PLC网络与计算机间的Modbus协议通信设计与实现
谈三菱PLC的网络协议及通讯方法
谈三菱PLC的网络协议及通讯方法三菱PLC(可编程逻辑控制器)是一种常见的自动化控制设备,广泛应用于工业领域。
它通过网络协议和通讯方法实现与其他设备之间的通信,以实现系统的自动化控制和数据交换。
本文将就三菱PLC的网络协议及通讯方法展开讨论。
一、三菱PLC的网络协议在网络通信中,协议是设备间进行数据交换的规范。
三菱PLC支持多种网络协议,主要包括以太网(Ethernet)、DeviceNet、Modbus、Profibus等。
1. 以太网(Ethernet):以太网是一种常见的局域网通信协议,三菱PLC通过以太网协议可与其他设备进行通信。
以太网广泛应用于工业自动化领域,具有传输速度快、可靠性高的特点。
2. DeviceNet:DeviceNet是一种用于工业自动化的通信协议,主要用于连接工厂生产线上的各种设备。
三菱PLC通过DeviceNet协议可以与其他DeviceNet设备进行通信,实现设备之间的数据交换和控制。
3. Modbus:Modbus是一种开放的通信协议,用于连接不同供应商的设备。
三菱PLC通过Modbus协议可以与其他支持Modbus协议的设备进行通信,实现设备之间的数据传输和控制。
4. Profibus:Profibus是一种用于工业自动化的通信协议,用于连接生产线上的各种设备。
三菱PLC通过Profibus协议可以与其他Profibus设备进行通信,实现设备之间的数据交换和控制。
二、三菱PLC的通讯方法三菱PLC实现与其他设备之间的通讯,除了网络协议外,还需要采用适当的通讯方法,主要包括点对点通讯和多点通讯。
1. 点对点通讯:点对点通讯是指单个PLC与一个或多个设备之间建立独立的通讯链路进行数据交换。
这种通讯方式适用于较简单的控制系统,通讯速度较快且可靠。
2. 多点通讯:多点通讯是指多个PLC之间通过网络建立通讯链路,实现多个PLC之间的数据交换和协同控制。
这种通讯方式适用于较复杂的自动化系统,能够实现多个设备之间的实时数据共享和联动控制。
modbus协议工作原理

Modbus协议的工作原理什么是Modbus协议?Modbus是一种通信协议,用于在不同设备之间进行数据通信。
它最初是由Modicon (现在是施耐德电气公司的一部分)在1979年开发的,用于在PLC(可编程逻辑控制器)和其他设备之间进行通信。
Modbus协议成为了工业自动化领域中最常用的通信协议之一,因为它简单、可靠且易于实现。
Modbus协议主要用于传输数据,包括读取和写入数据。
它定义了一系列的规则和指令,用于在主设备(通常是一个计算机或PLC)和从设备(如传感器、执行器等)之间进行通信。
Modbus协议的基本原理Modbus协议基于主从结构,其中主设备负责发起通信并控制通信过程,而从设备则被动地响应主设备的请求。
主设备可以是计算机、PLC或其他具有Modbus通信功能的设备,而从设备通常是传感器、执行器或其他需要与主设备进行通信的设备。
Modbus协议使用了一种称为“请求-响应”的通信模式。
主设备通过发送请求消息来与从设备通信,从设备则通过发送响应消息来回复主设备。
请求和响应消息中包含了一些特定的字段,用于指示消息类型、数据地址、数据长度等。
在Modbus协议中,主设备可以发起读取操作或写入操作。
读取操作用于从从设备中获取数据,而写入操作用于向从设备中写入数据。
1. 读取操作主设备发起读取操作时,会向从设备发送读取请求消息。
请求消息中包含了要读取的数据地址和数据长度等信息。
从设备接收到请求消息后,会根据请求中的地址和长度,将相应的数据从设备内存中读取出来,并将其放入响应消息中发送给主设备。
2. 写入操作主设备发起写入操作时,会向从设备发送写入请求消息。
请求消息中除了包含要写入的数据地址和数据长度外,还包含了要写入的具体数据。
从设备接收到请求消息后,会根据请求中的地址和数据,将数据写入到设备内存的相应位置中,并发送响应消息给主设备,以表示写入操作已成功完成。
3. Modbus协议的数据传输方式Modbus协议支持不同的数据传输方式,包括串行传输和以太网传输。
基于MODBUS协议的PLC与iFIX的通讯研究

OMRON的PLC、MITSUBISHI的PLC、SIEMENS的
表1 MODBUS RTU信息帧格式
s7—216作为从机,其中s7—216可以采用如下两种连接 方案。
(1)在原有硬件的基础上,再加上EM277模块、
起始域
地址域
T1一T2一T3一T4
8位
功能域 8位
数据域 Nx8位
CRC域
结束域
16位 Tl—T2一T3一T4
Key words:MODBUS protocol Network PLC driver
1 引言
目前工业控制现场大量使用各种PLC、智能仪表 和工控软件,如:SIEMENS、ABB、MITSUBISHI、 OMRON、MODICON等公司的PLC,工业组态软件有组 态王、力控、iFix、1NTOUCH等数百种。由于生产厂 商之间没有统一的标准,相互之间互不兼容,因此各 种PLC之间通讯必然存在很多问题。如何选择工业组 态软件、如何实现不同的PLC与工业组态软件之间的 通信就成为重要问题。
LD SMO.7//PLC若是运行状态; MOVB 16#49,SMB30//设置自 由口通讯参数;端口0,9600波特率, 8个/数据位,偶校验;
I.D SM0.0
MOVW+65,VW3290//最大输人/输出64点; MOVW+1565,VW3292//最大用户V区1564个 字;即3128字节,从VB0一VB3127; MOVW+17,VW3294//最大输入模拟量16个点;
iFIX是美国Intellution公司推出的工控软件,经过 多年来不断的改进和升级,现已是业界公认的优秀自 动化软件之一。它具有监视、控制、报警显示、报表 打印、数据库管理、远程发布等功能,且内置VBA允 许用户定制满足自己需要的各种图形画面。
三菱plc网口与计算机通讯设置

三菱plc网口与计算机通讯设置现代工业自动化生产中,PLC(可编程逻辑控制器)被广泛应用于各种设备和机器的控制与调节。
而与计算机通讯是PLC的一个重要功能之一,通过与计算机的通信,可以实现实时监控、数据采集、远程调试等功能。
本文将介绍如何进行三菱PLC网口与计算机的通讯设置。
一、准备工作首先,我们需要确保PLC与计算机之间可以通过网口进行通讯。
网口是PLC与计算机之间的物理连接,通常通过网线将PLC与计算机相连。
在连接过程中,需要注意插头的方向以及网线的质量,以保证通讯信号的稳定和可靠性。
二、配置PLC设置在正式进行通讯设置之前,我们需要登录到PLC的编程软件中,进行相关配置。
首先,选择编辑功能菜单中的通讯参数设置,进入PLC与计算机通讯设置界面。
在该界面中,我们需要设置通讯口的类型、端口号、通信方式等参数。
通常情况下,三菱PLC的网口通信支持以太网、Modbus TCP等协议,根据实际需求进行选择,并按照说明书上的要求设置通讯参数。
三、计算机网络配置在进行PLC网口与计算机通讯之前,我们还需要进行计算机网络的配置。
首先,打开计算机的控制面板,选择网络和Internet选项,进入网络设置界面。
在网络设置界面中,选择适配器选项,找到与PLC相连的网卡,进行相关设置。
根据PLC的要求,设置网卡的IP地址、子网掩码、默认网关等参数。
需要注意的是,计算机的IP地址和PLC的IP地址必须处于同一子网中,才能进行通信。
四、编写通讯程序经过以上配置之后,我们就可以编写通讯程序来实现PLC与计算机之间的通讯了。
在编写通讯程序时,我们可以使用编程软件提供的相关函数和指令,或者使用专门的通讯库来进行开发。
根据具体的需求,可以实现不同的通讯方式,比如周期轮询、事件驱动等。
通讯程序中需要包括与PLC建立连接、数据交换、错误处理等逻辑,以确保通讯的稳定和可靠。
五、调试与优化通讯程序编写完成后,我们需要进行调试和优化,以确保通讯的正常运行。
以PLC为通信主站的Modbus控制网络的设计与实现

以PLC为通信主站的Modbus控制网络的设计与实现作者:潘迪夫习可来源:《现代电子技术》2010年第05期摘要:为实现以PLC为控制中心的架车式称重调簧系统,提出以PLC作为Modbus通信主站、配合多数量、多种类的通信从站的网络建立的方法,并采用S7-200 PLC、计算机和两种智能传感器,构建一个以PLC为通信主站的Modbus控制网络,对主站、从站的配置和程序设计进行了详细的说明。
实践结果表明,此网络系统数据传输可靠准确,系统实时性与稳定性均能满足机车称重调簧系统应用的要求。
关键词:Modbus协议;PLC;通信主站;控制网络中图分类号:TP368文献标识码:A文章编号:1004-373X(2010)05-142-03Design and Implementation of Modbus Control System Based on PLC as Master StationPAN Difu,XI Ke(School of Traffic&Transportation Engineering,Central SouthUniversity,Changsha,410075,China)Abstract:To realize the PLC control system of locomotive body test-rig for weighting and spring adjusting,it puts forward the method of constructing communication,which is composed of PLC Modbus master station and multiple various Modbus slave stations.At the same time,with one S7-200 PLC,one computer and two kinds of intelligent sensors,it is built that a typical control system taking PLC as Modbus master station,and then illuminated in detail the configuration and software design master station and slavers.The practice indicates that the Modbus communication,where PLC is used as the master station,can transmit data accurately and reliably,its real-time performance and stability reaches the requirement of industrial automation.Keywords:Modbus protocol;PLC;master station;control system0 引言随着微电子及控制技术的不断发展,PLC功能不断完善,已经逐渐成为一种智能型、综合型的控制器,以PLC为控制器构成的数据采集和控制系统,广泛应用到了工业自动化系统中。
与西门子PLC实现Modbus-RTU通信实例

与西门⼦PLC实现Modbus-RTU通信实例⼀、准备⼯具及材料1.台式电脑⼀台,笔记本电脑⼀台;2.西门⼦200smart PLC⼀台,3.多功能电表DW9L-RC38或DS9L或DS7L⼀台,温控表TE系列⼀台,4.仪表说明书及通讯协议,5.9针接⼝通讯线⼀根,6.USB转RS485转换器⼀台,7.电源线,⽹线、⽹络交换机等。
⼆、软件安装软件名称:STEP 7-MicroWIN SMART,可从西门⼦⽹站下载。
三、梯形图编程1.主要编程思路PLC使⽤⾃带的RS485接⼝与仪表进⾏通信连接,PLC作为主站,仪表为从站,使⽤标准Modbus-RTU通讯协议。
调⽤编程软件⾃带的Modbus协议库,实现与仪表的数据通信。
2.MBUS_CTRL 和 MBUS_MSG 指令介绍本⽰例使⽤单个主站及 MBUS_CTRL 和 MBUS_MSG 指令。
同⼀理念对使⽤第⼆个主站及 MB_CTRL2 和 MB_MSG2 指令的⽰例同样适⽤。
3.电⼒仪表通信协议:4.梯形图编程(1)设置PLC型号(2)设置库存储器的地址分配(系统已分配VB0~VB285⽤于modbus通信使⽤,我们就从VB286开始)(3)编辑符号表(4)编辑状态图表(5)编制第⼀、⼆段:置位标志位及通讯初始化:波特率Baud=9600,Parity=0⽆校验,Port=0集成CPU内RS485⼝,Timeout从站响应超时50ms。
Done初始化完成返回"TURE",Error输出错误结果。
(6)程序3-4:当MBUS_CTRL初始化完成后,M0.0 从关闭变为接通时,延时T33=10mS时间后,置位第⼀条 MBUS_MSG 指令的启⽤标志 (M2.0)=1。
(7)程序5:读第⼀台从机设备,地址1,型号DW9L或DS9L或DS7L。
当第⼀个启⽤标志 (M2.0) 接通后,调⽤ MBUS_MSG 指令。
只需为启⽤该指令的第⼀次扫描设置 First 参数。
三菱q系列plc网口通讯协议
三菱q系列plc网口通讯协议随着计算机技术的不断发展,各行各业纷纷开始采用自动化控制系统来提高生产效率和降低成本。
而在自动化控制系统中,PLC(可编程逻辑控制器)起到了至关重要的作用,它能够完成对各种设备和工艺的准确控制。
而其中,三菱Q系列PLC则以其高性能和可靠性受到了广泛的认可和应用。
在PLC与计算机之间的通信中,网口通讯协议扮演着重要的角色。
三菱Q系列PLC支持的网口通讯协议有许多种:如Modbus TCP、MC Protocol、Ethernet/IP等。
这些协议不仅保证了PLC与计算机之间的可靠通信,还实现了数据的高速传输和实时监控。
首先,我们先来了解一下Modbus TCP协议。
Modbus是一种基于串行通信协议的工业通信协议,而Modbus TCP是在以太网上使用的基于TCP/IP的版本。
使用Modbus TCP协议,PLC可以与计算机进行高速的数据交换,实现实时监控和数据采集。
这种协议的优点在于简单易用,能够满足大部分自动化控制系统的通讯需求。
其次,MC Protocol是三菱自主开发的一种通讯协议。
MC Protocol通过以太网实现PLC与计算机之间的通信。
与ModbusTCP相比,MC Protocol更加高效和稳定。
它不仅可以实现与计算机之间的通信,还可以实现多个PLC之间的通讯,从而实现更加复杂的自动化控制系统。
最后,Ethernet/IP协议是基于工业以太网的应用层协议,它不仅具备Modbus TCP和MC Protocol的优点,还支持更多的功能和特性。
Ethernet/IP可以实现对PLC的远程监控和远程控制,同时可以与其他设备和系统进行无缝对接。
这种协议的高度兼容性和可扩展性使得它在自动化控制系统中得到了广泛的应用。
通过对三菱Q系列PLC网口通讯协议的了解,我们可以看到这些协议的共同点在于都实现了高速、可靠和实时的数据传输。
同时,它们也具备了一定的差异性,以满足不同自动化控制系统的需求。
欧姆龙plc与上位机网口通讯

欧姆龙plc与上位机网口通讯欧姆龙PLC(可编程逻辑控制器)与上位机网口通讯是现代工业领域中常见的应用。
PLC是一种用于自动化系统和生产过程控制的电子装置,而上位机则是通过计算机对PLC进行监控和管理的工具。
本文将探讨欧姆龙PLC与上位机网口通讯的重要性,通讯原理以及相关的实际应用。
通讯是工业自动化中不可或缺的一环。
在过去,PLC通常以编程硬线连接。
然而,随着信息技术的快速发展,基于网口的通讯成为了更加便捷和灵活的选择。
利用网口通讯,PLC可以通过网络与上位机之间进行数据交换,实现实时监控、远程控制等功能。
欧姆龙PLC的网口通讯采用Modbus通讯协议。
Modbus是一种开放的通讯协议,广泛应用于工控领域。
它采用简单易懂的通讯格式,支持多种不同的通讯介质,如串行口、以太网等。
欧姆龙PLC通过网口与上位机建立连接后,可以通过Modbus协议进行数据交换,实现双方之间的通信。
网口通讯给工业控制系统带来了许多便利。
首先,基于网口的通讯更加稳定可靠。
相比于硬线连接,网口通讯可以避免连接线路容易受到干扰的问题,确保了数据的可靠传输。
其次,网口通讯提供了更大的灵活性。
通过网络,PLC可以远程连接到上位机,实现远程监控和控制。
这在分布式控制系统中尤为重要。
此外,网口通讯还节省了硬线布线的成本和工作量,减少了系统维护的难度。
关于欧姆龙PLC与上位机网口通讯的实际应用,有很多案例可供参考。
例如,在工厂自动化生产线中,PLC与上位机网口通讯可以实现对生产过程的监控和调度。
上位机可以根据PLC传输的数据,实时监测生产线各个环节的状态和效率,并进行相应的调整和优化。
此外,网口通讯还可以用于数据采集和分析。
PLC可以将采集到的数据通过网口传输给上位机,上位机再进行数据处理和分析,为管理层提供决策依据。
在物联网时代,欧姆龙PLC与上位机网口通讯的重要性更加凸显。
随着工业设备的互联互通,通过网口通讯,PLC可以实现与其他智能设备之间的数据交换与共享。
PLC与单片机之间的串行通信实现方法探讨

PLC与单片机之间的串行通信实现方法探讨PLC(可编程逻辑控制器)和单片机是现代工业自动化中常见的控制设备,它们通常被用于监控和控制工厂中的设备和生产线。
在实际应用中,很多情况下需要PLC和单片机之间进行通信,以便实现数据传输和控制指令的交互。
本文将探讨PLC与单片机之间的串行通信实现方法,为工程师在实际应用中提供一些参考。
一、PLC与单片机之间的通信方式PLC与单片机之间的通信方式主要包括串行通信和网络通信。
在工业控制系统中,串行通信是最常用的一种通信方式,它可以简单地通过串口连接实现设备之间的数据传输。
PLC和单片机都支持串行通信,因此在实际应用中可以选择串行通信方式进行通讯。
二、串行通信的基本原理串行通信是将数据一位一位地按照一定的时间间隔发送出去,接收端再按照相同的时间间隔接收数据。
串行通信有两种方式:同步串行通信和异步串行通信。
在工业控制系统中,异步串行通信方式更常见,因此本文将重点介绍异步串行通信的实现方法。
异步串行通信是将数据分为帧进行传输,每一帧包括起始位、数据位、校验位和停止位。
起始位和停止位用来标识一帧数据的开始和结束,数据位用来传输实际的数据,校验位用来检测数据传输过程中是否发生错误。
在实际应用中,可以通过串口模块来实现异步串行通信。
1. 使用串口模块在实际应用中,可以在PLC和单片机上分别连接串口模块,通过串口模块来实现两者之间的串行通信。
串口模块可以实现串口转换和数据传输,它能够将串行数据转换为并行数据,方便单片机和PLC进行数据交换。
2. 使用Modbus协议Modbus是一种常用的工业通信协议,它可以在串行通信中实现设备之间的数据传输。
在实际应用中,可以使用Modbus协议来实现PLC和单片机之间的通信。
单片机可以通过Modbus协议向PLC发送控制指令,PLC可以通过Modbus协议向单片机发送传感器数据,从而实现数据交换和控制指令的传输。
3. 使用RS485通信以一个简单的例子来说明PLC与单片机之间的串行通信实现方法。
触摸屏与plc网口如何通讯

触摸屏与plc网口如何通讯触摸屏与PLC网口如何通信在现代工业自动化领域,触摸屏和PLC(可编程逻辑控制器)是两个常见的设备。
触摸屏作为人机界面,负责与操作员交互,而PLC则是负责控制工业过程的设备。
为了实现工业自动化的目标,这两者之间需要实现通信,以便传递控制指令和接收反馈信息。
本文将探讨触摸屏与PLC网口如何通信的方法和技术。
一、MODBUS协议MODBUS协议是一种常见的工业通信协议,可实现对PLC的控制和监测。
触摸屏和PLC之间的通信可以通过MODBUS协议来实现。
首先,需要在PLC中配置MODBUS通信参数,包括串口波特率、数据位、校验位等。
然后,在触摸屏的编程软件中,设置好MODBUS通信的参数,包括PLC的通信地址、寄存器地址等。
通过这样的配置,触摸屏就可以与PLC进行通信,并实现对其的控制和监测。
二、以太网通信除了使用串口通信,触摸屏和PLC还可以通过以太网进行通信。
对于支持以太网通信的PLC,可以直接通过网线连接触摸屏和PLC。
首先,需要在PLC中设置好以太网的通信参数,包括IP地址、子网掩码、网关等。
然后,在触摸屏的编程软件中,同样需要设置好以太网通信的参数,包括PLC的IP地址和端口号等。
通过这样的配置,触摸屏就可以通过以太网与PLC进行通信。
三、使用数据传输模块除了以上两种通信方式,还可以通过使用数据传输模块来实现触摸屏和PLC的通信。
数据传输模块通常是一种可插拔的模块,可以直接连接到PLC的网口上。
触摸屏则可以通过串口或以太网连接到这个数据传输模块上。
通过这种方式,触摸屏和PLC之间可以实现高速稳定的通信。
使用数据传输模块可以减少通信故障和干扰,提高通信的可靠性。
四、其他通信方式除了以上提到的通信方式,还有一些其他的通信方式可供选择。
例如,可以使用无线通信技术,如Wi-Fi或蓝牙,来实现触摸屏和PLC的通信。
使用无线通信可以实现设备间的灵活布置,避免布线的限制。
此外,还可以使用红外线或RFID等技术实现触摸屏和PLC的通信。
基于Modbus协议的多机通信系统的设计与实现
0 引言电梯是高层建筑的重要机电设备,电梯轿厢是运送乘客和货物的电梯组件,作为乘客唯一可见的电梯部件,是电梯的工作部分。
随着人们物质生活水平的提高,作为一种特殊的垂直交通工具,它存在两方面的需求:第一、各种电梯轿厢内广告播放、显示系统多采用独立的VCD广告机、屏幕后面嵌入小型的PC机或者是VGA音视频双绞线传输技术等,存在成本较高、内容更新不方便的问题[4];第二、目前的电梯控制系统中,主要是PLC控制器与各层的内外呼板进行多机通信,采用的是令牌式,这样就加大了PLC控制器的工作量度,为了解决这一问题,就考虑到在PLC控制器与各外呼板之间加一个可以双串口通信的器件,进行信号采集与计算,从而提高系统的工作效率。
基于这两方面的需求,通过设计一套电梯轿厢的多媒体显示系统,并且在这一系统中,在基于嵌入式ARM9双串口硬件平台的基础上,移植WinCE操作系统,利用其丰富的图形界面和多媒体功能,实现嵌入式系统与各楼层内外呼板单片机的信号采集[3],并与PLC主控制器进行串口通信的多机通信系统,取代传统的PLC直接进行呼梯信号采集的方式。
此多媒体电梯通信系统可以提高整个电梯系统的工作效率,具有很大的实用价值,也增强了电梯的安全性和可靠性,从而也可以提高产品的质量和服务水平。
1 通讯系统硬件设计本系统的设计是以ARM9核心板组成的嵌入式多媒体系统为主机,以电梯各楼层的外呼板单片机以及PLC主控机作为从机,构成基于RS-485总线的多机通信系统。
1.1 系统组成基于Modbus协议的多机通信系统的设计与实现孔令彬 黄 敏(中国地质大学,机电学院)摘 要:在采用嵌入式微处理器S3C2440X芯片为核心的基础上,扩展外围硬件,裁剪移植WinCE操作系统,利用S3C2440X芯片的多串口特性设计了基于Modbus协议的ARM9核心板与多单片机及西门子PLC主控机串行通信的多机通信系统,介绍了基于RS-485总线技术的多机通讯的原理,提供了多机通信系统的硬件电路图和软件设计方案,将此多机通信系统应用到电梯的控制系统中,提高了电梯控制系统的效率。
用Modbus协议实现DCS与PLC之间的串行通讯

用Modbus协议实现DCS与PLC之间的串行通讯万立氧空分装置是2008年辽化公司20万吨环氧乙烷/乙二醇改造的配套项目,该装置仪控系统采用了先进的Honeywell PKS集散控制系统来实现对整个装置的各系统及主要设备的工艺参数的监控,并实现各主要操作阀门、切换阀门的自动控制或遥控操作,以及必要的联锁保护措施。
氮压机选用Ingersoll—rand的CENTAC 3C70MX5N2型压缩机,该压缩机配置独立的控制系统CM C控制器,为了有效的监控氮压机的运行参数,我们利用Modbus协议实现了Honeywell PKS集散系统与Ingersoll—rand CM C可编程序控制器之间串行通讯。
2 Modbus协议简介Modbus是Modicon公司于1 979年提出的一种通信协议,经过多年的实际应用,已经成为一种应用于工业控制器上的标准通信协议。
有了它,不同厂商生产的控制设备可以连成工业网络,进行集中监控。
此协议定义了一个控制器能认识使用的消息结构,而不管它们是经过何种网络进行通信的。
它描述了控制器请求访问其它设备的过程,以及怎样侦测错误并记录,它制定了消息域格局和内容的公共格式[5]。
当在Modbus网络上通信时,此协议决定了每个控制器须要知道它们的设备地址,识别按地址发来的消息,决定要产生何种行动。
如果需要回应,控制器将生成反馈信息并用Modbus协议发出。
标准的Modbus口是使用RS-232C兼容串行接口,它定义了连接口的针脚、电缆、信号位、传输波特率、奇偶校验。
控制器能直接或经由MOdem组网。
2.1 Modbus报文如图1所示,Modbus通信使用主从技术,即仅设备(主设备)能初始化传输(查询)。
其它设备(从设备)根据主设备查询提供的数据作出相应反应。
主设备可单独和从设备通信,也能以广播方式和所有从设备通信。
如果单独通信,从设备返回消息作为回应,如果是以广播方式查询的,则不作任何回应。
plc的通讯协议
plc的通讯协议全文共四篇示例,供读者参考第一篇示例:PLC(Programmable Logic Controller)是一种用于自动化控制的计算机系统,它被广泛应用于工业控制领域。
在实际工程应用中,PLC需要与外部设备进行通信来完成对系统的控制和监控,这就需要使用通讯协议来实现不同设备之间的数据交换。
本文将介绍一些常见的PLC通讯协议。
1. Modbus协议Modbus是一种基于串行通信协议的通信协议,它最初由Modicon公司开发用于与PLC进行通信。
Modbus协议简单易用,被广泛应用于工业控制领域。
Modbus协议定义了数据帧的格式和通讯规则,包括读写数据、读写寄存器等操作。
Modbus协议支持串行通讯和以太网通讯,可以适用于不同的通讯环境。
Profibus是一种用于工业自动化领域的通讯协议,它定义了一系列规范和标准,用于PLC与外部设备之间的通讯。
Profibus协议可以支持不同的通讯速率和通讯模式,适用于各种工业控制系统。
Profibus协议有较高的可靠性和稳定性,可以满足工业控制系统对通讯的高要求。
3. Ethernet/IP协议Ethernet/IP协议是一种基于以太网的通讯协议,它可以实现不同设备之间的数据交换和通讯。
Ethernet/IP协议具有较高的数据传输速率和稳定性,适用于大规模工业控制系统的通讯需求。
Ethernet/IP协议支持TCP/IP和UDP/IP等通讯协议,可以实现实时数据的传输和控制。
5. DeviceNet协议DeviceNet是一种用于设备级网络的通讯协议,它可以实现PLC与外部设备之间的通讯和控制。
DeviceNet协议具有简单易用的特点,可以快速实现设备之间的数据交换和控制。
DeviceNet协议支持多个设备的连接,适用于工业控制系统中设备较多的场合。
PLC通讯协议在工业自动化领域起着至关重要的作用,它可以实现不同设备之间的数据交换和控制,进而实现对工业系统的高效管理和控制。
S7300+PLC与设备进行Modbus+RTU通信方法

2007(9):63—64.
5
结束语
[6]
利用AX22001芯片为核心的无线监控系统,是一
种具有成本优势的嵌入式网络解决方案,一方面克服 了有线传输的缺点,更重要的是它有效克服了传统无 线传输系统体积庞大、安装不方便的不足,而且其稳定 万方数据
PLC与设备进行Modbus RTU通信方法
・91・
数据交换。发送功能块FB8用于主站(PLC)向从站 (设备)发送从站地址、读写功能代码、读写寄存器的 起始地址、寄存器个数等信息;接收功能块FB7用于 等待接收从站返回的数据,并将接收到的数据写入其 定义的数据区内。
3.1
“P SND RK” EN DONE ERROR STATUS
(Xi’an Modem Chemistry Research Institute,Xi’an 710065,China)
Abstract:A communication method of S7—300 PLC and equipment through the Modbus RTU protocol。and hardware configuration,software design method and key points
[7]
娄国强,徐元,刘吉星.基于ZigBee技术的温湿度监测系 统的设计[J].PLC&FA,2010(6):89—91. 口
关键词:Modbus RTU协议;PLC;通信 中图分类号:TN915.04 文献标识码:B
文章编号:1000—8829(2013)10-0090-03
Communication Method of¥7-300 PLC and Equipment Through
利用MODBUS实现西门子PLC与ABB变频器的通信控制

利用MODBUS实现西门子PLC与ABB变频器的通信控制MODBUS是一种常用的通信协议,用于实现不同设备之间的数据通信控制。
本文将介绍如何利用MODBUS协议实现西门子PLC与ABB变频器的通信控制。
在使用MODBUS通信之前,需要先了解MODBUS协议的基本原理。
MODBUS协议基于主从式结构,其中PLC作为主站,变频器作为从站。
主站通过MODBUS协议发送指令给从站,从站接收并返回相应的响应数据。
通信过程中,需要指定从站的地址,以便主站能够正确地发送指令并接收响应。
在实现西门子PLC与ABB变频器的通信控制之前,需要确保PLC和变频器支持MODBUS协议,并设置好相应的通信参数(例如波特率、数据位数等)。
通常情况下,PLC和变频器的通信参数需要事先配置好,以保证正常的通信连接。
一般来说,通过MODBUS协议实现PLC与变频器的通信控制需要以下几个步骤:1.确定PLC和变频器之间的物理连接方式,例如采用串口或以太网连接。
根据实际情况选择合适的连接方式。
2. 配置PLC的MODBUS通信模块。
在西门子PLC中,可以通过Step 7软件开发环境配置MODBUS通信模块。
配置时需要设置从站的地址、通信方式、通信参数等。
3.配置变频器的MODBUS通信参数。
ABB变频器通常具有自身的通信配置界面,可以通过该界面设置MODBUS通信参数,例如从站地址、波特率、数据位数等。
4.在PLC中编写相应的控制程序。
利用PLC的编程功能,编写控制程序实现与变频器的通信控制。
控制程序可以根据需要发送指令给变频器,并根据变频器的响应进行相应的处理。
5. 在控制程序中使用MODBUS函数块。
在PLC控制程序中使用MODBUS函数块来实现与变频器的通信。
具体可以使用MODBUS_Master_ReadCoils函数来读取开关量输出,使用MODBUS_Master_WriteSingleRegister函数来写入数据到变频器等。
三菱plc网口通讯设置
三菱plc网口通讯设置三菱PLC(可编程逻辑控制器)是工业自动化领域中广泛使用的控制器设备,可用于控制和监控各种生产和制造流程。
对于需要进行网络通讯的PLC设备,网口通讯设置是至关重要的一步。
在开始网口通讯设置之前,我们首先需要明确PLC与其他设备之间的通信协议。
对于三菱PLC,常见的通信协议有Modbus TCP、Ethernet/IP等。
根据不同的协议,设置过程和参数会有所不同。
接下来,我们必须确定PLC的硬件配置和网络连接。
首先,要确保PLC设备已正确连接到计算机的以太网端口。
然后,通过PLC的配置软件(通常为GX Works)登录到PLC,检查网络配置并确保PLC与计算机在同一子网内。
如果需要连接到其他设备,还需要确保它们在同一子网内。
一旦完成硬件和网络连接的配置,我们可以开始进行网口通讯设置。
打开GX Works软件,并选择适合通信协议的模块配置。
根据选定的协议,软件会要求设置一些参数,如IP地址、端口号等。
这些参数将用于建立PLC与其他设备之间的通信链路。
在设置过程中,我们还需要注意一些常见的问题。
首先是IP地址的设置。
每个设备都有唯一的IP地址,确保PLC的IP地址与其他设备不冲突,并且在同一子网内。
其次是端口号的设置。
端口号是用于区分不同应用程序或服务的逻辑标识符,确保PLC与其他设备使用不同的端口号,以避免冲突。
另一个需要注意的问题是PLC与其他设备之间的数据交换方式。
根据协议的不同,数据交换可以通过读取和写入寄存器的方式进行。
在设置过程中,我们需要确定读写的寄存器地址和数据类型。
这些信息将用于编写相关的通信程序。
除了上述基本设置之外,我们还可以根据实际需求进行一些高级的网口通讯设置。
例如,可以设置通信超时时间,以保证及时处理通信故障。
还可以设置数据传输的加密方式,确保通信的安全性。
总结一下,三菱PLC网口通讯设置是工业自动化中重要的一环。
通过正确配置硬件和网络连接,选择适合的通信协议,并设置相关的参数,我们可以实现PLC与其他设备之间的高效通信。
基于Modbus协议的PC机与S7—200PLC的串行通信

基 于 Mo s协议 的 P du b C机 与 S —2 0 L 的 串行 通 信 P C 7 0
章 程 ,程 文 明 , 肖建 军
( 南 交 通 大 学 机 械 2 程 学 院 , 四川 成 都 6 0 3 ) 西 I . 1 0 1
摘 要 : 绍 了 Mo b s协 议 并 讨 论 了遵 守 Mo b sR U 协 议 的 传 输 数 据 的 CR 介 du d u T C算 法 验 证 的实 现 。 结合 西 门 子
些都 是特 定数 据 交 换 的必 要 内 容 。Mo b s协议 在 一 du 根 通信线 上 使用 主从 应答 式连 接 ( 半双工 ) ,这意 味着 在 一 根 单 独 的通 信 线 上 信 号 沿 着 相 反 的两 个 方 向传 输 。首 先 ,主计 算机 的 指令信 号 寻址 到一 台惟 一 的终
中 图 分 类 号 :TP 7 24
文 献 标 识 码 :A
0 引 言
在 工业 控制 领域 中 ,P I C作 为 一种 稳定 可靠 的控 制器得 到 了广泛 的应 用 。 它 也有一 些 自身 的缺 点 : 但 数 据 的计 算处 理和 管理 能力 较弱 ,不 能给 用户 提供 良好 的界面 等 。而计算 机恰 好 能弥补 P I C的 不 足 , 不但 它 有 很强 的数 据处 理和 管理 能力 ,而且 能 给用 户提供 非
维普资讯
第3 期 ( 第 1 8期 ) 总 4
20 0 8年 6月
机 械 工 程 与 自 动 化 M ECHANI CAL ENGI NEERI NG & AUTOM ATI ON
N o. 3
J n u .
文 章 编 号 : 6 26 1 ( O 8 O 一 O 5 O 1 7 —4 3 2 O ) 3O8 一 3
贝加莱plc的ModbusTCP配置

[MODBUS-TCP通讯应用] [AS配置实现及MbusTCP 库使用说明]1.软硬件信息2.版本信息3通讯原理介绍3.1基本信息Modbus 通讯协议,是Modicon PLC 所指定的资料交换通讯接口标准,于1979年首先制定串行通信标准(含Modbus 异步及Modbus Plus 同步,在本文档中只讨论Modbus 异步通讯),于1997年制定网络通信标准(Modbus/TCP )。
Modbus 通讯协议属于OSI 所定义的通信层次的第七层应用层(Application Layer )。
其通讯形式为Client/Server 或者称为Master/Slave 。
由于Modbus 协议只在OSI 层次结构的应用层中做出定义,因此,Modbus 既可运行在RS232, RS485, RS422上,也可运行在以太网路上。
本文档将分别从串行通讯和以太网通讯这两方面来说明Modbus 的通讯原理,并且介绍在贝加莱系统平台上如何现Modbus 通讯。
3.2通讯原理Modbus 的通讯方式是Master/Slave (主/从)方式,在串行总线上Modbus 只能以单主多从的方式进行通讯,而在以太网路上Modbus 的通讯方式可以支持多主多从。
在Modbus 网路中,一定要有一方扮演Master ,并主动发送Query Message 给对应的Slave 方。
Slave 一旦收到消息后,马上根据Query Message 中的内容准备Response Message 并回送给Master 。
Master 是以地址号来区分不同的Slave ,因此在同一个Modbus 网路中不允许存在拥有相同地址号的Slave 。
一般情况下,当PLC 和仪表、电表、执行机构等设备通讯时,PLC 可作为Master ;而当PLC 与HMI 设备(触摸屏)或者上位计算机进行通讯时,PLC 通常作为Slave 。
3.3通讯协议图2-1 Modbus 消息结构如图2-1所示,为每一次Master 和Slave 之间的询问/响应消息的基本内容。
施耐德-PLC与PLC通讯ModbusTcp
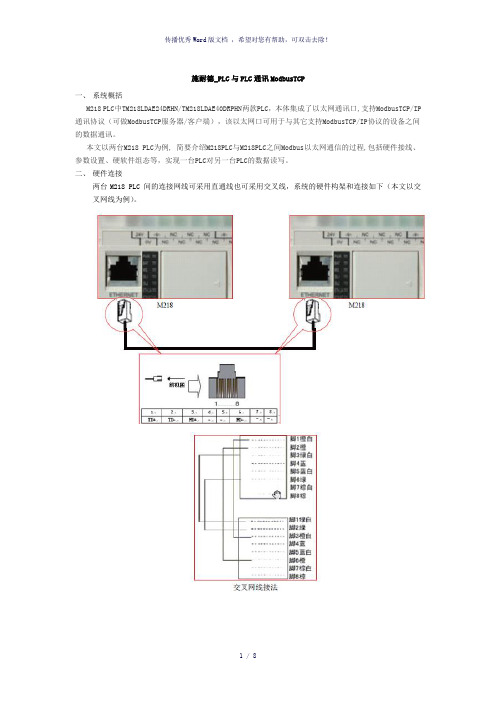
施耐德_PLC与PLC通讯ModbusTCP一、系统概括M218 PLC中TM218LDAE24DRHN/TM218LDAE40DRPHN两款PLC,本体集成了以太网通讯口,支持ModbusTCP/IP 通讯协议(可做ModbusTCP服务器/客户端),该以太网口可用于与其它支持ModbusTCP/IP协议的设备之间的数据通讯。
本文以两台M218 PLC为例, 简要介绍M218PLC与M218PLC之间Modbus以太网通信的过程,包括硬件接线、参数设置、硬软件组态等,实现一台PLC对另一台PLC的数据读写。
二、硬件连接两台M218 PLC间的连接网线可采用直通线也可采用交叉线,系统的硬件构架和连接如下(本文以交叉网线为例)。
三、主站PLC1.新建PLC程序2.PLC通讯参数设置从站PLC以太网端口设置过程相同,只需将IP地址设为同一网段不同地址即可3.主站程序编程1)添加功能块”IsFirstMastColdCycle”,目的:第一次启动触发modbus读写模块.方法:从右侧工具箱中选中”运算块”拖到编程窗口,之后寻到”IsFirstMastColdCycle”后回车即可。
2)添加功能块” ADDM”目的:Modbus地址功能块方法:类似添加第一功能块的方法Addr 参数中写入’3{192.168.0.100}’,其中3表示本PLC以太网口,192.168.0.101表示ModbusTCP 从站IP地址。
3)添加READ_VAR模块4)添加”WRITE_VAR”模块5)读写缓存数据区在”Read_Var”和”Write_Var”功能块的调用过程中,用户需要定义数据读和写的缓存区,用于存放接收到的数据和需要发送的数据。
注意,这里的缓存区一般都是以数组的形式存在的,所以用户必须分别定义读数据数组和写数据数组,例如,上例中的”aaa”和”bbb”分别就是用于存放读到的数据和写出去的数据。
由于”Read_Var”和”Write_Var”功能块的管脚”Buffer”是指针变量,所以用 ADR 功能块来取数组的首地址来指向该”Buffer”指针。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
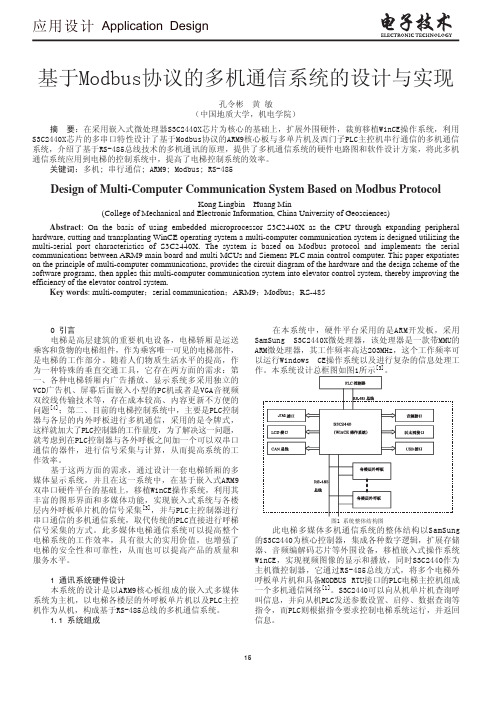
文章编号:100622475(2005)1120057203收稿日期:2005202225作者简介:吴学文(19622),男,江西进贤人,河海大学计算机及信息工程学院副研究员,硕士,研究方向:网络监控技术及嵌入式系统;曾凌(19812),女,江苏南京人,硕士研究生,研究方向:网络监控技术及嵌入式系统;张晓裕(19742),男,安徽和县人,研究方向:水利工程建设与管理;贾良武(19822),男,安徽无为人,研究方向:水利工程建设与管理。
P LC 网络与计算机间的M odbus 协议通信设计与实现吴学文1,曾 凌1,张晓裕2,贾良武2(1.河海大学计算机及信息工程学院,江苏南京 210098;2.巢湖市裕溪闸管理处,安徽巢湖 238271)摘要:以TSX Neza 系列P LC 为例,介绍了在Delphi 6.0中使用MSC omm 控件实现上位PC 与P LC 网络间的串行通信。
讨论了M odbus 通信协议和MSC omm 控件的特点、属性设置、事件响应。
结合分布式水闸群监控系统介绍了通信软件的设计方法。
关键词:M odbus 协议;串行通信;P LC ;Delphi 6.0;MSC omm 控件;CRC 中图分类号:TP393.04 文献标识码:ADesign and R ealization o f Modbus P rotocol C ommu nication B etw een C omputer and P LC 2NETW U Xue 2wen 1,ZE NGLing 1,ZH ANG X iao 2yu 2,J I A Liang 2wu 2(1.C ollege of C om puter &In formation Engineering ,H ohai Univ.,Nanjing 210098,China ;2.Management Bureau of Y uxi S luice ,Chaohu 238271,China )Abstract :This paper introduces the technology of serial communication between the com puter and P LC 2NET by using MSC omm in Delphi 6.0,discusses the M odbus communication protocol and the properties ’setting and event ’s response of MSC omm ,and taking a multipur 2pose sluice project for exam ple ,explains the design method of the communication s oftware.K ey w ords :M odbus protocol ;serial communication ;P LC ;Delphi 6.0;MSC omm ,CRC0 引 言随着计算机和网络通信技术的发展,现代工业监控系统及其它过程监控系统大多采用分布式监控方式。
作为现代工业自动化三大支柱之一的可编程控制器(P LC ),在分布式监控系统中被作为下位机广泛应用于监控现场。
工业控制计算机(IPC )具有强大的数据处理功能、丰富的人机界面和灵活的通信方式而被用作系统上位监控管理机。
上位IPC 通常采用基本而又灵活方便的串行通信方式与下位P LC 进行通信,实现对监控现场的调度管理。
本文结合水闸群远程监控系统介绍在Delphi 6.0中用MSC omm 控件实现上位PC 与下位TSX Neza P LC 之间基于M odbus 协议的串行通信。
1 系统通信结构水利枢纽中的闸门群监控系统具有分布式特点,通常采用分布式控制方式。
本系统上位机采用ICS 工业控制计算机,现场下位机采用TSX Neza P LC 小型可编程控制器,其中每台P LC 独立控制各个闸门。
现场P LC 采用M odbus 协议组成P LC 控制网络与上位机串行通信,接收监控指令,并返回现场工情信息。
上位PC 机通过与下位P LC 进行主从式通信,实现对闸门的远程监控和调度管理。
如图1所示。
计算机与现代化 2005年第11期J IS UAN J I Y U XI ANDAIH UA总第123期2 Modbus协议简介[1]M odbus通信协议是工业控制网络中用于对自控设备进行访问控制的主/从(Master/Slave)式通信协议,由M odicon公司开发,在工业控制中得到广泛应用。
它有以下特点[2~3]:物理界面符合EI A-485规范;组成主从访问的单主控制网络;通过简单的通信报文完成对从节点的读写操作;通信速率可达19.2kbps;在主节点轮询即逐一单独访问从节点时,要求从节点返回一个应答信息;主节点也可以对网段上所有的从节点进行广播通信。
M odbus通信协议具有两种报文帧格式:ASCⅡ和RT U(rem ote terminal unit)报文帧格式。
本系统采用RT U报文格式,如表1所示,其中T表示一个字符的发送时间。
该报文以4个T的空闲时间标志报文的开始和结束,中间包括地址域、功能域、数据域和CRC 校验域。
表1 Modbus通信协议的RTU报文格式前导标志码地址域功能域数据域校验域结束码T12T22T32T48位8位n个8位16位T12T22T32T4 M odbus通信协议定义了在这些网络上连续传输的报文帧的每一位,定义了怎样将数据打包成报文帧以及如何解码。
(1)地址域:地址域为被查询的从节点的地址,它所表示的从节点的有效地址范围是0~247,其中0表示广播地址。
(2)功能域:8位功能域的有效编码为1~FFH,用于说明从节点要完成的功能。
例如功能编码的03H为读寄存器(内部字变数),用于读取从节点的一组连续寄存器的值;10H为重置多个寄存器,用于设置从节点的一组连续的寄存器的值等。
(3)数据域:响应数据域包括本帧数据域的字节数量和数据字节,这些数据可以是I/O值、状态数据或其它测量控制信息。
(4)校验域:在M odbus通信协议中的帧校验通常采用CRC 循环冗余校验。
整个信息帧以连续的数据比特流进行传输, CRC校验从地址域开始对报文帧的所有数据进行校验。
此协议决定了每个从节点控制器需要知道各自不同的设备地址,识别主节点按地址发来的消息,决定要产生何种行动。
主设备可单独和从设备通信,也能以广播方式和所有从设备通信。
如果单独通信,从设备返回一消息作为响应,如果是以广播方式通信的,则不作任何响应。
3 上位机与PLC的串行通信3.1 P LC的串行通信系统从站点P LC选用M odicon公司的TSX Neza 小型可编程控制器[4],配置为:本体模块TSX08C D08R6A、I/O扩展模块TSX08E D12R8、人机界面H MI TSX08H04M。
其优点是选用的本体模块具有2路通信端口,1路RS232端口用于H MI通信或调试时的编程埠,1路RS485扩展端口直接支持Modbus通信协议。
编程采用M odicon的P L707WI N编程软件。
P L707WI N编程软件是一个图形开发环境,具有中文版Windows界面,通过它可以方便直观地编写和调试TSX Neza P LC的应用程序。
Neza P LC的扩展RS485终端口,可以使用编程软件的“扩展端口”菜单功能进行P LC从站通信参数配置,如图2所示。
其中,各个从站的Slave地址选择范围是1~247,从站的波特率、数据位、校验、停止位等通信参数必须和主站的设置相同,见图2。
图2 从站PC L1通信端口参数配置表2 P LC内部字地址分配及数据特性P LC内部字地址(%MW)数据特性P LC→上位机%MW0000启闭机运行状态信息%MW0001启闭机故障状态信息%MW0002当前闸门开度上位机→P LC%MW0003闸门控制命令%MW0004给定闸门开度上位机→P LC广播%MW0005水闸上游水位%MW0006水闸下游水位 P LC与上位机基于M odbus协议进行通信,通过读写P LC内部字变量(寄存器)来实现数据交换的,其内部字变量地址分配及数据特性见表2,数据的具体功能定义从略。
上位计算机集成了水位遥测系统,通过广播把采集的水位值送到各P LC的H MI显示。
3.2 上位机的串行通信上位机的监控软件开发平台为Delphi6.0。
用85计 算 机 与 现 代 化2005年第11期Delphi开发串口通信软件一般有三种方法:一是利用Windows的通信API函数;二是利用第三方提供的通信用动态连接库;三是采用Micros oft的MSC omm控件。
考虑到与下位P LC的串行通信比较简单,通信过程中并没有涉及到复杂的底层操作,本系统选用Micros oft的MSC omm控件来设计通信软件。
MSC omm 控件是VB中的OCX控件,在Delphi6.0中使用时首先要对其进行注册。
通过选择菜单“C om ponent”→“im port active control”,在“Im port ActiveX”页内选择“Micros oft C omm C ontrol”,点击“Install”安装,即可将其添加到Delphi中使用。
MSC omm控件的主要属性及事件有:C ommP ort:设置或返回串行端口号,缺省值1。
Settings:设置或返回串口通信参数,格式为“波特率,奇偶校验位,数据位,停止位”。
例如:MSC omm1.Settings:=′9600, o/e,8,1′。
P ortOpen:打开或关闭串行端口,格式为MSC omm1.P or2 tOpen:={T rue|False}。
InBu fferS ize:设置或返回接收缓冲区的大小,缺省值为1024字节。
InBu fferC ount:返回接收缓冲区内等待读取的字节数,可通过设置该属性为0来清空接收缓冲区。
RThreshold:,它确定当接收缓冲区内的字节个数达到或超过该值后就产生代码为C ommEvReceive的OnC omm事件。
ST hresh old:该属性为一阀值,它确定当发送缓冲区内的字节个数少于该值后就产生代码为C om mE vS end的OnC om m事件。
InputLen:设置或返回接收缓冲区内用Input读入的字节数,设置该属性为0表示Input读取整个缓冲区的内容。
Input:从接收缓冲区读取一串字符。
OutBu fferS ize:设置或返回发送缓冲区的大小,缺省值为512字节。