ASME 第V卷《无损检测》
ASME(泄漏检测)

ASME锅炉及压力容器规国际性规Ⅴ无损检测2004版泄漏检测前言“ASME 锅炉及压力容器规”是美国机械工程师协会于1911年成立的锅炉及压力容器委员会所制定的,目的在于提供控制设计、制造和检测等质量的有关规则。
这些规则平衡了用户、制造商和检测师的要求,并为锅炉和压力容器在使用中保留了一定的安全裕度,为防止破损和对生命财产安全提供合理可靠的保证。
一、第Ⅴ卷容第Ⅴ卷分为A、B两个分卷。
A分卷无损检测方法第1章通用要求第2章射线照相检测第3章金属铸件的射线照相检测第4章在役检查的超声检测方法第5章材料和制造的超声检测方法第6章液体渗透检测第7章磁粉检测第8章管材制品的涡流检测第9章目视检测第10章泄漏检测第11章纤维—增强环氧树脂容器声发射检测第12章加压试验时金属容器的声发射检测二、第1章通用要求注:通用要求即是对第2章~12章都适用的要求。
T—110 适用围注:本章所包含的无损检测是其它规篇章或参照文件特别提到和要求引用的方法和规要求。
这些无损检测方法是:(1)射线照相检测(2)超声波检测(3)液体渗透检测(4)磁粉检测(5)涡流检测(6)目视检测(7)泄漏检测(8)声发射检测以上这些无损检测方法用于检测的对象是:材料、焊缝和加工零部件的表面和在的瑕疵(或叫缺陷)。
T—120 总则注:从10个方面提出了A(或B)分卷的使用原则和有关规定。
T—130 设备注:规无损检测单位和无损检测人员应负责保证使用本规要求的检验设备。
T—150 规程(a)本规所涉及的无损检验方法在正常情况下对制造过程中遇到的大部分几何形状和材料都是适用的。
(b) 当本《规》的其它篇章要求按本篇章规定进行检验时,制造厂、生产厂或安装厂有责任按规有关卷的要求制定出无损检验规程及人员资格鉴定规程。
(c)当本规的有关篇章提出要求时,所有按本篇进行无损检验都必须按照书面的规程执行。
注:《规》是指“ASME 锅炉及压力容器规”。
T—160 校验(a)制造厂、制造商、安装单位应保证所有设备按A分卷和/或B分卷要求进行校验。
ASME 第V卷《无损检测》
ASME 2010 第V卷《无损检测》新内容美国机械工程师学会(ASME)于2010年7月1日发布的最新版ASME第V卷《无损检测》,增添的新内容大多是围绕焊缝超声检测(UT)展开的,可见UT方法中隐含着大量鲜活的科技新信息新技能,无一不与当今高速发展的计算机技术息息相关。
充分熟悉新版新内容,熟练掌握新技能新要求,为承压设备制造质量提供安全可靠和高效的检测数据,是当今无损检测人员与时俱进,接受时代挑战的重要使命。
以下先介绍新版ASME有关承压设备无损检测的一般新内容,而后重点介绍有关超声检测新技术的新规定新要求。
1 一般要求(第一章)检测结果评定(T-180)指出:ASME第V卷中各种无损检测方法所提供的验收标准,应符合相关卷的要求,并优先采用相关卷的规定。
2 焊缝超声检测(第四章)2.1 概述(T-420)指出:本章“焊缝超声检测方法”要求应与第V卷第一章“一般要求”并驾齐驱,这是指以下四方面的内容:(1)粗晶焊缝UT的特殊要求,按T-451。
(2)计算机成像技术(简称CITs)的特殊要求,按T-452。
(3)TOFD(超声衍射时差)技术,按本章强制性附录Ⅲ。
(4)相控阵手工光栅式扫查技术,按本章强制性附录Ⅳ。
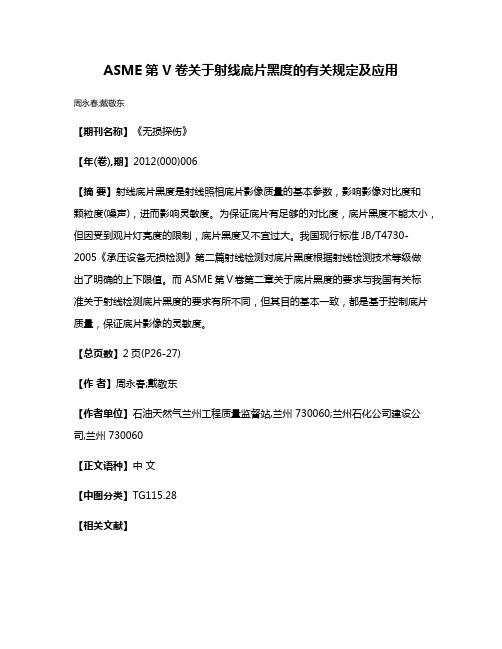
2.2 试块曲率(T-434.1.7)有三点要求:(1)工件直径D>500mm时,可用平面状基本校验试块。
(2)工件直径D≤500mm时,应使用曲面试块。
一个曲面试块可用于检测0.9-1.5倍直径的范围。
例如,D = 200mm的曲面试块,可用于校验D=180-300mm的曲面范围。
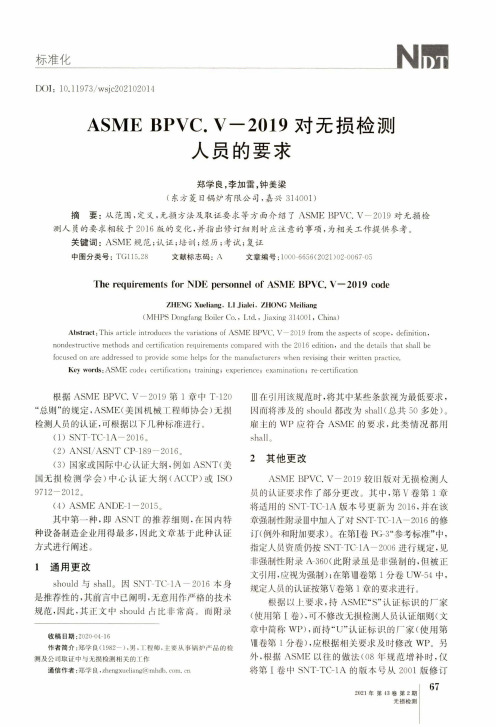
D=24-500mm的曲面范围,则需6种曲面试块(见图1)。
(3)管子校验试块:检测管焊缝时,基本校验试块的结构和反射体应按图2;曲率要求与上述(2)同。
试块尺寸与反射体位置应适合于所用斜探头校验。
500375250125125250375500333200120724326233967108180300500工件曲面直径/ mm试块曲面直径/ m mAM NA :基本校验试块M :0.9 倍限值线N :1.5 倍限值线图1 试块-工件曲面比限值弧长标称壁厚T堆焊层(如有则加)﹡线槽离试块边缘或线槽与线槽间距不得小于壁厚T 或25mm (取两者中较大值)。
ASME无损检测控制(NDE)

第8章无损检测的控制共3页第1页发布日期8 无损检验8.1 总则8.1.1 本章叙述无损检验人员的资格要求、检验责任、规范产品无损检验操作规程的编制与实施等控制程序。
8.1.2有关ASME规范仅有RT、UT、MT和PT无损检测方法被采用。
在承担压力管道制造前,由AI对需要压力管道检验的有关VT无损检验人员,将进行培训、考核和审查核实。
8.2 培训实施计划8.2.1 质检部主任负责编制无损检验人员培训实施大纲。
按照ASME规范和以SN-TC-IA(最新版的规范)为准,对无损检验人员培训、资格评定。
实施大纲要质保工程师由审核,由总经理批准,由AI认可。
8.3无损检验III级人员的资格证明8.3.1 质检部主任要按批准和认可的无损人员培训资格鉴定签发证书大纲,推荐合适III级水平的无损检验人员。
应试人员要考虑其经验,受教育情况,资历和实际能力表现。
指定一位有证的无损检验III级员对 III级水平的应试人员,以基础检验、方法检验和特殊检验进行测评。
III级人员的考试的管理和考评要由质检部主任执行。
8.3.2 III级无损检验人员的应试通过后,“无损检验人员资格评定记录”(样表NO.8-1)要由总经理签署后发出,以证明其达到无损检验III级水平。
8.3.3 无损检验III级水平证明,具有五年有效期,期满后,可以重新考试和重新发证,要由总经理批准。
8.4 无损检验I、II级证明8.4.1 无损检验III级人员要负责对无损检验I、II级人员的培训和考试。
质检部主任要按无损检验III级人员的汇报的培训和考试结果,指定无损检验的I、II级人员。
I、II级人员的资格证明要由质保工程师签署。
8.4.2 无损检验III级人员和I、II级人员资格证明、培训资格要求连同考试卷,要在质检部门存档,并由无损III级人员负责保管。
第8章无损检测的控制共3页第2页发布日期8.4.3 无损检验I、II级人员的资格有效期为三年。
期满后,可以再申请接受III级人员的培训和资格评定,由总经理批准。
ASME 压力管道规范B31.1领会要点
ASME 压力管道规范B31.1-2004版《动力管道》采标及领会要点ASME 第Ⅰ卷《动力锅炉建造规则》采标提示:基本范围:本卷对动力锅炉、电热锅炉和小型锅炉、固定式高温热水锅炉以及用于机车、移动作业和牵引作业的动力锅炉的全部制造过程提出要求。
另外,还包括V、A、M、PP、S和E规范标志钢印的使用规则。
本规范适用于压力大于15psig的蒸汽锅炉以及工作压力超过160psig和/或工作温度超过250°F的高温热水锅炉。
过热器、节热器和其他不经阀门而直接连接在锅炉上的压力部件均属于本规范的适用范围。
内容:上述要求适用于焊接锅炉;铆接锅炉(仅作参考);水管锅炉;火管锅炉;给水加热器、小型锅炉;电热锅炉;有机液体汽化器。
参照的锅炉与压力容器规范:ASME 第Ⅱ卷《材料》;第Ⅳ卷《供热锅炉》;第Ⅴ卷《无损检测》;第Ⅶ卷《推荐的动力锅炉保养指南》;第Ⅷ卷《压力容器》第1册;第Ⅸ卷《焊接和钎焊资格鉴定》。
引用的标准与规范:ASME B1.20.1《通用管螺纹》;B16系列标准阀门、法兰、接头和垫圈(B16.1、B16.3、B16.4、B16.5、B16.9、B16.11、B16.15、B16.20、B16.24、B16.25、B16.28、B16.34、B16.42);;B36.10《焊接钢管和无缝钢管》;B31.1《动力管道》;PTC25《减压装置》;QAI-1《授权检验资质鉴定》。
ASME压力管道规范B31.1《动力管道》采标及领会要点解析引言ASME B31.1是全球普遍认可的动力管道标准,是在ASME B31压力管道规范委员会指导下制订的。
管道标准分两大类,一类是管道系统标准,有B31.1~B31.33,常用的为B31.1、B31.2、B31.3、 B31.4 、B31.5、B31.8;另一类为管道组件标准,包括法兰、垫片、紧固件、阀门、接头等,从B16.1~ B16.49近50个标准。
B31.1动力管道:基于典型的发电站、工业和公共设施电厂、地热系统以及集中及区域供热和冷却系统的管道。
ASME锅炉与压力容器标准及执行

ASME锅炉与压力容器标准及执行一、ASME锅炉与压力容器标准化委员会及其制定的标准历史上,第一个ASME锅炉与压力容器标准化委员会有7个成员,都是有关方面的专家:1位锅炉保险工程师,1位材料生产厂的代表,2位锅炉制造厂的代表,2位工程方面的教授,以及1位顾问工程师。
委员会还得到一个由代表锅炉的设计、建造、安装和运行各方面的18位工程师组成的咨询委员会的协助。
在全面研究了马萨诸塞州和俄亥俄州的法规以及其他有用的资料之后,该委员会在1913年制定了一个初步报告,并复印了2 000份,分发给机械工程的教授、锅炉保险公司的工程部门、州和市锅炉检查部门的主任检查员、蒸汽锅炉制造厂、工程杂志的主编以及其他与蒸汽锅炉的建造和运行有关的各方面人员,要求他们对所建议的规范(标准)提出修改或补充意见。
经历了3年时间,召开了无数讨论会和公开意见听证会,现在称1914年版本的第一份(ASME规范工)“固定式锅炉的建造和许用工作压力规范”的最终文本问世了,于1915年春季开始贯彻执行。
ASMEI 第二版是在1940年发布的,此后该规范每3年修订一次,每半年(夏、冬二季)发布一次“增补”,直到1986年的第十九次版起将“增补”改为每年一次,现行的ASME锅炉与压力容器规范是2001年的第23版。
ASME规范是控制锅炉与压力容器在设计、制造、检查等方面安全标准。
ASME锅炉与压力容器委员会现在各级部门共有900多人,委员会每年举行四次会议,这些委员均代表他们个人而不代表他们所在的公司。
其主要职责就是建立锅炉与压力容器设计、制造、检查的安全规范(标准),并对有关规范(标准)进行解释。
现行的ASME锅炉与压力容器标准化委员会机构设置如图(5—7)。
秘书—ASME锅炉与压力容器委员会的秘书是工作人员。
总务委员会——是ASME锅炉与压力容器委员会的正式委员会,约有30名成员,由制造厂商、用户、供货厂商、咨询工程师、保险公司以及州(或省)和联邦政府机构的代表组成。
国内外超声检测标准关于对比试块声学性能规定的比较

(4)对如何判定声学性能相同或相近似未作明确规定,如RCC-M 规范、NF A 04-308等。
在规范性附录F 中规定,焊缝超声检测时,对碳钢和低合金钢板材的材质衰减,在频率低于3MHz、声程不超过300mm 时,或者衰减系数小于0.01dB/mm 时可以不计;声程较大或材质衰减系数超过0.01dB/mm,在确定缺陷反射波幅时,应考虑材质衰减修正,规定了横波超声材质衰减的测量和传输损失差的测定。
横波声速也可以根据图1测定的纵波声速按式(3)计算:
3.2 材质衰减系数的测定
对比试块和被检工件材质衰减系数α,一般可采用二次(或多次)底波与一次底波高度分贝差值ΔN 进行计算:
式中:ΔNg 为材质衰减引起的分贝差值;ΔNe 为声束扩散引起的分贝差值;ΔNd 为检测面曲率半径和粗糙度的分贝差值,即传输损失。
第四种规定不明确,没有具体的参数和指标,不同的人有不同的理解,而且差异很大,实际执行中偏差幅度大,甚至难以执行。
2.2 表征材料声学性能的声学参数
材料声学性能是个物理概念,必须用可量化的声学参数描述,才可以判断两种材料的声学性能是否相同或相近似。超声检测对比试块所有用途可以归结为对反射体的定位和定量,影响定位准确性的是材料的声速,影响定量准确性的是材料的超声衰减;因此,笔者认为在超声检测中,用声速和超声衰减表征材料的声学性能是比较合适的。对文中所列举的国内外超声检测标准关于判定对比试块和被检件声学性能相近似的规定,笔者认为NB/T 20003.2—2010标准中第3 条采用声速、声阻抗和衰减系数的相差值作为判据是比较合理的。但是,NB/T 20003.2—2010标准中没有规定声速、声阻抗和衰减系数三参数具体测试方法和评价方法。
ASME规范第Ⅴ卷《无损检测》2007版综述

ASME规范第Ⅴ卷《无损检测》2007版综述-转载自ASME in China,希望对大家学习新规范有所帮助,但部分内容缺失,没有办法,ASME in China登的时候就没有的。
-------------ASME规范第V卷《无损检测》2007版综述(节选)Summarization for ASME Code Section V ”NDE”2007 Edition张国城ZHANG Guocheng上海电站辅机厂Shanghai Power Station Complementing Machine Factory内容提要:本文论述ASME规范第V卷无损检测2007版十年来的修改趋势和内容。
从中领会ASME规范在锅炉及压力容器领域中的重要性。
This paper describes the tendency and information of section V 2007 edition revisions in decade.From this you can understand the importance of ASME Code in boiler and pressur e vessel area.关键词:无损检测、射线照相检验、超声波检验、磁粉检验、液体渗透检验、涡流检验、检验系统鉴定、美国机械工程师学会、美国无损检测学会。
NDE、RT、UT、MT、PT、ET、Examination System Qualification、ASME、ASNT1. 前言ASME锅炉及压力容器规范自引进我国制造行业以来,一直发挥着非常重要作用。
世界各国来我国采购锅炉及压力容器一般都接受ASME规范。
ASME规范每三年更换一次版本,其余两年中每年有增补和修改,其程序都很严密。
因此可以说ASME规范在动态中不断进步,近十年来ASME规范第V卷《无损检测》作了非常重大的修改,并增添了许多实用的技术,推动着科技进步。
ASME-第V卷《无损检测》

ASME 2010 第V卷《无损检测》新内容美国机械工程师学会(ASME)于2010年7月1日发布的最新版ASME第V卷《无损检测》,增添的新内容大多是围绕焊缝超声检测(UT)展开的,可见UT方法中隐含着大量鲜活的科技新信息新技能,无一不与当今高速发展的计算机技术息息相关。
充分熟悉新版新内容,熟练掌握新技能新要求,为承压设备制造质量提供安全可靠和高效的检测数据,是当今无损检测人员与时俱进,接受时代挑战的重要使命。
以下先介绍新版ASME有关承压设备无损检测的一般新内容,而后重点介绍有关超声检测新技术的新规定新要求。
1 一般要求(第一章)检测结果评定(T-180)指出:ASME第V卷中各种无损检测方法所提供的验收标准,应符合相关卷的要求,并优先采用相关卷的规定。
2 焊缝超声检测(第四章)2.1 概述(T-420)指出:本章“焊缝超声检测方法”要求应与第V卷第一章“一般要求”并驾齐驱,这是指以下四方面的内容:(1)粗晶焊缝UT的特殊要求,按T-451。
(2)计算机成像技术(简称CITs)的特殊要求,按T-452。
(3)TOFD(超声衍射时差)技术,按本章强制性附录Ⅲ。
(4)相控阵手工光栅式扫查技术,按本章强制性附录Ⅳ。
2.2 试块曲率(T-434.1.7)有三点要求:(1)工件直径D>500mm时,可用平面状基本校验试块。
(2)工件直径D≤500mm时,应使用曲面试块。
一个曲面试块可用于检测0.9-1.5倍直径的范围。
例如,D = 200mm的曲面试块,可用于校验D=180-300mm的曲面范围。
D=24-500mm的曲面范围,则需6种曲面试块(见图1)。
(3)管子校验试块:检测管焊缝时,基本校验试块的结构和反射体应按图2;曲率要求与上述(2)同。
试块尺寸与反射体位置应适合于所用斜探头校验。
500375250125125250375500333200120724326233967108180300500工件曲面直径/ mm试块曲面直径/ m mAM NA :基本校验试块M :0.9 倍限值线N :1.5 倍限值线图1 试块-工件曲面比限值弧长标称壁厚T堆焊层(如有则加)﹡线槽离试块边缘或线槽与线槽间距不得小于壁厚T 或25mm (取两者中较大值)。
ASME-V无损检测目录
目录(a) 在第V卷的A分卷中叙述了其它ASME各卷提到的所使用的无损检测方法。
(b) 在第V卷B分卷中列出了已被采纳为标准的各种无损检测方法标准。
这些标准只拟作为参考,并且是非强制性的,除非在A分卷或其它各卷中特别提到要全部或部分采用。
(c) 本卷A分卷或本规范有关卷中任一章中一节涉及的范围应包括该节中所有适用的条款。
在所有情况下,提到某一节即包括该节下的所有小节及条款。
(d) 参照B分卷中某一标准时,只有当A分卷中某一章或本规范其它卷中规定时,才是强制性的。
A分卷无损检测方法第1章通用要求第2章射线照相检验第4章在役检查的超声检验方法第5章材料和制造用超声检验方法第6章液体渗透检验第7章磁粉检验第8章管材制品的涡流检测第9章目视检验第10章泄漏试验第11章纤维增强环氧树脂容器的声发射检测第12章加压试验时金屑容器的声发射检测第13章连续声发射监测B分卷第V卷应用的文件第22章射线照相检验标准SE-94 (ASTM E94-93) 射线照相检验的标准方法指南SE-747 (ASTM E747-94) 射线照相用线型像质指示器的设计、制造和材料分类的标准操作方法SE-999 (ASTM E999-95) 工业射线照相胶片处理质量控制的标准方法指南SE-1025 (ASTM E1025-98) 射线照相用孔型像质指示器(IQI)的设计、制造与材料分组的标准操作方法SE-1030 (ASTM E 1030-95) 金属铸件射线照相检验的标准试验方法SE-1079 (ASTM E 1079-97) 透射黑度计校验的标准实施细则SE-1114 [ASTM E1114-92(R1997)] 确定铱-192工业射线照相源的焦点尺寸的标准测试方法SE-1165 [ASTM E1165-92(R1996)] 用针孔成像法测量工业用X射线管的焦点尺寸的标准测试方法SE-1255 (ASTM El255-96) 射线透视检验的标准操作方法SE-1416 (ASTM El416-96) 焊件射线检验的标准测试方法SE-1647 (ASTM El647-98a) 射线透视检验法测定对比灵敏度的标准操作方法SE-1815 (ASTM E1815-96) 工业射线照相的胶片系统分类的标准试验方法第23章超声检验标准SA-388/SA-388M(ASTM A 388/A 388M-95) 大型钢锻件超声枪验标准操作方法SA-435/SA-435M [ASTM A 435/A435M-90(1996)] 钢板超声盲射波检验的标准规范SA-577/SA-577M [ASTM A 577/A 577M-90(1996)] 钢板超声斜射波检验的标准规范SA-578/SA-578M (ASTM A 578/A 578M-96) 特殊用途的普通钢板和复合钢板直射波超声检验标准规范SA-609/SA-609M [ASTM A 609/A 609M-91(1997)] 碳钢、低合金钢和马氏体不锈钢铸件超声检验标准操作方法SA-745/SA-745M (ASTMA 745/A 745M-94) 奥氏体钢锻件超声检验的标准操作方法SB-548 (ASTM B 548-90) 压力容器用铝合金板材超声检查的标准方法SE-114 (ASTM E 114-95) 接触法脉冲反射式直射波超声试验的标准操作方法SE-213 (ASTM E 213-98) 金属管材超声检查的标准操作方法SE-273 (ASTM E 273-93) 管道和管子纵向焊缝超声检验的标准操作方法SE-797 (ASTM E 797-95) 手工超声脉冲回波接触法测厚标准操作方法第24章液体渗透检验标准SD-129 (ASTM D129-95) 石油产品含硫量的标准试验方法(-般密封弹法)SD-516 (ASTM D 516-90) 水中硫酸根离子的标准试验方法SD-808 (ASTM D808-95)对新的及使用过的石油产品含氯量的标准试验方法(密封弹法) SD-1552 (ASTM D 1552-95) 石油产品中硫的标准试验方法(高温法)SE-165 (ASTM E 165-95) 液体渗透检验的标准试验方法第25章磁粉检验标准SE-709 [ASTM E 709-95(1995)] 磁粉检验的标准推荐操作方法第26章涡流检测标准SE-243 (ASTM E243-97) 钢与铜合金管电磁(涡流)检测的标准操作方法第27章泄漏试验标准SE-432 [ASTM E 432-71(1984)] 选择泄漏试验方法的标准推荐指南SE-479 [ASTM E 479-91(1996)] 泄漏试验技术条件制定的推荐指南第28章目视检验标准SD-2563 [ASTM D 2563-94] 玻璃纤维增强层压材料及其制品中目视缺陷分类标准方法第29章声发射检测标准SE-650 [ASTM E650-97] 固定压电声发射探头的标准导则SE-976 [ASIN E976-98] 确定声发射探头响应重复性的标准导则SE-1211 [ASTM El211-97] 用表面-固定声发射探头的泄漏探测和定位的标准操作方法SE-1419 [ASTM El419-96] 无缝充气的压力容器声发射检测的标准检测方法第30章无损检测标准术语汇总SE-1316 (ASTM E 1316-99) 无损检测标准术语汇总附录I 强制性附录向锅炉及压力容器委员会提出技术询问函的准备St单位制。
ASME第 V卷关于射线底片黑度的有关规定及应用
ASME第 V卷关于射线底片黑度的有关规定及应用
周永春;戴敬东
【期刊名称】《无损探伤》
【年(卷),期】2012(000)006
【摘要】射线底片黑度是射线照相底片影像质量的基本参数,影响影像对比度和
颗粒度(噪声),进而影响灵敏度。
为保证底片有足够的对比度,底片黑度不能太小,但因受到观片灯亮度的限制,底片黑度又不宜过大。
我国现行标准JB/T4730-2005《承压设备无损检测》第二篇射线检测对底片黑度根据射线检测技术等级做
出了明确的上下限值。
而 ASME第Ⅴ卷第二章关于底片黑度的要求与我国有关标
准关于射线检测底片黑度的要求有所不同,但其目的基本一致,都是基于控制底片质量,保证底片影像的灵敏度。
【总页数】2页(P26-27)
【作者】周永春;戴敬东
【作者单位】石油天然气兰州工程质量监督站,兰州 730060;兰州石化公司建设公司,兰州 730060
【正文语种】中文
【中图分类】TG115.28
【相关文献】
1.射线探伤底片黑度超标的补救方法
2.铍材X射线照相中影响底片黑度值的因素
3.射线底片黑度对缺陷检出能力的影响分析
4.小径管射线底片黑度合格率低的原因分析及改进
5.底片黑度对射线检测灵敏度的影响探究
因版权原因,仅展示原文概要,查看原文内容请购买。
ASME(泄漏检测)

ASME锅炉及压力容器规国际性规Ⅴ无损检测2004版泄漏检测前言“ASME 锅炉及压力容器规”是美国机械工程师协会于1911年成立的锅炉及压力容器委员会所制定的,目的在于提供控制设计、制造和检测等质量的有关规则。
这些规则平衡了用户、制造商和检测师的要求,并为锅炉和压力容器在使用中保留了一定的安全裕度,为防止破损和对生命财产安全提供合理可靠的保证。
一、第Ⅴ卷容第Ⅴ卷分为A、B两个分卷。
A分卷无损检测方法第1章通用要求第2章射线照相检测第3章金属铸件的射线照相检测第4章在役检查的超声检测方法第5章材料和制造的超声检测方法第6章液体渗透检测第7章磁粉检测第8章管材制品的涡流检测第9章目视检测第10章泄漏检测第11章纤维—增强环氧树脂容器声发射检测第12章加压试验时金属容器的声发射检测二、第1章通用要求注:通用要求即是对第2章~12章都适用的要求。
T—110 适用围注:本章所包含的无损检测是其它规篇章或参照文件特别提到和要求引用的方法和规要求。
这些无损检测方法是:(1)射线照相检测(2)超声波检测(3)液体渗透检测(4)磁粉检测(5)涡流检测(6)目视检测(7)泄漏检测(8)声发射检测以上这些无损检测方法用于检测的对象是:材料、焊缝和加工零部件的表面和在的瑕疵(或叫缺陷)。
T—120 总则注:从10个方面提出了A(或B)分卷的使用原则和有关规定。
T—130 设备注:规无损检测单位和无损检测人员应负责保证使用本规要求的检验设备。
T—150 规程(a)本规所涉及的无损检验方法在正常情况下对制造过程中遇到的大部分几何形状和材料都是适用的。
(b) 当本《规》的其它篇章要求按本篇章规定进行检验时,制造厂、生产厂或安装厂有责任按规有关卷的要求制定出无损检验规程及人员资格鉴定规程。
(c)当本规的有关篇章提出要求时,所有按本篇进行无损检验都必须按照书面的规程执行。
注:《规》是指“ASME 锅炉及压力容器规”。
T—160 校验(a)制造厂、制造商、安装单位应保证所有设备按A分卷和/或B分卷要求进行校验。
ASME第V卷无损检测.docx

ASME 2010第 V 卷《无损检测》新内容美国机械工程师学会( ASME)于 2010年 7 月 1 日发布的最新版ASME第 V 卷《无损检测》,增添的新内容大多是围绕焊缝超声检测(UT)展开的,可见UT 方法中隐含着大量鲜活的科技新信息新技能,无一不与当今高速发展的计算机技术息息相关。
充分熟悉新版新内容,熟练掌握新技能新要求,为承压设备制造质量提供安全可靠和高效的检测数,据是当今无损检测人员与时俱进,接受时代挑战的重要使命。
以下先介绍新版ASME 有关承压设备无损检测的一般新内容,而后重点介绍有关超声检测新技术的新规定新要求。
1一般要求(第一章)检测结果评(定T-180)指出: ASME 第 V 卷中各种无损检测方法所提供的验收标准,应符合相关卷的要求,并优先采用相关卷的规定。
2焊缝超声检测(第四章)2.1概述( T-420)指出:本章“焊缝超声检测方法”要求应与第V 卷第一章“一般要求”并驾齐驱,这是指以下四方面的内容:( 1)粗晶焊缝 UT 的特殊要求,按T-451。
( 2)计算机成像技术(简称 CITs)的特殊要求,按T-452。
( 3) TOFD(超声衍射时差)技术,按本章强制性附录Ⅲ。
( 4)相控阵手工光栅式扫查技术,按本章强制性附录Ⅳ。
2.2试块曲率( T-434.1).7有三点要求:( 1)工件直径D> 500mm时,可用平面状基本校验试块。
( 2)工件直径D≤ 500mm时,应使用曲面试块。
一个曲面试块可用于检测0.9-1.倍5直径的范围。
例如, D = 200mm的曲面试块,可用于校验D=180-300mm的曲面范围。
D=24-500mm的曲面范围,则需 6 种曲面试块(见图1)。
(3)管子校验试块:检测管焊缝时,基本校验试块的结构和反射体应按图2;曲率要求与上述( 2)同。
试块尺寸与反射体位置应适合于所用斜探头校验。
1m m /径直面曲块试233967500108180300500A:基本校验试块M: 0.9倍限值线M A N:1.5倍限值线375333N2502001251207243260125250375500工件曲面直径/ mm图1试块 -工件曲面比限值标称壁厚T弧长堆焊层(如有则)加﹡线槽离试块边缘或线槽与线槽间小得不距于壁厚T 或 25mm(取两者中较大值)。
ASME的无损检测Ⅱ级人员考题和答案

磁粉II 级规范考试试卷MT Level II Specific Examination姓名: 答卷时间: 地点:Name Time Location得分: 评卷人: 时间: Marks Examiner Date1. 采用触头法探测厚度为40mm 的焊缝时,磁化电流的选择应为: ( A )A) 4~5A/mm B) 3.6~4.4A/mm C) 6~8A/mm D) 上述均可For MT of 40mm thick material with prod technique, the magnetization current shall be :A) 4~5A/mm B) 3.6~4.4A/mm C) 6~8A/mm D) all of the above2. 采用触头法探伤,触头间距不应超过__________mm ,但小于__________mm 的触头间距通常是不适宜的。
( A )A) 200mm, 75mm B) 150mm, 75mm C) 200mm, 50mm D) 150mm, 50mmFor the prod technique, prod spacing shall not exceeds _________mm, but prod spacing of less than __________mm are usually not practical.A) 200mm, 75mm B) 150mm, 75mm C) 200mm, 50mm D) 150mm, 50mm3. 对磁轭法,直流和交流磁轭的提升力在最大磁极间距时各不得小于多少公斤? ( C )A) 直流磁轭为25kg ,交流磁轭为10kg B) 直流磁轭为10kg ,交流磁轭为2kgC) 直流磁轭为18kg ,交流磁轭为4.5kg D) 直流磁轭为100kg ,交流磁轭为50kg For yoke technique, alternating or direct current electromagnetic yokes shall have a minimum lifting power at the maximum pole spacing. They are:A) direct current electromagnetic yokes 25kg, AC yoke 10kgB) direct current electromagnetic yokes 10kg, AC yoke 2kgC) direct current electromagnetic yokes 18kg, AC yoke 4.5kgD) direct current electromagnetic yokes 100kg, AC yoke 50kg4. 采用纵向磁化时,当工件长度L 与工件外径D 之比小于4,但不小于2,则磁化安匝数应按下列哪个公式计算: ( C )A) D L /4500=⋅匝安 B) 2/35000+=⋅D L 匝安 C) D L /45000=⋅匝安 D) DL /35000=⋅匝安 For MT of parts, which L/D ratios is less than 4 but not less than 2, with longitudinal magnetization technique, the magnetizing ampere-turns shall be determined as follows: (L-the length of the part, D-the diameter of the part)A) D L turns Ampere /4500=− B) 2/35000+=−D L turns Ampere C) D L turns Ampere /45000=− D) DL turns Ampere /35000=− 5. 对外径100mm ,壁厚10mm ,长度50mm 的管状工件进行外表面纵向缺陷磁粉检测时,下列哪种磁化方法最合适? ( A )A) 轴向通电法 B) 线圈磁化法 C) 中心导体法 D) 触头法 Which magnetization technique is best suited to detect surface defects along its length for tubularproduct with outer diameter 100mm, thickness 10mm, and length 50mm.A)direct contact techniqueB)magnetization is produced by passing a current through a multiturn coilC)central conductor induced magnetization techniqueD)prod technique6. 磁场指示器:( D )A) 用作磁场强度及其分布的一种定量指示B) 仅仅反映了零件试验区域表面上的磁场强度和方向C) 用作零件磁化是否合适及指示磁化方向的一种方便但是粗略的核查D) 以上B和CMagnetic particle field indicator:A) is intended as a quantitative indicator of field strength or distributionB) reflects only field strength and direction at the surface and in the area of the part under testC) may be used as a convenient rough check of the adequacy and direction of part magnetizationD) b and c7. 荧光磁粉磁悬液浓度为:( B )A) 0.5~1ml/100ml B) 0.1~0.5ml/100ml C) 0.1~0.5ml/100ml D) 0.2~1ml/100mlConcentration of fluorescent magnetic particle suspensions is:A) 0.5~1ml/100ml B) 0.1~0.5ml/100ml C) 0.1~0.5ml/100ml D) 0.2~1ml/100ml8. 进行荧光磁粉检验时,被检物体表面处的黑光强度在用适当的黑光计测定时应不小于:( B )A) 2000μW/cm2 B) 1000μW/cm2C) 800μW/cm2D) 500μW/cm2When measured with a suitable black-light meter, the black light intensity at the examination surface should not be less than:A) 2000μW/cm2 B) 1000μW/cm2C) 800μW/cm2D) 500μW/cm29. 按照规程CXZJ-NDE07-04,磁粉检验前,被检区域和邻近区域至少范围内必须干燥并且不得有任何灰尘、油脂、纤维、氧化皮、焊渣、飞溅、油或其它会影响检验的外来物质。
ASME BPVC.V-2019对无损检测人员的要求
标准化DOI : 10.11973/wsjc 202102014A S M EB P VC . V — 2019对无损检测人员的要求郑学良,李加雷,钟美梁(东方菱日锅炉有限公司,嘉兴314001)摘要:从范围,定义,无损方法及取证要求等方面介绍了 ASME BPVC . V —2019对无损检 测人员的要求相较于2016版的变化,并指出修订细则时应注意的事项,为相关工作提供参考。
关键词:A SM E 规范;认证;培训;经历;考试;复证中图分类号:T G 115.28文献标志码:A文章编号:1000-6656(2021)02-0067-05The requirements for NDE personnel of ASME BPVC. V —2019 codeZHENG Xu eliang. LI Jialei. /HONG M eilian g(M H P S Dongfang Boiler Co_,L td.,Jiaxing 314001,China)Abstract :This article introduces the variations of A S M E BPV C. V —2019 from the aspects of scope, definition,nondevStructive methods and certification requirements compared with the 2016 edition, and the details that shall be focused on are addressed to provide some helps for the manufacturers when revising their written practice.Key w ords : A S M E code ; certification ; training ; experience ; exam ination ; re-certification根据 ASME BPVC . V — 2019 第 1 章中丁-120 “总则”的规定,ASM E (美国机械工程师协会)无损 检测人员的认证,可根据以下几种标准进行。
ASME 第Ⅴ卷 无损检测目录

附录Ⅰ活动射线照相法(15)
附录Ⅱ实时射线透视检验法(17)
附录Ⅲ射线照相法及射线透视法的数字成像、显示和贮存(19)
附录Ⅳ对用数字成像和显示处理法所得的射线照相和射线透视检查试验结果的解释、评定和处理(21)
附录Ⅴ射线照相检验术语汇总(23)
附录Ⅵ中子射线照相法的数字成像、显示、解释和贮存(25)
T-1533ACFMT校验试块(253)
表
T-1522ACFMT检验规程的要求(252)
第16章漏磁检验(MFL)(256)
T-1610适用范围(256)
T-1620通则(256)
T-1630设备(257)
T-1640要求(257)
T-1650校验(257)
T-1660检验(257)
T-1670评定(257)
T-1142(c)(1)(b)真空容器加压程序(195)
T-1142(c)(1)(c)试验计算法——气压容器流程图(196)
T-1142(c)(2)(a)压力容器加压程序(197)
T-1142(c)(2)(b)试验计算法——压力容器流程图(198)
表
T-1121检测前即时减少操作压力值的要求(192)
T-420通用要求(45)
T-430设备器材(45)
T-440其他要求(49)
T-450技术(49)
T-460校验(49)
T-470检验(51)
T-480评定(52)
T-490文件资料(53)
图
T-434.1.7.2曲面比值范围(47)
T-434.2.1非管焊缝校验试块(47)
T-434.3管焊缝校验试块(48)
T-1181评价标准(196)
强制性附录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME 2010 第V卷《无损检测》新内容美国机械工程师学会(ASME)于2010年7月1日发布的最新版 ASME第V卷《无损检测》,增添的新内容大多是围绕焊缝超声检测(UT)展开的,可见UT方法中隐含着大量鲜活的科技新信息新技能,无一不与当今高速发展的计算机技术息息相关。
充分熟悉新版新内容,熟练掌握新技能新要求,为承压设备制造质量提供安全可靠和高效的检测数据,是当今无损检测人员与时俱进,接受时代挑战的重要使命。
以下先介绍新版ASME有关承压设备无损检测的一般新内容,而后重点介绍有关超声检测新技术的新规定新要求。
1 一般要求(第一章)检测结果评定(T-180)指出:ASME第V卷中各种无损检测方法所提供的验收标准,应符合相关卷的要求,并优先采用相关卷的规定。
2 焊缝超声检测(第四章)2.1 概述(T-420)指出:本章“焊缝超声检测方法”要求应与第V卷第一章“一般要求”并驾齐驱,这是指以下四方面的内容:(1)粗晶焊缝UT的特殊要求,按T-451。
(2)计算机成像技术(简称CITs)的特殊要求,按T-452。
(3)TOFD(超声衍射时差)技术,按本章强制性附录Ⅲ。
(4)相控阵手工光栅式扫查技术,按本章强制性附录Ⅳ。
2.2 试块曲率(T-434.1.7)有三点要求:(1)工件直径D>500mm时,可用平面状基本校验试块。
(2)工件直径D≤500mm时,应使用曲面试块。
一个曲面试块可用于检测0.9-1.5倍直径的范围。
例如,D = 200mm的曲面试块,可用于校验D=180-300mm的曲面范围。
D=24-500mm 的曲面范围,则需6种曲面试块(见图1)。
(3)管子校验试块:检测管焊缝时,基本校验试块的结构和反射体应按图2;曲率要求与上述(2)同。
试块尺寸与反射体位置应适合于所用斜探头校验。
500375250125125250375500333200120724326233967108180300500工件曲面直径/ mm试块曲面直径/ m mAM NA :基本校验试块M :0.9 倍限值线N :1.5 倍限值线图1 试块-工件曲面比限值弧长标称壁厚T堆焊层(如有则加)﹡线槽离试块边缘或线槽与线槽间距不得小于壁厚T 或25mm (取两者中较大值)。
注:(a )试块长L 最小应为200mm 或8T (取两者中较大值)。
(b )外径Do ≤100mm 时,试块弧长最小应为270°;Do >100mm 时,试块弧长最小应为200mm 或3T (取两者中较大值)。
(c )槽深最小应为8 %T ,最大11%T 。
有堆焊层时,试块堆焊层侧的槽深,应加上堆焊层厚度(即槽深最小为8%T+ CT ,最大为11%T+ CT )。
(d )槽宽最大值并不很严。
线槽可用电火花加工,或R≤3mm 的端铣削。
(e )槽长应足以为校验提供3:1的信噪比。
图2 管子UT 基本校验试块2.3 粗晶焊缝(T-451)概述中提到的粗晶焊缝是指高合金钢和高镍合金焊缝,碳钢和高合金钢、高镍合金之间的异种金属焊缝,其超声检测通常要比铁素体钢焊缝难度大。
超声检测的难度是由粗晶结构和各向异性结构引起的;这样的结构特征会使超声波在各晶界面上的反射、折射和衰减,明显不同,也会使晶粒内的声速发生变化。
对粗晶焊缝,通常用纵波斜声束进行UT。
探测前,要制作焊接试板,在焊缝金属中设置参考反射体,用单晶或双晶纵波斜探头进行验证演示操作。
2.4 计算机成像技术(T-452)指出:计算机成像技术(CITs)的主要贡献,在于用于缺陷表征分析评价时的有效性。
但CITs也可用于进行探伤所需要的基本扫查动作。
用计算机处理的数据分析和显示技术,可与自动或半自动扫查机构联用,以获得缺陷的两维和三维图像,从而强化重要工件或结构件的检测能力。
计算机处理可用于定量评价用超声波或其它无损检测方法检出的缺陷类型、尺寸、形状、位置和方向。
有关可使用的一些计算机成像技术(包括合成孔聚焦法——即SAFT法、线合成孔聚焦法——即L-SAFT法、宽带全息照相法、相控阵法、TOFD法、自动取样成像法),可参阅相关非强制性附录E。
2.5 焊缝距离波幅法(T-472)有关卷规定用距离波幅法检测和评价焊缝时,应使用1个斜探头在焊缝轴线的平行方向和横切方向对焊接接头进行扫查(至少4向扫查)。
斜探头探伤前,先用直探头在焊缝两侧对斜声束要通过的母材区域,进行检测,以发现有可能妨碍斜探头声束检测焊缝缺陷。
非强制性附录I 提供了用多种角度的斜探头探伤法。
2.6 文档资料(T-490)拒收缺陷(T-491.1)对拒收缺陷应做出记录。
记录内容至少应包括:缺陷性质(即指明是裂纹、未熔合、夹渣等)、位置和范围(指长度)。
非强制性附录D和K给出了斜探头和直探头探伤的一般记录的示例。
指明也可采用其它方法。
3 TOFD技术(强制性附录Ⅲ)3.1 TOFD对比试块TOFD检测灵敏度调整用的对比试块见图3和图4。
图3是厚度不分区检测用的对比试块,至少设置2个横孔,横孔深度位置分别为T/4和3T/4。
图4是厚度一分为二、作二分区检测用的对比试块,每一分区,在分区厚度1/4和3/4处,均分别设置横孔。
对对比试块,只规定试块厚度范围和横孔深度位置,未规定试块长宽和孔位两维具体尺寸,但指出:试块长宽尺寸和横孔位置,要适合于所用探头声束角度的灵敏度调整。
T3T /4T /4堆焊层(如有则加)壁厚/mm 孔径/mm≤25 2.5>50~100 5 >1006图3 厚度不分区TOFD 对比试块TT 1/43T 1/4T 2/43T 2/4T 1 上区T 2下区堆焊层(如有则加)图4 厚度二分区TOFD 对比试块3.2 缺陷定量和评定有缺陷测高要求时,仪器和系统按有关规定(Ⅲ-463)校验后,将TOFD 探头对放在校验试块上,根据试块底面反射信号图像位置判读的深度偏差,应不大于实际厚度±1mm 。
用深度分区的TOFD 检测,若试块底面反射信号图像不显示,或难以分辨时,也可使用试块中的横孔或其它已知深度的参考反射体,根据其信号图像位置,判读深度偏差。
有关缺陷定量和评定的附加信息,详见非强制性附录L 和N 。
注意,只有当所有显示参数调整(即对比度、亮度、直通波和底波移除、SAFT 处理等)完成后,才能进行最终评定。
3.3 TOFD检测一般要求(非强制性附录O)2010版增补了一份很重要的非强制性附录O ——有关TOFD法的一般检测要求,详述了TOFD法的探头参数(频率、晶片尺寸、角度)的选定,给出了薄板、中厚板、厚板TOFD 检测中探头对的探测布置和声束示踪图(4张图),交代了厚度分区扫查的通道设定数和声束交叉位置等要素要领要点。
这些内容与非强制性附录N所提供的32张有关TOFD显示图的评定,一起构成承压设备TOFD焊缝检测的最大亮点——最关键的技术。
所有TOFD检测人员,必须习之而谙熟于心,驭之而得心应手。
(1)探头参数用TOFD法检测铁素体焊缝时,不同厚度范围适用的TOFD探头参数见表1和表2。
(2)探测布置当厚度达到75mm以上时,单一探头的声束扩散不大可能产生足够的声强来很好检测整个被检区域。
因此,被检厚度应分成若干层区,进行分层检测。
厚度分区数与声束交叉位置的一般设定导则见表3;厚度分区的TOFD探测布置和声束示踪图例见图5~图8。
表1 厚度不分区检测时TOFD探头参数的选定(t<75mm)厚度t/mm 标称频率/MHz 晶片尺寸/mm 声束角度<1310~153~660°~70°13~<385~103~650°~70°38~<752~56~1345°~65°表2 厚度分区检测时TOFD探头参数的选定(t>75mm~300mm)厚度t/mm标称频率/MHz 晶片尺寸/mm 声束角度<385~153~650°~70° 38~3001~56~12.545°~60°表3 对接焊缝TOFD检测厚度分区设定导则(t<300mm)厚度t/mm厚度分区数﹡深度范围声束交叉位置(近似值)<5010~t(2/3) t50~<10020~t/2t/2~t (2/3) t (5/6) t100~<20030~t/3t/3~2t/32t/3~t(2/9) t(5/9) t(8/9) t200~<30040~t/4t/4~t/2t/2~3t/4(1/12) t(5/12) t(8/12) tt图5 厚度不分区TOFD探测布置探头1探头2探头2探头11区2区图6 厚度二分区TOFD探测布置(厚度分区等高)1区2区3区(2次偏置扫查)探头1探头1探头2探头2探头3探头4探头3探头4图7 厚度三分区TOFD 探测布置 (厚度分区不等高,强调2次偏置扫查)1区4区3区2区探头1探头4探头3探头2探头1探头2探头4探头3图8 厚度四分区TOFD 探测布置(厚度分区等高)4 相控阵线扫查检测技术(强制性附录Ⅴ)4.1 适用范围叙述用线阵列探头进行相控阵E (电子)扫描(固定角度)和S (扇形)扫描编码线扫查检测的要求。
三个术语的意义: (1)E 扫法(见图9)又称电子光栅扫描法。
将单一聚焦法则通过多路传输,递加于一组组主动阵元,让压电转换产生的角度恒定的超声波束,沿着相控阵探头长度方向,以给定的增量进行快速扫查。
(2)S扫法(见图10)又称扇形扫查法或方位角扫查法。
S扫法,可指声束移动,也可指数据显示:a. 声束移动是指将一组聚焦法则,施加于同一组阵元,通过压电转换,使其在被检材料中产生一系列给定角度范围的扇形声束。
b. 数据显示是指由特定阵元组产生的所有A扫描的两维视图,这些A扫描的时间延迟和声束折射角均经校准。
扫查体积已校准的S扫图像一般显示扇形图像,图像中缺陷形位可测。
(3)线扫法所谓线扫查(也称为行扫查),是指探头以固定的焊缝-探头距离、平行于焊缝轴线的单道扫查。
电子束线扫描声束单行扫查图9 相控阵E扫法(激励晶片的电子束直线移动,试件和探头均不移动)图10 相控阵S扫法(上为扇形声束扫查横孔,下为扇形扫描图像显示)4.2 通用要求和特定要求(1)相控阵E扫和S扫检测的通用要求按第四章“焊缝超声检测方法”正文,特定要求按本附录V。
(2)相控阵UT工艺规程分通用要求和特定要求,两者须同时满足。
通用要求(20项)见表4,特定要求(12项)见表5。
表4 ASME规定的UT工艺必须量化的通用性要求变素分类序号必须量化的UT通用工艺参数重要变素1受检焊缝几何形状,包括厚度尺寸,母材产品形式(管、板等)2进行检测的表面3检测方法(直射波、斜射波、接触法或液浸法)4声波在材料中的传播角度和波型5探头型式、频率和晶片尺寸、形状6特殊探头、楔块、衬垫或鞍座789101112131415超声仪校验(校验试块和方法)扫查方向和范围扫查方式(手工或自动)几何信号与缺陷信号的识别方法测定信号大小的方法计算机数据采集(使用时扫查覆盖性(仅指减少时)人员操作要求(有要求时)非重要变素1人员资格鉴定要求2表面状态(探测面,校验试块)3耦合剂牌号或类型4自动报警或记录设备(用到时)5记录、包括要记录的必要校验数据(如仪器设定)表5 ASME规定的PA检测工艺必须量化的特定性要求变素分类序号必须量化的UT特定工艺参数重要变素1探头(阵元或晶片尺寸,阵元数,阵元芯距,阵元间距)2焦点范围(识别平面,焦点深度,或声程距离)3虚拟窗尺寸(阵元数,阵元宽度、有效高度﹡)45●678楔块角度扫查布置图(施探图)E扫描附加要求光栅角度虚拟窗起始和终止晶片号数(如1-126,10-50等)虚拟窗增量变化(晶片步进数,如1,2等)●91011S扫描附加要求扫查角度范围(如40°-50°,50°-70°等)扫查角度增量变化(如0.5°, 1°等)虚拟窗晶片序号(第一个和最后一个)非重要变素12焊缝轴线参考点标记﹡有效高度是指由聚焦法则中使用的第一个和最后一个晶片的外端两者之间测出的距离。