0 S0.1 I0.1 S0.2 Q0.1 S0.3 I0.4 S0.4 Q0.3 Q0.2
I0.5 S0.5 I0.6
Q0.4
张
树
成
并行序列
SM0.1 S0.0 S 1 S0.0 SCR S0.1 SCRT SM0.1 S0.0 I0.0 Q0.0 Q0.2 S0.3 Q0.1 I0.4 S0.4 Q0.3
西门子TIA博途软件SCL语言编程应用案例
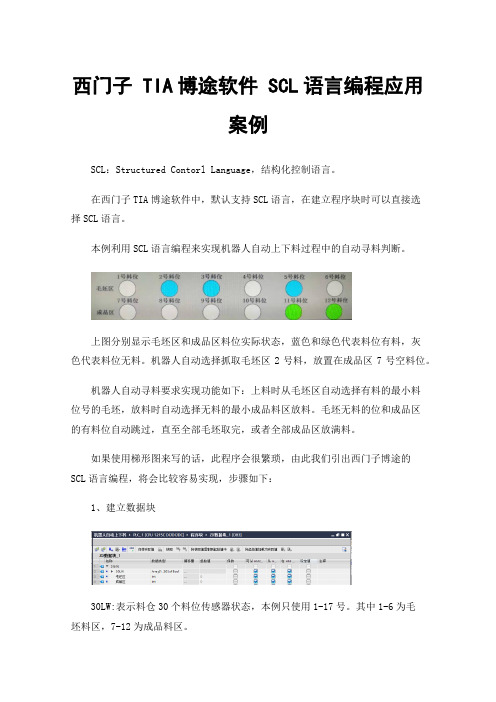
西门子 TIA博途软件 SCL语言编程应用案例SCL:Structured Contorl Language,结构化控制语言。
在西门子TIA博途软件中,默认支持SCL语言,在建立程序块时可以直接选择SCL语言。
本例利用SCL语言编程来实现机器人自动上下料过程中的自动寻料判断。
上图分别显示毛坯区和成品区料位实际状态,蓝色和绿色代表料位有料,灰色代表料位无料。
机器人自动选择抓取毛坯区2号料,放置在成品区7号空料位。
机器人自动寻料要求实现功能如下:上料时从毛坯区自动选择有料的最小料位号的毛坯,放料时自动选择无料的最小成品料区放料。
毛坯无料的位和成品区的有料位自动跳过,直至全部毛坯取完,或者全部成品区放满料。
如果使用梯形图来写的话,此程序会很繁琐,由此我们引出西门子博途的SCL语言编程,将会比较容易实现,步骤如下:1、建立数据块30LW:表示料仓30个料位传感器状态,本例只使用1-17号。
其中1-6为毛坯料区,7-12为成品料区。
2、完成料位传感器和机器人料位号数据处理ID8是外部30个料位传感信号输入,将外部30个料位信号传给30LW数据将毛坯区和成品区料位信息传送给机器人1.在程序段插入SCL程序段1.打开基本指令中的程序控制指令,选择所需要的指令编程4、编程方法一:该方法使用IF条件执行指令XZ1是发给机器人取料料位信号,XZ1为发给机器人放料料位信号此段程序处理毛坯区料位判断。
当1号料位有料时,毛坯区料位号为1,如果无料则执行下一条(即2号料位判断)。
如果1-6号都无料,则毛坯区料位号为0此段程序处理成品区料位判断。
当7号料位无料时,则成品区料位号为7,如果该料位有料则执行下一条(即8号料位判断)。
如果7-12号都有料,则成品区料位号为0这种方法通俗易懂,但程序会随着料位的增加而增加,料位越多,程序就会越长。
方法二:该方法程序使用FOR:在计数循环中执行指令,配合IF条件执行指令。
通过PLC循环扫描方式让7减(1至6),得出料位传感器从(6至1)循环执行,料位传感器(6至1)任意一位为1则把7减(1至6)值给到毛坯区。
西门子SCL编程实例多个灯的逻辑控制程序
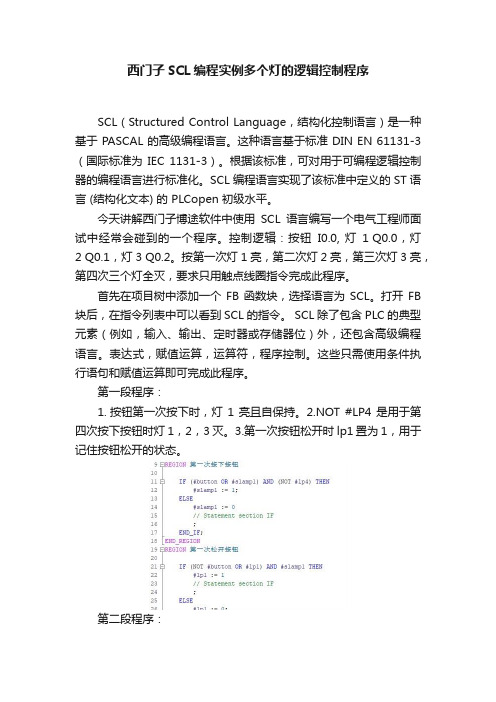
西门子SCL编程实例多个灯的逻辑控制程序SCL(Structured Control Language,结构化控制语言)是一种基于 PASCAL 的高级编程语言。
这种语言基于标准 DIN EN 61131-3(国际标准为IEC 1131-3)。
根据该标准,可对用于可编程逻辑控制器的编程语言进行标准化。
SCL 编程语言实现了该标准中定义的 ST 语言 (结构化文本) 的 PLCopen 初级水平。
今天讲解西门子博途软件中使用SCL语言编写一个电气工程师面试中经常会碰到的一个程序。
控制逻辑:按钮I0.0, 灯1 Q0.0,灯2 Q0.1,灯3 Q0.2。
按第一次灯1亮,第二次灯2亮,第三次灯3亮,第四次三个灯全灭,要求只用触点线圈指令完成此程序。
首先在项目树中添加一个FB函数块,选择语言为SCL。
打开FB 块后,在指令列表中可以看到SCL的指令。
SCL 除了包含 PLC 的典型元素(例如,输入、输出、定时器或存储器位)外,还包含高级编程语言。
表达式,赋值运算,运算符,程序控制。
这些只需使用条件执行语句和赋值运算即可完成此程序。
第一段程序:1. 按钮第一次按下时,灯1亮且自保持。
2.NOT #LP4是用于第四次按下按钮时灯1,2,3灭。
3.第一次按钮松开时lp1置为1,用于记住按钮松开的状态。
第二段程序:1.第二次按下按钮时,灯2亮。
2.第二次按钮松开时lp2置为1。
第三段程序:1.第三次按下按钮时,灯3亮。
2.第三次按钮松开时lp3置为1第四段程序:1.第四次按下按钮时,灯1,2,3全灭。
用lp4断开灯1后,其它灯依次断开2.第四次松开按钮,接通lp5,然后再断开lp4,lp5,便于再一次启动。
在OB1中调用FB3函数块,自动生成一个FB3的背景数据块DB5,通过按钮I0.0测试,灯1,2,3的通断符合控制要求此程序用计数指令,移位指令,置位复位指令或者比较传送指令都可以完成。
在面试时会要求只使用线圈触点指令完成程序,这样增加了难度,更能考验逻辑思维能力。
西门子PLC实现顺序控制的应用方法
对于多数没有掌握步进思想的编程者来说,不 太理解同一控制系统中,有些输出量在多步中始终 保持接通,却分在几步进行?对于此问题,应从以
第 25 卷第 1 期 2014 年 3 月
阜阳职业技术学院学报 JOURNAL OF FUYANG VOCATIONAL AND TECHNICAL COLLEGE
Vol.25No.1 Mar.2014
西门子 PLC 实现顺序控制的应用方法
程阔
(阜阳职业技术学院,安徽 阜阳 236031)
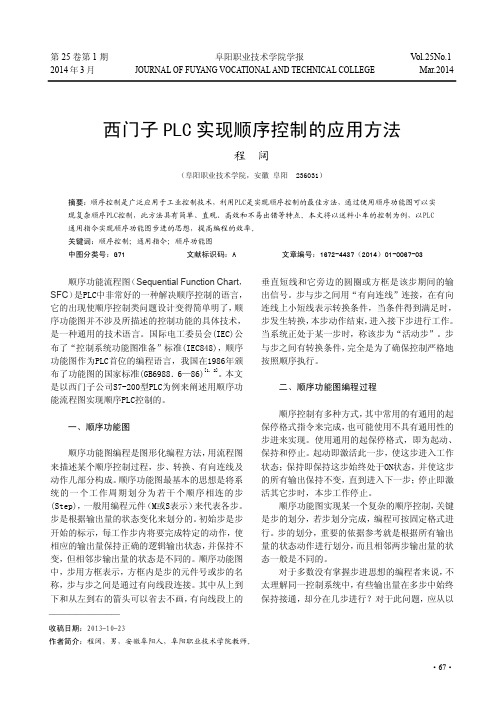
摘要:顺序控制是广泛应用于工业控制技术,利用PLC是实现顺序控制的最佳方法,通过使用顺序功能图可以实
现以送料小车系统示意图如图1所示,PLC接线 图如图2所示,指出顺序控制设计的基本方法。
料仓
左行
送料小车
右行
SQ1
SQ2
料仓
图 1I/O 接线图
工作过程描述:初始位置,小车在左端,左限 位开关SQ1(I0.2)被压下。按起动按钮SB1(I0.0), 小车开始装料。8s后装料结束,小车自动向右运行, 碰到右限位开关SQ2(I0.3时,停止右行,小车开始
垂直短线和它旁边的圆圈或方框是该步期间的输 出信号。步与步之间用“有向连线”连接,在有向 连线上小短线表示转换条件,当条件得到满足时, 步发生转换,本步动作结束,进入接下步进行工作。 当系统正处于某一步时,称该步为“活动步”。步 与步之间有转换条件,完全是为了确保控制严格地 按照顺序执行。
二、顺序功能图编程过程
在小车一个工作循环中,行程开关的状态的变 化,并不一定会引起输出的变化,只有引起激活下 一步的转换条件成立,输出量才可能变化,否则不 会引起当前步输出的变化,此属于单序列。设计的 顺序功能图如图3所示。
关于西门子200smart顺控指令的应用

编程与硬件选型有关,请问选择的电磁阀是几位几通的,油缸的电控阀呢?这个程序很简单的,给个思路你自己编编就好了1)系统上电,初始化各标志位2)检查运转准备条件,是否在原点位置3)自动模式已选择,STEP1运行条件满足,等待启动命令中,黄灯4)得到启动命令,执行STEP1动作,并传输运行步标志1到标志寄存器中,STEP1动作执行到位(检测开关有信号)传送运行标志位2到标志寄存器中,STEP2的运行条件是比较2与标志寄存器中的值是否相等。
以此类推。
整个过程正常运行,亮绿灯。
5)编程报警等。
按你的描述,可以试试顺控指令。
顺控指令的开始步先处理一些顺控指令中应用到的地址区、中间变量、数据等做初始化操作,初始化操作完成后,执行回原点操作,待原点(一些需要的位置、输出到位后),才能执行顺序的动作,这个是做顺控指令应用必须有的基本步骤。
参考链接:/club/bbs/post.aspx?a_id=1329 915&b_id=3&s_id=1&num=6#anch西门子200smart顺控指令仍然沿用了原西门子200的顺控指令的基本特征,方便用户进行一些对有规律可循的顺序控制逻辑,应用十分广泛。
基于多年来对基本程序控制编辑的心得,特制作一个顺控指令模板,以供大家参考借鉴。
首先介绍一下西门子200smart PLC顺控指令的含义:SCR:指令将该指令所引用的S 位的值装载到SCR 和逻辑堆栈。
SCRT:指令标识要启用的SCR 位(要设置的上、下一个S_bit)。
SCRE:指令标设有条件或者无条件结束被激活了的S_bit。
编写顺控指令事先需要考虑的一些问题:1)初始化顺控指令程序内的数据范围区、顺控步,初始操作完成后启动顺控指令。
这步必须写,无论是从系统手册或者其它帮助文件中,看到的仅仅是说明了一些顺控指令的具体用法,而没有系统性地描述顺控指令的具体应用。
该步旨在规避启用顺控指令时,对初次使用或者由特殊原因引起的重新调用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
符号
中断例行程序注释
网络 1
网络标题
网络注释
变量类型 TEMP TEMP TEMP TEMP
数据类型
注释
7/7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
注释
6/7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
图5-13使用SCR的选择序列与并行序列 / INT_0 (INT0)
块:
INT_0
作者:
创建时间: 2004.10.21
修改时间: 2004.10.21
22:34:36 23:54:16
网络 8 I0.1
网络 9 SCRE
网络 10 S0.2 SCR
网络 11 SM0.0
S0.3 SCRT
Q0.2
网络 12 I0.3
S0.3 SCRT
2/7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
网络 13 SCRE
网络 14 S0.3 SCR
网络 19 SM0.0
图5-13使用SCR的选择序列与并行序列 / MAIN (OB1) Q0.4
网络 20 I0.5
网络 21 SCRE
网络 22 S0.6 SCR
网络 23 SM0.0
S0.5 SCRT
Q0.5
网络 24 I0.6
网络 25 SCRE
S0.7 SCRT
4/7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
网络 26 S0.5
网络 27 S1.0 SCR
网络 28 SM0.0
图5-13使用SCR的选择序列与并行序列 / MAIN (OB1)
S0.7
S1.0 S 1
S0.5 R 1
S0.7 R 1
Q0.6
网络 29 I1.0
网络 30 SCRE
S0.0 SCRT
5/7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
图5-13使用SCR的选择序列与并行序列 / SBR_0 (SBR0)
块:
SBR_0
作者:
创建时间: 2004.10.21
修改时间: 2004.10.21
22:34:36 23:54:16
符号 EN
子例行程序注释
网络 1
网络标题
网络注释
变量类型 IN IN IN_OUT OUT TEMP
数据类型 BOOL
网络 15 SM0.0
图5-13使用SCR的选择序列与并行序列 / MAIN (OB1) Q0.3
网络 16 I0.4
网络 17 SCRE
网络 18 S0.4 SCR
S0.4 SCRT
S0.6 SCRT
3/7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
图5-13使用SCR的选择序列与并行序列 / MAIN (OB1)
块:
MAIN
作者:
创建时间: 2004.10.21
修改时间: 2004.10.26
22:34:36 15:53:14
符号
程序注释 网络 1 网络注释
网络标题
SM0.1
变量类型 TEMP TEMP TEMP TEMP
S0.1 R 8
S0.0 S 1
数据类型
注释Leabharlann 网络 2S0.0 SCR
网络 3 I0.0
S0.1 SCRT
网络 4 I0.2
S0.2 SCRT
网络 5 SCRE
1/7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
网络 6 S0.1 SCR
网络 7 SM0.0
图5-13使用SCR的选择序列与并行序列 / MAIN (OB1) Q0.1