模糊控制在烧结余热回收的应用
模糊控制在锅炉燃烧系统的应用研究

模糊控制在锅炉燃烧系统的应用研究
模糊控制是一种基于模糊集合和模糊逻辑的控制方法,它不需要精确的数学模型和精
确的控制规则,能够处理模糊和不确定的信息,并且具有良好的鲁棒性和适应性。
在锅炉
燃烧系统中,模糊控制可以用来控制燃烧的空气流量、燃料流量和燃烧温度。
模糊控制的关键步骤包括建立模糊化输入输出变量、定义模糊规则库、进行模糊推理、进行去模糊化计算和根据反馈调整模糊规则库。
在锅炉燃烧系统中,输入变量可以是炉膛
风量、燃料量和燃烧温度,输出变量可以是燃烧效率和废气排放浓度。
模糊规则库可以根
据经验和专家知识建立,通过对输入变量的模糊化和模糊规则库的推理,可以得到一个模
糊输出,然后进行去模糊化计算,得到实际的输出结果。
在实际应用中,还需要根据反馈
调整模糊规则库,以提高控制效果和系统稳定性。
模糊控制在锅炉燃烧系统中的应用有很多优点。
首先,它可以处理模糊和不确定的信息,能够适应不同的环境和工况。
其次,它对系统的建模要求较低,不需要精确的数学模型,能够快速实现控制。
最后,它具有好的适应性和鲁棒性,在实际应用中能够处理各种
复杂的工业控制问题。
然而,模糊控制在锅炉燃烧系统中的应用也存在一些限制和挑战。
首先,模糊控制依
赖于模糊化处理和模糊规则库的建立,这需要专业的知识和经验,并且难以精确地描述系
统的动态行为。
其次,需要针对不同的工况和环境来设计模糊规则库,这需要大量的实验
和测试工作,极大地增加了系统开发和调试的难度。
此外,模糊控制的响应速度相对较慢,不适合需要快速响应的应用场景。
模糊控制在烧结配料系统中的研究与应用
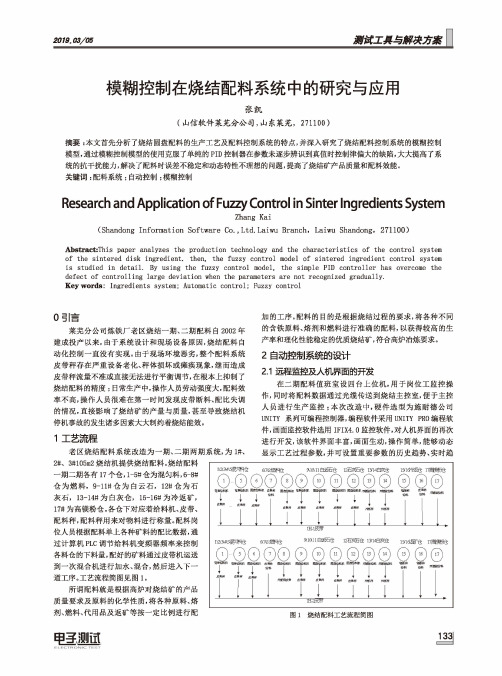
该网络结构中 PLC 控制系统通 过以太网进行数据传输和现场设备 的控制。配控室至主控室采用单模 光缆进行连接,并通过主控室将数 据引至烧结调度进行监控。在二期 值班室设置四台电脑进行日常监控 与操作,并且一期二期配料的画面 己经整合为一个数据库,所以一期、 二期配料的所有监控和操作可以在 一台机器上完成。
1 工艺潮呈
2 自动控制系统的设计
2.1 远程监控及人机界面的开发
在二期配料值班室设四台上位机,用于岗位工监控操 作,同时将配料数据通过光缆传送到烧结主控室,便于主控 人员进行生产监控:本次改造中,硬件选型为施耐德公司 UNITY 系列可编程控制器,编程软件采用 UNITY PRO 编程软 件,画面监控软件选用 IFIX4.0 监控软件,对人机界面的再次 进行开发,该软件界面丰富,画面生动,操作简单,能够动态
Albstract:This paper analyzes the production technology and the characteristics of the control system of the sintered disk ingredient. then, the fuzzy control model of sintered ingredient control system is studied in detail. By using the fuzzy control model, the simple PID controller has overcome the defect of controlling large deviation when the parameters are not recognized gradually. ~ey lVords: Ingredients system; Automatic control; Fuzzy control
模糊控制在加热炉中的应用
( tma o e at n , awuSel o p, awuS a d n 2 10 , ia Auo t nD p rme tL i te u L i h n o g,7 1 4 Chn ) i Gr
【 s atF raepo n o s fh ytm drcya et teqai f te,uz ot leh ooyi anw cm ut ngs o ruh Abt c]unc rsadcn ess i t f csh u lyo elfzycnr c nlg s e o b so a w t og r ot e el f t s ot i l f h
tea ay i n o to oc mpe n h us une c n lg , ih i il nc ag fRo db o a olcin o a ao fcv le ar h n lssa d c nrlt o lme tt ep leb r rt h oo y whc smanyi h reo a y alc lc leto fg sc lr au . i_ e i i
The Ap i a i n o z y Co t o n H e tn r a e plc to fFu z n r l a i g Fu n c i
WANG Ni g g o W A G — a W AN J- o g Ⅱ ~u N Ye to G i h n
21 00年
第 F R T O CE C E H O O YI O MA I N N
O,  ̄电子O t Mi-
科技信息
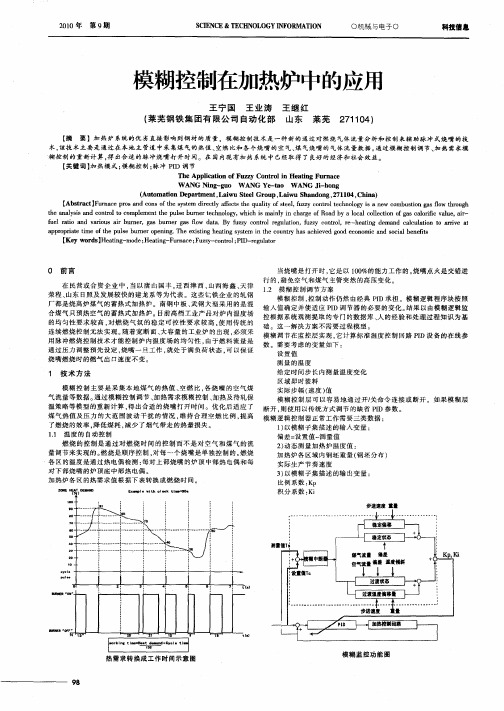
模糊控制在加热炉中的应用
王 宁国 王业涛 王继红 ( 芜钢铁 集 团有 限公 司 自动化 部 山东 莱 芜 莱
【 摘
2 10 ) 7 1 4
模糊控制在锅炉燃烧系统的应用研究

模糊控制在锅炉燃烧系统的应用研究锅炉是一种重要的能源设备,广泛应用于工业和家庭中。
在锅炉的燃烧过程中,燃料和空气的混合比例对燃烧效率和排放物的生成有重要影响。
由于燃料的质量和供应的波动,以及环境条件的变化,燃料和空气的混合比例往往难以精确控制。
为了解决这个问题,模糊控制技术可以应用在锅炉燃烧系统中。
模糊控制是一种基于模糊逻辑的控制方法,适用于处理不确定性和模糊性的问题。
在锅炉燃烧系统中,模糊控制可以通过建立模糊规则来控制燃料和空气的混合比例。
需要确定输入变量和输出变量。
在锅炉燃烧系统中,输入变量可以是燃料流量、空气流量和锅炉负荷,输出变量可以是燃烧效率和废气排放物的浓度。
在实际应用中,锅炉燃烧系统的模糊控制器可以通过传感器来获取输入变量的值,并根据模糊规则来计算输出变量的值。
然后,控制器通过执行相应的控制策略来调整燃料和空气的混合比例,以实现良好的燃烧效果和低排放。
模糊控制可以处理不确定性和模糊性的问题。
在锅炉燃烧系统中,燃料的质量和供应的波动,以及环境条件的变化,都会影响燃料和空气的混合比例。
而模糊控制可以通过模糊推理方法来处理这些不确定性和模糊性,从而获得更好的控制效果。
模糊控制在锅炉燃烧系统中具有广泛的应用前景。
通过建立模糊规则来控制燃料和空气的混合比例,可以提高锅炉的燃烧效率和降低排放物的生成。
模糊控制技术通过处理非线性关系和不确定性,为锅炉燃烧系统的控制提供了一种有效的方法。
未来,随着模糊控制技术的进一步发展,锅炉燃烧系统的性能和能源利用效率将得到进一步提升。
模糊控制在火电厂燃烧控制系统中的应用与研究

(二 〇 〇 八 年 六 月本科毕业论文 学校代码: 10128 学 号: 041203079题 目:模糊控制在火电厂燃烧控制系统中的应用与研究学生姓名:郝 春 燕学 院:电力学院系 别:动力工程及其自动化专 业:热能与动力工程班 级:热动(电)04-3指导教师:王 胜 捷 副教授郭 锦 涛 讲 师摘要锅炉燃烧系统是火电厂中的一个重要环节。
由于燃烧系统的被控对象是非线性、时变、大死区、多变量耦合的复杂系统,没有确切的数学模型,对其采用常规PID控制难以获得令人满意的控制效果。
在这种情况下,将先进的现代控制理论应用于计算机控制系统中,完善锅炉燃烧控制系统,越来越受到广大电力生产企业的关注。
本文针对火电厂燃烧控制系统进行了理论研究,由动态特性分析,确定被控对象的传递函数。
然后,结合模糊控制的基本理论,经过解决输入量的模糊化、控制规则的建立和输出量的精确化三大问题,在给煤-主汽压力控制系统中引入单模糊控制器,并运用MATLAB中的SIMULINK系统建立常规PID控制系统仿真模型和单模糊控制系统仿真模型,进行仿真试验。
最后,通过仿真结果对比得出:模糊控制器的控制性能总体优于常规PID控制器,它不仅具有良好的动态特性,而且具有较强的环境适应能力。
关键词:火电厂;燃烧控制系统;模糊控制;SIMULINK仿真AbstractThe combustion system of boiler is a kind of important form in modern electric power production. But the controlled object of power station burning system is the complex system of timing change, big lagging and multi-variable coupling, it is difficult to adopt the routine PID to obtain the satisfactory control result, because there is no accurate mathematical model. In the case, adopting advanced modern control theory in computer control system and improving boiler burning system have been concerned by more and more electricity enterprises.This article has conducted the fundamental research in view of the thermoelectric power station combustion control system, and determined the transfer function of controlled object by dynamic analysis. Then, combined with fuzzy control's elementary theory, solve the three problems of determining the input domain ,establishing the fuzzy control rules and converting input parameters to fuzzy data. And in bolier supply coal-main steam pressure control system of power plant using the SIMULINK system of MATLAB establish the conventional PID control system simulation model and Single Degree Fuzzy control system simulation model,then carries on the simulation testing. Finally, we obtains through the simulation result contrast: The fuzzy controller's control performance overall surpasses the conventional PID controller. it not only has the good dynamic characteristic, and has the strong environment adaptiveness.Keyword: fire power station; combustion control system; fuzzy control; The SIMULINK目录第一章绪论 (1)1.1 模糊控制在火电厂燃烧控制系统中应用的意义 (1)1.1.1 火电厂燃烧控制系统优化的必要性 (1)l.1.2 模糊控制应用于火电厂燃烧控制系统中的优势 (2)1.2 火电厂燃烧控制系统的发展概况 (3)1.3 本文所做的工作 (4)第二章火电厂燃烧控制系统的理论基础 (5)2.1 火电厂燃烧控制系统概况 (5)2.1.1 燃烧控制系统的基本任务及特点 (5)2.1.2 燃烧控制系统中控制对象的动态特性分析 (6)2.1.3 燃烧控制系统组成的基本原则 (10)2.2 锅炉燃烧控制系统分析 (11)2.2.1 燃料控制系统 (11)2.2.2 送风控制系统 (13)2.2.3 引风控制系统 (16)第三章模糊控制的理论基础 (18)3.1 模糊控制的发展概况 (18)3.2 模糊控制系统的指标问题 (19)3.3 基本模糊控制器的设计方法 (19)3.3.1 精确量的模糊化 (20)3.3.2 模糊控制器的控制规则 (21)3.3.3 输出信息的模糊判决 (22)第四章火电厂燃烧系统单模糊控制系统的设计 (23)4.1 单模糊控制思想在燃烧系统的提出 (23)4.2 给煤—主汽压力模糊控制器的设计 (23)模糊控制器结构的确定 (23)4.2.2 模糊控制赋值表的确定 (24)模糊控制规则的建立 (24)模糊查询表的建立 (25)4.3 给煤-主汽压力控制系统结构的设计 (26)第五章系统仿真与应用 (26)5.1 仿真技术及仿真软件 (27)5.1.1 MATLAB软件介绍 (27)5.1.2 模糊逻辑工具箱介绍 (27)5.2 仿真研究 (29)5.2.1 输入、输出量的设置 (29)5.2.2 模糊控制规则的设置 (29)5.2.3 用SIMULINK构建系统结构图 (31)5.3 仿真对比 (32)结论 (35)参考文献 (35)谢辞 (38)第一章绪论模糊控制在火电厂燃烧控制系统中应用的意义火电厂燃烧控制系统优化的必要性在电力工业中,火力发电是现代电力生产中的一种主要生产形式。
模糊预测控制在烧结烟气脱硫系统中的研究与应用
Ya n h a ' ng Xi g u W u Lg iuo
( .C lg l tc l n f r ai n ie i L nh u U i r t eh ooy L nh u7 0 5 C i ; 1 ol e fEe r a a dI om t nE gne n a zo n e i o Tc nl , a z o 3 0 0, hn e o ci n o r g, v sy f g a
P C 自动控 制 L
串级 控 制
组 态 王
[ 中图分类号 ]T 2 3 [ P7 文献标志码 ]A [ 文章编号 ]10 3 8 (0 10 0 0 0 0 0— 8 6 2 1 )5— 0 3— 3
Re e r h a d Ap l a in o h u z e it e Co to n s a c n p i t ft e F z y Pr dc i n r I c o v O De up u ia i n Te h oo y f rSit r g F u s S l h r t c n lg o n e i le Ga z O n
r q ie n so a o si d x s a e ib yr a i s u a e u f r ai n a e u e S o c n r t n a e s k u e a e u r me t f r u n e e ,c n r l l e l e e g sd s l i t ,c n r d c O2 n e tai t h mo e mo s ,c n vi a z f l uz o c o t
模糊控制在过程控制中的应用前景如何
模糊控制在过程控制中的应用前景如何在当今的工业自动化领域,过程控制起着至关重要的作用。
它旨在确保生产过程的稳定性、可靠性和高效性,以满足不断增长的质量和产量要求。
而在众多的控制策略中,模糊控制作为一种智能控制方法,正逐渐展现出其独特的优势和广阔的应用前景。
模糊控制的基本原理是基于模糊逻辑和模糊推理。
与传统的精确控制方法不同,模糊控制并不依赖于精确的数学模型,而是通过模拟人类的思维和决策过程,处理具有不确定性和模糊性的信息。
这使得模糊控制在面对复杂、难以建模的过程时具有更强的适应性。
那么,模糊控制在过程控制中具体有哪些应用呢?首先,在温度控制方面,模糊控制表现出色。
例如,在工业熔炉的温度控制中,由于加热过程受到多种因素的影响,如环境温度、物料特性等,建立精确的数学模型往往十分困难。
而模糊控制可以根据经验和实时监测数据,灵活地调整加热功率,实现对温度的精确控制,从而提高产品质量和生产效率。
在化工过程控制中,模糊控制也大有用武之地。
化工生产中的反应过程通常具有非线性、时变性和多变量耦合等特点,传统控制方法难以应对。
而模糊控制可以有效地处理这些复杂特性,实现对反应过程的优化控制,降低能耗,提高产品收率。
此外,在污水处理过程中,模糊控制能够根据水质的变化、流量的波动等因素,自动调整处理设备的运行参数,确保污水处理效果达到排放标准。
那么,模糊控制为何能在这些领域取得良好的效果呢?一方面,它能够处理不精确和不确定的信息。
在实际的过程控制中,很多变量难以精确测量或定义,而模糊控制能够利用模糊语言变量和模糊规则来描述这些不确定的情况,从而做出合理的控制决策。
另一方面,模糊控制具有较强的鲁棒性。
即使系统受到外界干扰或模型发生变化,模糊控制仍然能够保持较好的控制性能,不会因为微小的偏差而导致系统失控。
然而,模糊控制在过程控制中也并非完美无缺。
其主要的局限性在于控制规则的制定往往依赖于专家经验,缺乏系统性和科学性。
此外,模糊控制的计算量较大,在实时性要求较高的场合可能会受到一定的限制。
模糊控制在烧结炉温控系统中的应用
具有 内在的并行处理机制 , 对被控 对象的特性 变化不敏 感 , 具有极 强的鲁棒性。为保证控 制精度及尽量 避免 系统 的复 杂性 , 模糊控制器一般采用二维结构 , 以偏 差 e e 及 及 c作为 控制器的输入 。反模糊 化方 法主要有最大隶属度法 、 重心法
( 权 平 均 法 ) 取 中位 数 法 。 加 及
摘 要: 为提 高烧 结 质 量 , 满足 现 代 工 业 生产 工 艺 需 求 , 以先 进 的 自动 化 控 制 设 备 为 核 心 , 以基 于友 好 的 人 机 界 面 为 交 流 窗 口 , 用智 能 控 制技 术 来控 制 烧 结炉 运行 的 烧结 工艺 正逐 步 显 示 出其优 良的特 性 与 强 大便 捷 的操 作 功 采 能 。 阐述 了几种 烧 结 炉 温控 方 式 , 并在 此基 础 上提 出和设 计 了一种 基 于模 糊 PD控 制 的新 方法 来控 制 烧 结 炉炉 温 。 I 关键 词 :L ;烧 结 炉 ;模 糊控 制 ;烧 结 温度 PC 中 图分 类 号 :P7 T23 文 献 标 识 码 : A
山西 电子技术 21 0 0年 第 6期
文章 编号 :64 47 (0 0 0 —0 00 17 —5 8 2 1 )604 —2
Hale Waihona Puke 应 用 实践 模 糊 控 制 在 烧 结 炉 温 控 系统 中的应 用
周金峰, 肖伸平 ,曾红兵
( 南工业 大 学电气与信 息工程 学院 , 南 株 洲 4 20 ) 湖 湖 10 8
制 方 法 则无 需 知道 被 控 对 象 精 确 的数 学 模 型 , 时 变 、 后 对 滞 及多输入多输 出等复 杂系统都 能进 行有效控 制。模 糊控制
( 误差值的偏差超 出一定标准 ) 仪表会进行 自适应运算 , , 自 动调整并修改 PD参数或修改输 出值来降低误差。 I
烧结机点火器燃烧模糊控制及其应用

烧结机点火器燃烧模糊控制及其应用杨英华郭文军王福利何力(东北大学)(大连市政设施管理处)摘要为控制烧结点火,综合考虑点火强度、温度对点火质量的影响,提出一种强度主控、温度辅控方案。
其中,温度控制器根据实际温度与允许温度偏差,通过模糊推理对强度主控器输出作一定的修正。
此外还运用模糊方法对空燃比进行在线寻优。
该方法在实际应用中取得了较好的控制效果。
关键词烧结点火Fuzzy控制空燃比寻优FUZZY CONTROL OF SINTER IGNITOR AND ITS APPLICATIONYANG Yinghua GUO Wenjun WANG Fuli(Northeastern University)HE Li(Munipal Infrastructure Management,Dalian City)ABSTRACT A control scheme for sinter ignitor is proposed which is consisted of main controller for ignition strength and supplementary controller for ignition temperature.The output of the main controller is adjusted by the supplementary controller with FUZZY reasoning method ,based on the error between the actual temperature and setting temperature.Moreover the optimal air/fuel ratio can be searched on line by use of FUZZY reasoning method.KEY WORDS siniter ignitor,fuzzy control,optimal air/fuel ratio1前言烧结是炼铁过程中的一道重要工序。
模糊控制在炉温控制中的应用

模糊控制原理在炉温控制系统中的应用简介一、摘要模糊技术的特长在于逻辑推理能力。
将模糊控制技术引入到神经网络中,可以大大拓宽其信息处理能力;与遗传算法结合可以增强系统的鲁棒性和自适应性。
火炉炉温控制系统是“大惯性”“大滞后”系统,这种系统精确数学模型很难得到,而模糊控制正适合数学模型未知,动态过程变化大的系统。
二、模糊控制原理1、模糊控制原理与模糊控制器对于模糊控制来说,其核心在于模糊控制器。
也就是说,模糊控制的机理是通过模糊控制器来体现的。
模糊控制器的思想来自人类在生产实践中对被控对象的控制。
在生产实践中,人们发现有经验的操作人员虽然不懂被控对象的数学模型,但却能十分有效地对系统执行控制。
如一个汽车司机不懂汽车的数学模型而能很好地驾驶汽车,这是因为操作人员对系统的控制是建立在直观的经验上的,凭借在实际中取得的经验采取相应的决策就可以很好地完成控制工作。
人的经验是一系列含有语言变量值的条件语句和规则,而模糊集合理论能十分恰当地表达具有模糊性的语言变量和条件语句。
因此,模糊集合理论描述人的经验就有着得天独厚的长处。
很明显,把人的经验用模糊条件语句表示,然后,用模糊集合理论对语言变量定量化,在用模糊推理对系统的实时输入状态进行处理,产生相应的控制决策。
这无疑是一种新颖的方法。
这样就产生了模糊控制器。
模糊控制器对被控对象的控制采用的是人类的模糊控制意念。
这种模糊控制意念是以模糊控制语句来描述的。
在模糊控制语句中,含有人类对环境的模糊检测和对被控对象的模糊命令。
这一系列意念就是模糊控制规则,只不过是用模糊控制语句来表达而已。
这些模糊控制语句可以采用条件语句的形式化格式表示。
用t表示环境温度,分别用SU、UH、SH、MH、BH 表示合适、微高、稍高、较高、高;而用v表示电风扇转速,用ST、LO、MI、FA、VF分别表示停止、低速、中速、较快速、快速,则可以以if---then格式表示如下:if t=BH then v=VFif t=MH then v=FAif t=SH then v=MIif t=UH then v=LOif t=SU then v=ST在上述语句中,环境温度t所取的合适(SU)、微高(UH)、稍高(SH)、较高(MH)、高(BH)是人对环境的模糊检测结果,所以都是模糊量;电风扇的转速v所取的停止(ST)、低速(LO)、中速(MI)、较快(FA)、快速(VF)是人对电风扇转动所给出的模糊命令,也是模糊量。
模糊PID控制在燃烧系统中的应用

些:
( 4 ) 当负偏差较小 ,偏差变化 中等时,控制 量适 当减些; ( 5 ) 当负偏 差较 小,偏差变化 很小时,控制量减 一点儿; ( 6 ) 当负偏差几 乎为零 ,偏差 变化也几 乎为零 时,控制
量保 持不变 ; 上面提 到 的控制 策略 是一组 用 自然语 言表达 的定 性的
不精 确的判定规则 ,也就 是根据 人们 的操作经验总结 出来 的 规则 ,这一组规则称 为模糊算法,它 是由一系列模 糊语句组 成 的。如 果用 计算 机模 仿这一过程 ,这就是模糊控制 。由系 统输 出的观测量 y( t )和给定值 r( t ) ,经过采样和 A / D转 换得 到一个确定的数字量 ,这就是操作人员凭借眼睛 、耳朵 等传 感器官得 到的清晰量 ( 或说精确量 ) ,但 这些量反 映到 人 的大脑 里 已经不是一个精确量而是一个模糊量 了。例如 : 测量 到温度值 本来是一个精确量 了,但反 映在 人脑 里成为温 度高或低这样 的模糊量 了,从客观存在 的精确 量通过传 感器 官达到人 的大脑,这一过程 实际上是一个精确 量的模糊化过
中图分类号 :T P 2 7 3 . 4
文献标 识码 :A
文章编号 :1 0 0 2 — 1 3 8 8 ( 2 0 1 5 ) 0 4 . 0 1 6 9 . 0 2
P I D调节 是经典的控制方法 ,它解决 了大量 的生产过程 的参数控制 问题 。但燃烧系统 是一个具有大惯性、纯滞后 、 分布参数非线性 的系统 ,P I D调节 以及双交叉 限幅 P I D控 制 在 燃 烧 系 统 中控 制 效 果 不 理想 、超 调 量 和 响 应 时 间 的矛 盾 不 能解决 、系统抗干扰 的能力 比较差 。在焙烧炉 的控制 中,采 用双交叉限幅控制和模糊控制 相结合的方法 ,选用西 门子 公 司的 S 7 — 4 0 0实现了双交叉限幅和模糊控制 ,控制精度 高, 反映快 ,得到 了比较好 的控制 效果 。
烧结终点的模糊控制

低 ,返粉增多,烧结矿产 、质量下降 ,成本上升。因此 ,烧结生产要求将 3.2烧 结终 点模糊 控制模 型计算 流程
烧 结终 点控制 在工艺 要求 的位置 上。 烧 结过 程是一 个综合 反应 过程 ,有 物理反 应 终点模 糊控制 模型计 算流 程分 为 以下 步骤 : (1)首先是根据烧结机第 14—20#风箱上安装 的热 电偶测量得
控制 系统 ,以实现烧结 终点 的优化 智能控 制 。 1烧结 终点位 置的判 断
E ;(3)如果误 差 (E)或误 差变 化率 (EC)比较 大 ,同时 控制 时间 间隔 达 到 5分 钟时 ,此 时系 统选 用快 速模 糊控 制 规则 ,用快 速模 糊 控 制规 则
按 照烧结 料层 中从 上 至下 的温 度变化 以及 物理化 学反 应过 程 ,烧 来调 整烧 结机 速度 ,使烧 结终 点位置及 时 向系统设 定值靠 近 。(4)如 果 结料层可分为五个带(或五层 ),从上至下依次出现烧结矿带、燃烧带 、 误 差 (E)与误 差 变化 率 (EC)较 小是 ,同时控 制 时 间 间隔 达 到 10分 钟
示 ,如果烧结终点提前 ,说明烧结矿过烧,这意味着没有充分利用烧结 机的生产能力 ,说明还可以提高烧结机速度,从而提高烧结矿产量 ;如
3.1烧 结终点 模糊 控制 的策略 张钢 180m ̄烧结 机 烧结 终点 的模 糊控 制 采取 了快 速模 糊 规则 以
果烧结终点滞后 ,说明烧结矿欠烧 ,即烧结过程还没有结束,台车上的 及慢速模糊控制规则两种模糊控制方式。根据生产实际,相应地采取 混合料已经运行到烧结机机尾卸料端被卸下 ,从而导致烧结矿强度降 不同的控制策略,进而使烧结终点能够稳定在系统设定的范围之内。
明烧结终点滞后 ,混合料没有烧透 ,如果倒数第二个风箱的废气温度 然后建立模糊控制器查询表 ,将其存储在系统的数据库 中,同时 比倒数 第三个 风箱废 气温 度低 ,则 意味着 烧结终 点提前 ,烧结 过烧 。 编制一个查找查询表的子程序。在烧结实际生产运行过程中,将每一
模糊控制在锅炉燃烧系统的应用研究

模糊控制在锅炉燃烧系统的应用研究一、锅炉燃烧系统的特点锅炉燃烧系统受多种因素影响,包括燃料性质、锅炉负荷、空气供给等。
这些因素的复杂交互使得燃烧系统具有以下特点:1. 非线性:燃烧系统的工作状态随着燃料种类、负荷大小等因素的变化而变化,系统的动态特性呈现非线性。
2. 不确定性:燃料燃烧过程中受到影响的因素众多,例如燃烧空气的湿度、燃烧物料的含水量等,这些因素的不确定性使得系统难以精确建模。
3. 耦合性:燃烧系统中涉及燃料供给、空气调节、燃烧过程等多个子系统,子系统之间存在相互影响和耦合效应。
由于上述特点,传统的PID控制在应对锅炉燃烧系统的复杂性和变化性时往往表现出局限性,因此需要借助更加智能的控制方法来提高系统的控制精度和鲁棒性。
二、模糊控制原理模糊控制是一种基于模糊逻辑的控制方法,其核心思想是将模糊的、不确定的概念映射到控制动作上,从而实现对复杂系统的控制。
模糊控制的基本原理包括模糊化、模糊推理和解模糊化三个步骤。
1. 模糊化:将输入输出的实际值通过隶属度函数映射为隶属度,从而将实际值转化为模糊概念。
2. 模糊推理:通过一系列模糊规则,将模糊概念的输入映射为模糊概念的输出。
3. 解模糊化:将模糊推理得到的模糊输出通过解模糊函数映射为具体的控制信号。
模糊控制通过对于模糊概念的处理,可以处理非线性、不确定性和耦合性等问题,具有较强的适应性和鲁棒性,在工业控制中得到了广泛的应用。
三、模糊控制在锅炉燃烧系统中的应用实例1. 燃料供给控制燃料供给是锅炉燃烧系统中的重要环节,直接影响到燃烧过程的稳定性和能效。
传统的PID控制方法难以应对燃料性质变化和工况波动对供给控制的影响,而采用模糊控制方法可以通过对燃料供给的模糊化处理,建立燃料供给的模糊控制规则库,实现对燃料供给的智能化控制。
通过实际案例的应用表明,模糊控制可以有效应对燃料性质和负荷波动对燃料供给的影响,提高了燃烧系统的稳定性和能效。
四、模糊控制在锅炉燃烧系统中的未来发展趋势随着智能控制技术的不断发展,模糊控制在锅炉燃烧系统的应用将不断得到拓展和深化。
模糊预测控制在烧结烟气脱硫系统中的研究与应用
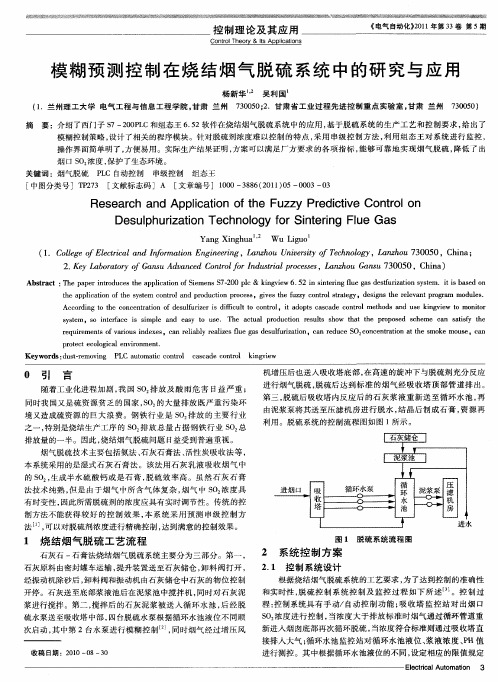
模糊预测控制在烧结烟气脱硫系统中的研究与应用杨新华;吴利国【摘要】The paper introduces the application of Siemens S7-200 plc & kingview 6. 52 in sintering flue gas destfurization system. It is based on the application of the system control and production process, gives the fuzzy control strategy, designs the relevant program modules. According to the concentration of desulfurizer is difficult to control, it adopts cascade control methods and use kingview to monitor system, so interface is simple and easy to use. The actual production results show that the proposed scheme can satisfy the requirements of various indexes, can reliably realizes flue gas desulfurization, can reduce SO2concentration at the smoke mouse, can protect ecological environment.%介绍了西门子S7 - 200PLC和组态王6.52软件在烧结烟气脱硫系统中的应用,基于脱硫系统的生产工艺和控制要求,给出了模糊控制策略,设计了相关的程序模块.针对脱硫剂浓度难以控制的特点,采用串级控制方法,利用组态王对系统进行监控,操作界面简单明了,方便易用.实际生产结果证明,方案可以满足厂方要求的各项指标,能够可靠地实现烟气脱硫,降低了出烟口SO2浓度,保护了生态环境.【期刊名称】《电气自动化》【年(卷),期】2011(033)005【总页数】3页(P3-5)【关键词】烟气脱硫;PLC自动控制;串级控制;组态王【作者】杨新华;吴利国【作者单位】兰州理工大学电气工程与信息工程学院,甘肃兰州730050;甘肃省工业过程先进控制重点实验室,甘肃兰州730050;兰州理工大学电气工程与信息工程学院,甘肃兰州730050【正文语种】中文【中图分类】TP2730 引言随着工业化进程加剧,我国SO2排放及酸雨危害日益严重;同时我国又是硫资源贫乏的国家,SO2的大量排放既严重污染环境又造成硫资源的巨大浪费。
危险废物焚烧系统中模糊控制的应用探究
理 想的控 制效果 。 本文 在对 于模糊控 制进行 简单介 绍的基 础上 , 分析 了 糊控 奋 技术 在危险 度物焚 烧中的对 于回转 窑温度的 成功控 制, 模 4
同 时 对 于 如 何 实 现 计 算 机 控 制 系统 进 行 了 简 述 。 关键 词 : 危险废物 焚烧 温度 中 图分 类 号 : 3 7 X 2 文 献 标 识 码 : A
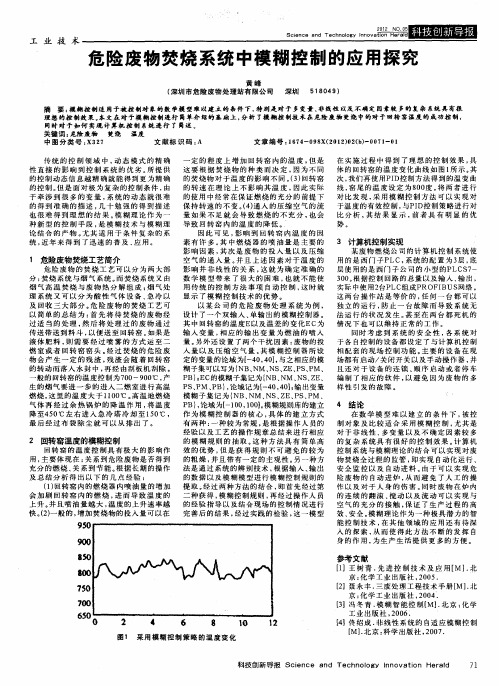
传 统 的 控 制 领 域 中 , 态 模 式 的 精 确 动 定 的 程 度 上 增 加 回 转 窑 内的 温 度 , 是 但 性 直 接 的 影 响 到 控 制 系 统 的 优 劣 。 提 供 这 要 根 据 焚 烧 物 的 种 类 而 决 定 , 为 不 同 所 因 的控 制 动 态信 息越 精 确 就 能 得 到 更 为 精确 的焚 烧物 对 于 温 度 的 影 响 不 同 。3 回转 窑 () 的控 制 。 是 面对 极 为 复 杂 的控 制 条 件 , 的 转 速 在 理 论 上 不 影 响 其 温 度 , 但 由 因此 实 际 于牵涉到很 多的变 量 , 系统 的 动 态 就 很 难 的使 用 中 经常 在保 证 燃 烧 的 充分 的 前 提 下 的 得 到 准 确 的 描 述 , 十 勉 强 的 得 到 描 述 保持 转速 的 不 变 。4 通 入 的 压 缩 空 气 的 流 几 () 也 很 难 得 到理 想 的 结 果 。 糊 理 论 作 为一 量 如 果 不 足 就 会 导 致 燃 烧 的 不 充 分 , 会 模 也 种 新 型 的 控 制 手 段 , 模 糊 技 术 与 模 糊 理 导 致 回 转 窑 内的 温 度 的 降 低 。 是 论 结 合 的 产物 。 其 适 用 于 条 件 复 杂 的 系 尤 因 此 可 见 , 响 到 回 转 窑 内 温 度 的 因 影 统, 近年 来 得 到 了迅 速 的 普 及 、 用 。 应 素 有 许 多 。 中燃 烧 器 的 喷 油 量 是 主 要 的 其 影 响 因 素 , 次 是 废 物 的 投 入 量 以 及 压 缩 其 1 危险 废物焚烧工艺简 介 空 气 的 通 入 量 。 且 上 述 因 素 对 于 温 度 的 并 危 险 废 物 的 焚 烧 工 艺 可 以分 为 两 大 部 影 响 并 非 线 性 的 关 系 , 就 为 确 定 准 确 的 这 分 : 烧 系统 与姻 气系 统 。 焚 烧 系 统 又 由 数 学 模 型 带 来 了很 大 的 困 难 , 就 不 能 使 焚 而 也 烟 气 高 温 焚 烧 与 废 物 热 分 解 组 成 ; 气 处 用 传 统 的控 制 方 法 事 项 自动 控 制 , 时 就 烟 这 理 系 统 又 可 以 分 为 酸 性 气 体 设 备 、 冷 以 显示 了 模 糊 控 制 技 术 的 优 势 。 急 及 回 收 三 大 部 分 。 险 废 物 的 焚 烧 工 艺 可 危 以 某 公 司 的 危 险 废 物 处 理 系统 为 例 , 以 简 单 的 总 结 为 : 先 将 待 焚 烧 的 废 物 经 设 计 了一 个 双 输 入 、 首 单输 出 的 模 糊控 制 器 。 过 适 当的 处 理 , 后 将 处 理 过 的 废 物 通 过 其 中 回转 窑 的 温 度 E 及 温 差 的 变 化EC为 然 以 相 传送 带 送 到 料 斗 , 便 送 至 回转 窑 。 果是 输 入 变 量 , 应 的 输 出变 量 为 燃 油 的 喷 入 以 如 液 体 肥 料 , 需 要 经 过 喷 雾 的 方 式 运 至 二 量 。 则 另外 还 设 置 了两 个 干 扰 因 素 : 物 的 投 废 燃 室 或 者 回转 窑 窑 头 。 过 焚 烧 的 危 险 废 入 量 以 及 压 缩 空 气 量 。 模 糊 控 制 器 所 设 经 其 物 会 产 生 一 定 的 残 渣 , 渣 会 随 着 回转 窑 定的 变量 的论 域 为[ 4 , 0 , 残 - 0 4 】 与之 相 应 的模 的转 动 而 落 入 水 封 中 , 经 由刮 板 机 刮 除 。 糊 子集 可 以写为 { 再 NB、 NM 、 NS、 E、 S、 Z P PM、 般 的 回转 窑 的温 度 控制 为 7 0 0 ℃ , 0 ~9 0 产 P } E B I C的模 糊子 集记 为 { 、 M 、 S Z NB N N 、 E、 生的 烟 气 要进 一步 的 进 入 二 燃 室 进 行 高温 P 、 M 、 B} 论域 记 为[ 4 ,0 ; 出变量 SP P , - o 4 】输 燃 烧 , 里 的温 度 大 于 1 O ℃ 。 温 地 燃烧 模糊 子 集 记 为 { 这 lO 高 NB、 、 、 E、 S P 、 NM NS Z P 、 M 气 体 再 经 过 余 热 锅 炉 的 降 温 作 用 , 温 度 P , 域 为[ 1 0 10。 糊规 则库 的 建立 将 B}论 - 0 ,0 ]模 降至 4 0 5 ℃左 右 进 入 急 冷 塔 冷 却 至 l 0 , 作 为 模 糊 控 制 器 的 核 心 , 体 的 建 立 方 式 ℃ 5 具 最 后 经 过 布 袋 除 尘 就 可 以从 排 出 了 。 有 两种 : 种 较 为 常 规 , 根 据 操 作 人 员 的 一 是 经验 以及 工艺 的操 作规 章 总 结 来 进 行 相 应 的 模 糊 规 则 的 抽 取 。 种 方 法 具 有 简 单 高 这 2 回转 窑温度的模糊控 制 回转 窑 的温 度 控 制 具 有 极 大 的影 响 作 效 的 优 势 , 是 获 得 规 则 不 可 避 免 的 较 为 但 用 , 要 体 现 在 : 系 到 危 险 废 物 是 否 得 到 的粗 燥 , 且 带 有 一 定 的 主 观 性 。 一 种 方 主 关 并 另 充分 的 燃 烧 、 系到 节 能 。 据 长 期 的 操作 法是 通 过 系统 的 辨 别技 术 , 据输 入 、 出 关 根 根 输 及总结分析得 出以下的几 点经验 : 的数 据 以 及模 糊 模 型进 行模 糊控 制 规 则的 ( ) 转窑 内 的燃 烧 器 内喷 油 量 的 增 加 提 取 。 过 两 种 方 法 的 结 合 , 首 先 经 过第 1回 经 即 会 加 剧 回转 窑 内的 燃 烧 , 而 导 致 温 度 的 二种 获 得 , 糊 控 制 规 则 , 经过 操 作 人 员 进 模 再 上升 。 且 喷 油 量 越 大 , 度 的 上 升速 率越 的 经验 指 导 以 及结 合现 场 的 控 制 情 况进 行 并 温 快 。2 一般 的 , () 增加 焚 烧 物 的 投入 量可 以 在 完善 后 的 结 果 , 过 实 践 的检 验 , 经 这一 模 型
危险废物焚烧系统中模糊控制的应用探究
危险废物焚烧系统中模糊控制的应用探究摘要:模糊控制适用于被控制对象的数学模型难以建立的条件下,特别是对于多变量、非线性以及不确定因素较多的复杂系统具有很理想的控制效果。
本文在对于模糊控制进行简单介绍的基础上,分析了模糊控制技术在危险废物焚烧中的对于回转窑温度的成功控制,同时对于如何实现计算机控制系统进行了简述。
关键词:危险废物焚烧温度传统的控制领域中,动态模式的精确性直接的影响到控制系统的优劣。
所提供的控制动态信息越精确就能得到更为精确的控制。
但是面对极为复杂的控制条件,由于牵涉到很多的变量,系统的动态就很难的得到准确的描述,几十勉强的得到描述也很难得到理想的结果。
模糊理论作为一种新型的控制手段,是模糊技术与模糊理论结合的产物。
尤其适用于条件复杂的系统,近年来得到了迅速的普及、应用。
1 危险废物焚烧工艺简介危险废物的焚烧工艺可以分为两大部分:焚烧系统与烟气系统。
而焚烧系统又由烟气高温焚烧与废物热分解组成;烟气处理系统又可以分为酸性气体设备、急冷以及回收三大部分。
危险废物的焚烧工艺可以简单的总结为:首先将待焚烧的废物经过适当的处理,然后将处理过的废物通过传送带送到料斗,以便送至回转窑。
如果是液体肥料,则需要经过喷雾的方式运至二燃室或者回转窑窑头。
经过焚烧的危险废物会产生一定的残渣,残渣会随着回转窑的转动而落入水封中,再经由刮板机刮除。
一般的回转窑的温度控制为700~900℃,产生的烟气要进一步的进入二燃室进行高温燃烧,这里的温度大于1100℃。
高温地燃烧气体再经过余热锅炉的降温作用,将温度降至450℃左右进入急冷塔冷却至150℃,最后经过布袋除尘就可以从排出了。
2 回转窑温度的模糊控制回转窑的温度控制具有极大的影响作用,主要体现在:关系到危险废物是否得到充分的燃烧、关系到节能。
根据长期的操作及总结分析得出以下的几点经验:(1)回转窑内的燃烧器内喷油量的增加会加剧回转窑内的燃烧,进而导致温度的上升。
烧结终点的模糊控制

烧结终点的模糊控制作者:周翠霞胡文江赵军王钊王文君来源:《科技创新与应用》2016年第06期摘要:在无法获得精确数学模型的情况下,根据模糊控制方面的理论成果与技术,结合现场的烧结专家经验,采用快速、慢速的模糊控制方法,实现烧结终点的智能优化控制。
关键词:烧结终点;BTP;模糊控制引言烧结是钢铁工业生产的主要过程,烧结矿作为高炉的主要原料之一,其质量对生铁质量以及高炉顺产起着极其重要的影响。
烧结终点是指烧结过程终了时的位置,通常用料层烧透时对应的风箱位置来表示,如果烧结终点提前,说明烧结矿过烧,这意味着没有充分利用烧结机的生产能力,说明还可以提高烧结机速度,从而提高烧结矿产量;如果烧结终点滞后,说明烧结矿欠烧,即烧结过程还没有结束,台车上的混合料已经运行到烧结机机尾卸料端被卸下,从而导致烧结矿强度降低,返粉增多,烧结矿产、质量下降,成本上升。
因此,烧结生产要求将烧结终点控制在工艺要求的位置上。
烧结过程是一个综合反应过程,有物理反应、化学反应,其涉及因素众多,各个因素又相互作用,相互制约,具有复杂性、滞后性以及非线性的特点,烧结终点的优化控制一直是烧结过程控制的薄弱环节,它对于提高烧结矿产量、质量有着极为重要的意义。
文章主要针对烧结的工艺要求,结合淄博张钢钢铁有限公司的现场情况,将专家的经验与模糊技术相结合,建立烧结终点(BTP)的模糊控制系统,以实现烧结终点的优化智能控制。
1 烧结终点位置的判断按照烧结料层中从上至下的温度变化以及物理化学反应过程,烧结料层可分为五个带(或五层),从上至下依次出现烧结矿带、燃烧带、预热带、干燥带、过湿带。
这些反应带随着烧结过程的进行而逐步下移,在到达台车炉篦后才依次消失,最后只剩下烧结矿带。
正确的烧结终点一般控制在烧结机机尾倒数第二个风箱的位置,在此位置,整个料层烧结过程结束,这个终点位置的表征是:(1)倒数第二个风箱位置的废气温度最高,一般可达300~400℃(张钢350℃左右),比前后两个风箱的温度要高。
模糊控制在烧结厂的应用
模糊控制在烧结厂的应用
须仲新
【期刊名称】《矿山设计研究》
【年(卷),期】1990(000)004
【总页数】6页(P38-43)
【作者】须仲新
【作者单位】无
【正文语种】中文
【中图分类】TF046.4
【相关文献】
1.模糊控制在烧结余热回收的应用 [J], 陈金红
2.模糊预测控制在烧结烟气脱硫系统中的研究与应用 [J], 杨新华;吴利国
3.模糊控制在烧结炉温控系统中的应用 [J], 周金峰;肖伸平;曾红兵
4.自适应模糊控制在烧结炉系统中的应用 [J], 刘玉成;刘玉斌;李太福;苏盈盈
5.模糊控制在烧结配料系统中的研究与应用 [J], 张凯
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
() 1生产 工 艺 : 烧结 是 一 个 由生矿 燃 烧 到成 品
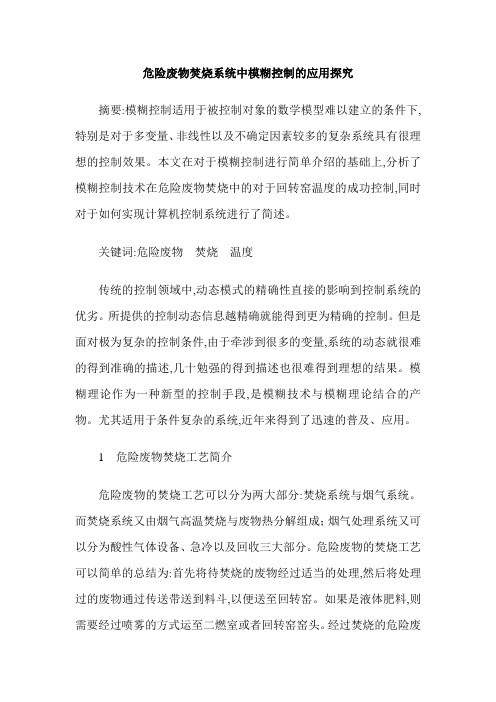
冷却极其复杂的化学反应过程 , 反应过程伴随 其 着大量的热交换 , 中从烧结机机尾燃烧结成块 其 状的烧结矿 , 经单辊破碎成一定规格进入热筛 , 这 些矿都是红矿( 热矿 ) 温度高达 80 10 ℃。这 , 0 ~0 0 么高的温度需降低到皮带 ( 胶带 ) 能够运输的温度 为最佳。红矿通过热筛进入环冷机 , 大量 的热量 通过鼓风机流 向烟囱并经过余热锅炉的热管装置 转化成蒸气 。热管 内是液化 、 汽化点很接近的介 质。这种介质在液化一 汽化的过程将热量传递 , 达 到转 化 的 目的。 () 2 工艺控制 流程 ( 见图 1 : )采用传统 的 自动 控制 , 特别是 PD I 控制存在 以下缺点 , ①由于气泡
6 0一
冶垒设备管理与维修
程来实现模糊控制。
I 1 —Ll SP > l 0THEN F U 0l Ol 00.
第2卷21年第2 总第 1 期) 8 00 期( 4 6
其编程部分模糊控制语句如下 :
水 位控 制上限 10 m 0m 计数器 连续 十次采样 停泵 计数器清零 水 位控 制下 限 10 0 下限计数器 水泵满负荷工作 计数 器清零
K1 FQ /I ; : I 2FQ1 =
PI DM H Y: DM H Y K l =PI : N: 0 =O.: END I F:
I I - I 2 一 O HE FLQILQ < l .T N 0
P DMHY: P DMHY* .5 I = I O9 ; N: 00 = .:
PI DM HY: =50 0 0.:
N2= . : :O 0
END I F; END I F:
I 0 0T F N= . HE N
F QI F 1 2 : I : I0 H = LQ1 L 1 1 I : I0 : :
N: . : =1 0 END I F:
蒸 气流量调 节水位 F I2 I H瞬时蒸气流量 O 水位 当前值 标记
一
M
图 2 自控原理示意
系统采用 M DC N昆腾系列硬件 , O IO 下位通过 M + B 控制协议把 C U与变频器组成 M + P B 网来控制 变频器 的启停 和参数的读取 , 上位通过 S 8 卡与 A5 计算机相连组成 M 网。其采用 C N E T 句编 B O C P语
流量等参数进行模糊控制 , 有效地控制 了生产和排 污过程 中水量和 气量的较 大波动 , 定了锅 炉安全 生产。 稳
关键词
1 前 言
现代工业 的发展 , 控制对象 的非线性和不确 定性增强 , 现代控制数学建模更加困难 , 模糊控制 的崛起为解决这些 问题开辟 了新的途径 , 与传统 的控制方法相 比, 模糊控制的优点主要表现在 : ① 模糊控 制系统无需 对控制对 象建精确 的数 学模 型, 而根据经验规则直接建立控制模型 ; ②系统知 识 库是 基 于控 制 对象 的定 性 认识 和 经验 规 则来 建 立 的 , 控制 是 直 接 通 过 运 用语 法 规 则 进 行 模 糊 而 推理来进行的; ③模糊控制系统是非线性 系统 , 尤 其适应于非确定性非线性系统 。此外 , 由于常规 模糊控制采用固定 的模糊规则或控制表 , 往往难 以同时满足系统动态与静态的要求 , 人们又进一 步致力于提高常规模糊控制器的性能和增加学习 能 力 ; 已研 究 成 功 的 控 制 规则 可 调整 的模 糊 控 如 制器 、 参数 自调整 的模糊控 制器 、 自学习模糊控制 器和神经网络模糊控制器等 。随着模糊控制理论 的不断完善和各种先进模糊控制器的研究成功 , 模糊控制已成为各种复杂 、 随机 、 不确定和时变系 统控制的强有力工具。
F Q :F 2 : I 2 I0 H = 1 LQ :L 1 1 I 2= I0 ;
Ll l P: 0S LI 0 11
I I2 FQl . O - . T E FFQ 一 I >01 R< 01 H N
水位 给定值 水位测量值 流量变化值
变化 系数 输 出修正 清标记
END F; I
水位调节 输出修正 清标记 水位调节 输出修正 清标记
I I 一 I 2> 00 H N FL Q1 L Q 1 . T E
P DMHY: P DMHY 1 5 I = I . : O
S P Nl= + . : : N1 1O I >1 . HEN F N1 0 0 T P DMHY: o0 I = .:
N l=O. : 0: END I F;
END I ; F
I Ll S F 0l P—U l Ol> 1 . THEN 0o0
N2 = +1 : : N2 . 0 I > 00 T F N2 1 . HE N
2 控 制原理
பைடு நூலகம்
图 1 工艺控制流程
液位 、 水流量和蒸气流量 的互相影响, 输人量难 以 确定单一的一个量作为输入量。② 由于期间受到 生产水压 , 汽泡排污的影响 , 其调节水流量也必须 快速反应 , 而一旦采用 PD I 控制 , 其参数时间就 固 定, 并不能跟随变化。而采用模糊控制 , 可以根据 现场和实际生产经验加编一些智能判断语句来满 足 现场 变化 的需要 。 () 3 自动 控制原 理 ( 图 2 。 见 )
第 2 卷 2 1 年第 2 总第 16 ) 8 00 期( 4期
冶金设备管理与维修
模糊控 制在烧结余热 回收 的应 用
陈金 红
( 江西新 钢公 司烧结 厂
摘 要
新余 380 ) 30 1
介 绍 了新 钢公 司烧结厂余热回收采用模 糊控 制原理对气泡液位 高度 、 水泵变频调 节水流量和蒸气 模糊控制 自动控制原理 语句