EQ491i电喷发动机技术条件
数控车床认识实习心得体会

数控车床认识实习心得体会数控车床认识实习心得体会本学期开学不久,经过学院老师的努力和院领导的批准,我们选择了东风(十堰)发动机厂作为我们的实习基地,怀着既兴奋又冲动的心情,我们参加了这次的为期两周的实习。
初次来到东风,我们初步了解这家工厂的生产情况,与本专业有关的各种知识,以及工人的工作情况等。
第一次亲身感受了所学知识与实际的应用,特别是自动化知识在实际生产中的重要应用,让我们大开眼界,同时也让我们意识到学好本专业知识的重要。
本次实习以生产实习为主,生产实习是我们学习自动化专业的一项重要的实践性教学环节,旨在开拓我们的视野,增强专业意识,稳固和理解专业课程。
实习方式主要是请企业技术管理和企业管理人员以讲座形式介绍有关内容;同学们下生产车间参观,向企业的现场管理,技术生产工作人员学习请教相关知识;由带队老师组织同学们分组讨论、发言,通过交流实习体会方式,加深和稳固实习和专题讲座内容。
通过本次实习,我们学到了很多课本上学不到的东西,并对生产管理有了更深的认识。
实习前:在去实习之前两天晚上我们来到了203课室,听我们的院党委书记和带队老师讲解了这次实习的详细要求以及一些平安主意事项。
从讲话中了解到领导对这次实习非常重视,同时让我们认识到实习是我们工科院校必不可少的教学环节,也是培养应用型人才具有一定实际知识和较强动手能力的重要教学环节。
通过实习使学生了解机械制造根本知识,为学习专业课以及其他后续课奠定坚实的根底。
通过铸工、锻工(包括冲压工)、焊工、热处理工、机械加工和钳工等工种的生产实践参观,使学生了解根本操作技能,为以后工作准备条件。
同时也能加强劳动和纪律方面的锻炼,培养学生要有踏实的工作作风,理论联系实际的求实的精神,同时通过实习还要求培养同学们任何融入到集体中去,体会什么是团队精神,通过集体的活动来活泼集体的气氛,激发同学们的学习积极性。
陈老师给我们简要介绍完实习内容后,还点出一些我们常犯的毛病,如:有的同学不够积极,不主动请教师傅,遇到不懂的问题不敢向带对人员询问。
数控车床实习心得体会
数控车床实习心得体会数控车床实习心得体会1一星期的车工实习很快的结束了,回顾自己一周以来所学到的知识与技能,感悟颇深。
首先,理论知识与安全教育是必不可少的,在正式开车床车削零件之前,老师就用了整整一天的时间来为我们上理论方面的知识,虽然感觉第一天过得很乏味,但恰恰却是最重要的内容之一。
比如:在装夹刀具的时候,刀刃与刀架底部的垂直距离为143.5mm,这样就减少了与零件中心对刀的次数,在装刀的时候放入垫片直接用直尺量准143.5mm后基本上与零件中心持平,节省了对刀的时间。
装夹工件的时候一定要用加力棒拧紧,以免零件飞出发生事故以及刀具的正确使用等等。
练习摇车床,也是每次实习车床之前每位同学所必需要通过的一项考核,只有熟练的摇动大拖板与中拖板,才能为车削零件作好必要的准备,以免刀具与零件发生碰撞。
因为这次我们实习的车床与在职中的时候实习的车床有所不同,在自动进给时有差别,另外还有转速的调节上也有出入。
在了解了车床的一些理论知识后,第二天,我们就开始正式加工零件了。
车削第一个零件的时候,感觉还是很紧张,每一步都是那么的小心翼翼,以免出错。
大拖板一小格代表1mm,中拖板和小拖板0.02mm。
车削端面的时候,在离中心2mm左右的时候要停止自动进给改为手动进给,这样就能防止刀头被损坏。
车削外圆时,在离尺寸2mm的地方也要停止自动进给改为手动,防止车削过头,零件损坏。
第一、二个零件车削的是台阶轴,主要让我们掌握的是外圆的控制以及千分尺的使用与读数。
在测量零件的时候,一定要用游标卡尺与千分尺配合使用,在离规定尺寸剩余1mm内就要改用千分尺测量,这样就能有效的控制外圆的尺寸。
再有精车的时候,一定要先试切削测量一下,看尺寸是否在范围之内,这样加工出来的零件准确率就比较高。
第三个零件加工的是锥度,需要转动一定的刻度盘,车削的时候先将大拖板摇到规定的刻度,再用中拖板对刀,然后小拖板退出,大拖板不动,最后调好刻度以后再用小拖板手动进给,车出锥度。
LJ491QE1汽油机提升性能的前期研究

电喷控制系统 , 最大功率 为 7 W , 5k 最大扭矩为 1 0N・ 最低 9 m, 燃油 消耗 率不 大于 2 5g (w ・ ) 达到 《 型汽 车污染 物排 6 ,k h , 轻 放 限值及 测量 方法》 G 85 .— 0 1 ( 同欧 Ⅱ) ( B 13 22 2 0 ) 等 规定 的排 放要求。该型汽油机 目前还在批量生产 , 主要搭 载在北 京汽车 制造厂有 限公 司生产 的 1 1型轻型卡车上 。由于该型汽油机 4 0
当今 世界 可持续发展 是每一个 国家必 须高度重视 的 问 题 , 国政府也 在多年前就提 出这 一命 题 , 我 并把建设 资源节约
型和环境友好 型社 会作 为战略 目标 , 以达到可持续发展 。 具体 到汽车行业 , 国家相 关部 门为 了贯彻该 战略 目标 , 陆续 出台 了
一
的汽油机 已经 出现 了许 多新 的结 构形式 ,也 采用 了许 多新 的 技术 , 得现在 的汽油机 的升 功率 、 使 扭矩 、 油耗 、 排放都 达到 了 很高 的水平 。 了节 约开发成本与 开发时间 , 为 同时根据 目标客
额定转速等方 法, 来达 到提 升 L4 1 J9 QE1 油机 性能指标的 目的。 汽
关 键 词 : 9QE  ̄4 1 I汽 油 机 ; 能 ; 升 方 法 性 提
中图分类号 : 6 U4 4
文献标识码 : A
文章编号 :6 2 5 5 2 1 3-0 7 0 1 7 — 4 X( 0 0J - 1 - 2 0 0
好 , 由于发动机在 高速运转 时充气效率较 低 , 得在高速运 但 使
转时燃烧 不充分 , 导致 升 功率较 小 , 总体 油耗偏 高 , O和 H C C
应我 国 日益严格 的排放 法规要求 ,J9 Q 1汽油机也从 最早 L4 1 E
一汽大众速腾1.4-TSI维修资料1
目录
00 - 技术数据 ................................................................. 1
1 技术数据 ............................................................. 1 1.1 发动机编号 ........................................................... 1 1.2 发动机特征 ........................................................... 1
售后服务
3
修理手册
Jetta 2006 , Golf Variant 2007
4 缸 电喷发动机 (1.4 升直喷发动机,涡轮增 压器)
版本: 01.2009
发动机代码 BLG BMY
售后服务技术信息
3
售后服务
维修手册修理组
Jetta 2006 , Golf Variant 2007
4 缸 电喷发动机 (1.4 升直喷发动机,涡轮增压器)
版权所有。 不经法人同意不得使用。
Copyright (c) 2009 Volkswagen AG,Wolfsburg
Printed in China FAW5R0140.74
Jetta 2006 , Gol (1.4 升直喷发动机,涡轮增压器) 01.2009
4 活塞和连杆 ........................................................... 42 4.1 装配一览 ............................................................. 43 4.2 检查活塞和气缸内径 .................................................... 44 4.3 活塞和气缸尺寸 ........................................................ 45
东风汽车生产实习报告

姓名: ***专业:机械设计制造及其自动化班级: ***学号: ***指导教师: ***实习单位:东风汽车公司商用车发动机厂时间: 2010.8.3—8.19二0一0 年九月前言生产实习是根据教学大纲计划安排的一个重要的实践教学环节,其目的是使学生了解和掌握本专业的生产实践知识。
验证巩固和丰富已学过的地方,培养学生理论联系实践,在生产实践中调查研究、观察问题、分析问题以及解决问题的能力,为后继专业的学习打下坚实的基础。
同时,使我们有机会接触社会和工厂,学习工人阶级的优秀品质,扩大知识面。
我们通过现场实习、观察,每个人都获得了基本生产的感性知识,同时又锻炼和培养了我们大学生吃苦耐劳的精神,也我们接触社会、了解机械行业状况、了解就业行情的一个重要途径,逐步实现由学生到社会的转变,并且让我们初步了解企业管理的基本方法和技能;体验企业工作的内容和方法。
这些实际知识,对我们学习后面的课程乃至以后的工作,都是十分必要的基础。
生产实习也是我们机械专业学习的一个重要环节,是将课堂上学到的理论知识与实际相结合的一个很好的机会,对强化我们所学到的知识和检测所学知识的掌握程度有很好的帮助。
实习过程能让我们巩固、验证已学过各技术基础课(如机械制图、互换性与技术测量、机械设计、、机械制造工艺学、控制工程基础等)所获得的基本理论及基本知识及其在生产实际中的应用。
而且通过对机械产品的制造过程的观察、了解,我们也初步掌握了机械制造技术(包括设备、工艺、刀具、液压等)方面的基本知识及所要解决的基本问题,为今后的专业课学习和课程设计打下良好的基础。
为期半个月的生产实习,我们先后参观了东风汽车公司商用车发动机厂、变速箱厂、设备制造厂、通用铸锻厂等4个工厂。
在实习当中,我们学到了许多课本上没有的知识,真的是受益匪浅。
一、实习目的与要求(一)目的本次实习是面向生产实际,通过走向社会和生产第一线,了解一般机械零件的加工过程、工艺方法、加工手段;了解各类机机械加工设备的特点和使用,为后续课程的学习打下基础。
EQ491i汽油机满足第Ⅲ阶段排放法规的研究开发

四冲程 、 水冷 、 直列式汽 油机
之处 在 于 : 1 取 消 E E循 环 前 4 s 采 样 的 暖机 () C 0不 时 间 , 为发 动机 起 动 后 立 即开 始 废气 采样 ; 2 对 改 ()
Ke wo d :Ga o i e e g n ,Na i n l t g m i i n r g l to y rs s l n i e n to a r sa e e s o e u a i n,Co d s r ,TW C 3d s l t t a
时发 动 机 的排 放 值 , 降低 发 动 机 在 排 放 区域 的 油 耗
Me t gSa e m ei tg Emiso g lt n n sin Re uai o
F n h tn Hu n n W a gYo g , a gJa xn & Z u n e j a a g S ua g , a gGa g , n n W n in i h a gR nu n
o i ld sg fv le tmig,a l a p i z t n a d ma c n fe g n n g me ts se pt ma e in o av i n s wel so tmi ai n thi g o n i e ma a e n y t m. o
表 1 E 4 1 发 动 机结 构 参数 表 Q 9i
型式
缸 径 ×行 程 排量
压 缩 比
规更加严格 。国家环保局准备于 20 0 7年实施相 当 于欧 Ⅲ标 准 的 国 家 第 Ⅲ 阶 段 轻 型 汽 车 的 排 放 法 规
( B 85 .— 20 )北 京 市将 提 前 实施 。 G 1323 05 ,
EQ6100i电喷汽油机

节气门位置传感器装在节气门体上。它由一 个受节气门阀片的开闭所控制的可变电位器 构成。传感器向发动机控制单元输入电压信 号,此信号随节气门开度的增大而增大,通 过节气门位置传感器信号,ECU在所有工作 条件下都能检测节气门阀片的位置。
注意: 节气门位置传感器不可调。 把油门踏板踩到底(开关接通之前),再打
2020年8月14日
东风阳光服务 温暖千家万户
第4页
3、电控系统原理图
2020年8月14日
东风阳光服务 温暖千家万户
第5页
二、汽油机电子控制燃油喷射系统组成
2020年8月14日
东风阳光服务 温暖千家万户
第6页
汽油机电子控制燃油喷射系统主要组成元件
元件
1 冷却液温度传感器 2 曲轴位置传感器 3 电子控制单元(ECU) 4 喷油器 5 燃油压力调节器 6 燃油泵 7 继电器 8 油轨 9 怠速马达
东风阳光服务 温暖千家万户
第24页
燃油导轨总成
燃油导轨技术参数:
✓ 1.在600KPa的气压下,历时30分钟不 得降压(未装喷油器和燃油压力调节 器的状态下);
✓ 2.内腔清洁度:≤1mg
✓ 燃油导轨总成是一个用来安装喷油器 和燃油压力调节器的燃油分配管。它 向喷油器提供恒定压力的高压燃油。
✓ 每个喷油器都安装在燃油导轨的特定 孔中,并且借助喷油器卡簧将其保持 在固定位置。喷油器的O形密封圈用来 防止喷油器与进气歧管间的泄漏。
2020年8月14日
东风阳光服务 温暖千家万户
第17页
碳罐电磁阀
✓ 碳罐电磁阀(零件号:ZX31) ✓ 工作电压:9.25~15V ✓ 工作温度: -40℃~125℃ ✓ 电阻:17.5~23.5Ω(25℃±5℃)
湖北十堰实习报告

东风十堰二汽实习报告1、东风汽车发动机厂简介东风汽车发动机厂位于中国湖北省十堰市,现有工业建筑28万平方米,各类设备2300多台,固定资产4.69亿,是一家汽油、柴油并举,中、轻、农配套的多品种汽车发动机生产企业,具有年产20余万台发动机的综合生产能力。
发动机厂积累了三十年的发动机制造经验,累计生产了近200万台发动机,不仅有着坚实的管理基础、先进的硬件设施和高质量的产品,而且有着一支训练有素的员工队伍。
东风汽车公司是中国四大汽车集团之一,其前身是1969年始建于湖北十堰的“第二汽车制造厂”,经过三十多年的建设,已陆续建成了十堰(主要以中、重型商用车、零部件、汽车装备事业为主)、襄阳(以轻型商用车、乘用车为主)、武汉(以乘用车为主)、广州(以乘用车为主)四大基地,除此之外,还在上海、广西柳州、江苏盐城、四川南充、河南郑州、新疆乌鲁木齐、辽宁朝阳、浙江杭州、云南昆明等地设有分支企业。
2003年9月,公司的总部由十堰搬迁至武汉。
2007年,公司销售汽车113.7万辆;完成营业收入1416.87亿元。
2008年,公司销售汽车132.06万辆,同比增长16.12%,是行业增速的2.4倍;实现营业收入1527.13亿元,位居中国企业500强第30位,中国制造业500强第6位;综合市场占有率达14.08%,在细分市场中进一步巩固了中重卡第一、SUV第一、中型客车第一、轻卡第二、轻客第二和轿车第三的市场地位。
2010年公司销售汽车261.5万辆,同比增长37.8%,实现营业收入2691.5955亿元,净利润7.2亿美元,位居中国企业500强第13位,中国制造业500强第2位,世界500强第182位。
在2005年前后东风十堰商用车项目面临严重困难的时候,来自东风有限乘用车项目的大量的资金帮助东风商用车项目度过了难关,实践证明,东风借与日产全面合资再造企业的战略取得了成功。
东风公司构建了完整的研发体系,在研发领域开展广泛的对外合作,搭建起全系列商用车、乘用车研发平台及其支撑系统,进一步完善了商品计划和研发流程。
湖北十堰东风发动机厂实习报告及日志机械

东风发动机厂实习报告实习目的:生产实习是我们机自专业知识结构中不可缺少的组成部分,并作为一个独立的项目列入专业教学计划中的;其目的在于通过实习使学生获得基本生产的感性知识,理论联系实际,扩大知识面;同时专业实习又是锻炼和培养学生动手能力及素质的重要渠道,培养当代大学生具有吃苦耐劳的精神,也是学生接触基层、了解产业状况、了解国情的一个重要途径,逐步实现由学生到社会的转变,培养我们初步担任技术工作的能力、初步了解企业管理qcd等的基本方法和技能;体验企业工作的内容和方法;这些实际知识,对我们学习后面的课程乃至以后的工作,都是十分必要的基础;实习内容时间安排:安全教育:10月10号早上7点我们到达了目的地,经过一番休整之后,下午三点我们在单身公寓的多媒体教室进行了安全教育,其主要内容如下:1. 禁止穿拖鞋、短裤进入厂区,每天进入厂区必须戴帽子,女生必须把头发盘起来;2. 在厂区内只许看不要乱摸,不要干扰工人的正常工作;3. 离机器远一点,因为加工后有可能铁屑飞溅出来;4. 禁止在厂区内追打嬉闹,不要围看,要有序排队观看;5. 注意头上,有可能调材料时机器故障造成材料掉下来伤人;6. 配合每个车间主管人员的安排;东风公司简介:东风汽车公司始建于1969年,是中国汽车行业的骨干企业;经过三十多年的建设,已陆续建成了十堰主要以中、重型商用车、零部件、汽车装备事业为主、襄樊以轻型商用车、乘用车为主、武汉以乘用车为主、广州以乘用车为主等主要生产基地,公司运营中心于2003年9月28日由十堰迁至武汉;主营业务包括全系列商用车、乘用车、汽车零部件和汽车装备;目前,整车业务产品结构基本形成商用车、乘用车各占一半的格局;截至2004年底,公司总资产亿元RMB,净资产339亿元RMB,在册员工万人;东风汽车有限公司商用车发动机厂位于湖北省十堰市武当山麓,有着三十余年的历史、积近三百万台发动机制造的经验,是东风汽车公司的核心动力生产厂;东风发动机厂现在已经成为国内最大发动机企业,是国内唯一一家汽、柴并举,2升至11升全系列车用发动机制造商;年综合生产能力20余万台;产品功率涵盖90~412Ps,排放均达欧Ⅱ,部分产品可持续达欧Ⅲ、欧Ⅳ水平;东风公司发动机厂主要生产缸体、缸盖、曲轴、凸轮轴、连杆等五大件及发动机总成,拥有EQ6100、EQ6105、EQ491汽油机、4H和EQD6102T、东风D 系列柴油发动机等5大系列20多个基本品种;由过去单为中卡配套,发展到为客车、中巴、皮卡等配套;从车用发展到为船舶、发电机、工程机械等配套;不仅生产总成,而且还为康明斯等公司生产OEM零件;成为一家汽、柴并举,能为中、轻配套的发动机生产企业,具有年产20万台发动机的生产能力,是我国最大的专业发动机制造厂之一;10月11日上午实习车间:市场营销科实习工段:展厅1上午,在工人师傅的带领下,我们来到了摆放着各种型号的发动机展厅;在这里我们听了师傅给我们讲解的发动机的概念、类型、构造以及发动机的原理,使我对发动机有了初步的了解,发动机的类型细分为:①按冲程数分类:二冲程、四冲程、大冲程发动机概念机②按气缸排列方式分类:直列立式、直列卧式、V型发动机、W型发动机③按进气方式分类:增压发动机、非增压发动机④按着火方式分类点燃式发动机汽油机、燃气机、压燃式发动机柴油机⑤按冷却方式分类:水冷发动机、风冷发动机⑥按燃料分类:汽油发动机、柴油发动机、气体燃料发动机⑦按气缸数分类:单杠发动机、多缸发动机⑧按用途分类:道路移动发动机、非道路移动发动机⑨按燃烧区位分类:内燃机、外燃机;然后,又给我们介绍了发动机的五部分构成:分别是缸体、缸盖、曲轴、凸轮轴、连杆五大功能系统分别为:①点火系统②供给系统③润滑系统④冷却系统⑤启动系统发动机原理部分主要介绍其主要性能指标,如动力性、经济性、其他运转性能、可靠性、耐久性、维修方便性等使用指标;帮助我们进一步了解发动机的性能最后又向我们介绍了发动机厂生产过的发动机分别是:EQ491i多点电喷气油发动机、EQ4105直喷柴油发动机、EQ4H发动机、EQ6100-1普通汽油发动机、EQ6001-1多点电喷汽油发动机、EQD6102直喷柴油发动机、EQD6102T涡轮增压柴油发动机、EQD210-20涡轮增压柴油发动机、dCi系列发动机;下午实习车间:dCi11车间实习工段:大马力机加2一、缸体的作用:1、气缸体是发动机安装所有零件的基础件,其构成发动机的机体;2、气缸体上部的圆柱形空腔称为气缸,下半部为支撑曲轴的曲轴箱,形成为曲轴运动的空间气缸体内部铸有许多加强筋,满足发动机工作时的燃料燃烧的需求,确保发动机的刚性和强度;3、气缸体内部铸有冷却水套,和气缸盖冷却水套相通,冷却水在水套内不断循环,带走部分热量,对发动机起冷却作用;4、气缸体内部有润滑油道,满足发动机工作时的润滑需求;二、缸体的结构特点:1、根据气缸体曲轴孔中心与油壳安装平面的位置不同和形状特点分为:①一般式结构②龙门式结构③隧道式结构2、根据缸套结构形式类型又可分为以下三种:①无缸套②干式缸套③湿式缸套三、缸体零件常用材料及特点:缸体常用的缸体材料一般有灰铸铁、铝合金两种1灰铸铁由于良性的机械性能,铸造性能和耐热性能,而且还具备价廉,吸震,不易开裂,易加工等特点; 2小型发动机的缸体多采用铝合金材料,充分发挥其比重小,导热性能好,易加工等特点;四、缸体零件加工工艺特点:1.定位加紧:采用一面两销定位,用顶面/两侧面夹紧;2.加工方法:平面——以铣削为主,孔系——钻/枪钻、铰等;3.辅助工艺:定点定位、高压清洗、水道、油道、检漏、去毛坯、压装等;4.加工顺序:先面后孔;先粗后精,粗精分开;先基准后其他;5.缸体的粗基准加工:一般在铸造厂完成,粗基准的加工定位采用缸孔分中,以保证加工后缸孔壁厚均匀;6.一般先以粗基准定位,再以精基准定位;7.缸体上相互位置要求高的重要面和孔系,尽量集中在一道工序上一次定位夹紧完成;8.合理安排避免加工应力引起的变形;9.水道、油道泄露试验次数根据毛坯气孔、砂眼等缺陷严重情况安排一至两次;10.中间清洗工序应安排在与水套有关的加工工序之后和装配试漏之前;10月12日上午实习车间:发动机部件实习工段:轮壳1飞轮壳是安装于发动机与变速箱之间,外接曲轴箱、起动机、油底壳、内置飞轮总成,起到连接机体,防护和载体的作用;功能:用于与离合器的连接,存放飞轮并防止其飞出,安装零件指针,转速传感器,配合动力;结构:为了增强刚度为圆柱形;材料:灰铸或铸铝;在飞轮壳的加工中,主要问题是与发动机的结合的平面度以及两定位销孔的加工;若平面度不好,则在加工过程中将产生定位误差在测量过程中将会在建立基准过程中产生测量误差,出现测量与定位基准不统一的问题;在制定工艺路线时,通过对飞轮壳零件的加工工艺的分析和用数控机床,立式加工中心,卧式加工中心,配以专用家具,此外,应当考虑经济性能,降低生产成本;下午实习车间:dCi11车间实习工段:大马力轴类2曲轴是发动机上的一个重要部件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部件:主轴颈,连杆颈;曲轴承受连杆传来的力,并由此造成绕其本身轴线的力距——扭矩;然后,通过飞轮驱动汽车传动系,同时还驱动配气机构和其他辅助装置;曲轴的常见损伤形式:轴颈磨损、弯扭变形和裂纹等;对曲轴的要求是:有足够的强度、刚度、韧性和耐磨性,且润滑良好;曲轴加工工艺介绍:一轴颈粗加工1粗精车2内铣二油孔加工三热处理工艺轴颈及圆角淬火——回火四中心孔加工曲轴采用中心孔修正工艺,能稳定和提高磨削质量,优化曲轴工艺;五两端孔加工两端孔加工工艺为:钻底孔——铰孔——攻丝——倒角六主轴颈、连杆颈精加工4H曲轴主轴颈、连杆颈精加工工艺为:磨削全部主轴颈,磨削全部连杆颈;七超精加工:抛光10月13日上午实习车间:机修车间实习工段:机械加工2首先强调安全问题,主要有3个方面:1.注意铁屑2.不要乱动机床3.注意天车,防止掉下机修车间分五个班种:①生产班种②技术管理班种③磨锋班种④电气焊班种⑤感应器班种在机修车间主要进行机械加工,也称万能机械加工,可以进行多种公件加工;例如做工装夹具,机床备件,汽车零部件等;例:柴油气过滤板120X40x5工序 :①下料45钢 2000件 125X45x8②刨六面和主视图③钳工画线,钻孔攻丝④镀锌⑤入库钻磨板铸铁→变形量小工序:①下料,铸铁②刨六面,缺口③首检④抽检⑤终检小槽的作用:控刀、排屑、对刀;工具钢的特点:耐磨性好,不受冲击;下午实习车间:机修车间实习工段:机械磨锋21.刀具修磨的目的和意义:①防止浪费②提高工作效率③降低生产成本2.刀具材料:①性能:足够的强度和耐磨性足够的强度和韧性较高的耐热性良好的工艺性经济性②常用的刀具材料:碳素工具钢、硬质合金钢、立方氮化硼、金刚石、陶瓷;3.刀具分类:①用于加工外表面的刀具:车刀、铣刀、刨刀、外表面拉刀;②用于孔加工的刀具:钻头、扩孔、镗刀;③用于螺纹加工刀具:丝锥、板牙、螺纹铣刀、螺纹车刀、多螺纹刀具;④齿轮加工刀具:滚齿刀、剃齿刀、花键拉刀;⑤工件切断刀具:车刀、铣刀、带锯;4.刀具的结构形式:整体式、焊接式、可转位式、镶齿式10月14日上午实习车间:方鼎车身实习工段:车身车身由冲压模具冲压形成:冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法;在冷冲压加工中,将材料金属或非金属加工成零件或半成品的一种特殊工艺装备,称为冷冲压模具俗称冷冲模;这里采用的材料都是冷、钢板,整个生产线的流程为:压制成模→铸锻厂数控加工→钳工装配→压床调试→模具检测;我们在冲压车间可以看到大型的冲压机,裁剪机,主要生产组成车身的各种钣金件;焊接车间:这里的车身点焊是采用人工和机器人相结合作业,车身表面大部分是用机械手,只有内部一些机械手难进入的位置采用人工操作;焊车间全部是用点焊将各种薄板构件焊接组装起来,形成车身;车间用到的点焊机有各种台式和悬挂式的点焊机;在某些工位,工人对工件锤打校正和打磨;车身装焊完毕,就是对车身进行油漆,然后送往内饰装配部进行最后的组装;下午实习车间:箱体车间实习工段:大马力缸盖2主要讲述dCi11缸体和缸盖的加工工艺以及所需的机器;缸盖的功能:a.密封作用,同时与气缸套和活塞共同形成工作容积b.其上要安装各种零部件,如进排气门、摇臂、喷油器等c.其上设有进、排气道,冷却水道和润滑油道等结构缸盖的结构形式:整体式、分体式缸盖的材料:铸件缸盖的加工工艺:1.平面及凹槽的铣削,磨削加工;2.凹座的锪削加工3.螺栓孔钻削加工4.进排气面及前后端面螺纹孔系钻削、倒角及螺纹攻丝加工5.预铸出砂孔孔系扩孔、镗削、铰削加工10月17日上午实习车间:再造车间实习工段:再造11.发动机再造工艺:①找出有问题的发动机的故障原因,然后以报告的形式提交给开发科,开发科检测,再由技术科检讨是否是由于技术原因形成的,而后交给品质保障科经过制造车间对零件进行解体;②对解体后的零件进行零件评估,而后对各个零件进行清洗,再由工人师傅进行手动组装,此后进行外观修饰,评审入库;2.发动机功能介绍:dCi11: d:柴油机 c:高压供轨技术 i:电喷技术 11:排量4H: 东风自主研发马力有:140 160 180 2003.设备:蒸汽清洗机、试漏机、拧紧机、气动压床、高压分解炉、超声波清洗机、通过试清洗机、喷丸机、清丸机等4.箱体与轴套加工不同点:①材料不同②加工方法不同③定位方法不同④轴类需要磨床⑤轴类需要热处理⑥轴类需要动平衡下午实习车间:轴类车间实习工段:凸轮轴1主要介绍4H凸轮轴材料:①优先使用碳钢:45钢、50钢、58钢②铸铁球墨、灰口工艺:1.凸轮轴轴颈粗加工采用无心磨床磨削2.铣端面、打中心孔3.热处理、打标记4.深孔加工5.主轴颈快速点磨加工6.凸轮加工7.化学处理8.抛光、清洗10月18日上午实习车间:箱体车间实习工段:4H缸体24H缸体为4个缸,无缸套工艺:粗加工:1.加工顶面、底平面、半圆孔2.粗镗4个缸孔3.半精镗4个缸孔4.加工前后端面所有孔钻、扩、铰、磨5.加工两侧面所有孔6.顶面底面所有孔顶面:缸盖所有孔、定位环孔、油孔、水孔底面:喷油器安装孔、喷油器安装面、喷油器定位孔7.加工斜油孔8.拉圆弧:消除应力精加工:1.清洗,真空干燥2.试漏:是否漏水、漏油3.精铣前后端面并半精镗凸轮轴孔4.三角镗:a.凸轮轴孔 b.主轴沉孔 c.前端面销孔5.钻孔6.磨四个缸孔7.人工去毛刺8.人工装配、包装下午实习车间:机修车间实习工段:数控中心2机床:刨床、立铣、卧铣、插齿机、线切割、卧镗等影响加工精度:①切削力②刚性③间隙④切削用量线切割工作原理:高温电弧线切割主要用于加工薄壁零件1.零件加工分为箱体加工与轴类零件加工2.轴类零件被加工表面轴线与加工刀具表面平行或重合3.轴类零件被加工表面轴线与机床轴线垂直4.锥螺纹靠中径过盈配合实现密封5.细长轴保存时必须悬挂10月19日上午实习车间:轴类车间实习工段:连杆1工艺:1.粗铣两端面2.拉外形3.打号机打号4.粗镗小头孔5.粗镗大头孔6.去毛刺7.切断8.粗磨对口面9.精磨对口面10.加工螺栓孔11.钻小头油孔12.装配:a.去毛刺 b.清洗零件 c.套螺栓、压螺栓、套螺母 d.拧紧13.半精镗大头孔、精镗小头孔14.大头孔倒角15.拆卸16.铣瓦槽17.二次装配:a.清洗零件 b. .套螺栓、压螺栓、套螺母 c. 拧紧18.铣小头斜面19.去油、毛刺、小头倒角20.热压21.精镗衬套孔与大头孔22.珩磨大头孔23.检测:大小头孔径、中心距、平行度等24.称重25.外观修饰26.清洗装箱下午实习车间:轴类车间实习工段:曲轴1工艺:1.粗精车1、4、5主轴径及两端轴径2.内铣2、3主轴径全部连杆径3.钻润滑油孔4.去毛刺5.表面热处理6.修正两端中心孔7.半精磨1、5主轴颈8.精磨后端轴颈9.钻铰定位销孔10.打定位销热压桩11.精车端面12.加工两端螺纹孔系13.精磨主轴颈,精磨连杆轴颈14对所有油孔口倒角、抛光15精磨前端轴颈16精磨后油封外圆17表面磁粉探伤18零件动平衡19表面精抛光20清洗21热压装机油泵齿轮22检测、除锈、包装10月20日上午实习车间:总装配厂装配流程是:1.车架上线,线束、阀类装配2. 车桥合件装配3. 传动轴总成4. 底盘覆盖件5. 底盘转向,翻转尾灯装配6. 管路,减震器,拖钩装配7. 管道,支架,消声器8. 转向机,蓄电池9. 发动机,排气管,水箱合件10. 龙门支架,发动机附件11. 选择档机构,电器件,空滤器12. 车轮总成,备胎装配,润滑脂加注13. 驾驶室总成装配14. 车身件装配,加注油水15. 预调下线实习总结:通过此次实习,让我学到了很多课堂上跟本学不到的东西,对即将开始的工作有了一个好的启蒙,更好地为我们今后的工作积累经验;实习中我努力把学校学到的知道应用到实际工作中,尽力做到理论和实际相结合的最佳状态,另外,也培养了我的耐心和素质,能够做到顾全大局,服从指挥;在此次参观实习过程中,我们切身地体会到工人生产的特殊环境;实习时间虽短,实习内容却很丰富,我们学到了课本上所没有的知识,了解到曲轴、连杆、发动机的加工工艺、加工方法,卡车底盘装配,模具技术等专业知识,并作了尽可能详细的笔记记录;由于安全上和技术上的原因,这里的大多数工作我们不能动手参与,多数时候我们是站在旁边观察并寻找自己不懂的地方然后向老师、工人师傅们请教;在这个过程中学到了很多有关加工工艺和企业管理方面的知识;比如机械加工虽然有很多种不同的工艺,但其基本步骤都是粗加工、清洗、热处理、半精加工、精加工;本次实习使我第一次亲身感受了所学知识与实际的应用,理论与实际的相结合,让我们大开眼界,通过对实际生产过程的接触,了解从金属材料开始,制成毛坯、零件,直至组装机的整个现代机械制造工艺过程;培养了我们对一个现代的、系统的、具体的机械制造的过程的概念;我们经过对生产问题的调查、学习和探讨,进一步掌握必要的生产技术,促进了我们课堂所学到的理论知识和实践能力相结合,提高了我们分析与解决实际生产问题的能力;为专业课程设计及毕业设计收集和积累了大量宝贵的资料和经验;同时也启迪了我们的思维、培养了我们的创新意识这次生产实习对于我们以后学习、找工作也真是受益匪浅;。
EQ491i电喷发动机技术条件
培训讲义之一EQ491i电喷发动机技术条件(SEM机型专用)东风汽车公司发动机厂技术服务部2001年5月1 主要内容与适用范围:本讲义讲授了采用德尔福发动机管理系统(EMS)的配东南汽车工业公司车型的EQ491i电喷汽油发动机技术条件。
本讲义所授内容只包括EQ491i在EQ491技术条件基础上补充/更改的部分性能参数,其余与EQ491技术条件基本相同。
本讲义所授技术条件适用于东风汽车公司发动机厂生产的采用德尔福发动机管理系统(EMS)的配东南汽车工业公司车型的EQ491i 电喷汽油发动机。
2该技术标准引用标准:GB3821-83 中小功率内燃机清洁度测定方法GB14761-1999 汽车排放污染物极限及测定方法JB3743-84 汽车发动机试验方法SH0041-93 无铅车用汽油EQC-100 EQ491发动机走合规范EQCT-95 EQ491发动机600小时可靠性试验方法3 机型及用途EQ491i型电喷发动机专为装用于东南汽车工业公司生产的得利卡(长/短车身)和福利卡三款车型。
4 EQ491i电喷汽油机基本参数⑴型式;四冲程,水冷,直列四缸,单顶置凸轮轴,无分电器电控分组⑵点火,多点分组喷射汽油发动机。
⑶气缸直径:90.82mm⑷活塞行程;76.95mm⑸发动机压缩比;8.7∶1⑹总排量:1.993L⑺进气门开启:上止点前24⑻进气门关闭:下止点后64⑼排气门开启:下止点前70⑽汽油:90号(RON)无铅汽油SH0041-93⑾排气门关闭:上止点后18⑿点火初始点;10⒀曲轴旋转方向:顺时针(从前端看)⒁气缸编号:第一缸由发动机前端算起⒂点火分组:1-4;2-3⒃点火顺序:1-3-4-2⒄喷油分组:1-4;2-3⒅汽油机油:SF10W-305、EQ491i电喷汽油机性能指标和清洁度5.1 EQ491i电喷汽油机性能参数和清洁度额定功率:76kW额定转速:5200r/min最大扭矩:155N.m最大扭矩时转速:3600-4000r/min外特性最低燃油消耗率:270g/kW.h最大活塞平均速度:13.5m/s机油压力:750r/min时不低于210kPa;2000r/min时不低于250kPa。
E150EV系列维修手册(上篇)1114
E150EV 2013 目录
2.11 冷却系统 ........................ቤተ መጻሕፍቲ ባይዱ.............................................................................................. 77 2.12 其它部分 ........................................................................................................................ 80
5 组合仪表 ....................................... 17
5.1 概述 ................................................................................................................................. 17 5.2 接口定义 ......................................................................................................................... 18 5.3 拆装 ................................................................................................................................. 19 5.4 组合仪表上的指示灯 ..................................................................................................... 21 5.5 保养周期显示:复位 ..................................................................................................... 22
EQ6100-1发动机电喷系统简单故障排除方法

EQ6100-1多点电喷发动机管理系统简单故障排除方法您对同光电控发动机管理系统进行维修时,请遵循以下步骤:1.日常使用及保养∙严禁在发动机运转时摘除电瓶连线。
∙本电喷系统所使用汽油标号不低于90#。
∙关闭钥匙后,要等待10秒方可切断整车总电闸。
∙严禁在本系统与电瓶连线断开前进行任何焊接操作。
∙每行驶7,000-10,000km更换一次燃油滤清器。
∙使用诊断仪时, 电瓶电压不得低于8.5伏.2.故障现象 - 无法起动∙∙∙∙检查供油系统故障1)进, 回油管是否接反∙∙曲轴位置传感器间隙是否过大3.故障现象–怠速不稳∙4.5.故障现象–加速无力∙检查油箱油量, 燃油滤清器, 油路压力及油嘴∙怠速及高怠速时参数是否正常∙曲轴位置传感器间隙是否过大∙节气门总成的阀片是否处于最大开度6.故障现象–轻微失火现象∙检查各火花塞间隙是否符合规范 1.0 ~ 1.2 mm, 各缸火花塞间隙应尽可能一致∙高压线是否漏电7.故障现象–故障灯亮, 而故障码与故障不符∙可能是系统地线连接不实, 重新连接地线8.故障现象–油耗异常高∙在确定发动机机械部件及氧传感器状态正常后, 运转发动机观察氧传感器是否工作, 如果氧传感器工作, 检查喷油嘴是否漏油9.特别注意事项∙起动发动机时, 不得操作发动机上任何机构(包括油门), 天冷时, 可切开离合器∙发动机检查灯在发动机运行过程中点亮, 务必尽快查明原因并排除∙不得使用含铅汽油, 铅会损害氧传感器及三元催化器∙机油消耗异常时, 应尽快解决. 机油中的一些物质也会损坏氧传感器及三元催化器∙当发现某一缸失火时, 应立刻停车检查排除, 因为未燃烧的混合气会在排气歧管中燃烧, 使得氧传感器及三元催化器很快损坏. 若一时无法排除点火的故障, 可暂时断开失火汽缸的供油喷嘴插头∙气门间隙不宜太小, 若排气关闭不严会使排气温度过高而缩短三元催化器的寿命。
国产皮卡汽车维修手册

国产皮卡汽车维修手册前言第一章概述第一节皮卡车发展简介第二节国产系列皮卡车型简介和技术参数一、长城皮卡二、江铃皮卡三、扬子皮卡四、郑州日产皮卡五、庆铃皮卡六、奥铃皮卡七、富奇皮卡八、中兴皮卡九、南汽优尼柯十、东风信天游皮卡十一、万丰皮卡十二、金杯通用皮卡第二章发动机第一节4Y(491EQ)多点电喷发动机(长城赛铃皮卡/长城新迪尔一排半皮卡/长城新迪尔大双排皮卡/长城迪尔大单排皮卡/长城大脚兽皮卡/中兴皮卡/扬子麒麟皮卡/东风信天游皮卡/了亍丰皮卡/富奇皮卡/福田奥铃皮卡)一、缸盖和配气机构二、缸体和曲柄连杆机构三、冷却系统四、润滑系统五、燃油系统六、点火系统七、电控燃油喷射系统八、常见故障及排除第二节4G64发动机(江铃JXl023SW皮卡/扬子皮卡)一、缸盖和配气机构二、缸体和曲柄连杆机构三、平衡轴和润滑系统四、电控燃油喷射系统第三节JM491Q和JM491Q-E发动机(中兴皮卡/东风信天游皮卡)一、化油器供油系统二、燃油供给系统第四节4JBl(493Q)柴油机(江铃皮卡/庆铃皮卡/中兴旗舰皮卡/福田奥铃皮卡)一、缸盖和配气机构二、缸体和曲柄连杆机构三、润滑系统四、冷却系统五、燃油系统六、曲轴箱通风装置和进、排气系统七、常见故障及排除第五节KA24DE发动机(郑州日产皮卡)一、缸盖和配气机构二、缸体和曲柄连杆机构三、润滑系统四、冷却系统五、电控燃油喷射系统第六节4JD2(483ZQB)增压柴油机(福田奥铃皮卡)一、配气机构二、增压器三、燃油系统四、润滑系统五、常见故障及排除第三章底盘第一节离合器一、离合器的结构二、主要零部件的检修三、离合器组件的安装四、常见故障及排除第二节变速器和分动器一、变速器的结构和检修二、分动器的结构和检修三、主要零部件的拆装和检修四、常见故障及排除第三节传动轴和驱动桥一、传动轴的结构二、驱动桥的结构三、传动轴的拆装和检修四、差速器的装配与调整五、常见故障及排除第四节行驶系一、行驶系的组成二、前桥和前悬架三、后桥和后悬架四、车架五、车轮与轮胎六、常见故障及排除第五节转向系一、转向系的组成二、主要零部件的检修三、主要零部件的装配四、常见故障及排除第六节制动系一、制动系的组成二、主要零部件的拆装与检修三、ABS 四、常见故障及排除第四章电气系统第一节启动系一、启动系的组成二、启动机试验三、启动机主要零部件的检修四、常见故障及排除第二节发电机一、汽油机用发电机的结构二、柴油机用发电机的结构三、发电机主要零部件的检修四、常见故障及排除第三节空调系统一、制冷系统二、暖风系统三、常见故障及排除第四节组合仪表一、组合仪表的检查二、电气元件的检查三、常见故障及排除四、电路图第五节组合开关和灯光系统一、组合开关二、灯光系统三、常见故障及排除第六节刮水器和清洗器系统一、电路图二、常见故障及排除第七节电动车窗一、常见故障及排除二、电路图第八节电动门锁一、电路图二、电气元件检查三、常见故障及排除第九节后窗除霜器一、电路图二、电器元件检查二、电器元件z检查国产系列皮卡车型简介和技术参数4Y(B491EQ)多点电喷发动机(长城赛铃皮卡/长城新迪尔一排EE半皮卡/长城新迪尔大双排皮卡/长城迪尔G大单排皮卡/长城大脚兽皮H卡/中兴皮卡/扬子麒麟皮卡/东风信天J游皮卡/了亍丰皮卡/富奇皮卡/福田奥铃皮卡)二、缸体和曲柄连杆机构七、电控燃油喷射系统4G64发动机(江铃JXl023SW皮卡/扬子皮卡)二、缸体和曲柄连杆机构三、平衡轴和润滑系统四、电控燃油喷射系统JM49T1Q和JM491UUQ-E发动机(中兴皮卡/东风信天游皮卡)4JBl(493Q)柴油机X(C江铃皮卡/庆铃皮卡/中兴旗舰皮卡/福田奥铃皮卡)二、缸体和曲柄连杆机构六、曲b轴箱通风装置和进、排气系统KA24DE发动机(郑州日产皮卡)二、缸体和曲柄连杆机构五、电控燃油喷射系g统g 4JD2(483ZQB)增压柴油机i(福田奥铃皮卡)二、主要零部件的检修三、离合器组k件的安装l一、变速器的结构和检修二、分动器的结构和检修三、主要n零部件的拆装和检修三、传K动轴的拆装和检修四、差速器的装配与调整二、r主要零部件的检修三、主要零部件的装配二、主要零部件的拆t装与u检修三、启动u机主要零部件的检修一、汽油机w用发电w 机的结构二、柴油机用发电机的结构三、发电机主要零z部件的检修。
数控车床的心得体会7篇

数控车床的心得体会7篇(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如心得体会、规章制度、合同协议、条据文书、策划方案、应急预案、自我鉴定、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays, such as insights, rules and regulations, contract agreements, documents, planning plans, emergency plans, self-evaluation, teaching materials, complete essays, and other sample essays. If you want to learn about different sample formats and writing methods, please pay attention!数控车床的心得体会7篇一份优秀的教案才能让课堂变得更加高效,对此你应该也深有体会吧,我们在写心得体会时也是回顾自己内心情感的过程,下面是本店铺为您分享的数控车床的心得体会7篇,感谢您的参阅。
491Q电喷系统工作原理及使用常识
—
面 而
41 电 9Q 喷系统工 作原理及 常识 使用
文 / 以群 焦
中 的 程 序 来 控 制 发 动 机 的 性
—
—Hale Waihona Puke 要 使用 9 3号 以 上 无 铅 汽
能。 发动机控 制器 能使其 适应所 油 , 安装 电喷系统 使用的 汽油滤清器
— —
要使 用 3 A 1V标准继 电 0 /2 在发动 机首次 启动、 非正 常
器 【 ) 4个 。
— —
关 机 、取 下 E U后再次 安装后等 情 C
况 下启动发 动机 , 能出现发动机 怠 可
速不正 常情 况 ,需要对 E U进 行初 C 始化过程 : 先将钥匙 拧到点火位 置 , 5
— —
41 9 Q电 喷系统
点 火正 时 。当计算 正 确 的点火 正 时 在行驶 4万公 里时进行 清洗。
功 率 和 扭 矩 提 高 l% ,分 别 达 到 O
7K 5 W/ 6 O p 和 4 0 rm 1 0 m/ 5 0— 9N 20
候 ,E U将会点 亮仪 表板 上 的指 示 样 , C 也要进 行一定的保 养 , 如更 换机
中 国 汽 车 维 修 市 场 ・ O O 1 年 第 十 八 2
期
机传 感器的信号 , 提供信号 来控 制 并 发 动机 系统 。 由于 各种 输^ 及 E U C
最低燃油消耗率 (/ w ) g k h
≤20 6
≤2 2 9
加三元催化 器) 满足欧洲 Ⅱ 号排放标准的要求 无法满足 国家排放标准 的给执 行机构 的运行 , 由存储 在 E U 排放达标 ( C
E U电控单元 C
发动机厂实习报告
发动机厂实习报告东风发动机厂实习报告生产,专业,实习报告本机械学院机制专业0702班学生姓名:指导老师:实习起止日期:2010年7月11日—2010年7月23日华中科技大学十堰东风汽车有限公司发动机厂实习报告在大三下学期结束之际~经过学院老师的努力和院领导的批准~一、实习的目的和意义2读了将近三年的大学~然而大多数人对本专业的认识还是不够,尤其是很多的人对这个专业的理解还比较抽象~不能很好的感受到这个专业的用途和魅力~尤其在理论联系实际这一环节~对很多人来说是一个缺陷和弱势,在大二期末学院曾为我们组织了一个星期的金工实习~但这对于对设计思想和实际操作能力要求很高的自动化专业来说~是远远不够的~再加上由于当时所学知识还不多,尤其涉及本专业知识不多~所以这次到东风发动机厂的实习就显得尤为重要了。
为了加深我们对自动化专业的理解和认识~对自动化设备及器材比较直观而感性的认知~理论联系实际,为了培养我们的设计思想和动手能力~对自动化设计及运行有宏观的把握~整体提高我的综合设计~局部掌控的能力,为了以后能更好的胜任工作~了解自动化在我国以致世界发展的具体概况~同时树立我们远大的理想和抱负,另外~我们还可以趁这次实习~让同学们能够更多、更好的交流~学会与人相处~达到专业的空前团结与统一。
所以~这次实习意义非常重大~而我们的任务和责任也非同小可,从我们实习的结果来看~我们也确实达到了一定的目的~基本圆满完成任务。
二、十堰东风发动机厂简介东风汽车公司发动机厂位于中国湖北省十堰市武当山麓~汉水河畔~交通便利~环境优美。
现有工业建筑面积28万平方米~各类设备2300多台(套)~固定资产4.69亿元~是一家汽油、柴油并举~中、3轻、农配套的多品种汽车发动机生产企业~具有年产20余万台发动机的综合生产能力。
伴随着东风汽车公司的发展~发动机厂积累了三十年的发动机制造经验~累计生产了近200万台发动机~不仅有着坚实的管理基础、先进的硬件设施和高质量的产品~而且有着一支训练有素的员工队伍。
491技术参数
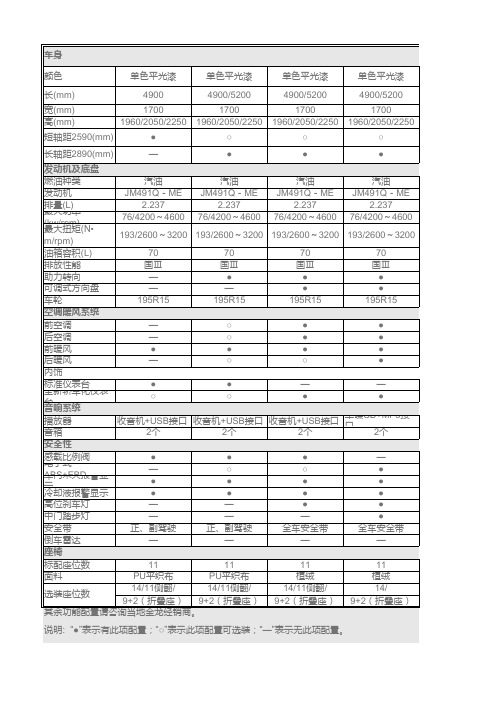
双色金属漆 5200 1700 2050 — ● 汽油 JM491Q-ME 2.237 76/4200~4600 193/2600~3200 70 国Ⅲ ● ● 195R15 ● ● ● ● — ● 单碟CD+MP3接 4个 — ● ● ● ● ● 全车安全带 ● 11 真皮 10座真皮座椅
发动机及底盘 燃油种类 汽油 汽油 汽油 汽油 发动机 JM491Q-ME JM491Q-ME JM491Q-ME JM491Q-ME 排量(L) 2.237 2.237 2.237 2.237 最600 76/4200~4600 最大扭矩(N• 193/2600~3200 193/2600~3200 193/2600~3200 193/2600~3200 m/rpm) 油箱容积(L) 70 70 70 70 排放性能 国Ⅲ 国Ⅲ 国Ⅲ 国Ⅲ 助力转向 — ● ● ● 可调式方向盘 — — ● ● 车轮 195R15 195R15 195R15 195R15 空调暖风系统 前空调 — ○ ● ● 后空调 — ○ ● ● 前暖风 ● ● ● ● 后暖风 — ○ ○ ● 内饰 标准仪表台 ● ● — — 全新轿车化仪表 ○ ○ ● ● 音响系统 播放器 收音机+USB接口 收音机+USB接口 收音机+USB接口 单碟CD+MP3接 音箱 2个 2个 2个 2个 安全性 感载比例阀 ● ● ● — 电子式 — ○ ○ ● 车门未关报警显 ● ● ● ● 冷却液报警显示 ● ● ● ● 高位刹车灯 — — ● ● 中门踏步灯 — — — ● 安全带 正、副驾驶 正、副驾驶 全车安全带 全车安全带 倒车雷达 — — — — 座椅 标配座位数 11 11 11 11 面料 PU平织布 PU平织布 植绒 植绒 14/11侧翻/ 14/11侧翻/ 14/11侧翻/ 14/ 选装座位数 9+2(折叠座) 9+2(折叠座) 9+2(折叠座) 9+2(折叠座) 其余功能配置请咨询当地金龙经销商。 说明: “●”表示有此项配置;“○”表示此项配置可选装;“—”表示无此项配置。
491电控发动机简介

491发动机电控系统更新时间:2013.11.22 浏览次数:1在汽车工来较发达的国家,早在二十世纪六十年代,就将电控燃油喷射技术运用于发动机上,其技术已日臻成熟。
我国是通过引进整机或技术在近些年逐步开始的。
本引进4Y技术生产的国产491Q发动机。
其电喷系统就是从意大利玛瑞利公司引进的电控燃油喷射系统(SPI)。
目前国内几家主要生产厂家均采用此系统,如北汽福田、绵阳新华·玛瑞利电控燃油喷射系统工作原理该系统是"发动机转速、进气密度、闭环控制"型,即“速度密度型”。
其工作原理合理的空燃比和合适的点火正时是发动机获得良好的动力性、经济性和排放指标的保证。
因此整个电控燃油喷射系统都是紧紧围绕空燃比和点火正时两个核心来工作的,它过一些主要的传感器(如进气压力传感器、发动机转速传感器等)以及其他一些辅助信感器(如水温、氧传感器)将其他信号输入电子控制(ECU),经处理后将计算结果送给元件,以实现高精度的空燃比和最佳的点火正时的控制。
·玛瑞利电喷系统的组成该系统由进气系统、燃油系统、点火系统、控制系统四个部分组成。
进气系统——节流阀体总成。
在节流阀体上装有节气门位置传感器、进气温度传感器、怠速阀、燃油压力调节器、喷油器等传感器和执行元件。
——怠速控制阀。
发动机在怠速时的进气量是由怠速控制阀控制的,它是通过控制时旁路的进气量来实现控制的,可以把怠速控制在73050rpm的范围内。
燃油供给系统491Q汽油机燃油供给系统由油箱、电动燃油泵、燃油滤清器、燃油压力调节器、器及供油管路组成。
——电动燃油系。
电动燃油泵位于油箱内,在吸入侧有一个网式滤清器,泵内装有止回阀和一个限压阀.限压阀设定开启压力260KPa。
电动燃油泵直接由电子控制器(ECU)供电,如果汽油机转速降至低于50rpm时就会切断电源,并停止供油,当点火开关处于行”位置时,无须启动汽油机,电动燃油泵即开始工作。
自动运转5秒后停止,使管路充——燃油滤清器。
EQ6100发动机主要参数

外形尺寸长×宽×高(mm)
1258×805×1005
EQ6105汽油/LPG两用燃料发动机
1.主要技术参数:
型 式
四冲程,水冷直列六缸,化油器式汽油机
缸数-缸径×行程(mm)
6-105×115
总排量(L)
5.97
压缩比
7.3:1
额定功率/转速(kw/r/min)
121/3200(汽油)
110/3000(LPG)
EQ6100-1油发动机
1.主要技术参数:
型 式
四冲程,水冷直列六缸,化油器式汽油机
缸数-缸径×行程(mm)
6-100×115
总排量(L)
5.42
压缩比
7.0:1
额定功率/转速(kw/r/min)
99/3000
最大扭矩/转速(N.m/r/min)
353/1200-1600
最低燃料消耗率(g/kw.h)
怠速〔r/min〕
650±50
整机净重〔kg〕
500
外形尺寸长×宽×高〔mm〕
1282×639×1032
EQ6105汽油发动机
1.主要技术参数:
型 式
四冲程,水冷直列六缸,化油器式汽油机
缸数-缸径×行程(mm)
6-105×115
总排量(L)
5.97
压缩比
7.3:1
额定功率/转速(kw/r/min)
118/3000
215
点火顺序
1-5-3-6-2-4
怠速(r/min)
800±50
整机净质量(kg)
540
外形尺寸高(mm)
1390×680×878
压缩比
7.0:1
额定功率/转速(kw/r/min)
发电机原理和维修

2013年7月10日6时0分
东风电气
JFZ2703发电机整流器结构
结构——整流器
整流器由整流二极管、励磁 二极管、正极板、负极板、汇 流条等组成。 按整流二极管数量的不同, 发电机可分为6管、8管、9管 及11管交流发电机等。8管交 流发电机在中性点增加了两个 二极管,也称为中性点二极管, 这样使发电机的三次谐波在中 性点叠加,可将发电机的输出 功率提高。9管极的交流发电 机增加了三个功率较小的激磁 车辆上的用电设备和蓄电池需要的是直流电,管,这样可以用简单的充电指 但交流发电机发出的是三相交流电。利用硅二极 示灯来表示发电机的工作情况, 管的单向导电性能,整流器由6只硅二极管组成三 省去了结构相对复杂的继电器。 相桥式全波整流电路,把交流电转变为直流电, 11管的交流发电机增加了两个 并且为单独转子提供激磁电流(9管、11管发电 中性点二极管,三个激磁二极 机)。 管。
2013年7月10日6时0分
5
东风电气
原理
接通电源开关,发动机未发 动前,蓄电池通过充电指示灯给 发电机转子激磁线圈供电使其产 生磁场,充电指示灯发光。发动 机起动后通过传动皮带带动发电 机转子旋转,当发动机转速达到 一定高度(零电流转速),转子 激磁线圈磁场与定子线圈有相对 运动,使定子线圈感应三相交变 电流,发电机开始发电;同时由 于发电机发出的电压高于蓄电池 电压,充电指示灯熄灭,蓄电池 不再向发电机激磁线圈供电,激 磁线圈由发电机自供电。 调节器通过控制激磁电流的 通断来控制电压的高低,使电压 稳定在规定的值。
JFZ2703发电机输出性能
状态 冷态 热态
零电流转速 (r/min) 输出电流(A) 1500 r/min
产品特性——特性曲线
输出电流(A) 2500 r/min 输出电流(A) 6000 r/min
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.3.6水温传感器(零件号:12191170) 工作电压:5V 工作温度: -40℃~135℃ 热响应时间:20~30S 耗散常数:24mW/℃
27
七 发动机管理系统(EMS)的构成及 其元件参数:
• 7.4执行器 • 7.4.1喷油嘴总成(零件号:25323970) • 喷射油束锥角:23° • 油束贯穿度:16 • 静态喷油量:5g/s(max) • 油压:500KPa(max) • 阻抗:12Ω • 最小工作电压:4.3V/300kPa
17
七 发动机管理系统(EMS)的构成及 其元件参数:
• 7.1 发动机管理系统(EMS)的构成: EQ491i 发动机采用德尔福的EMS管理系统,该系统包 括:控制模块(ECM)、各种传感器、执行器 及相关机械部件。其中传感器包括:曲轴转速/ 位置传感器,绝压传感器,气温传感器,水温 传感器,节气门位置传感器,氧传感器等;执 行器包括:汽油泵,喷油器,点火驱动模块, 怠速步进马达,碳罐控制阀,空调离合器及空 调风扇用继电器,故障诊断灯等;机械部件包 括:节气门体,燃油轨,油压调节器,燃油滤 清器,三元催化器等。
3
三 机型及用途
• EQ491i型电喷发动机专为装用于东南汽 车工业公司生产的得利卡(长/短车身) 和富利卡三款车型。 •
4
三 EQ491i电喷汽油机基本参数(1)
• ⑴ 型式;四冲程,水冷,直列四缸,单顶置凸 轮轴,无分电器电控分组 • ⑵ 点火,多点分组喷射汽油发动机。 • ⑶ 气缸直径:90.82mm • ⑷ 活塞行程;76.95mm • ⑸ 发动机压缩比;8.7∶1 • ⑹ 总排量:1.993L • ⑺ 进气门开启:上止点前24 • ⑻ 进气门关闭:下止点后64 • ⑼ 排气门开启:下止点前70
12
六 主要结构特征
• 6.14 摇臂:球铁整体淬火。 • 6.15 进气门:耐热钢,锥面及小头均感 应淬火,杆身中部镀铬,锁块凹槽3处, 锥面角91°。 • 6.16 排气门:头部及杆部均为耐热钢, 小头感应淬火,杆身中部镀铬,锥部堆 焊“F”钴基硬质合金,锁块凹槽3处,锥 面角91°。
13
六 主要结构特征
七 发动机管理系统(EMS)的构成及 其元件参数:
七 发动机管理系统(EMS)的构成及 其元件参数:
• • • • • • • 7.3.2进气绝对压力传感器(零件号:16212460) 工作温度:-40 °C~105°C 压力范围:15kPa-102kPa 工作电压:5.0±0.1V 工作电流:12mA(Max) 输出阻抗:〈10Ω 输入阻抗:30kΩ(最小);51 kΩ(推荐)
9
六 主要结构特征
• 6.1 气缸体:铸铁,无龙门,不镶缸套,辅助 轴前端轴承上有辅助轴衬套。 • 6.2 气缸盖:铸铁,无气门导管和进气门座, 仅镶排气门座,上方三个凸轮轴承孔上均有凸 轮轴衬套,进排气道两边交叉布置,每缸有两 个气门,进排气门中心线相对于过气缸中心线 的平面倾角均为7°30`。 • 6.3 活塞:共晶硅铝合金,平顶镀锡,有三道 环槽,活塞裙部为中凸变双椭圆结构。活塞销 孔上有两个润滑减荷油腔。
10
六 主要结构特征
• 6.4 活塞环:上压缩环为外圆喷钼的球铁对 称桶面环,下压缩环为灰铸铁锥面环,油 环为钢带组合环。 • 6.5 活塞销:低合金钢,半浮式,内外表面 渗碳。 • 6.6 连杆:球铁,平切口,小头孔无衬套, 飞溅润滑,杆身上有喷油孔, 以冷却活塞。 • 6.7 曲轴;球铁,全支承,4块平衡块,滚 压圆角R1.8。 • 6.8 主轴瓦:锡铝合金,椭圆结构。
22
7 发动机管理系统(EMS)的构成及其元件参数:
• 7.3.3氧传感器(零件号:25327985) • 工作温度 • 排气温度:260 °C~850°C • 安装座处温度:600 °C max • 电缆线与氧传感器联结处密封垫温度:235°C max • 外联结插头处温度:125°C max • 最大过热温度(氧传感器可在整个使用寿命期限内 忍受此最大温度下不超过10小时,且这10小时由每 次不容许超过10分钟的时间累计而成)
14
六 主要结构特征
• 6.23 油底壳:钢板冲压件。 • 6.24 机油标尺:下部有两条刻线,油面 不应低于下刻线,也不应高于上刻线。 • 6.25 进气管:铸铝件。 • 6.26 机油泵:双转子为粉冶件,最高转 速 时 油 压 392kPa-460kPa , 怠 速 时 油 压 200kPa , 在 转 速 为 1000r/min 及 压 力 为 392kPa-461kPa时,限压阀开启。
19
七 发动机管理系统(EMS)的构成及 其元件参数:
• • • • • 7.2 控制器 电控单元ECM 电压范围:-12~24V 正常工作电压范围:9.0V~16V 工作温度范围:-40℃~85℃
20
• 7.3 传感器 • 7.3.1发动机曲轴位置/转速传感器(零件号: 10456569)输出:400mV@60r/min 与信号齿顶 间间隙范围:0.3—1.5mm(安装时传感器头部与 曲轴中心线垂直,当发动机处于一缸上止点时, 沿曲轴旋转方向,大缺口后第20个齿的下降沿对 传感器的中心线)。 • 工作温度:-40 °C~150°C • 线圈电阻:在25°C±5°C时,其电阻值范围为 560Ω±10% • 线圈电感:在25°C±5°C、1000Hz时,其电感 值为240mH±15 • 使用寿命:100000公里。 21
七 发动机管理系统(EMS)的构成及 其元件参数:
• 7.3.5 进 气 温 度 传 感 器 ( 零 件 号 : 12129596) • 工作电压:5V • 工作温度:-40℃~135℃ • 热响应时间:<15S • 耗散常数:9mW/℃
26
7 发动机管理系统(EMS)的构成及其元件参数:
• • • •
7
五 EQ491i电喷汽油机性能指标
• 机 油 压 力 : 750r/min 时不 低 于 210kPa ; 2000r/min时不低于250kPa。 • 气缸压缩压力:1100—1200kPa(起动 机启动转速下); • 怠速:800±50r/min
8
五 EQ491i电喷汽油机性能指标
• 5.2 发动机总功率试验曲线见图1。 • 5.3 EQ491i电喷汽油发动机装于汽车上的 怠速污染物排放限值按GB14761- 1999 • 5.4 发动机曲轴箱排放物的限值及测量方 法按GB14761-1999。 • 5.5 EQ491i电喷机装于汽车上的排放污染 物的限值及测量方法按GB14761- 1999
23
7 发动机管理系统(EMS)的构成及其元件参数: • 排气温度:1100°C • 外联结插头处温度:150°C max。 • 安装座处温度:630 °C max • 电缆线与氧传感器联结处密封垫温度: 290°C max • 推荐使用条件: • 允许燃油杂质含量: • -铅(Pb):最大值0.005g/l • -磷(P)最大值0.0002g/l • -硫(S)最大值0.04%(重量比)
28
7 发动机管理系统(EMS)的构成及其元件参数:
• • • • • • • • • 7.4.2点火线圈(零件号:1104047) 工作温度: -40℃~125℃ 次级线圈电压:37.1kV 次级线圈电压上升时间:31.1us 初级线圈感应电压:414V 初级线圈充电时间:2.41ms 初级电阻:0.5±0.05Ω@室温(23±5℃) 次极电阻:5200±400Ω@室温(23±5℃) 初级电感:2.75±0.25mH@3.5A,60HZ@室温(23±5℃) 次级电感:17.5±1.2H@2.75A,60HZ@室温(23±5℃) • 持续点火电压:886V • 点火持续时间:1167msec 29
18
七 发动机管理系统(EMS)的构成及 其元件参数:
• 该管理系统包括如下控制模式:起动模式,清 除残油模式,开环运行模式,闭环运转模式, 加速加浓模式,减速燃油切断补偿,动力增浓 模式,减速减稀模式,低电瓶电压补偿模式, 燃油切断模式,适应性燃油喷射调整模式,怠 速控制阀自动归零调整,自诊断功能,跛行回 家功能等。 • 发动机电控系统简图见图2。
• 6.17 曲轴正时齿带轮:粉冶件。 • 6.18 扭振减振器:橡胶嵌入式,铸铁惯性环, 兼作曲轴皮带轮。 • 6.19 辅助轴与凸轮轴正时齿带轮:铸铁HT200, 齿数为38。 • 6.20 正 时 齿 带 : 橡 胶 纤 维 , 齿 数 122 , 节 距 9.525。 • 6.21 辅助轴;铬钼合金铸铁,驱动机油泵。 6.22 排气管:蠕墨铸铁(RuT300 EQY-1)
2
二 该技术标准引用标准:
• GB3821-83 中小功率内燃机清洁度测定方法 • GB14761-1999 汽车排放污染物极限及测定方 法 • JB3743-84 汽车发动机试验方法 • SH0041-93 无铅车用汽油 • EQC-100 EQ491发动机走合规范 • EQCT-95 EQ491发动机600小时可靠性试 验方法
16
六 主要结构特征
• 6.30 发电机:双内风扇整体式交流发电 机,输出电流80安培,由曲轴皮带轮通 过二根切边齿形三角带驱动,负极搭铁。 • 6.31 起动机:行星齿轮减速式起动机, 最 低 工 作 温 度 为 -40℃ 时 , 输 出 功 率 1.3KW,驱动小齿轮的齿数为9,速比为 14.4:1,电磁驱动。
11
六 主要结构特征
• 6.9 连杆轴瓦:锡铝合金,椭圆结构。 • 6.10 辅助轴衬套:锡铝合金,双金属钢带,卷 制搭接口。 • 6.11 凸轮轴衬套:铜铅合金,双金属钢带,卷 制搭接口。 • 6.12 飞轮:灰铁,加工有60-2齿作转速信号盘, 外圈压有起动用钢齿环。 • 6.13 凸轮轴:铬钼合金铸铁,凸轮感应淬火, 盐浴氮化,3支承,进排气凸轮最大升程均为 6.3323mm。
EQ491i电喷发动机技术条件