DIN 6930钢冲压件
DIN 6930中文版

表1中给出的公差适用于平面冲压件除弯曲半径以外的所有长度尺寸及公称直 径尺寸。对曲率半径在3.2.2节中作了特殊规定。 见表1、冲压件长度的上、下偏差除曲率半径 3.2.2平面冲压件曲率半径的一般公差
下偏差 3.2.3平面冲压件角度尺寸的一般公差 平面冲压件角度尺寸的一般公差在应用时与长度的实际值无关也就是说不 管工件具有最大实体尺寸还是具有最小实体尺寸均允许出现角度偏差。上、下 偏差尺寸不限制形成一个角度的边或平面的形状误差。 见表3、平面冲压件角度的上、下偏差
见表4、成型冲压件长度尺寸的上、下偏差除曲径半径 3.3.2成型加工冲压件曲径半径的一般公差
表5中给出的曲率半径公差适用于切割件和成型加工件的曲率半径 备注见3.3节备注。 见表5、成型加工切割弯曲、深冲冲压件的曲率半径上、下偏差值 3.3.3成型加工冲压件角度尺寸的一般公差 成型加工冲压件角度尺寸的一般公差在应用时与长度的实际值无关 也就是说不论工件具有最大实体尺寸还是具有最小实体尺寸均允 许出现角度偏差上、下偏差不限制形成一个角度的边或平面的形状公 差。 DIN 8935“冷弯角”一栏里给出的允许偏差适用于所有精度等级的 弯曲角。 备注因DIN 6930第2部分适用于热成型冲压件故DIN 6935的角度 允许偏差也适用于这些零件。
起决定作用的公称尺寸 图4、决定对称度公差的公称尺寸
在板厚为1mm精度等级为g时根据表1可查得以孔的轴线为对称线 的对称度公差长度方向为1.2mm
以孔的轴线和开口中心平面为对称面的对称度公差宽度方向0.8mm. 3.3 成型冲压件的一般公差
只要进行了成型加工如弯曲变形、深冲且因此而不直的零件 就是成型加工冲压件成型加工冲压件通常有切割元素。
DIN标准译文
DIN EN 15856-2010
无损检测—声发射—周围充满液体的金属内腐蚀检测用AE试验的一般原理
DIN 16838-2010
管配件用热塑性材料—聚亚苯基砜(PPSU)—通用质量要求和试验
DIN 17022-5-2000
铁基材料的热处理第5部分:表面硬化
起重机—手动控制负载操纵装置(包含修订单A1:2009)
DIN EN 14399-1-2015
预加负荷用高强度螺栓组件—第1部分:通用要求
DIN EN14399-2-2015
预加负荷用高强度螺栓组件—第2部分:预加负荷合适性测试
DIN EN 14399-3-2015
预加负荷用高强度螺栓组件—第3部分:HR系统—六角螺栓和螺母组件
DIN EN 10049-2014
金属扁材平均粗糙度Ra和峰值计数RPc的测量
DIN EN 10060-2004
热轧圆钢棒——尺寸及形状和尺寸公差
DIN EN 10088-3-2005
不锈钢—第3部分:用耐蚀钢制成的一般用途的半成品,棒钢,轧制线材,拉制线材,型钢和冷拨钢制品的供应技术条件
DIN EN 10092-1-2004
DIN 18319-2012
德国建筑合同程序(VOB)—C部分:建筑合同通用技术规范(ATV)—非开挖铺设管道工程
DIN 18320-2012
德国建筑合同程序(VOB)—C部分:建筑合同通用技术规范(ATV)—景观工程
DIN 18321-2012
德国建筑合同程序(VOB)—C部分:建筑合同通用技术规范(ATV)—喷射灌浆施工
DIN EN 13135-2013
起重机—安全—设计—设备要求
常用材质中外牌 对照表

-
-
GS-40Mn5
1.1168
-
-
2
ZG40Cr
-
-
-
-
-
-
-
40Xл
3
ZG20SiMn
SCW480(SCW49)
SCW480
LCC
J02505
GS-20Mn5
1.1120
G20M6
20гсл
4
ZG35SiMn
SCSiMn2
SCSiMn2
-
-
GS-37MnSi5
1.5122
-
35гсл
5
100-70-03
F34800
700-2
GGG-70
0.7070
EN-GJS-700-2
Bч70
0737-01
700/2
8
QT800-2
FCD800-2
GCD800
120-90-02
F36200
800-2
GGG-80
0.7080
EN-GJS-800-2
Bч80
800/2
?碳素铸钢
No.
中国
GB
中国台湾CNS
韩国
KS
美国
国际化标准组织ISO
德国
法国
NF
俄罗斯гост
瑞典
SS
英国
BS
AWS
UNS
DIN
W-Nr.
1
ZG40Mn
SCMn3
SCMn3
-
-
GS-40Mn5
1.1168
-
-
2
ZG40Cr
-
-
-
-
DIN_6930-m中文版
中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
1、用途:本标准用来简化图纸,并规定了在四个精度等级[即精密级(f)、一般级(m)、粗糙级(g)和特粗级(sg)]情况下,长度、角度、同轴度、对称度的一般公差。
在选择精度等级时,应考虑到工厂通常采用的精度。
如果需要较小的公差,或者允许较大的公差,且也较经济,则这些公差须—一标注。
2、使用范围本标准规定的一般公差,适用于冷、热加工的钢板冲压件,当在图纸上或在所属的资料中(例:供货条件)出现了参见本标准的标注时,则本标准规定的一般公差同样适用。
本标准的一般公差,不适用于精加工(见VD13345)的零件。
在特殊情况下,如果本标准作为由板材生产的半成品零件或由其它钢材生产的零件的标准,则应进行协商。
在使用本标准时,最好参照DIN 3932,冲压件,形状控制标准。
DIN 6930第1部分适用于冲压件供货技术条件。
现有图纸的一般公差见第5节。
3、一般公差3.1概况本标准中所规定的一般公差,不仅考虑了冲压技术的特点,也同时顾及了工具损耗。
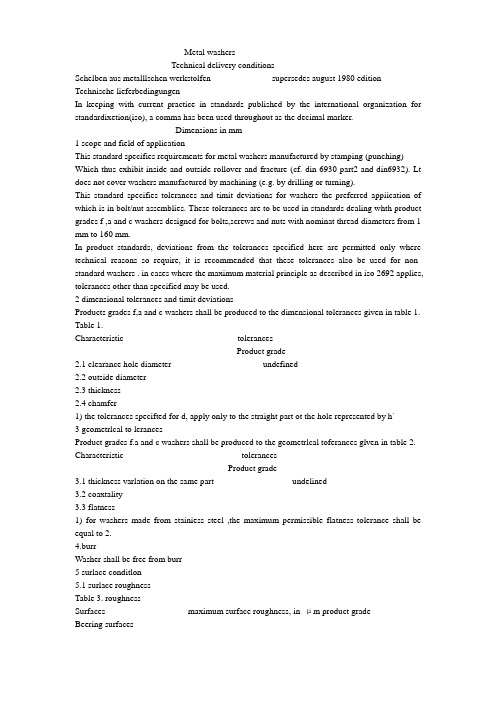
该公差适用于切割冲压件的光亮范围(见图1)图1 确定实际尺寸的草图中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
备注:塌角,撕裂、以及切割毛刺的位置和尺寸,对冲压件的性能来说是相当重要的。
在这种情况下,加工者和订货者双方应就是否将它们标注在图纸上进行协商。
DIN 6930钢冲压件
DIN 6930钢冲压件文字翻译稿后附的文字翻译稿未经DIN-Sprachendienst检查其准确性。
因此,德国标准协会(DIN) 对其正确性或完整性不承担任何责任。
不可将本翻译稿视为经DIN授权批准的翻译稿。
给出口商的技术关心翻译稿DIN 6930第一部分1983年1月钢冲压件技术规范源语言版本发行人DEUTSCHES INSTITUT FUR NORMUNG 西德柏林30 D-1000Postfach1107给出口商的技术关心采取了所有的合理措施以确保翻译稿的准确性,但对任何错误、遗漏或不准确性不承担任何责任。
若有疑咨询或争议,源语言版本为唯独有效版本。
©给出口商的技术关心英国标准协会MK14 6LE, Milton Keynes, Linford WoodUDC 669.14-41-13: 德国标准DIN621.96:620.16930钢冲压件第一部分技术规范1983年1月取代1972年1月版本1. 应用领域本标准适用于以0.1mm以上厚度的扁钢钢材为原材料,通过专门的冲压工艺(见DIN 9870 第一部分)生产的部件(简称“冲压件”)。
冲压工艺还包括步冲切割,参见DIN 8588,还应留意3.4项。
本标准不包含周密冲裁工艺(见VDI 3345)。
本标准讲明的规范适用于任何涉及该标准的图纸或有关讲明(如定购讲明)。
如果本标准临时用于非扁钢或非钢的半成品制成的部件,供货方和用户之间须达成专门协议。
2. 扁材冲压件由下列扁材制成:DIN 1016 扁钢轧材;热轧带钢、厚度小于3m m的热轧带钢、轮廓尺寸、尺寸、外形和重量公差。
DIN 1017 第一部分钢筋;一样用途的热轧扁材;轮廓尺寸、重量和公差。
DIN 1017 第二部分钢筋;专门用途的热轧扁材;轮廓尺寸,重量和公差。
DIN 1541 扁钢轧材;非合金钢冷轧宽带材和板;轮廓尺寸,尺寸和外形公差DIN冲压件委员会(德国标准协会) 1.DIN 1543 扁钢轧材;厚度为3到150mm的热轧板/薄板;尺寸、重量和外形公差。
机械结构基础标准(清单)
70.
GB/T 19045
-2003
明细表的编制
IEC 62027
:2000, IDT
71.
GB/T 19096
-2003
技术制图图样画法未定义形状边的术语和注法
ISO 13715
:2000, IDT
72.
GB/T 24739
-2009
机械制图机件上倾斜结构的表示法
73.
GB/T 24740
ISO 8785
:1998, EQV
28.
GB/T 16747
-2009
产品几何技术规范(GPS)表面结构轮廓法表面波纹度词汇
29.
GB/T 18374
-2008
增强材料术语及定义
30.
GB/T 18780.1
-2002
产品几何量技术规范(GPS)几何要素第1部分:基本术语和定义3Βιβλιοθήκη .GB/T 21782.14
Deutschiland
87.
GB/T 131
-2006
产品几何技术规范(GPS)技术产品文件中表面结构的表示法
ISO 1302:2002
IDT
88.
GB/T 1031
-2009
产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值
89.
GB/T 1182-2008
产品几何技术规范(GPS)几何公差形状、方向、位置和跳动公差标注
76.
GB/T 24743
-2009
技术产品文件钢铁零件热处理表示法
77.
GB/T 24746
-2009
技术制图粘接、弯折与挤压接合的图形符号表示法
DIN 522翻译
Metal washersTechnical delivery conditionsSchelben aus metalllschen werkstolfen supersedes august 1980 edition Technische lieferbedingungenIn keeping with current practice in standards published by the international organization for standardixetion(iso), a comma has been used throughout as the decimal marker.Dimensions in mm1 scope and field of applicationThis standard specifies requirements for metal washers manufactured by stamping (punching) Which thus exhibit inside and outside rollover and fracture (cf. din 6930 part2 and din6932). Lt does not cover washers manufactured by machining (e.g. by drilling or turning).This standard specifies tolerances and timit deviations for washers the preferred appiication of which is in bolt/nut assemblies. These tolerances are to be used in standards dealing whth product grades f ,a and c washers designed for bolts,screws and nuts with nominat thread diameters from 1 mm to 160 mm.In product standards, deviations from the tolerances specified here are permitted only where technical reasons so require, it is recommended that these tolerances also be used for non- standard washers . in cases where the maximum material principle as described in iso 2692 applies, tolerances other than specified may be used.2 dimensional tolerances and timit deviationsProducts grades f,a and c washers shall be produced to the dimensional tolerances given in table 1. Table 1.Characteristic tolerancesProduct grade2.1 clearance hole diameter undefined2.2 outside diameter2.3 thickness2.4 chamfer1) the tolerances specifted for d, apply only to the straight part ot the hole represented by h`3 geometrlcal to lerancesProduct grades f.a and c washers shall be produced to the geometrlcal toferances glven in table 2. Characteristic tolerancesProduct grade3.1 thickness varlation on the same part undelined3.2 coaxtality3.3 flatness1) for washers made from stainiess steel ,the maximum permissible flatness tolerance shall be equal to 2.4.burrWasher shall be free from burr5 surlace conditlon5.1 surlace roughnessTable 3. roughnessSurfaces maximum surface roughness, in μm product gradeBeering surfacesSide faces1)for information only see explanatory notes5.2 electroplatingDin 267 part 9 shall apply with regard to electroplating5.3 hot-dip galvanizingDin 267 part 10 shall apply with regard to hot-dip galvanizing6 packagingThe washers shall be packed so as to prevent any mechanical or corrosion damage during sransit the packaging of standard weshers shall be marked with the ymbol specified in the relevant standard and. Unless otherwise agreed, with the number of items and the manufacturer`s symbol 7 acceptance inspectionAcceptance inspection of washers shall be carried out on the tines of din267 part57.1 dlmensional accuracyTable 4 shall apply with regard to the major characteristics to be inspected and table 5. with regard to the acceptable quality level . aql for minor characteristice. Aql 4 shall applyTable 4. major charocteriallcs table 5 aql values for major characlerisllcs Major characteristics product grade aqlClearance hole diameterOutslde diameterThicknessThickness variation on the same partCoaxialityAppendix aa.1 fundamental tolerances and tolerance zonestable a.1standards referred todin 267 part 5 fasteners; technical dellvery conditions; acceptance inspection ( modifted version of iso 3269,1984 edition )din 267 part 9 fasteners ; technical delivery conditions’ electroplated tastenersdin 267 part 10 fasteners; technical delivery conditions; hot-dip galvanized componentsdin 6930 part 2 steel stampings; general tolerancesdin 6932 rules for designing steel stampingsiso 2692:1988 technical drawings; geometrical tolerancing; maximum material principle previous editionsamendmentsthe following amendments have been made to the august 1980 editiona)scope and field of application have been redefinedb)h`values have been specitled for the first timec)the permissible thickness variation on the same part has been specified instead of theparallelism toleranced)requirements for flatness have been specified instead of those for cambere)for product grade c washers, specifications for h`, the thickness variation on the same part andthe surface roughness are no longer included.f)The surface roughness specifications have been revised and parameter r introducedg)Specifications for freedom from burr have been includedh)The specifications regarding acceptance inspection have been harmonized with those given indin 267 part 5i)The standard has been editorially revised金属垫圈交货技术条件schelben澳metalllschen werkstolfen取代八月1980版该lieferbedingungen为了与国际standardixetion组织公布的标准(ISO)目前的做法,一个逗号始终作为十进制标记。
DIN 522翻译
Metal washersTechnical delivery conditionsSchelben aus metalllschen werkstolfen supersedes august 1980 edition Technische lieferbedingungenIn keeping with current practice in standards published by the international organization for standardixetion(iso), a comma has been used throughout as the decimal marker.Dimensions in mm1 scope and field of applicationThis standard specifies requirements for metal washers manufactured by stamping (punching) Which thus exhibit inside and outside rollover and fracture (cf. din 6930 part2 and din6932). Lt does not cover washers manufactured by machining (e.g. by drilling or turning).This standard specifies tolerances and timit deviations for washers the preferred appiication of which is in bolt/nut assemblies. These tolerances are to be used in standards dealing whth product grades f ,a and c washers designed for bolts,screws and nuts with nominat thread diameters from 1 mm to 160 mm.In product standards, deviations from the tolerances specified here are permitted only where technical reasons so require, it is recommended that these tolerances also be used for non- standard washers . in cases where the maximum material principle as described in iso 2692 applies, tolerances other than specified may be used.2 dimensional tolerances and timit deviationsProducts grades f,a and c washers shall be produced to the dimensional tolerances given in table 1. Table 1.Characteristic tolerancesProduct grade2.1 clearance hole diameter undefined2.2 outside diameter2.3 thickness2.4 chamfer1) the tolerances specifted for d, apply only to the straight part ot the hole represented by h`3 geometrlcal to lerancesProduct grades f.a and c washers shall be produced to the geometrlcal toferances glven in table 2. Characteristic tolerancesProduct grade3.1 thickness varlation on the same part undelined3.2 coaxtality3.3 flatness1) for washers made from stainiess steel ,the maximum permissible flatness tolerance shall be equal to 2.4.burrWasher shall be free from burr5 surlace conditlon5.1 surlace roughnessTable 3. roughnessSurfaces maximum surface roughness, in μm product gradeBeering surfacesSide faces1)for information only see explanatory notes5.2 electroplatingDin 267 part 9 shall apply with regard to electroplating5.3 hot-dip galvanizingDin 267 part 10 shall apply with regard to hot-dip galvanizing6 packagingThe washers shall be packed so as to prevent any mechanical or corrosion damage during sransit the packaging of standard weshers shall be marked with the ymbol specified in the relevant standard and. Unless otherwise agreed, with the number of items and the manufacturer`s symbol 7 acceptance inspectionAcceptance inspection of washers shall be carried out on the tines of din267 part57.1 dlmensional accuracyTable 4 shall apply with regard to the major characteristics to be inspected and table 5. with regard to the acceptable quality level . aql for minor characteristice. Aql 4 shall applyTable 4. major charocteriallcs table 5 aql values for major characlerisllcs Major characteristics product grade aqlClearance hole diameterOutslde diameterThicknessThickness variation on the same partCoaxialityAppendix aa.1 fundamental tolerances and tolerance zonestable a.1standards referred todin 267 part 5 fasteners; technical dellvery conditions; acceptance inspection ( modifted version of iso 3269,1984 edition )din 267 part 9 fasteners ; technical delivery conditions’ electroplated tastenersdin 267 part 10 fasteners; technical delivery conditions; hot-dip galvanized componentsdin 6930 part 2 steel stampings; general tolerancesdin 6932 rules for designing steel stampingsiso 2692:1988 technical drawings; geometrical tolerancing; maximum material principle previous editionsamendmentsthe following amendments have been made to the august 1980 editiona)scope and field of application have been redefinedb)h`values have been specitled for the first timec)the permissible thickness variation on the same part has been specified instead of theparallelism toleranced)requirements for flatness have been specified instead of those for cambere)for product grade c washers, specifications for h`, the thickness variation on the same part andthe surface roughness are no longer included.f)The surface roughness specifications have been revised and parameter r introducedg)Specifications for freedom from burr have been includedh)The specifications regarding acceptance inspection have been harmonized with those given indin 267 part 5i)The standard has been editorially revised金属垫圈交货技术条件schelben澳metalllschen werkstolfen取代八月1980版该lieferbedingungen为了与国际standardixetion组织公布的标准(ISO)目前的做法,一个逗号始终作为十进制标记。
DIN 中文版
备注塌角撕裂、以及切割毛刺的位置和尺寸对冲压件的性能来说是相当重要的。 在这种情况下加工者和订货者双方应就是否将它们标注在图纸上进行协商。
振动剪加工的冲压件的实际尺寸是波峰尺寸波纹截面的峰点见图2
图2 确定用振动剪加工的冲压件实际尺寸的草图
冲压件的实际尺寸可能受所用板材厚度偏差的影响。且必须注意到在弯曲成 形或深冲时板材厚度可能改变。 3.2平面冲压件的一般公差
表6、剪切带材或由带材弯曲而成的型材的直线度公差
图6 带材的直线度 此处的带材宽度b与板厚s之比bs=251为根据制成对所有型材 纵轴表6中规定的公差均适用于带材弯曲而成的型材。 6.2带材、型材的扭曲 剪切带材和用带材弯曲而成的型材的扭曲允许每1000mm长度最 高达0.5°见图7。 此外基于带材宽度b与板厚s之比bs=251
表1、冲压件长度的上、下偏差除曲率半径
表2、曲率半径的上、下偏差 表3、平面冲压件角度的上、下偏差
3.2.4平面冲压件同轴度和对称度的一般公差 同轴度公差对称度公差的概念及其ห้องสมุดไป่ตู้面标注见DIN 7184第1部分。
3.2.4.1同轴度 同轴度公差由所标注的结构要素中最大公称尺寸决定。根据公称
尺寸板厚和所选的精度等级在表1中找出所对应的上、下偏差。上 偏差减去下偏差的差值即为同轴度公差。
修改 与1972年4月出版的DIN 6930及1971年10月出版的DIN 6930
第3、4部分相比作了以下修改 a) 将使用范围扩大到了板厚1.0mm及所有种类的冲压件。 b) 将一般公差分为四个精度等级。 c) 新增加了各种允许偏差。 d) 修改了标记。
编制说明
修改本标准的第二至第四部分主要有下述三种理由。 1、本标准的使用原来只限于相当厚的钢板冲压件。 2、因本标准的公差只限于一定的结构要素或组合件故在许多场合 选择公差时出现了许多困难。 3、因设计者常不了解加工方法且设计者在只考虑零件的功能而不 考虑加工方法的情况下规定公差因此将切割件的尺寸偏差与加工方 法联系起来是一件很棘手的事情。
DIN 6930-2 一般公差

Januar 2010
D
Ersatz für die 2008-10 zurückgezogene Norm DIN 6930-2:1989-04
Normen-Download-Beuth-ElringKlinger AG-KdNr.6335964-LfNr.4751767001-2010-01-12 15:49
Gesamtumfang 16 Seiten
Normenausschuss Werkzeuge und Spannzeuge (FWS) im DIN
© DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.
2
DIN 6930-2:2010-01
Vorwort
Dieses gegenüber der zurückgezogenen Vorgängerausgabe sachlich unveränderte Dokument wurde vom Normenausschuss Werkzeuge und Spannzeuge (FWS) erarbeitet. Früherer Hauptträger dieser Norm war der durch den DIN-Präsidialbeschluss 8/1993 aufgelöste selbstständige Arbeitsausschuss Stanzteile (A Stanzteile). Es wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. Das DIN ist nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.
DIN6930-2钢材质冲压件一般公差
:: 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会的认可钢材质冲压件 一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用范围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的内容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
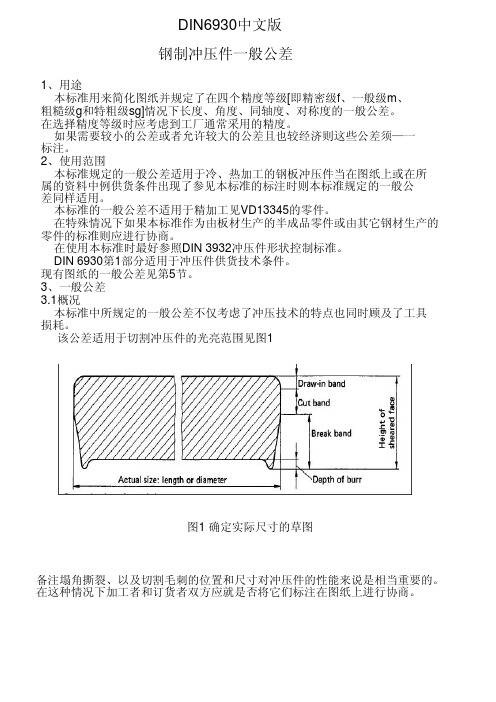
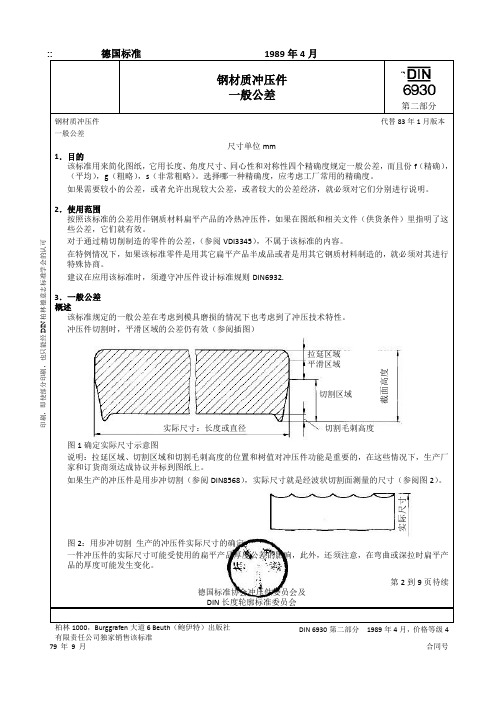
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会有限责任公司独家销售该标准DIN 6930第二部分 1989年4月,价格等级4 79年9月 合同号截面高度实际尺寸0009平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
DIN 7168-91 一般公差 线性和角度尺寸、形状和位置的公差 (加工)
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差4 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
在这种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸无关。
为此,必须遵守所确定的每个公差。
因此,在普遍带有最大材料尺寸的情况下,也允许使用此种形状和位置的一般公差。
另外,配合需要满足在图纸中特殊说明的受约束的包容条件(参见解释)。
4.1.1 形状的一般公差 4.1.1.1 直线度和平面度表4给出了直线度和平面度的一般公差。
为了选取表列数值,有关直线的长度适用于选取直线度公差,而平面的较长侧边或圆表面的直径适用于选取平面度公差。
4.1.1.2 圆度圆度的一般公差与直径公差具有相同的数值,但不大于表6给出的径向跳动公差数值(参见解释)。
图1.图2.3.2 角度尺寸与线性的实际尺寸无关,角度尺寸的一般公差都是有效的,也就是说,不仅在带有最大材料尺寸的工件情况下,而且在带有最小材料尺寸的工件情况下,都允许出现角度误差。
上下偏差并不限制某个角度构成边或者面的形状误差。
附注:对于带有形状误差的工件,把直线或者平面最小条件情况下,构成角度的二条边,用作确定角度(最小条件的确定参见DIN ISO 1101)。
DIN 7168第3页4.1.1.3 圆柱度圆柱度的一般公差不予规定。
附注:如果在与圆柱面配合的时候,包容条件应该是适用的,那么,应该按照DINISO 8015,用符号标记尺寸,例如,Ø25或者Ø25 H7。
4.1.2 位置的一般公差 4.1.2.1 平行度从直线度或者平面度的一般公差(参见第4.1.1.1节)或者从平行线或平行面偏差尺寸二者中较大的那一个,求得平行度误差的限制。
din6923

DIN 6923IntroductionDIN 6923 is a standard specification for hexagon flange nuts with non-metallic insert. It is widely used in various industries, including automotive, machinery, and construction. This document provides a detailed overview of DIN 6923, highlighting its features, dimensions, and application areas.Features and BenefitsHexagon Flange NutThe DIN 6923 specification defines a hexagon flange nut, which is an integrated nut and washer combination. This design provides several advantages, including: - Easy installation: The integrated washer eliminates the need for a separate washer, saving time during assembly. - Increased stability: The flange provides a larger surface area for load distribution, ensuring a more secure fastening. - Prevention of loosening: The flange nut design helps prevent self-loosening caused by vibration or external forces.Non-Metallic InsertOne of the unique features of DIN 6923 is the non-metallic insert. This insert, typically made of nylon or other similar materials, offers multiple benefits: - Enhanced friction resistance: The non-metallic insert provides additional friction between the nut and the mating surface, reducing the risk of loosening. - Vibration damping: The insert helps absorb vibrations, minimizing the impact of dynamic loads and reducing the possibility of fastener failure. - Corrosion protection: The non-metallic insert acts as a barrier, preventing direct contact between the metal nut and the mating surface, which reduces the risk of galvanic corrosion.DimensionsSize RangeDIN 6923 is available in various sizes, ranging from M3 to M36, catering to different application requirements.Thread TypesThe standard includes different thread types, such as coarse thread (standard metric thread) and fine thread, providing flexibility for various fastening applications.Flange Diameter and ThicknessAccording to DIN 6923, the flange diameter and thickness are specified for each nut size. The flange diameter ensures proper load distribution, while the thickness is designed to accommodate the mating surface and maintain stability during tightening.Nut HeightThe height of the hexagon flange nut determines the thread engagement length and the overall nut thickness. DIN 6923 provides specific height dimensions for each nut size, ensuring optimal performance under different conditions.Application AreasAutomotive IndustryDIN 6923 hexagon flange nuts find extensive use in the automotive industry due to their ability to withstand high vibration and dynamic loads. They are commonly employed in engine components, chassis, and brake systems, ensuring secure fastening and reliable performance.Machinery and EquipmentFasteners that meet DIN 6923 specifications are widely used in machinery and equipment manufacturing. Their unique design features provide resistance against vibration, helping to maintain integrity and prevent loosening under heavy operational conditions.Construction SectorIn the construction industry, hexagon flange nuts are utilized in various structural assemblies. The flange design ensures proper load distribution, making them suitable for applications that require secure fastening, such as steel structures, scaffolding, and heavy machinery installation.ConclusionDIN 6923 hexagon flange nuts with non-metallic insert offer numerous advantages, making them a preferred choice for many industries. The integrated washer, combined with the non-metallic insert, provides enhanced stability, prevention of loosening, and resistance against vibration. With their wide range of applications and availability in different sizes, DIN 6923 nuts ensure reliable and secure fastening in automotive, machinery, and construction sectors.。
各种进口模具钢材性能参数一览表

8407 --高级热作工具钢
型号︰ 8407 品牌︰ 瑞典一胜百 原产地︰ 瑞典 出厂状态︰ HB 185 相当布德鲁斯Buderus标准︰ 2344ESR 相当百禄Bohler标准︰ -- 相当日立hitachi 标准︰ DAC 相当大同DAIDO标准︰ DHA1 耐磨性︰ ★★★☆☆ 韧性︰ ★★★☆☆ 淬硬性︰ ★★★☆☆ 加工性︰ ★★★★☆ 产品描述
Uddeholm 特别开发,用来增进高温模具寿命的高级热作模具钢。所谓"高级 "是因爲使用了特别的炼钢技术如电渣重熔,以获得高纯度及机械性质良好 的钢材,同时配合最适当调配的成分,使得QRO 90的特性在热作工具钢中, 非常独特,同时具备优良的高温强度、抗回火软化性和热传导性。用于:压 铸模具和相关零件挤型模具和零件锻造模具特点:极佳的韧性\延展性与热 传导性,加工性好
8402 --优质热作工具钢
型号︰ 8402 品牌︰ 瑞典一胜百 原产地︰ 瑞典 出厂状态︰ HB 185 相当布德鲁斯Buderus标准︰ 2344 相当百禄Bohler标准︰ W302 相当日立hitachi 标准︰ DAC 相当大同DAIDO标准︰ DHA1 耐磨性︰ ★★☆☆☆ 韧性︰ ★★★☆☆ 淬硬性︰ ★★★☆☆ 加工性︰ ★★★☆☆ 产品描述
QRO-90 --高性能高强度热作工具钢
型号︰ QRO-90 品牌︰ 瑞典一胜百 原产地︰ 瑞典 出厂状态︰ HB180 相当布德鲁斯Buderus标准︰ -- 相当百禄Bohler标准︰ -- 相当日立hitachi 标准︰ -- 相当大同DAIDO标准︰ -- 耐磨性︰ ★★★☆☆ 韧性︰ ★★★★☆ 红硬性︰ ★★★★☆ 加工性︰ ★★★☆☆ 产品描述 一胜百ASSAB QRO-90 SUPRERME 是高寿命的铬-钼-钒热作合金工具钢,是
ams 6930标准 -回复
ams 6930标准-回复《AMS 6930标准:了解与应用》引言:AMS 6930标准是航空材料中一项重要的规范,主要针对高强度合金钛板和钛合金型材的制造、测试和使用进行了详细的规定。
本文将一步一步回答关于AMS 6930标准的常见问题,包括标准的定义、适用范围、制造要求和测试方法等。
第一部分: 标准的定义与概述AMS 6930标准是美国航空材料协会所颁布的钛合金材料标准之一,其目的在于确保高强度合金钛板和钛合金型材的制造、测试和使用符合相关要求。
该标准主要适用于航空航天领域,以保障材料的安全性、可靠性和性能。
第二部分: 标准的适用范围AMS 6930标准适用于制造和交付机械化和手工操作的钛板、钛型材和锻制件。
其中,钛板要求符合一定的化学成分、机械性能和微观结构要求,钛型材和锻制件还需要满足特定的机械特性和力学性能。
第三部分: 标准的制造要求根据AMS 6930标准制造高强度合金钛板和钛合金型材的总体要求,包括如下几个方面:1. 材料化学成分:合金元素的含量应该符合标准规定的范围,以确保满足材料的性能要求。
2. 材料熔炼和铸造:熔炼过程要求高纯度原料,采用合适的熔炼设备和工艺参数,以确保合金成分的均匀性和纯度。
3. 板材和型材的制备:包括切割、粗加工、精加工和冷加工等工艺,以实现材料的准确尺寸、表面质量和力学性能。
4. 热处理:根据具体材料和应用要求,进行适当的热处理工艺,以调整材料的力学性能和微观组织。
第四部分: 标准的测试方法AMS 6930标准要求对高强度合金钛板和钛合金型材进行一系列的测试,以确认其符合标准规定的要求。
主要包括以下几个方面:1. 化学成分分析:通过化学分析仪器,准确测定材料的化学成分,并与标准要求进行对比。
2. 金相显微镜检查:通过金相显微镜观察材料的显微组织,评估晶粒尺寸、晶界清晰度和相含量等。
3. 机械性能测试:包括拉伸试验、冲击试验、弯曲试验等,以确定材料的强度、韧性和刚度指标。
未注尺寸公差技术规范
编号未注尺寸公差技术标准版本页次1.目的和范围A01第 1 页,共14 页批准日期标准产品构造件在设计图样上其根本尺寸无指定公差时的尺寸公差。
本标准适用于联亨技术产品、金属材料和构造件的设计、生产及检验。
2.引用标准和参考标准以下标准包含的条文,通过在本标准中引用而构本钱标准的条文。
在标准出版时,全部版本均为有效。
全部标准都会被修订,使用本标准的各方应探讨,使用以下标准最版本的可能性。
GB/T 1804-92 《一般公差线性尺寸的未注公差》GB/T 13914-92 《冲压件尺寸公差》GB/T 13914-92 《冲压件角度公差》DIN6930-Part2 《Steel Stampings General Tolerances》3.根本功能描述依据加工对象与手段〔冲压〈冲裁、落料、冲孔、孔中心距〉、NCT、折弯、机加工等〕不同特点,制定不同工艺手段的一般公差。
4.术语:根本尺寸:指产品零件完成后应到达的尺寸,包括在任何使用时或装配后不去除的任何外表处理层。
平冲压件:经平面冲裁工序加工而成平面的冲压件。
成形冲压件:经弯曲、拉深和其它成形工序加工而成的冲压件。
孔组间距:同一零件上一组孔的中心线与另一组孔的中心线间的距离。
5.技术要求5.1冲压件尺寸的未注公差5.1.1精度等级本标准规定了平冲压件长度、直径、圆弧尺寸及冲裁角度,成形冲压件弯曲长度、拉深和卷圆直径、弯曲角度、孔中心距、孔组间距等均分为f、m、g、sg 四个精度等级,其余尺寸和要素均不分精度等级,无特别标注按m 级生产。
5.1.2平冲压件的未注公差平冲压件的公差,适用于平冲压件冲裁工序,也应用于成形冲压件的平面冲裁工序的平根本尺寸公 差 厚度尺寸范围1~6>6~10>10~25>25~63>63~160>160~400>400~1000>1000~6300面尺寸。
5.1.2.1 平冲压件长度 L 、直径D 、d 尺寸(图 1)的极限偏差按表 1 规定。
EN693安全需求与方法汇总

5安全需求与方法5.1介绍液压机尺寸包含的范围从小型高速机器:单一操作者制造小型工作部件到大型慢速机器:数个操作者制造大型复杂工作部件。
消除重大危险或降低相关风险的措施详细说明办法如下:5.2基本设计考虑5.2.1在制造过程中避免重物的意外的掉落5.2.1.1当有受伤的风险存在时(力超过150N),需提供避免滑座/冲柱在手动、自动进料或出料的制造模式下,重物掉落的方法(见表2, 3)。
此掉落可能是由液压系统故障、机械故障或电气控制系统的故障所引起,需由以下方法来预防:1. 机械式约束装置。
2. 液压约束装置(见5.2.1.2)。
3. 单一液压阀约束装置与机械式约束装置的组合。
约束装置需自动运转及当器具停止、~~操作者有可能接触到作业区时,仍保持在有效的状态下。
5.2.1.2当没有使用机械式约束且掉落的风险仍存在,液压约束装置需有以下之装置构成:5.2.1.3当液压机只是用丁以下用途时1. 全自动机器2. 使用密闭式作业区。
3. 使用固定式封闭护罩4. 使用慢速合模及按压控制(见5.3.18)单一液压阀约束装置或机械式约束装置的提供需是最小量的。
5.2.1.4需有一个自动检测的系统,检查其约束系统(见5.2.1.1)是否为功能正常,且在任何一个系统失效时不会出现冲压行程(见5.4.1.2的表D1)。
5.2.1.5控制系统需能避免不受约束之行程(参考5.4.1.2及5.4.1.3)。
5.2.2避免在保养或维修时重物掉落5.2.2.1当滑座/冲柱有造成受伤的风险时(力量超过150N),,在维修期间需提供一个机械式约束装置(如安全栓)或任何必要的在作业区的干预除了正常手动供给。
附注:此风险不会发生在工具的上行冲程,但可能会发生在移动的工具上。
当此装置无法完全承受此压力时,需与压力控制装置互锁,这样当装置定位时不会执行锁模行程(见1037)。
5.2.2.2当液压机开启冲程长度超过500mm及工作平台深度超过800mm时,此装置需永久的和液压机固定结合在一起。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DIN 6930钢冲压件
文字翻译稿
后附的文字翻译稿未经DIN-Sprachendienst检查其准确性。
因此,德国标准协会(DIN) 对其正确性或完整性不承担任何责任。
不可将本翻译稿视为经DIN授权批准的翻译稿。
给出口商的技术关心
翻译稿
DIN 6930
第一部分
1983年1月
钢冲压件
技术规范
源语言版本
发行人DEUTSCHES INSTITUT FUR NORMUNG 西德
柏林30 D-1000
Postfach1107
给出口商的技术关心采取了所有的合理措施以确保翻译稿的准确性,但对任何错误、遗漏或不准确性不承担任何责任。
若有疑咨询或争议,源语言版本为唯独有效版本。
©给出口商的技术关心
英国标准协会
MK14 6LE, Milton Keynes, Linford Wood
UDC 669.14-41-13: 德国标准
DIN
621.96:620.1
6930
钢冲压件
第一部分
技术规范
1983年1月
取代
1972年1月
版本
1. 应用领域
本标准适用于以0.1mm以上厚度的扁钢钢材为原材料,通过专门的冲压工艺(见DIN 9870 第一部分)生产的部件(简称“冲压件”)。
冲压工艺还包括步冲切割,参见DIN 8588,还应留意3.4项。
本标准不包含周密冲裁工艺(见VDI 3345)。
本标准讲明的规范适用于任何涉及该标准的图纸或有关讲明(如定购讲明)。
如果本标准临时用于非扁钢或非钢的半成品制成的部件,供货方和用户之间须达成专门协议。
2. 扁材
冲压件由下列扁材制成:
DIN 1016 扁钢轧材;热轧带钢、厚度小于3m m的热轧带钢、轮廓尺寸、尺寸、外形和重量公差。
DIN 1017 第一部分钢筋;一样用途的热轧扁材;轮廓尺寸、重量和公差。
DIN 1017 第二部分钢筋;专门用途的热轧扁材;轮廓尺寸,重量和公差。
DIN 1541 扁钢轧材;非合金钢冷轧宽带材和板;轮廓尺寸,尺寸和外形公差
DIN冲压件委员会(德国标准协会) 1.
DIN 1543 扁钢轧材;厚度为3到150mm的热轧板/薄板;尺寸、重量和外形公差。
DIN 1544 扁钢轧材;冷轧带钢;轮廓尺寸、尺寸和外形公差。
DIN 1616 镀锡薄钢板和薄钢板;等级、轮廓尺寸和公差。
DIN 59 200 热轧宽带钢;轮廓尺寸、公差和重量。
3. 要求
3.1 一样公差
讲明见DIN 6930,第二部分。
3.2 表面
除了切割面外,冲压件的表面条件应与所使用的板/薄板表面条件相同。
因变形引起的现象,如轻度鳞片、轻度成形划痕和表面轻微的不平坦是不可幸免的。
冲压件供货时没有防腐爱护。
如果对表面质量有专门要求,应达成下列协议,如:
-无划痕
注意,在“能见度”范畴内(不使用放大透镜,250mm内)观看时,看不到划痕。
-除鳞的
-喷砂清理的
-酸洗的
-加了油的
-磷酸盐化的
-涂底漆的
-有涂层的
-镀锌的
3.3 切割边
通常通过切割生产出的冲压件都有一个切断毛刺。
必要时,应通过协议确定切断毛刺的高度和方向。
毛刺高度标准数据请参见DIN9830。
若因功能或安全因素而不承诺有切断毛刺,应达成需要附加工艺操作的专门协议
3.4 切割面
切割面抛光尚未规定要求。
只是应注意,通过步冲生产的冲压件因工艺性质而有一个起伏的切割面。
由于该特性,原则上,步冲的使用应由生产商和用户之间达成共识。
3.5 定购数量公差
下列给出的定购数量公差应用于冲压件的交货。
如果用户不能同意缺少的数量,应该在定购时就达成协议。
4. 定购信息
如果所供的冲压件必需符合本标准的规范,用户提供的图纸和其它信息应包含下列参考:
DIN 6930规范
4.1 图纸数据
在生产中,用户图纸应用作权威。
任何情形下,供货商预备的图纸一旦经用户批准即可用作权威。
4.2 材料、交付条件
应明确讲明材料(等级)和交付条件。
决定交付条件时,应当注意,在成形期间,最初扁材的强度上限可能会发生高达10%的强度增加。
因此,建议冲压件用户和生产商在工艺要求方面达成一致。
这关于以后冲压件的加工是专门重要的。
4.3 标记
工业生产的冲压件一样不作标记。
但在专门情形下,可达成作标记的协议。
5. 热处理
一样工业惯例中,冲压件在成形、冲裁或焊接后不做热处理。
但在专门情形下可达成热处理的协议,如:
-低温退火
-软化退火
-正火
-淬火和回火
6. 工具
6.1 客户专用工具
客户专用工具是冲压件生产商为用户制造或购买的、费用由用户承担的工具。
通常冲压件生产商负责爱护、更新以及小心储存这些工具。
如果离用户最后一次使用这些工具制造冲压件的定货已有3年的时刻,一样讲来冲压件的生产商就没有义务再储存这些工具。
但冲压件生产商应在3年期满前通知用户。
6.2 非特定用户专用的工具
这些工具是那些用于冲压件的生产,不是为某个用户制造或购买的工具。
他们由生产商自己制造和购买。
因此生产商能按自己的意愿使用他们,并可随意修改或丢弃。
7. 检查和试验
检查和试验的类型和范畴取决于随后的加工和最终使用对冲压件的要求。
这些要求只有用户了解,用户应将这些要求告知生产商。
检查/试验划分为两类。
7.1 一样检查和试验方法
这包括检查冲压件是否符合定购单规定的要求以及检查是否存在表面缺陷,以及检查表面是否有肉眼可见的裂痕。
7.2 附加检查和试验方法
这包括一样试验和检查程序以外的试验,如硬度试验、磁力探伤、超声波探伤和其他技术。
这些试验的类型和范畴应由用户和生产商之间的专门协议决定。
8. 交付时的质量证明
8.1 符合7.1项的一样检查和试验程序的冲压件交付时无证书。
8.2 当有专门协议时,如符合7.2 项的提升级不的检查和试验,用户和生产商可协议要求通过提供一张符合定购单要求的证书、试验报告、制造商的试验证书或符合DIN 50 049的检查证明来提供试验证明。
标准和其他有关文件
DIN 6930 第二部分钢冲压件:一样公差
DIN 9830 冲压件毛刺高度
DIN 9870 第一部分冲压定义:生产方法和工具;一样定义和同义词列表
DIN 50 049 材料试验证明
VDI 3345 周密冲裁
其他标准
DIN 6784 材料边缘:定义、图纸数据
上一版
DIN 6934:08.59;DIN 6930: 05.56x;DIN 6930 第一部分:01.72.
修正
1972年1月的版本已做出下列修正:
应用领域扩大,定义更加精确。
“扁平轧机”部分被扩充。
切割边缘规范已被删除,但必要时:
包含切断毛刺方向的讲明
标准内容已被修改。
国际专利分类法
B 21 D 28/00
B 21 D 22/00。