内饰件认证实施规则
装饰装修产品强制性认证实施规则瓷质砖产品(精)(大全)

装饰装修产品强制性认证实施规则瓷质砖产品(精)(大全)第一篇:装饰装修产品强制性认证实施规则瓷质砖产品(精)(大全)附件2:编号:CNCA-12C-050:2010装饰装修产品强制性认证实施规则瓷质砖产品2010-07-06发布2010-07-06实施中国国家认证认可监督管理委员会发布目录1.适用范围2.认证模式3.认证的基本环节4.认证实施的基本要求 4.1认证的委托和受理 4.2初始工厂检查 4.3 产品抽样检测 4.4认证结果评价与批准 4.5获证后的监督 5.认证证书的保持和变更 5.1认证证书的保持 5.2认证证书覆盖的内容 5.3认证证书的变更 5.4认证范围的扩大5.5认证范围的缩小5.6认证证书的暂停、注销和撤销6.认证标志使用的规定 6.1准许使用的标志样式 6.2加施方式和位置 6.3相关要求7.收费附件1:瓷质砖强制性产品认证抽样及检测要求附件2:瓷质砖强制性产品认证工厂质量保证能力要求1、适用范围本规则规定了对瓷质砖产品放射性核素限量实施强制性产品认证的要求。
本规则适用的产品范围为:用于建筑物装修用的吸水率平均值E≤0.5%的瓷质砖。
瓷质砖产品根据其放射性水平可被认证为: 1 A 类:使用范围不受限制;B类:不可用于住宅、老年公寓、托儿所、医院和学校等I类民用建筑的内饰面,但可用于I类民用建筑的外饰面和其他一切建筑物的内、外饰面。
注:本规则所适用的产品范围为标准GB/T 4100《陶瓷砖》中所定义的瓷质砖。
2、认证模式初始工厂检查+产品抽样检测+获证后的监督注:必要时,可采用产品抽样检测+初始工厂检查+获证后的监督3、认证的基本环节认证的委托和受理初始工厂检查产品抽样检测认证结果评价与批准获证后的监督4、认证实施的基本要求4.1认证的委托和受理4.1.1认证单元划分原则上同一加工场所生产的放射性水平为A类和B类的瓷质砖为不同的认证单元,加工场所不同作为不同的认证单元。
4.1.2申请文件认证委托人应提交正式申请书并随附以下资料: 1 委托人的注册证明材料;2 产品加工厂概况;3 产品的加工工艺流程简述关键原料(或含关键原料的砖坯及粉料)的种类、来源和关键原料最高使用量;5 产品放射性控制情况;按附件2《瓷质砖强制性产品认证工厂质量保证能力要求》建立的产品放射性控制文件;其他资料注1:关键原料通常指内照射指数IRa>1.0、外照射指数Iγ>1.3的富含放射性核素的原料,如锆英砂(ZrSiO4。
CNCA-C11-09:2014 强制性产品认证实施规则 汽车内饰件

编号:CNCA-C11-09:2014 强制性产品认证实施规则汽车内饰件2014-08-21发布2015-01-01实施中国国家认证认可监督管理委员会发布目录0 引言 (1)1 适用范围 (1)2 认证依据标准 (1)3 认证模式 (1)4 认证单元划分 (2)5 认证委托 (2)5.1 认证委托的提出与受理 (2)5.2 申请资料 (3)5.3 实施安排 (3)6 认证实施 (3)6.1 型式试验 (3)6.2 初始工厂检查 (4)6.3 认证评价与决定 (6)6.4 认证时限 (6)6.5 已停产车型维修部件 (6)7 获证后监督 (6)7.1 获证后的跟踪检查 (6)7.2 生产现场抽取样品检测或者检查 (7)7.3 市场抽样检测或者检查 (7)7.4 获证后监督的频次和时间 (7)7.5 获证后监督的记录 (7)7.6 获证后监督结果的评价 (8)8 认证证书 (8)8.1 认证证书的保持 (8)8.2 认证证书的内容 (8)8.3 认证证书的变更 (8)8.4 认证证书的注销、暂停和撤销 (9)8.5 认证证书的使用 (9)9 认证标志 (9)9.1 准许使用的标志式样 (9)9.2 使用要求 (9)10 收费 (10)11 认证责任 (10)12 认证实施细则 (10)附件1:汽车内饰件产品描述 (11)附件2:生产一致性要求 (12)附件3:已停产车型售后维修备件的认证实施 (17)0 引言本规则基于汽车内饰件产品的安全风险和认证风险制定,规定了汽车内饰件实施强制性产品认证的基本原则和要求。
本规则与国家认监委发布的《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》、《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》、《强制性产品认证实施规则工厂检查通用要求》等通用实施规则配套使用。
认证机构应依据通用实施规则和本规则要求编制认证实施细则,并配套通用实施规则和本规则共同实施。
汽车内饰件3c认证标准

汽车内饰件3c认证标准汽车内饰件3C认证标准。
随着汽车产业的快速发展,汽车内饰件的安全性和质量成为消费者关注的焦点。
为了保障汽车内饰件的安全性和质量,我国对汽车内饰件实施了3C认证标准。
首先,汽车内饰件3C认证标准对产品的材料和工艺提出了严格要求。
汽车内饰件必须采用符合国家标准的环保材料,以确保产品在使用过程中不会对人体健康造成危害。
同时,汽车内饰件的生产工艺必须符合相关标准,确保产品的质量稳定可靠。
其次,汽车内饰件3C认证标准对产品的功能和性能进行了严格检测。
汽车内饰件在通过3C认证之前,需要经过一系列的功能和性能测试,包括产品的耐磨性、耐高温性、阻燃性等方面的测试,以确保产品在使用过程中能够满足消费者的需求,并具有良好的安全性能。
另外,汽车内饰件3C认证标准对产品的外观和标识也有一定的要求。
汽车内饰件在通过3C认证之后,需要在产品上标注3C认证标志,以便消费者在购买时能够识别出符合国家标准的产品。
同时,产品的外观也需要符合相关的美学要求,以提升产品的整体质感和品质感。
总的来说,汽车内饰件3C认证标准的实施,对提升汽车内饰件的质量和安全性起到了积极的作用。
通过严格的认证标准和检测流程,可以有效地杜绝一些质量不合格的产品流入市场,保障消费者的权益。
同时,也可以促进汽车内饰件行业的健康发展,推动企业不断提升产品质量和技术水平。
在未来,随着汽车产业的不断发展和消费者对汽车内饰件质量和安全性的要求不断提高,汽车内饰件3C认证标准也将不断完善和提升,以适应市场的需求和发展。
相信通过3C认证标准的不断完善和执行,汽车内饰件的质量和安全性将会得到进一步提升,为消费者提供更加优质的产品和服务。
新汽车内饰件座椅3C认证质量手册程序文件及生产工艺2019组合版-
文T牛編号:N^/SC-2019 版木彳彥订状怒:(B/0 分发号:覺扌空状怒:0負扌空口非覺挫质量手冊附程序文T牛及座椅主产工艺符合WNC%C11-12:2014 CNC%C11~12:2O14强制惟产品认证实施现则迄车座椅及座椅买枕》编制:3C体系:认证推进组审核:joor莎匕准:XXX南京永安吃车J®椅有阪公厠颁布日期:2019年04月20日实施日期:2079年05月20日0.7修改扌空制页 .............................................................................................................................................................................................................0・2颁布令 (5)as任命苗 (6)0・4质址手冊说明 (7)0・5质址目标 (8)0・6卒公司组织机构图 (9)7.0职责与权瓯 (10)Z7人力资源扌空制程序cfOI (12)Z2基砒设施和工乍环境挖制程序J02 (15)20文件和记录 ................................................................................................................................................................................................................... 1S 2.1文件控制程序%03 .. (19)2 2记录扌空制程序/刃 (22)5 0采卿和炭键件挫制 (24)侥应商莲择评定和日常管理程序%05 (25)3. 2矣键元器件和材料迸货检验盛验证及定期确认检验扌空制程序CL06 .......................................................................................................... 2S 4・0主产过程扌空制扌空制程序CX-07 .. (31)5.0例行检验和确认检验扌空制程序JOS (33)6.0检殓试验仪語瑕备管理、检定控制程序医09 (35)7.0实验室管理要來......................................................................................................................................................................................................... 3S&0不合格品扌空制程序CX-1O (39)&0不合格品控制程序CX-11 (40)9.0内咅F审核控制程序CX-12 (41)10・0认证产品一致牲扌空制程序CYTS (51)77. 0产品变更扌空制程序CX-14 (53)720搬运.贮存、包装、防护和交付程序CX75 (54)13. 0 iA证证苗和标,忐的保管.便用控制程序CT76 (56)八质址体菜职责分配表...................................................................................................................................................................................... 5S m:座倚生产工艺. (59)丄迄牟座椅的忌体工艺流程 (59)骨架生产工艺 (59)2・1海绵体发泡工艺 (63)2 2面罩生产工艺 (63)2 S座倚装酉己工艺 (66)2"座倚试验 (67)0.2颁布令本公司在依据GB/T19001-2016 idt IS09001: 2015标准,通过了质量管理体系认证的基础上,按照《强制性产品认证工厂质量保证能力要求》编制I完成了《质量手册》第一版,现予以批准颁布实施。
汽车内饰件产品标准企业标准备案执行标准

Y 31
Q/××××××××有限公司企业标准
Q/×××× 031—2012
前言
本标准依据GB/T 1.1—2009《标准化工作导则 第1部分:标准的结构和编写》的要求起草。
本标准由××××有限公司提出。
本标准起草单位:××××有限公司。
本标准主要起草人:×××、×××。
本标准首次发布日期:2012年10月10日。
汽车内饰件
1 范围
本标准规定了汽车内饰件的技术要求、试验方法、检验规则及标志、包装、运输和贮存。
本标准适用于汽车内饰件。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
Q1317614086
T153********
企业标准编写/产品标准备案/食品标准备案/执行标准备案/医疗器械注册标准/企业产品标准备案 3 技术要求
4 试验方法
5 检验规则
6 标志、包装、运输、贮存
_________________________________。
2014版3C新实施规则
A类
B类
C类
D类
3、认证单元划分
2005版 同一生产厂生产的且在以下主要方面无差异的内饰件产品视为同一单元:
层积复合材料:1)各层材质及厚度; 2)加工工艺; 单一材料:1)材质;2)加工工艺;
原则上,同一生产者(制造商)、同一生产企业(场所)生产的在以下方面没有显著差异的汽车内饰件产品为一个认证 单元: (1)内饰件的结构(层数或块数); (2)各层材料的材质、厚度和加工工艺; (3)层(或块)间的连接方式。 相同生产者、不同生产企业生产的相同产品(应具备相同的生产工艺和相同关键零部件/原材料供应商),或不同生 产者、相同生产企业生产的相同型号产品,可考虑仅在一个单元的样品上进行型式试验,其他生产企业/生产者的产品需 提供资料进行一致性核查。
14、认证标准的使用要求
2005版
可以采用统一印制的标准规格认证标志和印刷、模压认证标志中的 任何一种。 采用印刷、模压认证标志时,还应在标志周边适当位置注明产品的 工厂代码。标志使用方案应报国家认监委批准的强制性产品认证标志发 放与管理机构核准。
采用非标准规格印刷/模压认证标志时,认证标志应能 永久保存,在不破坏车辆和认证产品的情况下清晰可见。 根据产品和工艺特点,印刷/模压标志可在产品形成的各阶 段完成。 采用印刷/模压标志的取消了注明工厂代码的要求。
本规则适用于安装于 M、N、O类汽车内下述位臵,由有 机材料或有机复合材料制成的,并符合标准试样尺寸(长 356mm,宽100mm)的内饰件: 1、乘客舱、驾驶舱和行李舱内的内饰件; 2、发动机舱内使用的隔热内饰件; 3、公共汽车和发动机后臵的公路客车、旅游客车,其发动机 舱使用的隔音材料。
2、认证模式
4、增加“对于采购关键件的质量特性,工厂应选择适当的 控制方式以确保持续满足关键件的技术要求,以及最终产品 满足认证要求,并保存相关记录。适当的控制方式可包括: (a)获得 CCC证书或可为最终产品强制性认证承认的自愿性 产品认证结果,工厂应确保其证书状态的有效。 (b)没有获 得相关证书的关键件,其定期确认检验应符合产品认证实施 规则 /细则的要求。 (c)工厂自身制定控制方案,其控制效果 不低于 (a)或(b)的要求。 ” 5、增加“当从经销商、贸易商采购关键件时,工厂应采取 适当措施以确保采购关键件的一致性并持续满足其技术要求。 对于委托分包方生产的关键部件、组件、分总成、总成、半 成品等,工厂应按采购关键件进行控制,以确保所分包的产 品持续满足规定要求。”
汽车内饰材料产品质量监督抽查实施细则(2024年版)
山东省汽车内饰材料产品质量监督抽查实施细则(2024年版)1抽样1.1抽样方法在企业的待销产品中随机抽取有产品质量检验合格证明或者以其他形式表明合格的、近期生产的产品。
随机数一般可使用随机数表、随机数骰子或扑克牌等方法产生。
1.2抽样基数抽查样品基数满足抽样数量即可。
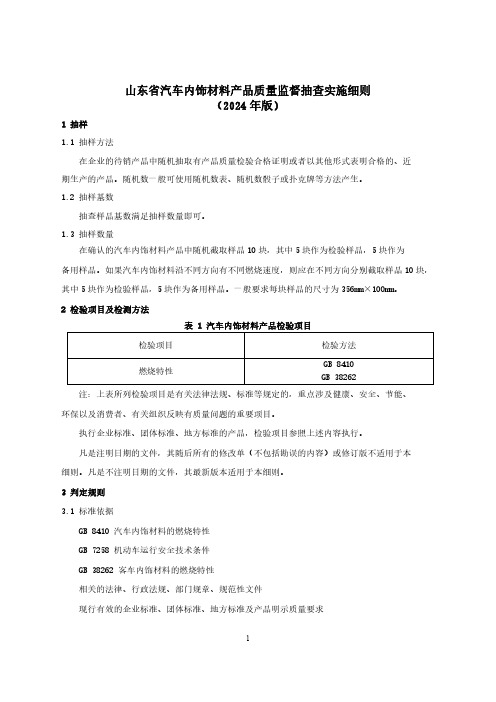
1.3抽样数量在确认的汽车内饰材料产品中随机截取样品10块,其中5块作为检验样品,5块作为备用样品。
如果汽车内饰材料沿不同方向有不同燃烧速度,则应在不同方向分别截取样品10块,其中5块作为检验样品,5块作为备用样品。
一般要求每块样品的尺寸为356mm×100mm。
2检验项目及检测方法表1汽车内饰材料产品检验项目检验项目检验方法燃烧特性GB8410 GB38262注:上表所列检验项目是有关法律法规、标准等规定的,重点涉及健康、安全、节能、环保以及消费者、有关组织反映有质量问题的重要项目。
执行企业标准、团体标准、地方标准的产品,检验项目参照上述内容执行。
凡是注明日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注明日期的文件,其最新版本适用于本细则。
3判定规则3.1标准依据GB8410汽车内饰材料的燃烧特性GB7258机动车运行安全技术条件GB38262客车内饰材料的燃烧特性相关的法律、行政法规、部门规章、规范性文件现行有效的企业标准、团体标准、地方标准及产品明示质量要求3.2判定原则经检验,检验项目全部合格,判定为被抽查产品所检项目未发现不合格;检验项目中任一项或一项以上不合格,判定为被抽查产品不合格。
若被检产品明示的质量要求高于本细则中检验项目依据的标准要求时,应按被检产品明示的质量要求判定。
若被检产品明示的质量要求低于本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求低于或包含细则中检验项目依据的推荐性标准要求时,应以被检产品明示的质量要求判定,但应在检验报告备注中进行说明。
最新汽车内饰件CCC认证质量计划
XXXX塑业有限公司质量计划一、计划名称:生产产品满足3C强制性认证要求,并保证产品一致性。
二、制定目的:我厂生产产品汽车内饰件,是3C强制性认证目录范围内产品,为保证我厂生产的产品能满足3C强制性认证要求,特制定本计划。
三、责任部门:技术质量部、经营部、综合部、生产部四、本计划主要负责人:牛家庆五、计划内容:1、产品设计目标:a.产品性能:符合GB8410-2006汽车内饰件燃烧特性。
b.质量管理体系:满足强制性认证工厂质量保证能力要求。
2、实现过程:1)收集GB8410-2006 汽车内饰件燃烧特性及CNCA-02C-060:2005标准并宣贯实施。
责任部门:技术质量部负责人:王鲜荣完成时间:2015年1月28日前2)根据产品要求配备适合的生产设备。
责任部门:经营部负责人:廖继智完成时间:2015年1月28日前3)编制质量体系文件:质量手册、程序文件、作业文件责任部门:综合部负责人:周宁完成时间:2015年1月28日前4)编制工艺文件、采购、检验规范及技术文件责任部门:技术质量部负责人:王鲜荣完成时间:2015年1月28日前依据文件:GB8410-2006汽车内饰材料燃烧特性5)到选定的合格供方采购合格原材料责任部门:经营部负责人:廖继智完成时间:采购时依据文件:《采购管理和供应商的选择评定程序》《合格供方名单》《进货检验规范》6)按批准的文件组织生产、过程控制和质量控制责任部门:综合部负责人:周宁完成时间:随时依据文件:质量手册、程序文件、作业文件、技术文件3、检验1)按产品检验要求配备适宜的检验检测设备责任部门:技术质量部负责人:王鲜荣完成时间:2015年1月10日前依据文件:机动车辆产品强制认证实施规则《汽车内饰件产品强制性认证实施规则》2)对采购产品、过程产品和成品进行严格检验和验证责任部门:技术质量部负责人:王鲜荣完成时间:随时依据文件:《过程和产品的检验试验控制程序》《相关检验规范》《相关产品标准、检验标准》4、相关资源1)检验试验设备要按规定的周期进行校准和检定,满足检验试验能力。
cav-05-2023 内饰材料认证规则

cav-05-2023 内饰材料认证规则一、认证申请1. 申请方应满足以下条件:* 具备独立的法人资格或合法经营资格;* 在汽车行业内拥有良好的信誉和经营记录;* 了解并遵守本规则及相关法规、标准的要求。
2. 申请材料应包括以下内容:* 认证申请表;* 公司简介及资质证明文件;* 内饰材料产品介绍及检测报告;* 生产工艺流程图和生产现场照片等。
二、产品型式试验1. 申请方应按照规定要求提供样品,并对样品的真实性负责。
2. 样品应满足以下要求:* 符合国家相关法规和标准;* 与申请材料所述一致;* 通过实验室检测,符合性能指标要求。
3. 试验方法应按照国家相关法规和标准执行,并由具备相应资质的实验室进行检测。
4. 如果样品未能通过试验,申请方应进行整改并重新提交样品。
三、初始工厂检查1. 在对样品进行检测的同时,认证机构应对申请方的生产现场进行初始工厂检查。
2. 检查内容应包括以下方面:* 生产设备、检测设备和工艺流程等是否符合规定要求;* 质量管理体系是否健全、有效;* 员工素质和技术能力是否满足生产要求;* 其他相关事项。
3. 如果初始工厂检查未通过,申请方应进行整改并重新提交申请。
四、认证结果评价与批准1. 认证机构应对样品检测结果和初始工厂检查情况进行综合评价,形成评价报告。
2. 如果评价结果符合要求,认证机构应向申请方颁发认证证书。
3. 认证证书的有效期为三年,到期后需要进行复审。
4. 在认证有效期内,如果发生重大质量问题或违规行为,认证机构有权撤销认证证书。
5. 如果申请方对评价结果有异议,可以向认证机构提出申诉。
申诉处理应以公正、公平、合理为原则。
6. 在获得认证证书后,申请方可在其产品上使用相应的认证标志,并应遵守认证机构的有关使用规定。
如果使用不当或涉嫌虚假宣传等违规行为,认证机构有权要求其整改或撤销认证证书。
7. 认证机构应定期对获证方进行监督检查,以保证其持续符合认证要求。
监督检查应包括以下方面:产品一致性检查、生产现场检查、质量管理体系检查等。
山东省汽车内饰材料产品质量监督抽查实施细则

山东省汽车内饰材料产品质量监督抽查实施细则(2022年版)1抽样在企业的待销产品中随机抽取有产品质量检验合格证明或者以其他形式表明合格的、近期生产的产品。
抽样基数满足抽样数量即可。
在确认的汽车内饰材料产品中随机截取样品10块,其中5块作为检验样品,5块作为备用样品。
如果汽车内饰材料沿不同方向有不同燃烧速度,则应在不同方向分别截取样品10块,其中5块作为检验样品,5块作为备用样品。
一般要求每块样品的尺寸为356mm×100mm。
随机数一般可使用随机数表、随机数骰子或扑克牌等方法产生。
2检验依据检验项目检验项目检验方法燃烧特性GB8410执行企业标准、团体标准、地方标准的产品,检验项目参照上述内容执行。
凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注日期的文件,其最新版本适用于本细则。
3判定规则3.1标准依据GB8410汽车内饰材料的燃烧特性GB7258机动车运行安全技术条件相关的法律、行政法规、部门规章、规范性文件现行有效的企业标准、团体标准、地方标准及产品明示质量要求3.2判定原则经检验,检验项目全部合格,判定为被抽查产品合格;检验项目中任一项或一项以上不合格,判定为被抽查产品不合格。
若被检产品明示的质量要求高于本细则中检验项目依据的标准要求时,应按被检产品明示的质量要求判定。
若被检产品明示的质量要求低于本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求低于或包含本细则中检验项目依据的推荐性标准要求时,应以被检产品明示的质量要求判定,但应在检验报告备注中进行说明。
若被检产品明示的质量要求缺少本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求缺少本细则中检验项目依据的推荐性标准要求时,该项目不参与判定,但应在检验报告备注中进行说明。
ccap-gz-5101:2020+机动车辆产品ccap标志认证实施规则+汽车内饰件_200716164443
2 认证依据标准................................................................................................................ 3
10 收费............................................................................................................................ 16
11 认证责任.................................................................................................................... 16
7 获证后监督.................................................................................................................. 12 7.1 获证后的跟踪检查............................................................................................... 13 7.2 生产现场抽取样品检测或检查........................................................................... 13 7.3 市场抽样检测或者检查....................................................................................... 14 7.4 获证后监督的频次和时间................................................................................... 14 7.5 获证后监督的记录............................................................................................... 14 7.6 获证后监督结果的评价....................................................................................... 14
CCC认证汽车内饰件

CCC认证汽车内饰件
汽车内饰件
一、汽车内饰件
(1)对产品种类的描述
M、N 类车辆的驾驶室及乘客舱内采用单一型或层积复合型有机材料的内饰件产品。
(2)对适用产品的描述或列举
1.地板覆盖层;
2.装饰性衬板,如门内护板(含扶手)、前围护板、侧围护板、后围护板、车顶棚衬里;
3.天窗遮覆内饰件,如天窗遮光板/帘;
4.客车上部及顶棚的通风管外表面材料。
(3)备注
不包括:
1.形状和尺寸不足以制成标准试样(356mm100mm)的汽车内饰件 , 详见GB8410;
2.座椅护面(面套);
3.脚垫;
4.乘用车的后窗台板(衣帽架);
5.仪表板、独立的座椅扶手、活动式折叠车顶、杂物箱、室内货架板、窗帘、遮阳板、发动机罩覆盖物、轮罩覆盖物。
CQC16-491264-2018车辆内饰材料实施规则
产品认证规则CQC16-491264-2018车辆内饰材料认证规则Certification Rules for Interior Material of Motor Vehicles2018年12月31日发布 2019年01月01日实施中国质量认证中心前言本规则由中国质量认证中心制定、发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
本规则于2019年12月23日第一次修订,主要内容如下:1、适用范围删除了电动自行车上使用的由有机材料或有机复合材料制成的内饰及外饰材料产品;2、检测依据标准新增GB 38262《客车内饰材料的燃烧特性》;3、型式试验增加了其他试验报告利用的内容;4、生产一致性工厂(现场)检查增加了初始工厂检查与首次获证后监督结合进行的方式;5、调整了初始工厂检查现场检查人日数的要求;1.适用范围本规则适用于汽车、摩托车上使用的由有机材料或有机复合材料制成的内饰材料产品(以下简称内饰材料)。
非道路车辆(如工程机械、农用机械等)或上述车辆其他位置上使用的由有机材料或有机复合材料制成的饰件产品可参照使用。
由于法律法规或相关产品标准、技术、产业政策等因素发生变化所引起的适用范围调整,应以中国质量认证中心(CQC)发布的公告为准。
2. 认证模式车辆内饰材料产品的认证模式如下:认证模式1:型式试验+生产一致性检查+获证后的监督。
适用于所有产品。
认证的基本环节包括:a. 认证的申请b. 型式试验c. 生产一致性检查d. 认证结果评价与批准e. 获证后的监督根据产品的组织生产方式和产品特点的不同,具体实施中可采用差异化的生产一致性检查和获证后监督。
认证模式2:型式试验+初次工厂检查+获证后监督。
适用于后市场产品以及非道路车辆用内饰及外饰材料产品。
认证的基本环节包括:a. 认证的申请b. 型式试验c. 初始工厂检查d. 认证结果评价与批准e. 获证后的监督认证模式3:型式试验+获证后监督。
汽车内饰3C认证质量手册

CNCA-02C-060 2005《机动车辆产品强制性认证实施规则》(汽车内饰件产品)《ISO9001:2008质量管理体系—要求》颁布令3C质量管理手册是建立和实施CCC质量管理的纲领性文件,也是建立实施CCC强制性认证的必要依据。
本手册依据汽车零部件CCC认证实施规则-汽车内饰件产品CCC认证实施规则(CNCA-02C-060:2005)的实施要求进行编制,并对质量管理体系的过程顺序做相互作用进行了描述。
本手册是保证3C质量产品认证的基本准则,也是公司对所有客户的承诺,遵循本手册是公司全员应尽的责任。
本手册经公司总经理批准即生效。
总经理签署::签署日期:2014年5月16日3C强制性认证管理任命书为了更好的实施3C强制性认证质量管控,特任命为总质量负责人,其相关管理人员如下明细表:3C认证管理人员明细表总经理签署:签署日期:2014年5月16日质量负责人授权书根据公司经营管理设置及其原则,任命为本厂质量负责人,被授权人依照《岗位职责》、《汽车内饰件产品3C认证质量手册》、《程序文件》及有关制度,执行其工作范围的职责、行使岗位职权并承担相应义务:1 负责建立满足认证机构要求的文件质量体系,并确保其实施和保持。
2 确保认证产品(含强制性产品)符合认证标准的要求。
3 建立文件化的程序,确保认证标志的保管和使用。
4建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴强制性认证标志。
5 质量负责人应具有充分的能力胜任本工作。
6 及时向认证机构申报涉及获证产品安全性能的变更。
7 对于认证产品质量负责等工作的最高权力。
总经理签署:签署日期:2014年5月16日认证联络员授权书根据公司经营管理设置及其原则,任命为本厂认证联络员,被授权人依照《岗位职责》、《汽车内饰件产品3C认证质量手册》、《程序文件》及有关制度,执行其工作范围的职责、行使岗位职权并承担相应义务:1 负责执行产品认证工作和经办认证对外联络。
CNCA-C11-09:2014汽车内饰件
编号:CNCA-C11-09:2014 强制性产品认证实施规则汽车内饰件2014-08-21发布2015-01-01实施中国国家认证认可监督管理委员会发布目录0 引言 (1)1 适用范围 (1)2 认证依据标准 (1)3 认证模式 (1)4 认证单元划分 (2)5 认证委托 (2)5.1 认证委托的提出与受理 (2)5.2 申请资料 (3)5.3 实施安排 (3)6 认证实施 (3)6.1 型式试验 (3)6.2 初始工厂检查 (4)6.3 认证评价与决定 (6)6.4 认证时限 (6)6.5 已停产车型维修部件 (6)7 获证后监督 (6)7.1 获证后的跟踪检查 (6)7.2 生产现场抽取样品检测或者检查 (7)7.3 市场抽样检测或者检查 (7)7.4 获证后监督的频次和时间 (7)7.5 获证后监督的记录 (7)7.6 获证后监督结果的评价 (8)8 认证证书 (8)8.1 认证证书的保持 (8)8.2 认证证书的内容 (8)8.3 认证证书的变更 (8)8.4 认证证书的注销、暂停和撤销 (9)8.5 认证证书的使用 (9)9 认证标志 (9)9.1 准许使用的标志式样 (9)9.2 使用要求 (9)10 收费 (10)11 认证责任 (10)12 认证实施细则 (10)附件1:汽车内饰件产品描述 (11)附件2:生产一致性要求 (12)附件3:已停产车型售后维修备件的认证实施 (17)0 引言本规则基于汽车内饰件产品的安全风险和认证风险制定,规定了汽车内饰件实施强制性产品认证的基本原则和要求。
本规则与国家认监委发布的《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》、《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》、《强制性产品认证实施规则工厂检查通用要求》等通用实施规则配套使用。
认证机构应依据通用实施规则和本规则要求编制认证实施细则,并配套通用实施规则和本规则共同实施。
《汽车内饰件产品强制性认证实施规则》(CNCA-02C-060 2005)

《汽车内饰件产品强制性认证实施规则》(CNCA-02C-060: 2005)机动车辆产品强制性认证实施规则汽车内饰件产品目录1.适用范围2.认证模式3. 认证的基本环节4. 认证实施的基本要求4.1 认证的委托和受理4.2型式试验4.3初始工厂审查4.4认证结果评价与批准4.5 获证后监督5. 认证证书5.1认证证书的有效性5.2认证证书的变更5.3认证证书的暂停、注销和撤消6. 强制性产品认证标志的使用6.1准许使用的标志样式6.2 变形认证标志的使用6.3加施方式6.4加施位置7. 收费1.适用范围本规则适用于驾驶室及乘客舱内采用单一型或层积复合型有机材料的内饰件产品,包括地板覆盖层、座椅护面和装饰性衬板 (门内护板、前围护板、侧围护板、后围护板、车顶棚衬里) 。
2.认证模式产品抽样检测 +初始工厂审查+获证后监督注:为方便委托人,认证模式也可采用初始工厂审查 +产品抽样检测+获证后监督。
(特殊情况时经认证机构同意,认证委托人可采取送样方式进行产品检测)。
3. 认证的基本环节3.1认证的委托和受理3.2 产品抽样检测3.3 初始工厂审查3.4 认证结果评价与批准3.5 获证后监督4.认证实施的基本要求4.1认证的委托和受理4.1.1认证的单元划分同一生产厂生产的且在以下主要方面无差异的内饰件产品视为同一单元:4.1.1.1层积复合材料1)各层材质及厚度;2)加工工艺;4.1.1.2单一材料1)材质;2)加工工艺;4.1.2 认证委托时需提交的文件资料见附件 1。
4.2 产品抽样检测4.2.1 产品抽样4.2.1.1抽样原则认证机构应从认证申请单元中抽取代表性样品进行检测。
4.2.1.2 抽样时机一般情况下,产品抽样应在初始工厂审查前进行。
为方便委托人,产品抽样也可以和初始工厂审查同时进行。
4.2.1.3 抽样方法及试样规格样品应在工厂生产的合格品中(包括生产线、仓库)随机抽取,抽样基数应不低于样品的 10倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:CNCA—02C—060:2005 机动车辆产品强制性认证实施规则汽车内饰件产品2005-10-10发布 2005-12-01实施国家认证认可监督管理委员会发布目录1.适用范围2.认证模式3. 认证的基本环节4. 认证实施的基本要求4.1 认证的委托和受理4.2型式试验4.3初始工厂审查4.4认证结果评价与批准4.5 获证后监督5. 认证证书5.1认证证书的有效性5.2认证证书的变更5.3认证证书的暂停、注销和撤消6. 强制性产品认证标志的使用6.1准许使用的标志样式6.2变形认证标志的使用6.3加施方式6.4加施位置7. 收费附件1 认证委托时需提交的文件资料附件2 认证委托时需提交的文件资料1.适用范围本规则适用于驾驶室及乘客舱内采用单一型或层积复合型有机材料的内饰件产品,包括地板覆盖层、座椅护面和装饰性衬板(门内护板、前围护板、侧围护板、后围护板、车顶棚衬里)。
2.认证模式产品抽样检测+初始工厂审查+获证后监督注:为方便委托人,认证模式也可采用初始工厂审查+产品抽样检测+获证后监督。
(特殊情况时经认证机构同意,认证委托人可采取送样方式进行产品检测)。
3. 认证的基本环节3.1认证的委托和受理3.2 产品抽样检测3.3 初始工厂审查3.4 认证结果评价与批准3.5 获证后监督4.认证实施的基本要求4.1认证的委托和受理4.1.1认证的单元划分同一生产厂生产的且在以下主要方面无差异的内饰件产品视为同一单元:4.1.1.1层积复合材料1)各层材质及厚度;2)加工工艺;4.1.1.2单一材料1)材质;2)加工工艺;4.1.2认证委托时需提交的文件资料见附件1。
4.2 产品抽样检测4.2.1 产品抽样4.2.1.1抽样原则认证机构应从认证申请单元中抽取代表性样品进行检测。
4.2.1.2 抽样时机一般情况下,产品抽样应在初始工厂审查前进行。
为方便委托人,产品抽样也可以和初始工厂审查同时进行。
4.2.1.3 抽样方法及试样规格样品应在工厂生产的合格品中(包括生产线、仓库)随机抽取,抽样基数应不低于样品的10倍。
抽取的标准试样由抽样人封样后,送至指定的检测机构实施检测。
从抽取的样品上截取五块(件)标准试样。
如果沿不同方向有不同燃烧速度的内饰材料,则应在不同方向截取试样。
试样规格为356mm×100mm。
若内饰件的形状和尺寸不足以制成规定的标准试样,则应保证下列最小尺寸试样,但要记录。
1)如果内饰件宽度介于3mm~60mm,长度应至少为356mm,在这种情况下试样要尽量做成接近内饰件的宽度。
2)如果内饰件宽度大于60mm,长度应至少为138mm。
3)如果内饰件宽度介于3mm~60mm,且长度小于356mm,或宽度大于60mm,长度小于138mm,则不能按照本规则进行认证;宽度小于3mm,的内饰件也不能按照本规则进行认证。
4.2.1.4 试验样品及相关资料的处置试验后,应以适当的方式处置已经确认合格的样品和相关资料。
4.2.2 检测标准GB 8410 汽车内饰材料的燃烧特性。
注:标准采用现行有效的版本。
4.3 初始工厂审查4.3.1初始工厂审查时间一般情况下,抽样检测合格后,进行初始工厂审查。
工厂审查时间根据委托认证产品的单元及覆盖产品型号数量确定,并适当考虑工厂的生产规模,一般每个加工场所为2至4个人日。
4.3.2 审查内容工厂审查的内容为工厂质量保证能力审查和产品一致性检查。
4.3.2.1 工厂质量保证能力审查《强制性认证工厂质量保证能力要求》(见附件2)为本规则覆盖产品初始工厂质量保证能力审查的基本要求。
4.3.2.2 产品一致性检查工厂审查时,应对委托认证的产品进行一致性检查,包括以下内容:1) 认证产品的标识(如:名称、规格、型号和商标等)应与试验报告及委托认证提交的资料所标明的一致;2) 认证产品的结构应与抽样样品及委托认证提交的资料一致;3) 认证产品所用的关键件,应与抽样样品及委托认证提交的资料一致。
4) 现场指定试验:试验项目应从例行检验或确认检验项目中选取(见附件2)。
产品一致性检查出现问题时,认证机构应视情况作出限期整改、重新型式试验、中止本次认证的处理。
4.3.3工厂质量保证能力审查应覆盖申请认证产品的加工场所,产品一致性检查应覆盖申请认证产品。
4.4认证结果评价与批准4.4.1认证结果评价与批准认证机构负责对抽样检测、工厂审查结果进行综合评价,评价合格的,由认证机构对委托人颁发认证证书(每一个认证单元颁发一张认证证书)。
认证证书的使用应符合《强制性产品认证管理规定》的要求。
产品抽样检测不合格,允许限期(不超过3个月)整改,如期完成整改后申请产品抽样检测复试;工厂审查存在不合格项,允许限期(不超过3个月)整改,认证机构采取适当方式对整改结果进行确认。
产品抽样检测复试和工厂审查整改结果均合格,经认证机构评价后颁发认证证书;逾期不能完成整改,或整改结果不合格,终止本次认证。
4.4.2认证时限认证时限是自正式受理认证之日起至颁发认证证书所实际发生的工作日,包括产品抽样检测时间、工厂审查时间、认证结果评价和批准时间、证书制作时间。
产品抽样检测时间自样品送达指定检测机构之日起计算,检测周期不超过20个工作日。
工厂审查后提交报告时间一般为5个工作日,以检查员完成现场审查,收到并确认工厂递交的不合格纠正措施报告之日起计算。
认证结论评价、批准时间以及证书制作时间一般不超过5个工作日。
4.5 获证后监督4.5.1 监督的频次4.5.1.1一般情况下,从获证后的第12个月起进行第一次获证后监督,此后每年应至少进行一次获证后监督。
4.5.1.2 若发生下述情况之一可增加监督频次:1)获证产品出现严重质量问题,或者用户提出投诉并经查实为持证人责任的;2)认证机构有足够理由对获证产品与本规则中规定的标准要求的符合性提出质疑时;3)有足够信息表明制造商、生产厂因变更组织机构、生产条件、质量管理体系等,从而可能影响产品符合性或一致性时。
4.5.2 监督的内容监督的方式是:工厂质量保证能力复查 +认证产品一致性检查+产品抽样检测。
为方便委托人,产品抽样检测的结果也可以作为确认检验的结果。
4.5.2.1 工厂质量保证能力复查由认证机构根据工厂质量保证能力要求,对工厂进行监督复查。
《强制性认证工厂质量保证能力要求》规定的第3,4,5,9条是每次监督复查的必查项目,其他项目可以选查,每4年内至少覆盖要求中的全部项目。
每个加工场所监督复查的时间一般为1至2个人日。
4.5.2.2 认证产品一致性检查监督时在加工场所对获证产品进行产品一致性检查。
检查内容见4.3.2.2。
4.5.2.3产品抽样检测在监督时进行抽样。
样品应在工厂生产的合格品中(包括生产线、仓库)随机抽取。
抽样方法及试样规格见4.2.1.3。
对抽取样品的检测由指定的检测机构实施。
抽样检测项目依据本规则中的第4.2.2条。
4.5.3 获证后监督结果的评价监督复查合格后,可以继续保持认证资格、使用认证标志。
对监督复查时发现产品本身存在不符合的,视情况作出暂停或撤销认证的决定,停止使用认证标志,并对外公告;对质量保证能力有不符合项的,应在3个月内完成纠正措施,逾期将撤销认证证书、停止使用认证标志,并对外公告。
5.认证证书5.1认证证书的有效性本规则覆盖产品的认证证书不规定证书有效性截止日期。
证书的有效性依赖认证机构定期的监督获得保持。
5.2认证证书的变更本规则覆盖产品的认证证书,如果其产品发生以下变更时,应向认证机构提出变更申请:1)增加/减少同一单元内认证产品;2)获证产品的关键零部件、原材料、结构、制造工艺和供应商等发生变化;3)获证产品的商标,委托人、制造商或工厂信息(名称和/或地址、质量保证体系等)发生变化;4)其他影响认证要求的变更。
认证机构应核查以上变更情况,确认原认证结果对认证变更的有效性;需要时,针对差异进行补充检测和/或工厂保证能力审查;合格后,确认原证书继续有效和/或换发认证证书。
5.3认证证书的暂停、注销和撤消按《强制性产品认证管理规定》的要求执行。
在认证证书暂停期间及认证证书注销和撤消后,产品不得出厂、进口。
6.强制性产品认证标志的使用证书持有者必须遵守《强制性产品认证标志管理办法》的规定。
6.1准许使用的标志样式6.2变形认证标志的使用本规则覆盖的产品不允许使用任何形式的变形认证标志。
6.3 加施方式可以采用统一印制的标准规格认证标志和印刷、模压认证标志中的任何一种。
采用印刷、模压认证标志时,还应在标志周边适当位置注明产品的工厂代码。
标志使用方案应报国家认监委批准的强制性产品认证标志发放与管理机构核准。
6.4 加施位置应将认证标志加施在部件主体的适当位置或其最小外包装上。
7. 收费CCC认证收费涉及申请费、产品检测费、工厂审查费、批准与注册费(含证书费)、监督复查费、年金、认证标志费等,具体费用由认证、检测机构按国家有关规定统一收取。
附件1认证委托时需提交的文件资料1.产品描述(至少应包含以下内容):1.1单一材料1.1.1产品名称;1.1.2材质;1.1.3正面颜色及厚度;1.1.4编织/制造方式。
1.2层积复合材料1.2.1产品名称1.2.2各层材质、厚度及编织/制造方式;1.2.3 排列方式;1.2.4加工工艺;1.2.5表层颜色;1.3 内饰零件尺寸:长x宽x高;1.4 添加剂的种类和比例(如有)。
2.足以识别产品主要特征的照片。
3. 层积复合材料内饰件产品材料剖面示意图。
4.产品关键原材料清单4.1本规则覆盖产品的关键原材料为:单一材料和层积复合材料等;4.2清单中至少要包括关键零部件、材料的名称、型号、规格、供货单位和进厂检验项目等内容。
5. 工厂概况:5.1 生产情况(所申请产品的生产规模、能力及生产历史);5.2 工厂的关键生产设备清单;5.3 工厂的主要检测仪器设备清单(包括:名称、型号、规格、数量、精度、检定周期等);5.4 与附件2有关的质量管理体系文件目录及机构框图/表和职责规定文件等。
6.必要的认证产品检测报告。
7. 委托人、工厂的注册证明材料。
8.指定认证机构需要的其他文件。
附件2强制性认证工厂质量保证能力要求为保证批量生产的认证产品与已获型式试验合格的样品的一致性,工厂应满足本文件规定的产品质量保证能力要求。
1 职责和资源1.1 职责工厂应规定与质量活动有关的各类人员职责及相互关系。
且工厂应在组织内指定一名质量负责人,无论该成员在其他方面的职责如何,应具有以下方面的职责和权限:a)负责建立满足本文件要求的质量体系,并确保其实施和保持;b)确保加施强制性认证标志的产品符合认证标准的要求;c)建立文件化的程序,确保认证标志的妥善保管和使用;d)建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴强制性认证标志。