轴卡规格表
CK系列数控车床规格说明书
CK系列数控卧式车床规格说明书产品型号C K数控系统一、CK系列数控卧式车床介绍本系列机床是由资深的技术团队自主研发,设计过程参考和吸收国内外知名机床厂的先进技术,并进行改进和优化,使本机床相对于同类产品具有较大的技术和性能优势。
该系列数控车床最大加工直径由Φ80mm至Φ560mm不等,最大加工长度由160mm至475mm不等,故可车削加工各种中型、小型复杂的轴类、盘类工件;此外还具有两坐标直线插补、圆弧插补、螺旋线插补,车、镗、钻、扩、铰孔、攻丝等多种功能,选配功能部件后能实现车铣复合加工或一次装夹两端面加工。
因此,本机床具有极高的性价比,广泛被用于五金、汽车、模具、航空航天、军工等各种领域,并使客户取得良好的经济效益。
本系列机床分为小型CK3系列和中型CK5系列,CK3系列包括CK35/P、CK35/T、CK38/P、CK38/T,CK5系列包括CK45/P、CK45/T、CK50/P、CK50/T、CK56/P、CK56/T。
其中P系列是排刀架形式,T系列是回转刀塔形式。
(一)本机床主要特点:1、机床结构方面:该系列数控车床的铸件加厚了承载截面,导轨分布采用和加大跨距设计,使得机床具有高强度,保证动态刚性和精度。
床身采用45°斜床身结构,床身床脚一体式铸造,具有较高的稳定性和吸震性能,有较佳的排屑性能;CK3系列床身水箱一体式设计,增加了机床的刚性,配合整体钣金彻底解决渗漏问题;CK5系列床身采用筒型筋结构设计,增强了机床的刚性。
主轴箱采用密布筋板散热,确保主轴轴向加工精度。
丝杠采用预拉伸结构,远离电机端轴承座采用与床身或床鞍整体铸造的结构,提高传动副的刚性。
机床外观时尚实用,防护性能好;导轨防护不采用多层拉伸罩,将其移动时对机床精度影响降到最低。
2、机床制造方面:A、零件材质:机床床身、主轴箱、床鞍等主要铸件均采用集团母公司优质的树脂砂造型的特高强度铸铁,刚性好、稳定性强。
并经过二次退火等时效处理,对比同类产品使用振动时效处理能更好地消除应力变形。
销轴尺寸规格表

机械制造工艺与夹具课程设计指导:《机械制造工艺与夹具课程设计指导》是2015年国防工业出版社出版的图书,作者是关月华。
内容简介:本书详细介绍了最新版本机床夹具设计国家标准以图例方式将部分标准件与实际应用相结合同时将作者多年来从事机械制造工艺及夹具设计实践经验融入教材通过查阅本教材标准件在机械零件工艺编制及夹具设计过程中可轻松进行夹具设计标准件选用及夹具CAD 图的绘制本教材内容简洁全面实用性强本书既可作为高等学校机械专业的实训教材也可供机械制造工艺及夹具设计技术人员参考。
目录:第1章机械制造工艺过程卡编制步骤及机床夹具设计过程11.1机械制造工艺过程卡编制步骤11.2机床夹具设计全过程31.2.1机床夹具设计原则31.2.2机床夹具设计过程31.2.3机床夹具装配图绘制要求及步骤31.2.4夹具总图上应标注的尺寸、尺寸公差及技术要求41.2.5零件图拆绘51.2.6编写设计说明书51.2.7机床夹具设计定位与夹紧符号(JB/T 5061—2006)6第2章部分定尺寸刀具尺寸规格72.1麻花钻尺寸及规格72.2扩孔钻尺寸规格82.3铰刀尺寸规格82.4铣刀尺寸规格9第3章机械零件加工工艺过程卡编制113.1台阶轴机械加工工艺过程卡编制11[LL]3.2轴套机械加工工艺过程卡编制153.3固定板机械加工工艺过程卡编制163.4减速机箱体类零件机械加工工艺过程卡编制18 第4章机床夹具设计常用零件及部件204.1机床夹具设计常用定位零件204.2机床夹具设计常用夹紧元件534.3铣床夹具设计常用对刀元件1094.4钻床夹具设计常用导向元件1124.5机床夹具常用起吊元件119第5章机床夹具设计实例1275.1油口法兰车床夹具设计实例1275.2销轴钻床夹具设计1295.3拨叉铣床夹具设计131第6章夹具标准件应用1366.1定位件应用1366.2辅助支承应用1406.3导向元件与对刀元件的应用1416.4夹紧元件应用1436.5其他元件应用168参考文献172机床夹具设计常用零件及部件204.1机床夹具设计常用定位零件20表4-1定位衬套的结构形式和尺寸规格20表4-2小定位销的结构形式和尺寸规格22表4-3固定式定位销的结构形式和尺寸规格23 表4-4定位插销的结构形式和尺寸规格25表4-5定位键的结构形式和尺寸规格28表4-6V形块的结构形式和尺寸规格29表4-7固定V形块的结构形式和尺寸规格30 表4-8活动V形块的结构形式和尺寸规格31 表4-9导板的结构形式和尺寸规格32表4-10薄挡块的结构形式和尺寸规格33表4-11厚挡块的结构形式和尺寸规格34表4-12手拉式定位器的结构形式和尺寸规格35 表4-13定位销的结构形式和尺寸规格36表4-14导套的结构形式和尺寸规格37表4-15内涨器的结构形式和尺寸规格38表4-16本体的结构形式和尺寸规格39表4-17滑柱的结构形式和尺寸规格40表4-18六角头支承的结构形式和尺寸规格41表4-19顶压支承的结构形式和尺寸规格42表4-20圆柱头调节支承的结构形式和尺寸规格43 表4-21调节支承的结构形式和尺寸规格44表4-22球头支承的结构形式和尺寸规格45表4-23自动调节支承的结构形式和尺寸规格46 表4-24支承的结构形式和尺寸规格47表4-25挡盖的结构形式和尺寸规格48表4-26衬套的结构形式和尺寸规格48表4-27顶销的结构形式和尺寸规格49表4-28低支脚的结构形式和尺寸规格50表4-29支承板的结构形式和尺寸规格51表4-30支承钉的结构形式和尺寸规格524.2机床夹具设计常用夹紧元件53表4-31带肩六角螺母的结形式和尺寸规格53表4-32球面带肩螺母的结构形式和尺寸规格54 表4-33连接螺母的结构形式和尺寸规格54表4-34调节螺母的结构形式和尺寸规格55表4-35带孔滚花螺母的结构形式和尺寸规格56 表4-36蝶形螺母的结构形式和尺寸规格56表4-37压入式螺纹衬套的结构形式和尺寸规格57表4-38旋入式螺纹衬套的结构形式和尺寸规格58 表4-39手柄螺母的结构形式和尺寸规格59表4-40螺母的结构形式和尺寸规格60表4-41回转手柄螺母的结构形式和尺寸规格60表4-42螺母结构形式和尺寸规格61表4-43弹簧片的结构形式和尺寸规格62表4-44手柄的结构形式和尺寸规格62表4-45多手柄螺母的结构形式和尺寸规格63表4-46螺母的结构形式和尺寸规格64表4-47六角头压紧螺钉的结构形式和尺寸规格64 表4-48活动手柄压紧螺钉的结构形式和尺寸规格66 表4-49螺钉的结构形式和尺寸规格67表4-50球头螺栓的结构形式和尺寸规格68表4-51T形槽快卸螺栓的结构形式和尺寸规格69 表4-52钩形螺栓的结构形式和尺寸规格70表4-53活节螺栓的结构形式和尺寸规格71表4-54转动垫圈的结构形式和尺寸规格73表4-55光面压块的结构形式和尺寸规格74表4-56槽面压块结构形式和尺寸规格75表4-57圆压块的结构形式和尺寸规格76表4-58弧形压块的结构形式和尺寸规格77表4-59移动压板的结构形式和尺寸规格78表4-60转动压板的结构形式和尺寸规格79表4-61移动弯压板的结构形式和尺寸规格80表4-62转动弯压板的结构形式和尺寸规格81表4-63偏心轮用压板的结构形式和尺寸规格82表4-64平压板的结构形式和尺寸规格83表4-65U形压板的结构形式和尺寸规格84表4-66直压板的结构形式和尺寸规格85表4-67铰链压板的结构形式和尺寸规格86表4-68回转压板的结构形式和尺寸规格87表4-69双向压板的结构形式和尺寸规格88表4-70圆偏心轮的结构形式和尺寸规格90表4-71叉形偏心轮的结构形式和尺寸规格91表4-72双面偏心轮的结构形式和尺寸规格92表4-73偏心轮用垫板的结构形式和尺寸规格93表4-74钩形压板的结构形式和尺寸规格93表4-75钩形压板(组合)的结构形式和尺寸规格95表4-76套筒的结构形式和尺寸规格96表4-77立式钩形压板(组合)的结构形式和尺寸规格97 表4-78基座的结构形式和尺寸规格98表4-79端面钩形压板(组合)的结构形式和尺寸规格99 表4-80基座的结构形式和尺寸规格100表4-81压板的结构形式和尺寸规格101表4-82铰链轴的结构形式和尺寸规格102表4-83铰链支座的结构形式和尺寸规格103表4-84铰链叉座的结构形式和尺寸规格104表4-85开口垫圈的结构形式和尺寸规格105表4-86快换垫圈的结构形式和尺寸规格106表4-87球面垫圈的结构形式和尺寸规格107表4-88锥面垫圈的结构形式和尺寸规格108 4.3铣床夹具设计常用对刀元件109表4-89圆形对刀块的结构形式和尺寸规格109 表4-90方形对刀块的结构形式和尺寸规格109 表4-91直角对刀块的结构形式和尺寸规格110 表4-92侧装对刀块的结构形式和尺寸规格110 表4-93对刀平塞尺的结构形式和尺寸规格111 表4-94对刀圆柱塞尺的结构形式和尺寸规格111 4.4钻床夹具设计常用导向元件112表4-95固定钻套的结构形式和尺寸规格112表4-96可换钻套的结构形式和尺寸规格113表4-97快换钻套的结构形式和尺寸规格114表4-98钻套用衬套的结构形式和尺寸规格115 表4-99钻套螺钉的结构形式和尺寸规格116表4-100镗套的结构形式和尺寸规格117表4-101镗套用衬套的结构形式和尺寸规格118表4-102镗套螺钉的结构形式和尺寸规格1194.5机床夹具常用起吊元件119表4-103滚花把手的结构形式和尺寸规格119表4-104活动手柄的结构形式和尺寸规格120表4-105焊接手柄的结构形式和尺寸规格121表4-106起重螺栓的结构形式和尺寸规格122表4-107直手柄的结构形式和尺寸规格[HT5""SS]123 表4-108球头斜形方孔手柄的结构形式和尺寸规格124 表4-109球头手柄的结构形式和尺寸规格125表4-110螺纹头凸肚手柄的结构形式和尺寸规格126。
数控车(四级)工艺卡片
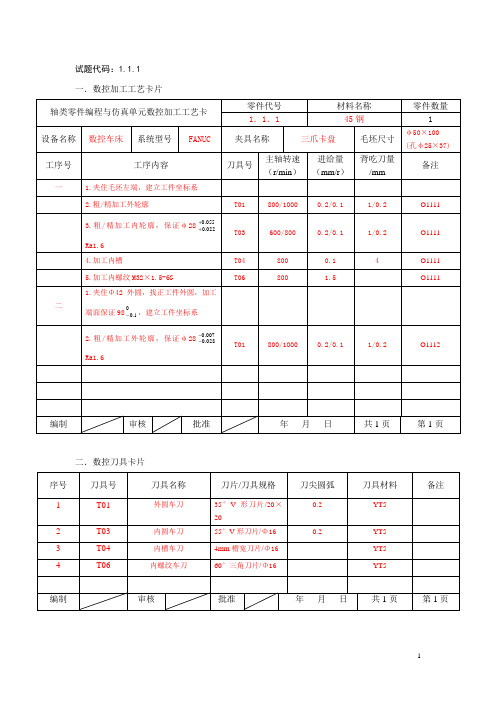
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
试题代码:1.2.2一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片。
内卡环标准
内卡环标准卡环在我们的生活中并不少见,许多人在使用各种机器设备时都会有轴槽、孔槽上零件轴不稳固的情况,而卡环在轴上或孔上就起着固定的作用,使得机器设备顺利运行。
卡环的分类卡环的分类常见的一共分为两种,分别是STW和RTW,STW代表的是轴卡,RTW代表的是孔卡。
卡环的规格尺寸轴用卡环的规格尺寸:标称为10时,挡圈d3标准尺寸为9.3,容许差为±0.15,t标准尺寸为1,容许差为±0.05,b约1.6,a约3,d0最小为1.2,可适用之轴(参考)d5为17,d1为10,d2标准尺寸为9.6,容许差为0—0.09,m标准尺寸为1.15,容许差为0.140,n 最小为1.5。
标称为14时,挡圈d3标准尺寸为12.9,容许差为±0.18,t标准尺寸为1,容许差为±0.05,b约2,a约3.4,d0最小为1.7,可适用之轴(参考)d5为22,d1为14,d2标准尺寸为13.4,容许差为0—0.11,m标准尺寸为1.15,容许差为0.140,n最小为1.5。
标称为24时,挡圈d3标准尺寸为22.2,容许差为±0.20,t标准尺寸为1.2,容许差为±0.06,b约3.1,a约4.2,d0最小为2,可适用之轴(参考)d5为33,d1为24,d2标准尺寸为22.9,容许差为0—0.21,m标准尺寸为1.35,容许差为0.140,n最小为1.5。
标称为40时,挡圈d3标准尺寸为37,容许差为±0.40,t标准尺寸为1.8,容许差为±0.07,b约4.5,a约5.8,d0最小为2.5,可适用之轴(参考)d5为53,d1为40,d2标准尺寸为38,容许差为0—0.25,m标准尺寸为1.95,容许差为0.140,n最小为2。
标称为100时,挡圈d3标准尺寸为94.5,容许差为±0.55,t标准尺寸为3,容许差为±0.09,b约9,a约9.5,d0最小为3,可适用之轴(参考)d5为119,d1为100,d2标准尺寸为96.5,容许差为0—0.35,m标准尺寸为3.2,容许差为0.180,n最小为3。
900连接手册

●接线示意说明:(具体的接线需查看伺服或变频器手册)
P-COMMAND示意图
V-COMMAND示意图
*ENCODER接线与正反转指令接至伺服驱动器相对应接脚(请参阅伺服驱动
器使用手册),建议以对绞线配接以降低噪声干扰若能以隔离网包覆最佳。
*注意控制器及伺服驱动器接地良好以避免干扰,伺服线隔离网需与接头相接。
●ST440210M面板I/O定义
5.
5.1 Tapping
5.1.1
●X1~X4、Y1~Y4定义参见1.1.1章节XI1~XI3及XO1~XO3定义
●P1~P4口定义参见2.1.1章节
●MPG口定义
Pin
Signal
Pin
Signal
Pin
Signal
1
MPG_A+
6
MPG_Z-
11
IN60
2
●MPG口定义
Pin
Signal
Pin
Signal
Pin
Signal
1
MPG_A+
6
MPG_Z-
11
IN60
2
MPG_A-
7
IN56
12
IN61
3
MPG_B+
8
IN57
13
IN62
4
MPG_B-
9
IN58
14
GND
5
MPG_Z+
10
IN59
15
VCC(+5V)
单端MPG手轮接线示意图
●面板I/O定义
P-COMMAND示意图
●MPG口定义
Pin
Signal
安全卡盘规格型号大全

安全卡盘规格内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.卷取安全卡盘为连续动作的卷轴提供安全、有效连接的装置,避免卷轴在运作过程中松动或旋紧,有效提高工效及产品品质。
重负荷设计使其可最大限度的承受卷重及轴速,使用单位可指定盘口硬度参数,以实现轴类和夹盘的完美结合。
广泛应用于涂布、分切、印刷、复卷、复合、造纸、制袋、塑料等相关卷取行业,特别适用于对纸管有较高圆度要求或采用表面收放卷的场合,能有效提高工效及产品品质。
安全卡盘系列:STO,STW,FLO,FLWFL-法兰式;ST-轴承座式方轴开口规格:19-25、22-30、30-40、40-50、50-80、80-120、120-180、170-200、170-230,还可按要求定制特殊盘口。
装卸简单,夹盘镀铬,通过动平衡测试、盘口更换方便快捷。
盘口类型:VT1(V型口)、VT2(U型口)、VT3(梯型口)、VT4(不带更换插口)。
安装方式:轴承座式和法兰式。
无轴卡盘:无论你正在使用什么样的气动装置或扭矩驱动卡盘,避免卷芯受损的关键在于是否有一个稳定、坚实的张紧力。
新的气动式金属胀键卡盘具有一个很广泛的接触面用于提供持续的张紧力而避免伤害到卷芯内部。
它意味着您在更换卷装时,不再需要用过拔、拉和敲打的方式来拆卸卡盘。
同样,它也可以通过在机器上直接维修和免工具适配器更换卷装,大幅减少停机时间和操作风险。
不超过5秒,只要很简单的两步操作就可以替换卷轴。
更快的速度,更强大的张紧力效果――难怪人们叫它“Raptor(猛禽)”。
扭力卡盘:卷芯内径76mm~315mm(3"~12")扭力卡盘设计用来满足连续作业无轴应用场合。
这一新的扭矩卡盘具有强大的扭矩输出,是瓦楞纸,薄膜,分页机或层合机的理想设备。
GB894.1 轴用弹性挡圈A型304材质 轴卡 卡簧

产品介绍应用于造船、汽车制造、机械设备、铁路、电站、建筑工程、机电设备安装、仪器仪表、机箱机柜、家具、电子、电器等行业。
产品俗称轴用挡圈、轴用卡簧、轴卡、轴档、轴用档卡。
轴用弹性挡圈GB894是安装于圆轴外,用作固定零部件的轴向运动,外径比装配圆孔直径径稍大。
安装时须用卡簧钳,将钳嘴插入挡圈的钳孔中,夹紧挡圈,才能放入预先加工好的圆轴外槽。
深沪挡圈尺寸标记说明标记:轴径d0=50mm、材料65Mn、热处理HRC44~51、经表面处理的A 型轴用弹性挡圈的标记螺栓书写标记GB894.1三价铬表色代码:兰锌LX六价黄CX 环保彩SJG 环保黑SJGHX 环保镍SJGN达克罗DKL 耐落NL例:深沪简码:GB894.150SJG 中文代表“轴用弹性挡圈内径50表面为镀环保彩”挡圈规格参数d0轴径d(内径)S(厚度)d1卡孔直径基本尺寸极限偏差基本尺寸极限偏差4 3.70+0.04-0.150.40+0.03-0.6 1.006 5.600.60+0.04-0.071.207 6.50+0.06-0.18+0.05-0.1387.40 1.50109.30+0.10-0.361.001211.00 1.701412.901513.801614.701715.701816.501917.502.002018.50+0.13-0.422119.502220.50 1.202523.20+0.21-0.42+0.05-0.132825.903027.903532.20+0.25-0.501.50+0.06-0.152.503633.204036.505651.80+0.46-1.10 2.00+0.06-0.183.006257.807267.50+0.46-0.10 2.50+0.07-0.228074.509084.50+0.54-1.30110103.003.004.00深沪电镀产品的中性盐雾实验时间电镀类型中性盐雾试验时间(H)本色0兰锌24黄锌72三价铬72三价铬黑锌48三价铬镍13达克罗480。
卡车参数详解范文
卡车参数详解范文卡车是一种重型货运车辆,用于长途货运、建筑物料运输等。
它的设计和参数直接关系到其运行能力、安全性和效率。
下面将详细介绍一些卡车的参数。
1.载重能力:卡车的载重能力是指它能够承载的最大货物重量。
这个参数通常以吨为单位,常见的载重能力有3吨、5吨、10吨等。
考虑到公路限载和桥梁承重限制,载重能力是设计卡车时需要特别关注的参数。
2.底盘高度:底盘高度是指卡车底部与地面之间的垂直距离。
底盘的高度会影响到卡车行驶时的通行能力,特别是在不平坦的路面上。
底盘过高可能导致行驶时的重心不稳,而底盘过低则容易造成汽车底部的机械部件的磨损。
3.轮胎规格:卡车的轮胎规格决定了它的负重能力、抓地力以及通过不同路面的能力。
常见的轮胎规格有12.00-20、11.00-20等。
一般来说,越大的轮胎规格意味着更高的负载能力和更好的通过性能。
4.发动机功率:卡车的发动机功率是指其发动机输出的最大功率。
发动机的功率直接关系到卡车的加速性能、爬坡能力和最高速度。
它通常以马力或千瓦为单位进行描述,例如160马力、220千瓦等。
5.轴数和轴距:卡车的轴数和轴距是指车辆轴的数量以及相邻两个轴之间的距离。
这个参数决定了卡车的稳定性和操控性。
一般来说,多轴卡车具有更好的稳定性和操控性,但也需要更复杂的转弯半径和行驶空间。
6.制动系统:卡车的制动系统是保障行驶安全的关键部件。
常见的制动系统有气压制动系统和液压制动系统。
气压制动系统通常用于重型卡车,它通过气压传递力量来实现制动,可提供更大的制动力。
7.轴荷均衡:轴荷均衡是指在卡车轮轴上各个轮胎所承受的重量是否相等。
良好的轴荷均衡可以提高卡车在行驶过程中的稳定性和操控性,减少轮胎磨损,并降低事故风险。
8.燃料经济性:燃料经济性是指卡车在单位距离内的燃料消耗量。
燃料经济性好的卡车可以降低运输成本,并减少对环境的影响。
9.舒适性:卡车舒适性包括座椅舒适性、悬挂系统、噪音控制等。
舒适的驾驶环境可以提高司机的工作效率和驾驶安全。
机械加工常用设备的分类与用

学习任务一机械加工常用设备的分类与用途学习活动1识读金属切削机床的型号学习目标:完成本单元学习后,你能按我国现行金属切削机床的分类及型号的编制方法,识读常见金属切削机床铭牌中的型号。
入门引导:当你走进车间看见机床设备上的这些铭牌时,你能说出铭牌上的这些型号的含义吗?下面我们将学习这方面的知识。
机床的铭牌知识学习:一、机械加工及常用设备机械加工是通过工人操作金属切削机床,利用切削刀具从工件上切除多余材料,使之获得图样要求零件的几何形状、位置精度、尺寸精度、表面质量等。
金属切削机床是用切削的方法将原材料加工成机械零件的设备,可简称机床。
它是用切削加工方法将金属(或其他材料)的毛坯或半成品加工成零件的机器。
由于是制造机械的机器,故又称“工作母机”或“工具机”。
随着生产发展及工艺的革新,金属切削机床的品种及规格不断增加,可按以下不同方法进行分类:1、加工性质和使用刀具车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨插床、拉床、切断机床和其它机床。
2、机床自动化程度手动、机动、半自动和自动机床。
3、机床重量微型机床、中型机床、大型机床、重型机床。
4、机床工艺范围的宽窄(万能性程度)通用机床、专门化机床及专用机床。
通用机床加工范围较广,是企业生产应用最广泛的切削设备。
二、金属切削机床的型号编制及识读机床型号是机床产品的代号。
我国的机床型号是按GB/T15375—1994《金属切削机床型号编制方法》编制的,标准规定机床型号是用汉语拼音字母及阿拉伯数字按一定规律排列组合,表示类别、技术参数、主要性能等,适用于通用机床和专用机床。
通用机床的型号由基本部分和辅助部分组成,中间用“/”隔开,读作“之”。
基本部分需统一管理,辅助部分纳入型号与否由生产厂家自定。
通用机床的型号的表示方法如下:基本部分 / 辅助部分其他特性代号重大改进顺序号主轴数或第二主参数通用特性、结构特性代号分类代号1.编制说明1 有“()”的代号或数字,当无内容时,不表示,若有内容则不带括号;2 有“〇”符号者,为大写的汉语拼音字母;3 有“△”符号者,为阿拉伯数字;4 有“”符号者,为大写的汉语拼音字母、或阿拉伯数字、或两者兼有之。
GB894.1 不锈钢轴用弹性挡圈A型304材质 轴卡 卡簧
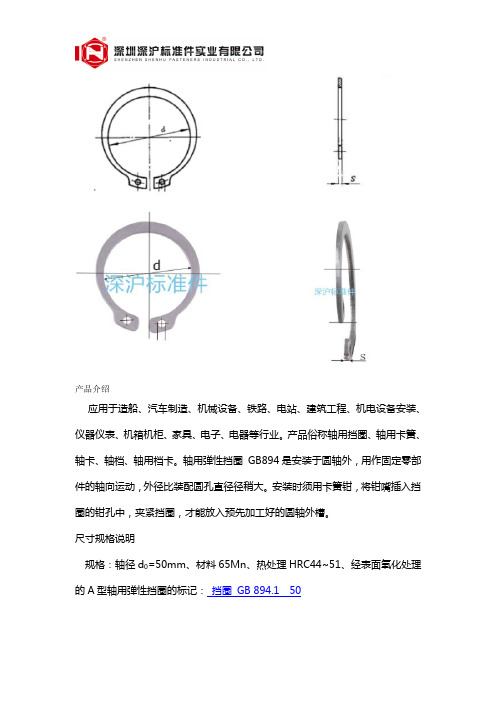
产品介绍
应用于造船、汽车制造、机械设备、铁路、电站、建筑工程、机电设备安装、仪器仪表、机箱机柜、家具、电子、电器等行业。
产品俗称轴用挡圈、轴用卡簧、轴卡、轴档、轴用档卡。
轴用弹性挡圈GB894是安装于圆轴外,用作固定零部件的轴向运动,外径比装配圆孔直径径稍大。
安装时须用卡簧钳,将钳嘴插入挡圈的钳孔中,夹紧挡圈,才能放入预先加工好的圆轴外槽。
尺寸规格说明
规格:轴径d0=50mm、材料65Mn、热处理HRC44~51、经表面氧化处理的A型轴用弹性挡圈的标记:挡圈GB894.150
电镀类型中性盐雾试验时间(H)本色0
兰锌24
黄锌72
三价铬72
三价铬黑锌48
三价铬镍13
达克罗480
304不锈钢本色48
304不锈钢钝化240。
直线轴承型号尺寸参数对照表【详解】

IKO直线轴承分为两大系列即LM直线轴承和LME直线轴承系列.其代号LM系列用于亚洲,东南亚国家,日本,韩国,中国等。
LME直线轴承系列多用于欧洲,美国,德国,意大利等地区。
两大系列结构特点,除尺寸不同,孔径公差不同,其结构大致一样...直线轴承是一种以低成本生产的直线运动系统,用于无限行程与圆柱轴配合使用。
由于承载球与轴呈点接触,故使用载荷小。
钢球以极小的磨擦阻力旋转,从而能获得高精度的平稳运动直线轴承广泛用于电子设备,拉力试验机及数字化三维坐标测量设备等精密设备,以及多轴机床、冲床、工具磨床、自动气割机、打印机、卡片分选机、食品包装机等工业机械的滑动部件。
直线轴承规格表供参考:LM8轴承LM10轴承LM12轴承LM13轴承LM16轴承LM20轴承LM25轴承LM30轴承LM35轴承LM38轴承LM40轴承LM50轴承LM60轴承LM80轴承LM100轴承KH0622轴承 KH08241轴承 KH1026轴承 KH1228轴承 KH1428轴承 KH1630轴承 KH2030轴承 KH2540轴承 KH3050轴承 KH4060轴承 KH5070轴承 KH0622PP轴承 KH0824PP轴承 KH1026PP轴承 KH1228PP轴承 KH1428PP轴承 KH1630PP轴承 KH2030PP轴承 KH2540PP轴承 KH3050PP轴承 KH4060PP轴承 KH5070PP轴承LME12 LME5 LME8 LME16 LME20 LME25 LME30 LME40 LME50 LME60 LME80 LME12-AJ LME5-AJ LME8-AJ LME16-AJ LME20-AJ LME25-AJ LME30-AJ LME40-AJ LME50-AJ LME60-AJ LME80-AJ LME12-OP LME16-OP LME20-OP LME25-OP LME30-OP LME40-OP LME50-OP LME60-OP LME80-O PCONTRAST FORMS IN TYPE OF THE STRAIGHT LINE BEARING中国现代代号日本代号 LB--- LM(SM) LME(KB) LB51015 LM51015UULB51222LME51222UU LB61219 LM61219UU LB81517 LM8S1517UU LB81524 LM81524UULB81625LME81625UU LB101929 LM101929UU LB122130 LM122130UULB122232LME122232UU LB132332 LM132332UULB162636LME162636UU LB162837 LM162837UU LB203242 LM203242UULB203245 LME203245UU LB254058LME254058UU LB254059 LM254059UU LB304565 LM304564UULB304768LME304768UU LB355270 LM355270UU LB406080LM406080UULB406280 LME406280UU LB5075100LME5075100UU LB5080100 LM5080100UU LB6090110 LM6090110UU LB6090125LME6090125UU LB80120140 LM80120140UULB80120165LME80120165UU LB100150175LM100150175UU常用轴承类型、结构及轴承基本代号对照表轴承类型标准号码类型代号尺寸系列代号轴承基本代号原轴承代号双列角接触球轴承GB/T296 (0) 32 3200 3056300 GB/T296 (0) 33 3300 3056300 调心球轴承GB/T2811 (0)21200 1200 GB/T281 (1) 22 2200 1500 GB/T281 1 (0)3 1300 1300 GB/T281 (1) 23 2300 1600 调心滚子轴承GB/T288 2 13 21300C 53300 GB/T288 2 22 22200C 53500 GB/T2882 23 22300C 53600 GB/T288 2 30 23000C 3053100 GB/T288 2 31 23100C 3053700 GB/T288 2 32 23200C 3053200 GB/T288 2 40 24000C 4053100 GB/T288 2 41 24100C 4053700 推力调心滚子轴承GB/T58592 92 29200 9039200 GB/T5859 2 93 29300 9039300 GB/T5859 2 94 29400 9039400 圆锥滚子轴承GB/T297 3 02 30200 7200 GB/T297 3 03 30300 7300 GB/T297 3 13 31300 27300 GB/T2973 20 32000 2007100 GB/T297 3 22 32200 7500 GB/T297 3 23 32300 7600 GB/T297 3 29 32900 2007900 GB/T297 3 30 33000 3007100 GB/T297 3 31 33100 3007700 GB/T2973 32 33200 3007200 双列深沟球轴承—— 4 (2)2 4200 ———— 4 (2)3 4300 ——推力球轴承GB/T3015 11 51100 8100 GB/T301 5 12 51200 8200 GB/T301 5 13 51300 8300 GB/T301 5 14 51400 8400 双向推力球轴承GB/T3015 22 52200 38200 GB/T301 5 23 52300 38300 GB/T3015 24 52400 38400 带球面座圈的推力球轴承—— 5 32 53200 28200 —— 5 33 53300 28300 ——5345340028400。
机械加工工艺过程卡片轴

CA6140
45度刀,麻花钻,60度刀
游标卡尺,止规
4
热处理
退火
5
钳
修研两端中心孔
钳工
钳工台
麻花钻
6
精车
双顶尖装夹工件,精车ф54段,ф54段锥段两个台阶到规定尺寸,精车ф50右端到精车ф50.1车45°倒角两个。调头,双顶尖装夹工件,精车ф45、ф50分别到尺寸ф45.1、ф50.1,车挑螺纹M42×1.5,倒角。
钳
去毛刺
钳工
钳工台
锉刀,麻花钻
12
热处理
齿面淬火
热处理
淬火机
麻花钻,塞规
13
清洗
清洗
清洗机
14
检查
终检
校验
游标卡尺,卡规,塞规,直尺
车工
CA6140
45度刀,60度刀
游标卡尺,止规
7
磨削
磨外圆ф45、ф50分别到规定尺寸
磨工
M1432A
砂轮,游标卡尺,千分尺
8
钳
划键槽加工线
钳工台
卡规,深度游标卡尺
9
铣
平口虎钳装夹工件,铣两个键槽
铣工
XA6132
铣刀,卡规
深度游标卡尺
10
滚齿
装卡,找正,加工齿形
滚齿工
Y38
找正表,齿厚螺旋千分尺
11
机械加工工艺过程卡片
机械加工工艺过程卡片产品型号来自零件图号产品名称
减速箱
零件名称
轴齿轮
共1页
第1页
材料牌号
45
毛坯种类
锻件
毛坯外型尺寸
φ70
每毛坯可制作件数
1
每台件数