参考程序4
C语言实验四
1
1 2 1
1 2 3 2 1
1 2 3 4 3 2 1
·…·
·…·
·…·
1 2 3…8 9 8…3 2 1
对应答案:实验4程序流程控制
1.参考程序
#define PI 3.14159
main()
{
float r,c,s1,s2,v;
printf("Enter r:");
scanf("%f",&r);
exit(0);
}
do
{
printf("%d",x%10);
i++;
x=x/10;
}while(x!=0);
printf("\ni=%d\n",i);
}
5.参考答案
(1)2 2 3 3 4 4 5 5 5 6 6 7 7 7 7
(2)Chi(注意:回车符“↙”也作为一个字符)
(3)x=13
6.分析
方法一:借助最大公约数。两个数的最小公倍数等于这两个数的积除以其最大公约数,这样,可以先利用辗转相除法求出最大公约数,进而求出最小公倍数。
3.先分析下面程序的功能,然后输入一个3位整数进行调试,看一看分析的结果是否正确。
main()
{
int n,x1,x2,x3,y;
printf("Enter n:");
scanf("%3d",&n);
x1=n/100;
x2=n/10%10;
x3=n/100;
y=x3*100+x2*10+x1;
printf("y=%d",y);
scanlab rtc4程序范例
一、Scanlab RTC4程序简介Scanlab RTC4是一款用于激光切割和雕刻控制的专业软件程序,能够实现精准的定位和控制,广泛应用于工业生产和艺术创作领域。
本文将为大家介绍Scanlab RTC4程序的基本功能和使用方法,并提供一些程序范例供参考。
二、Scanlab RTC4程序的基本功能Scanlab RTC4程序具有以下基本功能:1.高精度定位控制:程序能够精准控制激光束的位置和运动路径,实现精准的切割和雕刻。
2.快速响应速度:程序具有快速的响应速度,能够实时调整激光束的位置和运动轨迹。
3.多种运动控制模式:程序支持多种运动控制模式,包括直线运动、曲线运动和圆弧运动等,满足不同切割和雕刻需求。
4.灵活的参数设置:程序具有丰富的参数设置功能,能够根据实际需求灵活调整激光切割和雕刻的参数。
三、Scanlab RTC4程序的使用方法使用Scanlab RTC4程序进行激光切割和雕刻,一般需要经过以下步骤:1.程序安装和设置:首先需要安装Scanlab RTC4程序,并进行相应的参数设置,包括激光器类型、切割材料和切割参数等。
2.文件导入和编辑:将需要切割或雕刻的文件导入到程序中,并根据需要进行编辑和调整,包括位置、尺寸和形状等。
3.运动控制和监控:进行激光切割或雕刻前,需要通过程序进行运动控制和监控,确保激光束的定位和运动轨迹准确无误。
4.切割或雕刻操作:根据实际需求,进行激光切割或雕刻操作,程序将根据预设的参数和路径进行自动控制,实现精准的切割和雕刻效果。
四、Scanlab RTC4程序范例以下是一些使用Scanlab RTC4程序的范例,供大家参考:1.激光切割范例:使用Scanlab RTC4程序进行金属材料的激光切割,实现高速、高精度的切割效果。
2.激光雕刻范例:使用Scanlab RTC4程序进行木材或皮革等材料的激光雕刻,实现精美的图案和文字雕刻效果。
3.激光打标范例:使用Scanlab RTC4程序进行塑料或玻璃等材料的激光打标,实现清晰、持久的打标效果。
c语言第二部分 实验内容

三、实验内容
1.阅读并输入如下程序,查看运行结果,并分析其功能。 # include "stdio.h" main ( ) { int a, b, c, s ; a = 5; b = 4; c = 6; s = (a+b+c)/ 3; printf (" a = %d, b = %d, c = %d \n, s = %d ", a, b, c, s) ; }
C语言程序设计实验·设计·习题
2.下面是一正方形面积的计算程序,通过输入不同的边长,求 出不同的面积。输入此程序并试运行。 注意:程序中含有输入语句,运行时将会停留在另一窗口中等待 输入数据。 # include"stdio.h" main ( ) { int r, s ; scanf (" %d ",&r) ; s= r*r; printf (" s = %d ", s) ; } 3.在Turbo C中调试并修改以下C程序中的错误。
C语言程序设计实验·设计·习题
三、实验内容
1.改正书中所给的相关程序的错误。 2.程序填空。 (1)按程序中注释的要求填输出语句。 (2)要求运行时必须按如下格式输入数据,请填空。 3.程序编译成功,只是说明没有语法错误,但并不一定能得出 正确结果,因为有可能存在编程逻辑错误。这时,我们需要跟踪变量、 调试程序,找出问题所在。调试的一般方法有: (1)单步跟踪:选择Run菜单下的Step命令,也可以直接按快捷键 F7(可跟踪进函数、过程)或快捷键F8,这样可以每条语句单独运行。 (2)运行至光标处:先将光标移至目标语句,然后选择Run菜单下 的Go to Cursor命令,或按快捷键F4,这样可以连续运行从开始到光 标处的一段程序。
C++算法-4.递归算法

if (x==a[mid]) cout<<"YES"<<endl; else if (x<a[mid]) search(x,mid+1,bot); else search(x,top,mid-1); } else cout<<"NO"<<endl; }
//找到就输出 //判断在前半段还是后半段查找
【例2】 设有N个数已经按从大到小的顺序排列,现在输入X,判断它是 否在这N个数中,如果存在则输出:“YES” 否则输出“NO”。 【算法分析】 该问题属于数据的查找问题,数据查找有多种方法,通常方法是:顺 序查找和二分查找,当N个数排好序时,用二分查找方法速度大大加快。 二分查找算法: (1) 设有N个数,存放在A数组中,待查找数为X,用L指向数据的高 端,用R指向数据的低端,MID指向中间: (2) 若X=A[MID] 输出 “YES”; (3)若X<A[MID]则到数据后半段查找:R不变,L=MID+1,计算新的 MID值,并进行新的一段查找; (4) 若X>A[MID]则到数据前半段查找:L不变,R=MID-1,计算新的 MID值,并进行新的一段查找; (5)若L>R都没有查找到,则输出“NO”。 该算法符合递归程序设计的基本规律,可以用递归方法设计。
数控车床的程序编制习题1
数控车床的程序编制习题一判断题1.圆弧插补中,对于整圆,其起点和终点相重合,用R编程无法定义,所以只能用圆心坐标编程。
()2.圆弧插补用半径编程时,当圆弧所对应的圆心角大于180º时半径取负值。
()3.车削中心必须配备动力刀架。
()4.X坐标的圆心坐标符号一般用K表示。
()5.数控车床的特点是Z轴进给1mm,零件的直径减小2mm。
()6.数控车床刀架的定位精度和垂直精度中影响加工精度的主要是前者。
()7.数控车床加工球面工件是按照数控系统编程的格式要求,写出相应的圆弧插补程序段。
()8.子程序的编写方式必须是增量方式。
( )9.数控车床的刀具功能字T既指定了刀具数,又指定了刀具号。
()10.数控机床的编程方式是绝对编程或增量编程。
()11.数控机床用恒线速度控制加工端面、锥度和圆弧时,必须限制主轴的最高转速。
()12.螺纹指令G32 X41.0 W-43.0 F1.5是以每分钟1.5mm的速度加工螺纹。
()13.车床的进给方式分每分钟进给和每转进给两种,一般可用G94和G95区分。
()14.数控车床可以车削直线、斜线、圆弧、公制和英制螺纹、圆柱管螺纹、圆锥螺纹,但是不能车削多头螺纹。
()15.数控车床的刀具补偿功能有刀尖半径补偿与刀具位置补偿。
()16.外圆粗车循环方式适合于加工棒料毛坯除去较大余量的切削。
()17.固定形状粗车循环方式适合于加工已基本铸造或锻造成型的工件。
()18.绝对值方式是指控制位置的坐标值均以机床某一固定点为原点来计算计数长度。
()19.增量值方式是指控制位置的坐标是以上一个控制点为原点的坐标值。
()20.无论是尖头车刀还是圆弧车刀都需要进行刀具半径补偿。
()21.车刀刀尖圆弧增大,切削时径向切削力也增大。
()22.数控机床编程有绝对值和增量值编程,使用时不能将它们放在同一程序段中。
()23.子程序的编写方式必须是增量方式。
()24.数控车床加工球面工件是按照数控系统编程的格式要求,写出相应的圆弧插补程序段。
生猪参考免疫程序表格
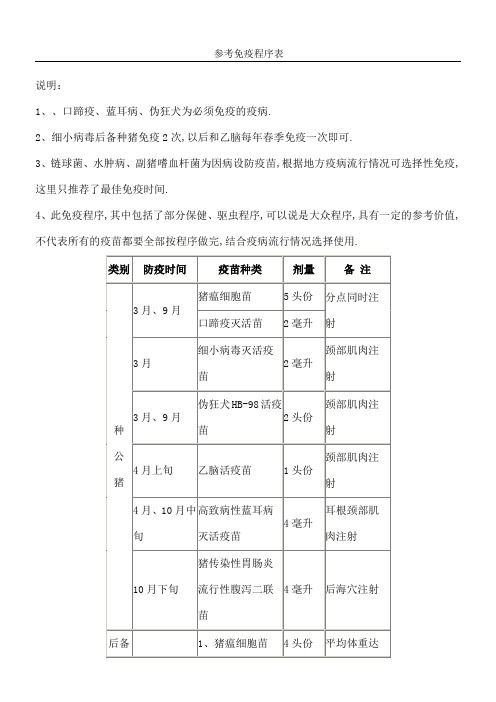
防疫时间
疫苗种类
剂量
备 注
种
公
猪
3月、9月
猪瘟细胞苗
5头份
分点同时注射
口蹄疫灭活苗
2毫升
3月
细小病毒灭活疫苗
2毫升
颈部肌肉注射
3月、9月
伪狂犬HB-98活疫苗
2头份
颈部肌肉注射
4月上旬
乙脑活疫苗
1头份
颈部肌肉注射
4月、10月中旬
高致病性蓝耳病灭活疫苗
4毫升
耳根颈部肌肉注射
10月下旬
猪传染性胃肠炎流行性腹泻二联苗
参考免疫程序表
说明:
1、、口蹄疫、蓝耳病、伪狂犬为必须免疫的疫病.
2、细小病毒后备种猪免疫2次,以后和乙脑每年春季免疫一次即可.
3、链球菌、水肿病、副猪嗜血杆菌为因病设防疫苗,根据地方疫病流行情况可选择性免疫,这里只推荐了最佳免疫时间.
4、此免疫程序,其中包括了部分保健、驱虫程序,可以说是大众程序,具有一定的参考价值,不代表所有的疫苗都要全部按程序做完,结合疫病流行情况选择使用.
高致病性蓝耳病灭活疫苗
2毫升
颈部肌肉注射
出生后第38天
伪狂犬HB-98活疫苗
1.5头份
颈部肌肉注射
出生后第50天
伊克敏定拌料7天
出生后第60天
高致病性蓝耳病灭活疫苗
3毫升
颈部肌肉注射
出生后第80天
猪瘟细胞苗
4头份
颈部肌肉注射
口蹄疫灭活苗
2毫升
颈部肌肉注射
出生后110天
伊克敏定拌料7天
4毫升
耳根颈部肌肉注射仔猪出生后环丙沙星注射液
1毫升
口服后吃初乳
出生后第3天
数控机床编程与操作期末复习试题4套含答案大学期末复习资料

《数控机床编程与操作》期中试卷(A)一、填空题(每空1分,共计20分)1、一个完整的加工程序应包括、、三个部分。
2、数控加工的实质就是数控机床按照事先编好的,自动的对工件进行加工。
3、数控车床的组成主要由、、、和等部分组成。
4、控制介质是将零件加工信息传送到数控装置去的,包括CRT操作面板和车床操作面板。
5、选择粗基准时,主要要求保证各加工面有足够的,使加工面与不加工面间的位置符合图样要求,并特别注意要尽快获得。
6、圆弧插补用半径编程时,当圆弧对应的圆心角大于180°时,R为 , 当圆弧对应的圆心角小于180°时,R为。
7、螺纹车刀按结构分为:、、。
8、刀尖圆弧左补指令,螺纹固定循环指令,暂停指令。
二、选择题(每题1分;共计5分)1、是数控机床的“大脑”和“核心”,它的功能是根据输入的程序和数据经其系统处理后,发出相应的各种信号和指令给伺服系统。
A、辅助控制装置B、数控系统C、伺服系统D、可编程控制器2、切削用量中对切削温度影响最大的是( )。
A、切削深度B、进给量C、切削速度D、A、B、C一样大3、下列确定加工路线的原则中正确的说法是。
A、加工路线短B、数值计算简单C、加工路线应保证加工精度D、ABC兼顾4、通常情况下,平行于机床主轴的坐标轴是( )。
A、 X轴B、Z轴C、Y轴D、不确定5、伺服系统按控制方式可分为。
A、开环控制系统B、全闭环控制系统C、半闭环控制系统D、半开环控制系统三、判断题(每小题1分,共计10分)1、加工圆弧时,圆弧表面出现凹凸现象,是由于刀尖圆弧半径没有补偿。
()2、切削用量包括切削速度、背吃刀量、进给量。
()3、精基准是用未加工表面作为定位基准面。
()4完整的数控加工程序由程序开始符、程序主体、程序结束指令、程序结束符组成。
()5、不同的数控机床可能选用不同的数控系统,但数控加工程序指令都是相同的。
()6、M30与M02功能基本相同,只是执行到M30指令后光标自动返回到程序头位置,为加工下一个工件做好准备。
汇编语言流程图
判定条件
判定条件
语句1
语句2 语句1 … 语句2 … 语句n
IF-THEN-ELSE结构
CASE结构
§5.3.1 用比较/测试的方法实现IF-THENELSE结构
实现方法:在产生分支之前,通常用比较、测试的办
法在标志寄存器中设置相应的标志位,然后再选用适当 的条件转移指令,以实现不同情况的分支转移。
DB 0DH,0AH,"OK,Please answer in German!$"
DATA ENDS
CODE SEGMENT
ASSUME
CS:CODE,DS:DATA
START: MOV AX,DATA
MOV
DS,AX
LEA
DX,MENU
;显示菜单
MOV
AH,9
INT
21H
MOV INT CMP JB CMP JA LEA SUB SHL XOR ADD
(1)进行比较,使用比较指令:
CMP
DEST,SRC
该指令进行减法操作,而不保存结果,只设置标志位。
(2)进行测试,使用测试指令
TEST DEST,SRC
该指令进行逻辑与操作,而不保存结果,只设置标志位。
§5.3.2 用地址表法实现CASE结构(即多路分支)
用地址表法实现CASE结构的基本思路是:将各 分支程序的入口地址依次罗列形成一个地址表,让 BX指向地址表的首地址,从键盘接收或其他方式获 取要转到的分支号,再让BX与分支号进行运算,使 BX指向对应分支入口地址,最后即可使用JMP WORD PTR [BX] 或JMP DWORD PTR [BX] 指 令实现所要转到的分支;程序设计流程图如图5.6所 示:
工业机器人实训考试试题2 - 含参考程序
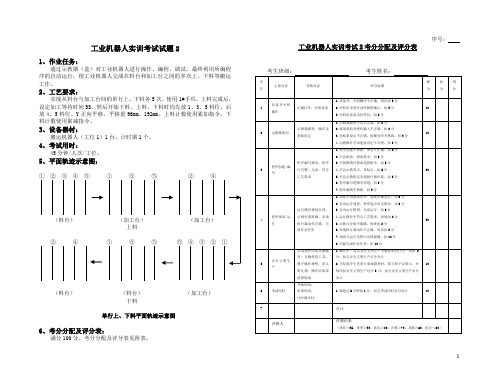
工业机器人实训考试试题21、作业任务:通过示教器(盒)对工业机器人进行操作、编程、调试,最终利用所编程序的自动运行,使工业机器人完成在料台和加工台之间的多次上、下料等搬运工作。
2、工艺要求:实现从料台与加工台间的单行上、下料各5次,使用1#手爪。
上料完成后,设定加工等待时间5S,然后开始下料。
上料、下料时均先放1、3、5料位,后放4、5料位。
Y正向平移,平移量96mm、192mm。
上料计数使用累加指令,下料计数使用累减指令。
3、设备器材:搬运机器人(工位1)1台、计时器1个。
4、考试用时:45分钟/人次/工位。
5、平面轨迹示意图:①②③④⑤①③⑤②④(料台)(加工台)(加工台)上料②④①③⑤⑤④③②(料台)(料台)(加工台)下料单行上、下料平面轨迹示意图6、考分分配及评分表:满分100分。
考分分配及评分表见附表。
序号:工业机器人实训考试2考分分配及评分表7、参考程序(示例程序16):—主/子程序—P000=-2.794532,-2.354631,2.188341,0.003075,90.157050,0.001526,0.000000,0.000000;P001=-63.710039,25.299595,-7.861327,4.556348,23.249510,125.626166,0.000000,0.000000;P002=41.545406,3.321531,18.073557,45.076682,45.993369,16.956343,0.000000,0.000000;P003=-63.710039,26.567787,-24.203067,2.900811,38.293129,127.536598,0.000000,0.000000;P004=-58.026860,-16.387816,16.735965,-25.931263,54.361455,131.271836,0.000000,0.000000;P005=-7.803018,5.567475,-5.638086,43.137545,94.729901,-7.908513,0.000000,0.000000;P006=58.646248,-16.083230,24.034333,27.601415,46.612482,47.158405,0.000000,0.000000;P007=41.545406,2.731131,12.660845,41.393473,50.371408,22.474144,0.000000,0.000000;0001 MAIN; //程序头0002 MOVJ P0 ,V20 ,Z0 ; //零点0003 SET R0 ,0 ; //给R0变量赋值为00004 SET R1 ,5 ; //给R1变量赋值为50005 SETE PX0 (0) ,0 ; //给PX0变量在各方向均赋值为00006 SETE PX1 (0) ,0 ; //给PX1变量在各方向均赋值为00007 SETE PX1 (2) ,96 ; //给PX1变量在Y方向正方向赋值为96 0008 SETE PX2 (0) ,0 ; //给PX2变量在各方向均赋值为00009 SETE PX3 (0) ,0 ; //给PX3变量在各方向均赋值为00010 SETE PX3 (2) ,192 ; //给PX3变量在Y方向正方向赋值为192 0011 SETE PX4 (0) ,0 ; //给PX4变量在各方向均赋值为00012 SETE PX5 (0) ,0 ; //给PX5变量在各方向均赋值为00013 SETE PX5 (2) ,384 ; //给PX5变量在Y方向正方向赋值为384 0014 SETE PX6 (0) ,0 ; //给PX6变量在各方向均赋值为00015 SETE PX6 (2) ,384 ; //给PX6变量在Y方向正方向赋值为384 0016 SETE PX7 (0) ,0 ; //给PX7变量在各方向均赋值为00017 SETE PX7 (2) ,384 ; //给PX7变量在Y方向正方向赋值为384 0018 DOUT OT9 ,OFF ; //抓取输出信号关闭0019 DOUT OT8 ,ON ; //松开输出信号打开0020 WAIT IN8 ,ON ,T0 ; //松开到位输入信号延时-无限延长0021 DELAY T0.5 ; //延时0.5S0022 LAB0: //程序段标签00023 INC R0; //R0加10024 MOVJ P4 ,V20 ,Z0 ; //过渡点0025 SHIFTON PX0; //平移打开,平移量PX00026 MOVJ P3 ,V20 ,Z0 ; //过渡点0027 MOVL P1 ,V100 ,Z0 ; //料台抓取点0028 DOUT OT8 ,OFF ; //松开输出信号关闭0029 DOUT OT9 ,ON ; //抓取输出信号打开0030 WAIT IN9 ,ON ,T0 ; //抓取到位输入信号延时-无限延时0031 DELAY T0.5 ; //延时0.5S0032 MOVL P3 ,V100 ,Z0 ; //过渡点0033 SHIFTOFF; //平移关闭0034 MOVJ P4 ,V20 ,Z0 //过渡点; 0035 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0036 PX0 = PX0 + PX1 ; //PX0在Y方向正方向加96,实现向右偏移0037 JUMP LAB1 ,IF R0 <= 3 ; //如果R0值<=3时,转到LAB1,否则执行下一行指令0038 JUMP LAB2 ,IF R0 <= 5 ; //如果R0值<=5时,转到LAB2,否则执行下一行指令0039 LAB1 : //程序段标签10040 MOVJ P6 ,V20 ,Z0 ; //过渡点0041 SHIFTON PX2 ; //平移打开,平移量PX20042 MOVJ P7 ,V20 ,Z0 ; //过渡点0043 MOVL P2 ,V100 ,Z0 ; //加工台放置点(料位1、3、5)0044 DOUT OT9 ,OFF ; //抓取输出信号关闭0045 DOUT OT8 ,ON ; //松开输出信号打开0046 WAIT IN8 ,ON ,T0 ; //松开到我输入信号延时-无限延时0047 DELAY T0.5 ; //延时0.5S0048 MOVL P7 ,V100 ,Z0 ; //过渡点0049 SHIFTOFF; //平移关闭0050 MOVJ P6 ,V20 ,Z0 ; //过渡点0051 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0052 PX2 = PX2 + PX3 ; //PX2在Y方向正方向加192,实现向右偏移0053 JUMP LAB0 ,IF R0 < 5 ; //R0值<5时,转到LAB0,否则执行下一行指令0054 LAB2 : //程序段标签20055 PX4 = PX4 + PX1 ; //PX3在Y方向正方向加96,实现向右偏移0056 MOVJ P6 ,V20 ,Z0 ; //过渡点0057 SHIFTON PX4 ; //平移打开0058 MOVJ P7 ,V20 ,Z0 ; //过渡点0059 MOVL P2 ,V100 ,Z0 ; //加工台放置点(料位2、4)0060 DOUT OT9 ,OFF ; //抓取输出信号关闭0061 DOUT OT8 ,ON ; //松开输出信号打开0062 WAIT IN8 ,ON ,T0; //松开到位输入信号延时-无限延时0063 DELAY T0.5 ; //延时0.5S0064 MOVL P7 ,V100 ,Z0 //过渡点0065 SHIFTOFF; //平移关闭0066 MOVJ P6 ,V20 ,Z0 ; //过渡点0067 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0068 PX4 = PX4 + PX1 ; //PX3在Y方向正方向加96,实现向右偏移0069 JUMP LAB0 ,IF R0 < 5 ; //R0值<5时,转到LAB0,否则执行下一行指令0070 DELAY T5 ; //延时5S(等待加工完成)0071 LAB3 : //程序段标签30072 DEC R1 ; //R1减10073 MOVJ P6 ,V20 ,Z0 ; //过渡点0074 SHIFTON PX5 ; //平移打开,平移量PX50075 MOVJ P7 ,V20 ,Z0 ; //过渡点0076 MOVL P2 ,V100 ,Z0 ; //加工台抓取点0077 DOUT OT8 ,OFF ; //松开输出信号关闭0078 DOUT OT9 ,ON ; //抓取输出信号打开0079 WAIT IN9 ,ON ,T0 //抓取到位输入信号延时-无限延时0080 DELAY T0.5 ; //延时0.5S0081 MOVL P7 ,V100 ,Z0 ; //过渡点0082 SHIFTOFF; //平移关闭0083 MOVJ P6 ,V20 ,Z0 ; //过渡点0084 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0085 PX5 = PX5 - PX1 ; //PX5在Y方向正方向减96,否则执行下一行指令0086 JUMP LAB4 ,IF R1 >= 2 ; //如果R0值>=2时,转到LAB4,否则执行下一行指令0087 JUMP LAB5 ,IF R1 >= 0 ; //如果R0值>=0时,转到LAB5,否则执行下一行指令0088 LAB4 : //程序段标签40089 MOVJ P4 ,V20 ,Z0 ; //过渡点0090 SHIFTON PX6 ; //平移打开,平移量PX60091 MOVJ P3 ,V20 ,Z0 ; //过渡点0092 MOVL P1 ,V100 ,Z0 ; //料台放置点(料位1、3、5)0093 DOUT OT9 ,OFF ; //抓取输出信号关闭0094 DOUT OT8 ,ON ; //松开输出信号打开0095 WAIT IN8 ,ON ,T0 ; //松开到位输入信号延时-无限延时0096 DELAY T0.5 ; //延时0.5S0097 MOVL P3 ,V100 ,Z0 ; //过渡点0098 SHIFTOFF; //平移关闭0099 MOVJ P4 ,V20 ,Z0 ; //过渡点0100 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0101 PX6 = PX6 - PX3 ; //PX6在Y方向正方向减192,实现向左偏移0102 JUMP LAB3 ,IF R1 > 0 ; //P1值>0时,转到LAB3,否则执行下一行指令0103 LAB5 : //程序段标签50104 PX7 = PX7 - PX1 ; //PX7在Y方向正方向减96,实现向左偏移0105 MOVJ P4 ,V20 ,Z0 ; //过渡点0106 SHIFTON PX8 ; //平移打开,平移量PX70107 MOVJ P3 ,V20 ,Z0 ; //过渡点0108 MOVL P1 ,V100 ,Z0 ; //料台放置点(料位2、4)0109 DOUT OT9 ,OFF ; //抓取输出信号关闭0110 DOUT OT8 ,ON ; //松开输出信号打开0111 WAIT IN8 ,ON ,T0 ; //松开到位输入信号延时-无限延时0112 DELAY T0.5 ; //延时0.5S0113 MOVL P3 ,V100 ,Z0 ; //过渡点0114 SHIFTOFF; //平移关闭0115 MOVJ P4 ,V20 ,Z0 ; //过渡点0116 MOVJ P5 ,V20 ,Z0 ; //安全点、延时点、判断点0117 PX7 = PX7 - PX1 ; //PX7在Y方向正方向减96,实现向左偏移0118 JUMP LAB3 ,IF R1 > 0; //R1值>0时,否则执行下一行指令0119 MOVJ P0 ,V20 ,Z0 ; //回零0120 # RET; //返回调用此程序的主程序0121 END; //程序结束0122 MOVJ P0 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0123 MOVJ P1 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0124 MOVJ P2 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0125 MOVJ P3 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0126 MOVJ P4 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0127 MOVJ P5 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0128 MOVJ P6 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0129 MOVJ P7 ,V20 ,Z0 ; //记录点位,便于重新获取示教点0130 END; //程序结束①②③④⑤①③⑤②④(料台)(加工台)(加工台)上料②④①③⑤⑤④③②①(料台)(料台)(加工台)下料单行上、下料平面轨迹示意图。
华中数控车床实训图纸及参考程序

华中数控车床实训图纸及参考程序Document number:NOCG-YUNOO-BUYTT-UU986-1986UT工作任务1 机械加工工序卡片材料φ40×68mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
G71T0101 粗车:S600精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ30外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务一零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F 精加工;G00X42Z2N10G00X27G01Z0Z-20X35Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F10G100M工作任务2机械加工工序卡片材料φ40×74mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度25mm,粗、精车削工件左端外形。
G71T0101 粗车:S500精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ38外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务二零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G2.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G工作任务3机械加工工序卡片材φ30×72mm 零件4号系统HNC21/22T 工序刀具卡片加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100MM00T010195M1500FG00X32Z2N10G00X0G01Z0G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100M95M1500F10G100M 4mm宽的切槽车刀;95M450FG00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10-29FX14Z-29G00X100Z100M05M30工作任务4机械加工工序卡片材料φ30×72mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
标准C语言程序设计及应用周纯杰版习题参考答案
注:以下内容为教材部分习题答案,如发现错误请告知,欢迎讨论——张惕远习题二一、选择题1、C2、BCD3、A4、A(注:本题强调用户标识符,所以if、int不是,但是sin是用户标识符,原因是库函数不是标准语法成分,开发库函数的程序员也是用户,main虽然不是语法成分,但开发平台预定义了main为console application的执行入口,并且规定了定义格式,所以用户不能用作它用,但_main可以)5、(D)(C)6、C7、D8、B9、A10、 D11、B(注:本题是求strlen("\\\”DEF\”\\”)的值,即字符串中有效字符的个数,不含串结尾符,sizeof(“…”)的值与前者不同,含串结尾符)12、 D13、 C14、 D15、 A16、 B17、 A18、 B二、判断题(对)(错)(错)(对)三、填空题1、B 66回车2、n1=%d\nn2=%d3、5四、计算下列各表达式的值1、注:本书假设采用16位编译平台,所以int和unsigned int均为2字节类型。
(1)47(2)38(3)9(4)0xFFC6 or 65478(5)104(6)22、(1)6(2)50(3)1(4)-16 or 0xFFF0(5)1(6)203、表达式值a的值b的值(1)0 5 3(2)1 5 3(3)3 1 3(4)15 10 4(5)8 8 3(6)1 5 34、表达式值x的值y的值(1)12 25 2(2)0 24 3(3)1 24 3(4) 27 24 3(5) 1 24 3(6)6 6 3(7)24 24 24(y<<=3)(8)27 24 3(9)-29or0xffe3 24 3以上类型均为int5、表达式值x的值y的值(1)0 0 1(2)1 2 1(3)1 0 0(4)-3 -3 3(5)4 2 4以上类型均为int五、程序分析题b=20(注:中间4个空格)a=3600回车习题三一、填空题1、s=6回车2、s=96回车3、(1) c=getchar() or scanf(“%c”,&c)(2) c-32 or c-‘a’+’A’习题四一、写出程序运行结果:1、no 1 a=1no 1 a=0no 1 a=1no 1 a=0(注:教材中关于func函数的原型有错,应该改为:void func();)2、a=0 b=0 c=0a=1 b=0 c=0a=2 b=0 c=03、main:x=5,y=1,n=1fun:x=6,y=21,n=11main:x=5,y=1,n=11fun:x=8,y=31,n=21习题五一、选择题和填空题1、D2、D3、C4、65、C DABC6、(1)j+=2(2)a[j]>a[i](注:教材中for语句有错,应该去掉表达式3后面的分号“;”)最后输出为u nalggace7、(1) s[j] (2)s[j]8、D9、B10、 611、isdigit(s[i])该带参数的宏用来判断字符s[i]是不是数字字符,该宏的定义在头文件ctype.h中12、‘\0’和str1[i] -str2[i]二、1、第7行sum=0;第10行改为:scanf(“%d”,&a[i][j]);习题六一、选择题1、D2、D3、D4、C5、C D6、D7、B8、B二、填空题1、*(p+3) 2 222、cdefgbcdefgabcdefg73、6385三、程序分析题9、第5行改为:p =&s[0]; or p=s;10、第4,5行合为:double x,y,*p;11、第4行改为:int x,*p=&x;否则p为“野指针”或者在给p赋值之前定义一个int变量y,然后p=&y;12、第4,5行交换书写次序。
数据结构实验与实训教程第4版程序代码
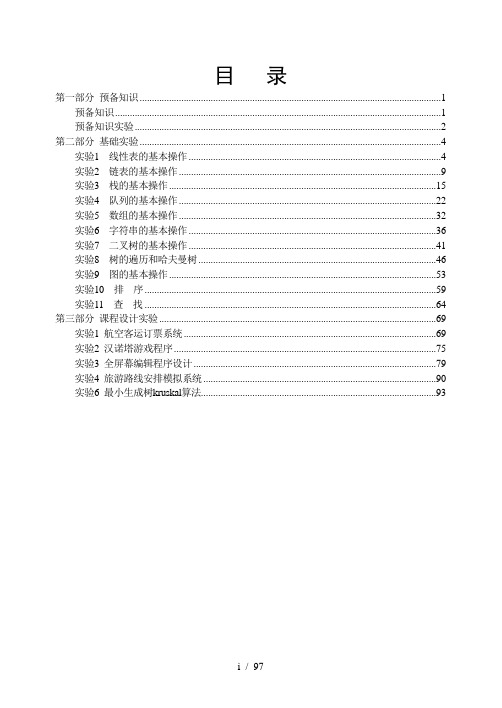
目录第一部分预备知识 (1)预备知识 (1)预备知识实验 (2)第二部分基础实验 (4)实验1 线性表的基本操作 (4)实验2 链表的基本操作 (9)实验3 栈的基本操作 (15)实验4 队列的基本操作 (22)实验5 数组的基本操作 (32)实验6 字符串的基本操作 (36)实验7 二叉树的基本操作 (41)实验8 树的遍历和哈夫曼树 (46)实验9 图的基本操作 (53)实验10 排序 (59)实验11 查找 (64)第三部分课程设计实验 (69)实验1 航空客运订票系统 (69)实验2 汉诺塔游戏程序 (75)实验3 全屏幕编辑程序设计 (79)实验4 旅游路线安排模拟系统 (90)实验6 最小生成树kruskal算法 (93)第一部分预备知识预备知识例1.1#include <stdio.h>int sumabc(int a, int b, int c) /* 求三个整数之和*/{ int s;a=b+c;s=a+b+c;return s;}void displayLine(void){ printf(”----------------------\n“);}void main( ){ int x,y, z ,sabc;x=y=z=8;display(); /* 画一条线*/printf(“\n sum=%d”,sumabc(x,y,z)); /* 在输出语句中直接调用函数sumabc( ) */ printf(“\n %6d%6d%6d”,x,y,z);display();/* 画一条线*/x=2; y=4; z=6;sabc =sumabc(x, y, z); /* 在赋值语句中调用函数sumabc( ) */printf(“\n “ sum=%d”, sabc);printf(“\n %6d%6d%6d”,x,y,z);display();/* 画一条线*/}例1.2int sumabc(int *a, int b, int c){int s;*a=b+c;s=*a+b+c;return s;}预备知识实验int main(){ //在main函数中调用上述声明的函数int n; //记录个数STUDENT stu[MAXSIZE;// 顺序存储结构,方法一静态一维数组。
Plc教程之常用 PLC 常用指令比较表
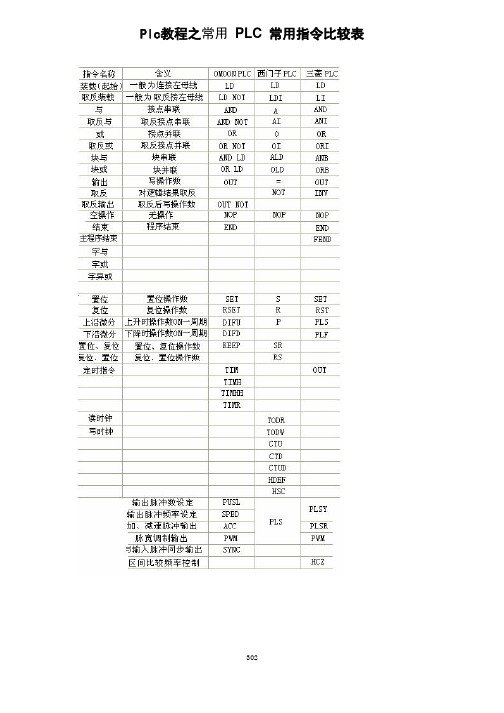
Plc教程之常用PLC 常用指令比较表302附录2实验用梯形图程序实验一基本逻辑指令实验1.走廊灯两地控制I/O分配见实验表1-1:实验表1-1走廊灯两地控制I/O分配参考程序见实验图1-1:a — OMRON PLC程序b —西门子PLC程序c —三菱PLC程序实验图1-1 2.走廊灯三地控制I/O分配见实验表1-2:实验表1-2 参考程序见实验图1-2:走廊灯两地控制程序走廊灯三地控制I/O分配a — OMRON PLC程序b —西门子PLC程序实验图1-2走廊灯三地控制程序3.圆盘正反转控制I/O分配见实验表1-3实验表1-3圆盘正反转控制I/O分配c —三菱PLC程序参考程序见实验图1-3:a — OMRON PLC程序b —西门子PLC程序c —三菱PLC程序实验图1-3圆盘正反转控制4.小车直线行驶正反向自动往返控制I/O分配见实验表1-4实验表1-4小车直线行驶正反向自动往返控制I/O分配参考程序见实验图1-4:a — OMRON PLC程序b —西门子PLC程序c —三菱PLC程序实验图1-4小车直线行驶正反向自动往返控制程序304实验二: 微分指令、锁存器指令实验1.按钮操作叫响提示有按钮操作时,无论时间长短,蜂鸣器发出1秒声响。
I/O分配见实验表4-1实验表2-1按钮操作叫响提示I/O分配参考程序见实验图2-1a — OMRON PLC程序b —西门子PLC程序c —三菱PLC程序实验图2-1按钮操作叫响提示2.开关操作叫响提示有开关操作时,无论通断瞬间,蜂鸣器发出1秒声响。
I/O分配见实验表4-2实验表2-2开关操作叫响提示I/O分配参考程序见实验图2-2a—OMRONPLC程序b —西门子PLC程序305c —三菱PLC程序实验图2-2开关操作叫响提示3.单按钮单路输出控制用一只按钮控制一盏灯,第一次按下时灯亮,第二次按下时灯灭,……奇数次灯亮,偶数次灯灭。
I/O分配见实验表2-3实验表2-3单按钮单路输出控制I/O分配参考程序见实验图2-3a — OMRON PLC程序b —西门子PLC程序c —三菱PLC 程序实验图2-3单按钮单路输出控制4.单按钮双路单通输出控制用一只按钮控制二盏灯,第一次按下时第一盏灯亮,第二次按下时第一盏灯灭,同时第二盏灯亮,第三次按下时两盏灯灭,……以此规律循环下去。
参考程序
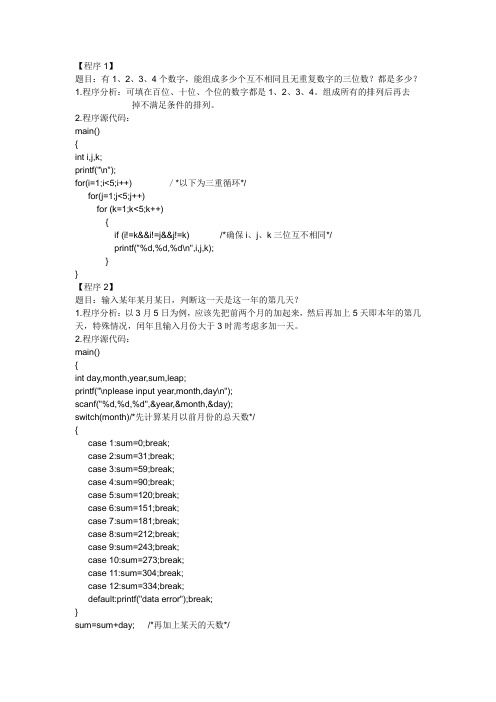
【程序1】题目:有1、2、3、4个数字,能组成多少个互不相同且无重复数字的三位数?都是多少?1.程序分析:可填在百位、十位、个位的数字都是1、2、3、4。
组成所有的排列后再去掉不满足条件的排列。
2.程序源代码:main(){int i,j,k;printf("\n");for(i=1;i<5;i++)/*以下为三重循环*/for(j=1;j<5;j++)for (k=1;k<5;k++){if (i!=k&&i!=j&&j!=k) /*确保i、j、k三位互不相同*/printf("%d,%d,%d\n",i,j,k);}}【程序2】题目:输入某年某月某日,判断这一天是这一年的第几天?1.程序分析:以3月5日为例,应该先把前两个月的加起来,然后再加上5天即本年的第几天,特殊情况,闰年且输入月份大于3时需考虑多加一天。
2.程序源代码:main(){int day,month,year,sum,leap;printf("\nplease input year,month,day\n");scanf("%d,%d,%d",&year,&month,&day);switch(month)/*先计算某月以前月份的总天数*/{case 1:sum=0;break;case 2:sum=31;break;case 3:sum=59;break;case 4:sum=90;break;case 5:sum=120;break;case 6:sum=151;break;case 7:sum=181;break;case 8:sum=212;break;case 9:sum=243;break;case 10:sum=273;break;case 11:sum=304;break;case 12:sum=334;break;default:printf("data error");break;}sum=sum+day; /*再加上某天的天数*/if(year%400==0||(year%4==0&&year%100!=0))/*判断是不是闰年*/leap=1;elseleap=0;if(leap==1&&month>2)/*如果是闰年且月份大于2,总天数应该加一天*/sum++;printf("It is the %dth day.",sum);}-----------------------------------------------------------------------------【程序3】题目:古典问题:有一对兔子,从出生后第3个月起每个月都生一对兔子,小兔子长到第三个月后每个月又生一对兔子,假如兔子都不死,问每个月的兔子总数为多少?1.程序分析:兔子的规律为数列1,1,2,3,5,8,13,21....2.程序源代码:main(){long f1,f2;int i;f1=f2=1;for(i=1;i<=20;i++){ printf("%12ld %12ld",f1,f2);if(i%2==0) printf("\n");/*控制输出,每行四个*/f1=f1+f2; /*前两个月加起来赋值给第三个月*/f2=f1+f2; /*前两个月加起来赋值给第三个月*/}}-----------------------------------------------------------------------------【程序4】题目:判断101-200之间有多少个素数,并输出所有素数。
VHDL程序设计教程习题解答
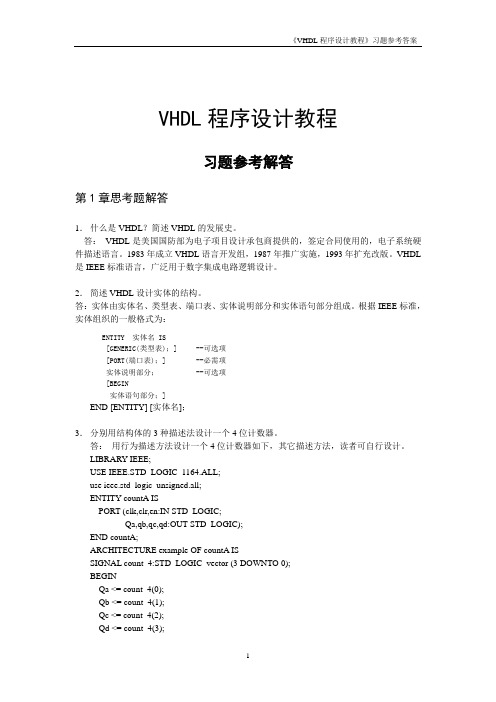
VHDL程序设计教程习题参考解答第1章思考题解答1.什么是VHDL?简述VHDL的发展史。
答:VHDL是美国国防部为电子项目设计承包商提供的,签定合同使用的,电子系统硬件描述语言。
1983年成立VHDL语言开发组,1987年推广实施,1993年扩充改版。
VHDL 是IEEE标准语言,广泛用于数字集成电路逻辑设计。
2.简述VHDL设计实体的结构。
答:实体由实体名、类型表、端口表、实体说明部分和实体语句部分组成。
根据IEEE标准,实体组织的一般格式为:ENTITY 实体名 IS[GENERIC(类型表);] --可选项[PORT(端口表);] --必需项实体说明部分; --可选项[BEGIN实体语句部分;]END [ENTITY] [实体名];3.分别用结构体的3种描述法设计一个4位计数器。
答:用行为描述方法设计一个4位计数器如下,其它描述方法,读者可自行设计。
LIBRARY IEEE;USE IEEE.STD_LOGIC_1164.ALL;use ieee.std_logic_unsigned.all;ENTITY countA ISPORT (clk,clr,en:IN STD_LOGIC;Qa,qb,qc,qd:OUT STD_LOGIC);END countA;ARCHITECTURE example OF countA ISSIGNAL count_4:STD_LOGIC_vector (3 DOWNTO 0);BEGINQa <= count_4(0);Qb <= count_4(1);Qc <= count_4(2);Qd <= count_4(3);PROCESS (clk,clr)BEGINIF (clr = '1' ) THENCount_4 <= "0000";ELSIF (clk'EVENT AND clk = '1' ) THENIF (en = '1' ) THENIF (count_4 = "1111") THENcount_4 <= "0000";ELSEcount_4 <= count_4+ '1';END IF;END IF;END IF;END PROCESS;END example;第2章思考题解答1.什么叫对象?对象有哪几个类型?答:在VHDL语言中,凡是可以赋于一个值的客体叫对象(object)。
《数控铣床编程与操作项目教程》习题集附答案模块2
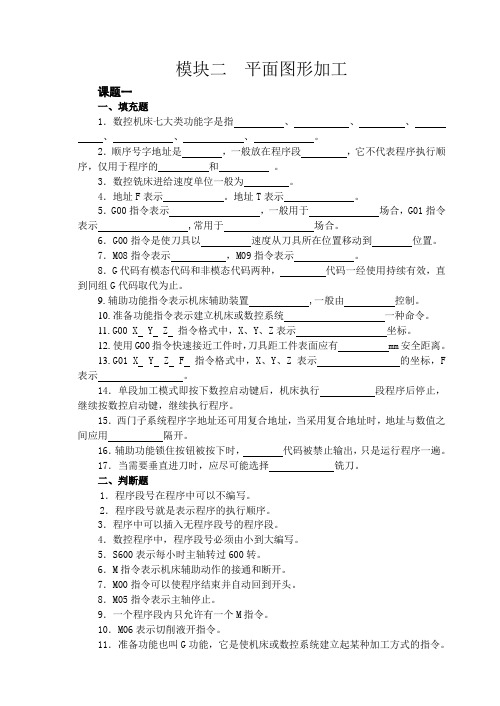
模块二平面图形加工课题一一、填充题1.数控机床七大类功能字是指、、、、、、。
2.顺序号字地址是,一般放在程序段,它不代表程序执行顺序,仅用于程序的和。
3.数控铣床进给速度单位一般为。
4.地址F表示。
地址T表示。
5.G00指令表示,一般用于场合,G01指令表示 ,常用于场合。
6.G00指令是使刀具以速度从刀具所在位置移动到位置。
7.M08指令表示,M09指令表示。
8.G代码有模态代码和非模态代码两种,代码一经使用持续有效,直到同组G代码取代为止。
9.辅助功能指令表示机床辅助装置 ,一般由控制。
10.准备功能指令表示建立机床或数控系统一种命令。
11.G00 X Y Z 指令格式中,X、Y、Z表示坐标。
12.使用G00指令快速接近工件时,刀具距工件表面应有 mm安全距离。
13.G01 X Y Z F 指令格式中,X、Y、Z表示的坐标,F 表示。
14.单段加工模式即按下数控启动键后,机床执行段程序后停止,继续按数控启动键,继续执行程序。
15.西门子系统程序字地址还可用复合地址,当采用复合地址时,地址与数值之间应用隔开。
16.辅助功能锁住按钮被按下时,代码被禁止输出,只是运行程序一遍。
17.当需要垂直进刀时,应尽可能选择铣刀。
二、判断题1.程序段号在程序中可以不编写。
2.程序段号就是表示程序的执行顺序。
3.程序中可以插入无程序段号的程序段。
4.数控程序中,程序段号必须由小到大编写。
5.S600表示每小时主轴转过600转。
6.M指令表示机床辅助动作的接通和断开。
7.M00指令可以使程序结束并自动回到开头。
8.M05指令表示主轴停止。
9.一个程序段内只允许有一个M指令。
10.M06表示切削液开指令。
11.准备功能也叫G功能,它是使机床或数控系统建立起某种加工方式的指令。
12.由于执行了“ISO”标准,所以现在所有的数控功能指令代码得到了统一。
13.G01与G1、G00与G0在大部分数控机床上功能是相同的。
14.G00指令后必须编写F指令。