SIEMENS工业通信网络在冷轧机组上的应用
基于西门子Simatic Manager平台的冷轧板形控制神经网络效率自学习的实现及效果
基于西门子Simatic Manager平台的冷轧板形控制神经网络效率自学习的实现及效果【摘要】研究基于西门子Simatic Manager软件开发平台实现的神经网络板形控制方法,在包钢集团薄板坯连铸连轧厂冷轧机组的平直度控制的应用,介绍神经网络基本控制结构以及神经网络效率自学习的软件实现及效果。
【关键词】神经网络控制;神经网络效率自学习;CFC软件西门子Simatic Manager软件是西门子公司开发的自动化控制软件。
使用STEP7组态工具进行图形化组态:连续功能图(CFC)和顺序功能图(SFC)。
控制器硬件平台使用西门子装有64位CPU的TDC控制器,TDC(Techonlogy and Drive Control)是工艺和驱动自动化系统的简称。
该系统具有模块化的系统结构,硬件可扩展。
采样时间间隔短,可达100,特别适用动态控制任务。
中央处理器采用64位结构,可同步多处理器运行,而且具有分时多任务功能,可将运行任务分派到不同的时间片内运行。
由于平直度控制涉及大量高实时性的运算,所以单独使用一个双64位CPU的处理单元。
CFC编程工具是标准的图形编程环境,具有强大的功能和使用便捷性,在设计时遵循模块化设计的理念,有非常丰富的功能模块,如位控逻辑、数学运算、通讯功能、输入输出通道、内存管理、特殊的数据处理、物料追踪处理、控制传动模块等。
但对于平直度控制,由于其标准库并没有相应的功能模块,所以必须先开发。
然后将控制功能封装成标准模块,在CFC编程环境中调用。
在Simatic Manager平台上,将NNI神经网络初始化、NNI自学习效率、从NNI中获取效率以及计算执行机构设定值等功能实现后,封装到功能库fbaflc中,在西门子Simatic Manager开发平台的CFC软件设计工具中调用,以完成控制功能。
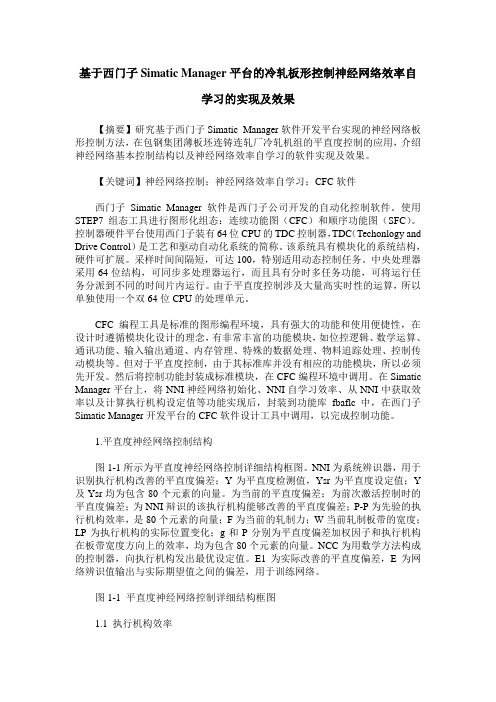
1.平直度神经网络控制结构图1-1所示为平直度神经网络控制详细结构框图。
NNI为系统辨识器,用于识别执行机构改善的平直度偏差;Y为平直度检测值,Ysr为平直度设定值;Y 及Ysr均为包含80个元素的向量。
冷轧轧机TDC控制系统

目录冷轧轧机TDC控制系统一.硬件和组态二.系统软件1.处理器功能简介MON FUNCTIONS 通用功能3.MASTER FUNCTIONS 主令功能:4.STAND1-STAND5 机架控制系统1-5冷轧轧机TDC控制系统一.硬件和组态TDC工业控制系统西门子公司SIMADYN D的升级换代产品,也是一种多处理器并行远行的控制系统。
典型的TDC控制系统的配置是由电源框架、处理器摸板、I/O摸板和通讯摸板搭建构成。
电源框架含21个插槽,最多允许20个处理器同时运行。
框架上方的电源可单独拆卸,模板不可带电插拔。
CPU551是TDC控制系统的中央处理器,带有一个4M记忆卡,程序存储在记忆卡内,电源启动时被读入CPU551中执行。
可通过在线功能对处理器和存储卡中的程序作同步修改。
SM500是数字量/模拟量输入/输出模板,更换时注意跳线.CP50MO是MPI/PROFIBUS通讯摸板,更换时需要使用COM-PROFIBUS软件对其进行组态的软件下装。
CP5100是工业以态网的通讯摸板,更换时注意插槽跳线。
CP52A0是GDM通讯模板。
GDM是不同框架的TDC之间进行数据交换的特有通讯方式,不同框架的TDC通过光缆汇总到GDM内,点对点之间的通讯更加直接,传输速度更快。
TDC控制系统的硬件需要在软件程序中进行组态和编译,然后下装到CPU中。
二.系统软件包钢薄板厂冷轧轧机区域TDC控制系统按框架分为以下三个功能:12酸轧电气控制冷轧酸轧电气篇C S P B T2.1 处理器功能简介1.COMMON FUNCTIONS 通用功能:处理器1:SIL: 模拟功能SDH: 轧制参数管理IVI: 人机画面处理器2:MTR: 物料跟踪系统WDG: 楔形调整功能处理器3: ADP: 实际值管理2.MASTER FUNCTIONS 主令功能:处理器1: MRG-GT: 轧机区域速度主令处理器2: THC-TH: 轧机厚度控制入口区域处理器3: THC-TX: 轧机厚度控制出口区域处理器4: SLC: 轧机滑差计算ITG: 张力计接口处理器5: LCO-LT: 轧机区域生产线协调3.STAND1-STAND5 机架控制系统1-5处理器1: CAL: 机架标定SCO: 通讯接口MAI: 手动干涉ITC: 机架间张力控制处理器2: SDS: 机架压下系统处理器3: RBS: 机架弯辊系统12酸轧电气控制冷轧酸轧电气篇C S P B TRSS: 机架串辊系统处理器4:REC:轧辊偏心补偿(F1专有)FLC:板形控制系统(F5专有)以下将对每个功能中的笔者阅读过并认为重要的处理器的程序作说明,对于没有阅读和非重要的仅作简单介绍。
PLC和计算机控制系统在冷轧带钢生产线中应用(精)

50科技资讯科技资讯S C I E N C E &T E C H N O L O G Y I N F O R M A T I O N2010NO.23SCIENCE&TECHNOLOGY INFORMATION工程技术明光公司冷轧钢带生产线,年生产冷轧钢带10万吨,这条生产线可以轧制厚度为0.45m m~1.5m m、宽度最宽为380m m的冷轧钢带产品。
其主要设备有1台开卷机,1台矫直机,3台夹送辊,1个活套,4台450八辊轧机,1台收卷机及相关的辅助设备。
工艺流程图如图1所示。
经过酸洗的热轧钢带卷装入开卷机,一号夹送辊把钢带送入矫直机进行矫直平整,二号夹送辊把钢带送入入口活套存储,保证轧制工艺段有足够的原料提供;三号夹送辊取出钢带送入轧机,根据工艺设定要求轧出的产品,以卷的形式收卷。
1自动控制系统组态轧机和收卷机驱动电机采用直流电机,其调速装置是西门子的6RA70全数字直流调速装置,并配置一台PLC及其附属从站进行控制。
辅助设备有稀油站(由S7-200PLC 控制、润滑站(由S7-200PLC控制、液压站(由S7-200PLC控制三个套辅助设备。
为方便控制,各设备都组态成Profibus-DP网络,进行P L C-PLC,PLC-调速传动装置间进行通讯,达到集中控制的目的。
在操作台及主控室各设一台工业控制计算机,安装西门子WINCC人机界面,工业控制计算机以“服务器+客户机”的方式联网共享,服务器与PLC之间使用西门子MPI网络联网。
自动控制系统网络图如图2所示。
1.1控制系统硬件组态两台工业控制计算机采用的是工业以太网络进行联网通讯,其中一台用于与冷轧线S7-300PLC 通讯交换工艺参数等数据,并将此计算机设置为服务器,方便主操作台计算机以客户机的方式读取或发送数据至服务器,这种主从联网方式有维护方便,联网速度快捷,数据交换速度快等优点。
将主站及从站的各个模块驱动添加进PLC的硬件组态分项中,在网络组成上是以S7-300作为冷轧生产线主站进行控制,所以在S 7-300程序硬件组态中,将S 7-200PLC及ET200设为从站并分配站地址和通讯协议,其硬件组态如图3所示。
西门子PLC在轧机中的应用

西门子PLC在轧机中的应用工业自动化程度在日趋提高,对控制要求也越高,而对控制外围设备较多,控制精度要求较高的轧机来说,合理配置工控产品达到控制要求和目的就显的比较重要了。
1.轧机的控制硬件,选用西门子产品:用西门子6RA70直流调速装置作传动,西门子S7—300PLC作系统控制,S7—400PLC作液压AGC厚度控制,研华工控机IC610作监控及编程调试之用。
系统的拓扑图示意如下:图片2.具体控制如下:(1)S7—400PLC作AGC控制,配以模拟量输入/输出板,高速计数板进行数据采集及AGC输出伺服阀闭环控制,由于S7—400PLC处理速度快、循环时间短,达到快速响应、提高板带材厚度精度的目的。
(2)S7—300PLC作系统的控制,配以ET200从站安放在各操作箱和各阀站,实现了分散式省线配置,提高可靠性、稳定性和维护性,并且通过DP接口板与直流驱动器6RA70进行高速数据传输,用于协调控制各直流电机的运转和接收各电机工作状态及数据,同时配T400工艺板,进行卷取的张力补偿、直径计算、圈数计算等,达到加减速、匀速状态下的张力恒定和实现自动停车的目的,并且大大节省了配线,进一步提高了系统的可靠性,稳定性和控制精度。
(3)S7—300和S7—400PLC采用MPI协议,可方便地配置两PLC间收、发数据,减少了用其它通讯方式带来的编程问题,进一步减少了S7—400的程序容量,提高了其处理速度。
(4)用IC610配以MPI/DP接口板配以WINCC软件进行监控,可实现设备状况的图形化(棒图)显示;各外部部件工作位置显示,和各外部设备启停状态显示;故障存档及报警显示;指标趋势图显示等。
另一方面,配以STEP7软件可同时对两台PLC进行编程、调试,达到一机多用的目的。
3.这种配置可通过编程的方法,达到以下优点:(1)操作员界面透明、友好:设备各状态及报警不仅在操作台上用指示灯显示出来,同时在WINCC 画面中以中文文字显示并存档报警数据,最终以旋转报警灯进行综合显示。
单机架可逆式冷轧机PLC控制方法
编译检查无误下载到 PLC 的 CPU 模块中后, 硬件组 态完成。 1.2 总体程序结构
PLC 主流程主要包括机组部分和压下部分。 机组 部分所涉及的范围较广,要同时考虑液压泵、润滑泵 等。 在机组单动的时候,主传动电机与辊道电机相互 独立,均由 PLC 控制。 在机组连动时,正常启动其他外 部 设 备 后 ,PLC 向 主 电 机 控 制 单 元 发 送 运 行 信 号 ,接 收到该信号后,主控单元开始检测内部装置,在检测 完电枢、内部风机、水泵等各状态正常 后 向 PLC 发 出 主 电 机 正 常 信 号 ,PLC 接 收 到 主 电 机 发 出 的 正 常 信 号,同时检测到辊道、液压泵、润滑泵等设备正常后便 向主传动电机、辊道电机发出允许运行信号。 压下部 分主要指压下电机调整压下辊的辊缝,辊缝的大小直 接影响加工的精度,它与机组部分相互独立。
1 冷轧机组 PLC 程序设计
控制系统软件是 Siemens 公司的 STEP7, 通过它 可以对 PLC 系统的硬件和网络进行组态,编辑、上传、 下载用户程序,在线监测、调试、修改程序,并可对程 序运行调试过程中出现的警告信息和故障进行在线 诊断。 控制系统为分布式控制系统,PLC 作为主站,调 速系统与远程 I/O 为 从站, 信息通过 PROFIBUS-DP 网传输。
MUL_R EN ENO
MD100 IN1 OUT MD100
#Roll_set 直径给定
#Roll_set IN2
UML_R EN ENO
MD100 IN1 OUT MD100
3.140000e+ 000 IN2
图1 主轧机线速度求取 PLC 梯形图
(2)左卷取机速度求取,其梯形图如图 2 所示。 根 据轧制过程中主轧机与卷取机线速度相等的原理,可 求出左卷取机的速度; 右卷取机的转速求取与之类 似。
基于冷轧自动化技术的西门子控制系统

基于冷轧自动化技术的西门子控制系统摘要:冷轧是在室温状态下对钢材进行轧制加工的一个工艺过程。
冷轧薄板是以厚度在4毫米以下的热轧钢卷为原料,经过冷轧机组反复轧制至目标厚度的钢板,属于钢材中的高端产品。
冷轧生产线也因其自动化程度高、技术密集、工艺链长、产品精细,而成为目前我国冶金行业最先进的生产线。
关键词:冷轧自动化;西门子;控制系统;分析1导言在当前阶段,伴随我国的冶金行业相关生产制造技术和设备水平逐渐提高,用户对于冷轧的钢板质量的要求也逐步提高。
为了提高产品的质量和性能,轧钢生产企业越来越重视自动化控制系统,以提升整个企业的竞争力,西门子系列PLC在整个冷轧工艺的自动化控制项目中得到了较好的应用。
2冷轧生产线自动化的两级控制冷轧生产线自动化控制系统,设计由一个分布式两级计算机网络组成,一级机(Level1)为设备控制计算机网络,也称为基础自动化;二级机(Level2)为过程控制计算机网络,也称为过程控制自动化。
两级控制系统通过网络高速数据通道实现互通信。
一是控制一级。
基础自动化级主要是通过对设备顺序、位置、速度等数据的采集和处理,实现生产线入口、出口自动化,完成对产品厚度、宽度、张力及板形控制等基础性任务。
基础自动化系统的设计应满足液压系统控制以及各功能间相互通信、逻辑控制、人机对话、数据传输、数据处理及物料跟踪等功能。
二是控制二级。
过程控制自动化级一般采用互为热备份的两台计算机,通过以太网将两台过程控制计算机和附助设备连接在一起。
从热轧酸洗卷开卷开始,对原料初始数据输入和管理,对待轧、正轧、已轧的钢卷进行跟踪,对过程参数数学模型进行计算和预设定,对轧制过程数据进行收集处理和记录,生成和打印工程报表、生产报表和质量报表,完成数据通讯、过程自学习、人机对话、模拟轧钢、历史数据处理、应用系统起动和操作、维护画面的显示事件监视等任务的控制等,一直到钢卷运输系统在线称重离线后结束。
3冷轧过程自动化部分冷轧过程自动化的概念可概述为:在生产的轧制过程中,通过采用反映轧制过程变化规律的数学模型、自动控制装置、计算机及其控制程序等,使各种过程变量(如流量、温度、张力和速度等)保持在所要求的给定值上,并合理地协调全部轧制过程以实现自动化操作的一种先进技术。
西门子SIMOVERT-S变频器在线材精轧机组上的应用

某30万t高精度合金钢棒线材连轧生产线的10机架线材无扭精轧机组的主传动系统中,应用了全数字大功率交流变频调速技术,采用西门子公司的SIMOVERT-S电流源交一直交变频器控制同步电动机,测速反馈采用脉冲发生器,构成全数字大功率交流变频调速系统,以满足生产工艺对线材精轧机组主传动系统转速高及调速范围宽的要求。
1.SIMOVERT-S的配置及功能SIMOVERT -S电流源型交直一交变频器是一种具有国际先进水平的组合式全数字大功率交流变频装置,主要用于控制大功率、高转速的同步电动机。
整套装置主要由功率单元、控制单元及励磁单元3部分组成,其软/硬件配置及控制框图如图10 - 10所示。
(l)功率单元。
在线材精轧机组应用的SIMOVERT-S中,其功率单元由两套完全电气隔离的6脉波电流源交一直交变频器组成,从而构成12脉波电流交一直一交变频器。
每套6脉波变频器主要由整流器、直流耦合电路及逆变器3部分组成,其中整流器、逆变器均采用SITOR晶闸管模块组成三相全桥式整流电路;直流耦合电路中的平波电抗器采用环氧树脂注型铁心电抗器。
图10 - 10 SIMOVERT-S软/硬件配置及控制框图UTR/USV/UUK/ULS/ERD/USM/TUE-监视功能包;EAL-逻辑控制功能包;AST-顺序控制功能包;BED-操作员控制功能包;KLT-通信控制功能包;NRG-速度闭环控制功能包;MN1/2-电流闭环控制功能包;SMS矢量控制功能包;TSl2矢量控制板;OPI-操作面板;ERW-励磁给定功能包;MER励磁电流闭环控制功能包;1-逆变器侧电压互感器;2-逆变器侧电流互感器;3-整流器侧电流互感器;4-励磁单元;5-光电转换器件;6-触发单元;x-电机参数;CJ-触发角计算;A-监控信息引至DIA过程诊断功能包;VM-电压模型及实际值检测由于SIMOVERT -S的调频范围较宽,因此逆变器侧的电流互感器及电压互感器均采用霍尔效应变换器。
PLC计算机控制系统在冷轧带钢生产线应用
PLC计算机控制系统在冷轧带钢生产线应用摘要:社会发展迅速,轧钢是生产和生活中最常见的一种钢材,其需求量极大,但冷轧钢带的生产线常常因为控制问题造成生产停滞,给企业带来了很大的不便,为了更好的控制冷轧钢带生产中各个部分的协调控制,引入了西门子的PLC控制系统,通过PLC与计算机的控制,生产线可以实现自动控制,极大的减轻了工人的劳动强度,保证钢带的质量、产量、成材率,取得了较好的经济效益。
文章根据生产实践经验,对PLC系统在钢带生产线上的应用、故障诊断、系统控制以及要注意的问题等方面进行了具体的探讨,为PLC系统在冷轧钢带生产线上的使用提供了指导,同时为PLC系统在冶金领域的推广应用提供了有效的支撑。
关键词:PLC计算机控制系统;冷轧带钢生产线;应用引言冷轧项目引进全套自动化生产线。
主要机组包括:酸轧联合机组、电解脱脂机组、罩式退火炉机组、电镀锡机组、拉矫重卷机组、包装机组、磨辊间设施、酸再生机组废酸等处理及相关配套公辅设施。
全线自动化系统控制器DCS、TDC采用西门子公司产品,其系统稳定、高效、自动化程度高,人机界面友好、产品成材率高。
1冷轧机电气控制系统构成及其自动化控制系统设计需求为有效提升系统自动化程度,根据冷轧生产的复杂程度与设备并行的工作特点,冷轧机控制系统使用分布式计算机控制。
在这之中,自动化控制系统是电气控制系统执行环节,决定了板材质量,是轧机引发振动的原因,因此对控制系统的探索与分析是极其重要的。
自动化控制系统包含了张力与板形自动控制系统、厚度与速度自动控制系统在这里面,速度自动控制这一系统是基础的控制模块,计算机网络通信等技术在该系统中运用,可以提高生产过程的稳定性,降低废轧率。
而张力自动控制系统可以维持板材张力恒定,是确保轧机组平衡的保障。
板形自动控制系统是当前板带轧机达到高精度控制的主要影响因素。
厚度控制系统是基本自动化控制系统最关键的一个部分,经过维持带钢纵向厚度均衡性严格把控尺寸。
西门子全数字直流调速器在轧机主中的应用
西门子全数字直流调速器在轧机主中的应用1、前言发电机、电动机机组是50年代直流电机调速的成熟技术。
攀长钢700热带轧机采用了三套这种机组,分别应用于φ750立辊、φ660二辊和φ400/φ820四辊轧机,拖动主电机。
随着产能要求日益提高及轧制合金扁钢的需要,主传动系统轧制时间长,容易跳闸,不能满足生产需要。
为此,决定保留原主电机,对调速控制系统升级改造,既可减少投资,降低成本,又能投产早,见效快。
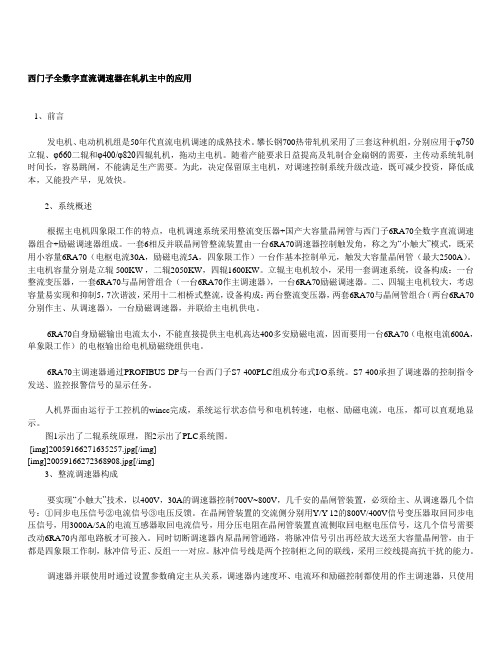
2、系统概述根据主电机四象限工作的特点,电机调速系统采用整流变压器+国产大容量晶闸管与西门子6RA70全数字直流调速器组合+励磁调速器组成。
一套6相反并联晶闸管整流装置由一台6RA70调速器控制触发角,称之为“小触大”模式,既采用小容量6RA70(电枢电流30A,励磁电流5A,四象限工作)一台作基本控制单元,触发大容量晶闸管(最大2500A)。
主电机容量分别是立辊 500KW ,二辊2050KW,四辊1600KW。
立辊主电机较小,采用一套调速系统,设备构成:一台整流变压器,一套6RA70与晶闸管组合(一台6RA70作主调速器),一台6RA70励磁调速器。
二、四辊主电机较大,考虑容量易实现和抑制5,7次谐波,采用十二相桥式整流,设备构成:两台整流变压器,两套6RA70与晶闸管组合(两台6RA70分别作主、从调速器),一台励磁调速器,并联给主电机供电。
6RA70自身励磁输出电流太小,不能直接提供主电机高达400多安励磁电流,因而要用一台6RA70(电枢电流600A,单象限工作)的电枢输出给电机励磁绕组供电。
6RA70主调速器通过PROFIBUS-DP与一台西门子S7-400PLC组成分布式I/O系统。
S7-400承担了调速器的控制指令发送、监控报警信号的显示任务。
人机界面由运行于工控机的wincc完成,系统运行状态信号和电机转速,电枢、励磁电流,电压,都可以直观地显示。
图1示出了二辊系统原理,图2示出了PLC系统图。
西门子PLC及传动在宝钢冷轧带钢中的应用

试高端传动控制,但是目前都是直接调 用国外半成熟的程序块,而这些复杂的 内部块之间的联系却没有人去分析,也 没有任何资料可查。本文通过服务器、 控制器和变频器之间的框架,分析网络 控制原理并研究软件如何实现。首先讲 述整 个 控 制 思 想 和 要 求, 接 着 介 绍 $%& 上位机程序,并列出 ) 语言程序, 然后介绍 ’() 对传动的控制程序,详 细地讲述具体的程序,最后介绍传动的 嵌套编程。
唐建方 ! 工程师
123 监控程序
,4 灵活建立变量方法 在 $%& 中 只 需 要 建 立 两 个 数 据 块, 一个是用于接收数据的数据块,另一个是 用于发送数据的数据块,该数据块地址在 对应的 ’() 控制程序当中调用并进行运 算。根据传动装置的传动组号以及装置号 在数据块中分配地址,这个地址在整个网 络中就是通行证。建立变量如图 6 和图 7 所示。
# !"
・冶金电气・*+,+ 年第 *- 卷第 *+ 期
西门子 !"# 及传动在宝钢冷轧带钢中的应用
!"#$%&’$ (#$)*+"+,-
!
电气技术
闸,就将该装置选中,选中后前面复选框就有一 个小勾,选中后就可以合、分闸。 合闸的 # 语言程序如下:
$%&’()& *+,-&.&/012 34 54 6-74 -2 $%&’()& *+,5)4 12 34 84 6-72 ()0 0&9: ; 1 ; (’ ( <&0*+,=>?% ( *+,-&.&/01 ) @1A111B ; ; B ) C D D <&0 -&E .&/0(),EF(,)+. ’?>9 G6# {-&0=>?%H(0 ( .:FIG(/0J?&K+9&, .:FI5LM&/0K+9&, *+E ,5)4 1 ,1 ) ;C D D -&0 5) H(0 ; B 0&9: ; B ; } (’ ( 0&9: ; ; 1 ) {3&FF+,&H>A( KN66, 2 K> O&P(/& -&.&/0! 2, 2 -&.&/0 O&P(/&2 , 3H4 5Q ! 3H 4 8#5KRS#6T3T*85K ! 3H 4 -R*E U5VR<V5NKO ! 3H4 -W-*R335OT6) ;C }
SIMOTIOND445在冷轧管机中的应用研究

SIMOTIOND445在冷轧管机中的应用研究文章主要介绍俄罗斯CRTM350轧机电气控制系统,SIMOTION D445运动控制系统通过电子凸轮曲线驱动5台伺服电机,使之与主电机能够完成多轴联动协调同步工作,实现双回转双送进的工艺要求。
生产实践证明该控制系统精度高、效率高且运行可靠。
标签:SIMOTION D445;电子凸轮曲线;多轴联动;双回转双送进引言冷轧管材应用最广泛和最有代表性的方法是周期性冷轧管法。
传统的冷轧管机存在电气控制系统结构复杂,轧制速度和轧制精度低,生产效率低等诸多问题。
文章主要介绍俄罗斯电钢城CRTM-350冷轧管机所采用的SIMOTION运动控制系统,SIMOTION D是基于驱动的运动控制系统,集运动控制、逻辑控制与工艺控制功能于一身,能够最大程度满足工艺与生产要求。
目前,SIMOTION已广泛应用于印刷、包装、纺织、连续物料加工、金属成型等行业。
1 生产工艺CRTM-350三辊冷轧管机采用双回转双送进的轧制方式,主要有四个部分,主传动部分,回转部分、送进部分和辅助部分。
主传动部分通过电机、减速机、重锤、传动等装置实现机架的往复运动,带动孔型对管坯进行轧制。
回转部分包括轧制区域前段的出口卡盘,后端的出口卡盘以及固定芯棒的芯棒卡盘三部分,当机架运动到前后死点时,三者同步同时旋转同一设定角度,完成对管坯的旋转。
送进部分包括带动两根丝杠的两个送进电机,当机架运动到前后死点时,二者同时使丝杠按照设定值向前运动,完成对管坯的推动。
辅助部分主要通过液压系统、检测系统配合电机实现上料和出料。
2 硬件设计CRTM-350 轧机的自动化控制系统主要采用的是SIEMENS SIMOTION D 运动控制系统。
(1)控制部分。
本系统采用SIMOTION D445作为整个运动控制的核心,并配备4个CX32控制器作为扩展单元。
(2)主传动部分。
主传动部分采用带CU320控制单元的S120驱动系统驱动1台1550KW的西门子交流电机,CU320通过DRIVE-CLiQ接口与SIMOTION D445进行数据交换完成矢量控制。
西门子S7-300 PLC在冷轧煤气加压站中的应用
西门子S7-300 PLC在冷轧煤气加压站中的应用2007-4-4 12:27:00 来源:中国自动化网97年太钢引进的法国二十辊轧机、冷热不锈带钢退火线、光亮线等新装备,是扩大不锈钢生产能力、发展民族工业、增强不锈钢市场竞争能力,扩大不锈钢市场占有份额的重要举措。
冷轧煤气混合加压站,是太钢不锈带钢退火线的配套设施,有加压机3台,气源为高炉煤气、焦炉煤气;由于生产线工况不稳而造成用量大幅度频繁波动;同时由于气源管网方面的状况较差,高炉煤气压力波动范围3~10Kpa,焦炉煤气压力波动范围1.5~6.5KPa;其波动有时频率很快,仅靠仪表调节产生震荡、用人工调节措手不及;经常出现长时间的低压,造成混压困难,使得保压力保不了热值,保热值保不了压力,甚至造成高炉煤气蝶阀关闭、机前负压的险兆。
不稳的气源、多变的用户,使处于中间环节的冷轧煤气混合加压站成为矛盾的集中点和保障不锈钢生产质量的关键。
原设计的仪表调节系统根本无法满足生产要求。
太钢于1999年6月成立了项目攻关组,经过几个月的艰辛努力,采用先进的德国西门子SIMATICS7300PLC、德国UNI公司热值仪、德国西门子变频技术,投入了全过程自动控制,实现了混合煤气热值、加压机后压力双稳定的目标,确保了不锈钢的正常生产,节能效益非常可观。
1 系统概要改造后的系统构成复杂,仅调节阀就有九个,此外还要增加变频器,由计算机控制切换调节三台风机转速;增加热值仪,串级调节高焦配比。
采用德国西门子S7-300 PLC 可编程控制器和台湾研华IPC 610工控机构成DCS系统。
S7-300PLC可编程控制器作为下位来实现所有信号的采集、运算、调节,其特点是:模块化、无排风结构、易于实现分布、运行可靠、性价比高。
CP5611卡为 S7300PLC与工控机的通讯接口卡。
RS485物理结构和187.5K的波特率,传输距离可达50m,使用中继器可达9100m。
2 控制原理本系统含四个调节回路:2.1 热值调节热值是用户气源的主要质量指标之一。
西门子PLC在冷轧钢带中的应用

P L C可编 程 控 制 器 是一 种 在 工业 环境 下 应 用 的数 字运 算 系 统 , 通 常 由主 机 、 I / O接 口 、 电源 、 输入/ 输 出 扩展 单 元 以 及 编 程 器 组 成 。 它 主要 通 过在 可 编 程 存 储器 内部 储 存 可执 行 的逻 辑 运算 、定 时 、 计 数、 数据 处 理 等 逻辑 指 令 , 在 生 产 时通 过 与 检 测 传 感器 互 相 通 信 , 控 制 输入和输 出 , 调节生 产中需要严格控制 的参数 ( 如温度 、 压力 ) 。 P L C系统具有可靠性强 、 应用范围广 、 控制灵 活 、 功能完备 、 性能优 良 的特 点 , 而且 设 计 安 装 简 单 、 调试 周 期 短 、 体积小 、 重量轻 、 维 修 方 便, 非 常 适 合在 冷 轧 钢 带生 产 线 中使 用 。 1 . 2 P L C控 制 系统 自动故 障 诊 断 的应 用分 析 目前西 门子 P L C 3 0 0系统 的控制系统都可以进行硬件故障的 自 动检测 , 在 硬件 出现 故 障 时 会发 出报 警信 息 , 通 常应 用 到 位 置控 制 、 温 度 控制 等 关 键 部位 , 保证 生产 线 安 全 高效 的生 产 。 随着 计‘ 算 机技 术 及 人机 交 互 技 术 的发 展 , 由P L C组成 的控 制 系统 的功 能 也 变 得越 来 越 强大 。在 P L C控制 的轧 钢生 产 设 备 中 , P L C提供 的故 障 诊 断 功 能是轧钢生产中极为关键的功能 , 保 护 了 轧 钢设 备 , 降低 了故 障损 失 和 维修 时 间 。 P L C主要 是通 过 对 接 收到 的数 字量 和模 拟 量 信 号 的 正 常 与 否 对 硬 件进 行诊 断 , 为 了更 好 的保 护 设 备 , 通 常 将 故 障诊 断 程 序 与 过 程 控 制 相 结合 , 可 以 在 紧 急状 态 时保 护 轧 钢 设 备 , 避 免 巨 大损 失 。 P L C控制系统 自动故 障诊断的工作原理是 : 将检测传感器输送 的信号模拟量与系统内设 的极限信号模拟量进行对比 , 如果接收信 号模拟量远离极限信号模拟量值 , 说 明传感器检测 的设备在正常工 作; 如果 两 者 相 同或 相 差 不 大 , 说 明 设备 处 于 危 险状 态 , 如果 设 备 处 于危 险 状 态 的 时 间超 过 了预 期 , P L C控 制 系统 就 会 启 动 开关 量 模 块 或者 P L C控 制 系 统 主 动 发 出 信 号 , 输 出诊 断 结 果 并 报 警 , 紧 急 状 态 下 甚 至会 自动 紧 急停 机 , 从 而 达 到保 护 设备 的 目的 。西 门子 P L C 3 0 0 系列 控 制 系 统采 用 并 行 分 布式 结 构 ,操 作站 是 上 位 机 , P L C作 为 下 位机使用 , 操 作 站 可 以 同时 对 多 个 P L C进 行管 理 , 供 P L C完 成 程 序 下载 , 生产线上 的设备故障都是 由 P L C根据开关量故障信号 的检测 参考 文 献 自动 判 断 , 然 后 通 过 自身 进 行 复 杂 的逻 辑 判 断 进 行 理 的 , 而 且 紧 『 l 1 唐建方. 西 门子 P L C及 传 动 在 宝铜 冷轧 带铜 中的 应 用 f J J . 冶金 电 急 情 况下 的生 产线 紧急 停机 也 是 南 P L C 自行 完 成 的 。 1 . 3 P L C在 冷 轧 带 钢生 产 线 中 的具 体应 用 气, 2 0 1 0 , 2 9 ( 2 o ) : 4 8 — 5 1 . 2 ] 朱邦产. P L C和计算机控制 系统在冷轧 带钢生产线q - 应用l J 1 . 科技 西 门子 P L C 3 0 0是 目前 冷 轧 生产 线 上应 用 最 为广 泛 的一 种 可编 『 程控制器 , 主 要 应 用 在 生 产 线 自动 生 产 控 制 、 卷 取 机 及 机 架 间 张力 咨询 , 2 0 1 0 , 1 2 ( 2 3 ) : 5 0 — 5 1 . 自动 控 制 、 带 钢 产 品 的 厚 度 自动 控 制 等方 面 , 不 仅 大 大 提 高 了控 制 『 3 1 高宏 周 . 基 于 西 门子 P L C技 术 在现 代 冶金 工业 上 的应 用 分析 [ J ] . 中 2 0 1 3 , 9 ( 1 8 ) : 3 0 — 3 1 . 的精 度 , 还 提 高 了轧 钢 生产 的效 率 。 西 门子 P L C 3 0 0系 列控 制 器 的特 国 高新技 术 企 业 , 点是可 以较 为方便 的实现过程控制运输 、 数据传输 、 数据通信 以及 数 据 交换 运 算 。在 轧 钢生 产 过 程 中 , 卷 曲 张力 和轧 制 张 力都 由控 制 系 统 根据 传 感 器输 入 值 自动 计 算 , 并 通 过 系统 反 馈 凋 节轧 辊 之 间 的 距离 , 控 制钢 带 的 厚度 。 1 . 4西 门子 P L C 3 0 0在 轧钢 机 电气 控 制 中的应 用 分 析 轧 钢 机是 轧 钢 生 产 线 的核 心 设 备 , 其 电气 控 制 系统 对 设 备 的正 常运 行 至关 重要 。目前 轧钢 机 的控 制 系统 是 采 用 计算 机 系 统与 P L C
西门子SIMOLINK主从控制技术在粗轧压力下控制系统中的应用

西门子SIMOLINK主从控制技术在粗轧压力下控制系统中的应用1 前言随着整个中板厂产能的进一步释放,粗轧机轧制能力在不断挖掘。
生产节奏对完成粗轧轧制过程的时间要求和控制的快速性、稳定性有了更高的要求。
如何确保粗轧压下系统既能够满足工艺增长的快速性、精确性控制要求,又要保证整套系统的长期稳定运行,就成了一个需要我们在自动化控制上要解决的一个课题。
由于直流电机已经是技术应用十分成熟,具有气动力矩大,调速范围快,动态响应快,控制精度高的优点。
因此用直流电机作为操作侧和传动侧压下电机。
由于西门子数字装置技术应用中具有“主从控制”方式选择,具体实现方式为通过内部SINOLINK网络,装置之间通过光纤进行通讯,确保信息传送的准确性和快速性。
这样能够很好的实现操作侧和传动侧负荷平衡效果。
因此确定选择西门子直流数字装置作为直流压下电机的拖动系统。
为了降低硬件投入,更好与现有的西门子粗轧付传动网络进行信息共享,选择2个西门子ET200分站来实现粗轧直流压下的控制,将其挂于以S7-400为主站的粗轧辅传动网络下,完成新的网络组态。
2 硬件组成2.1 粗轧压下直流系统的硬件构成该系统由以下几部分硬件构成(1)操作侧、传动侧进线受电柜、操作侧数字装置柜、传动侧数字装置柜、离合器控制柜等组成;(2)2套ET200分站安装于操作侧数字装置柜后;(3)2台进线电抗器;(4)2台200KW直流电机;(5)2套MTS位移传感器;(6)操作、传动压下离合器。
2.2 硬件组成部分完成的功能2.2.1 ET200分站完成功能直流压下系统的所有主回路合、分闸,离合器单联动等继电回路控制;现场操作侧和传动侧电机对轴承温度、电机励磁温度、电机电枢温度、补偿绕组温度等6个热电阻温度检测信号的采集功能。
2.2.2 直流数字装置完成功能操作侧和传动侧采用西门子公司6RA70系列直流驱动装置,所选控制板组件有SLB(SIHOLINK板)、EB1(端子扩展板)、LBA(电子板箱总线适配器)、CUD2(端子扩展板),为最终完成操作和传动两侧电机主从控制提供了控制硬件基础。
冷轧重卷线DP网络通讯故障解决方案

冷轧重卷线DP网络通讯故障解决方案【摘要】冷轧重卷线的控制网络是采用西门子PLC400作为主站,ET200M 和带DP接口增量型编码器作为从站的分布式控制网络,有两条通讯总线DP-PROFIBUS1和DP-PROFIBUS2,DP1负责连接现场各控制点和操作台,DP2负责和西门子6SE70传动装置通讯,其DP网线的布线方式是以站地址顺序敷设,产线投产近10年,近一两年间频繁发生故障现象,已对正常生产造成影响,通过摸索我们采取以下几个技术措施来应对西门子的通讯问题 1.调整通讯的波特率,2.网络有一段式改为两段式,3.增加终端电阻。
通过以上几条措施的实施我们已有效解决通讯故障问题。
【关键词】波特率;终端电阻;主站;从站;分段式;DP-PROFIBUS1.概述冷轧重卷机组按用户要求将冷硬卷平整后进行切边、分卷、涂油,是冷轧卷进入用户手中之前最后一道加工工序,冷轧重卷机组设计年产能30万吨,机组有效年工作时间为7247h;机组最大速度为350m/min。
带钢运行线标高:900mm。
机组长度:23.9m(开卷机~卷取机中心线间距)。
机组高度:3.37m。
机组深度:-4.98m(上卷小车走行坑道)。
机组运行速度,机组运行速度:20~300m/min (20m/min为爬行速度)机组点动速度:20m/min机组穿带速度:20m/min带钢表面检查速度:max.90m/min机组加、减速度:20mpm/sec(0.34 m/s2 )机组张力制度入口张力:Tmin = 4.26KN Tmax=37KN 出口张力:Tmin =4.26KN Tmax=39KN根据现场实际情况,允许操作工手动调整开卷机与卷曲机的张力,调整量范围:增加或减少设定值的20%以内。
机组布置图如下:其控制系统采用西门子CPU416作为主站,ET200M作为从站的分布式控制网络,DP-PROFIBUS 1网络连接现场各ET200M从站,外加现场用来检测速度和位置带DP接口的编码器,DP-PROFIBUS 2通过6GK7 443-5DX04-0XE0模块连接西门子6SE70交流矢量控制整流和逆变单元,DP网线的布线方式是以站地址顺序敷设。
基于冷轧自动化技术的西门子控制系统
Science & Technology Vision
科技视界
基于冷轧自动化技术的西门子控制系统
霍岩岩 谢海云 渊邯郸卓立精细板材有限公司袁河北 邯郸 056700冤
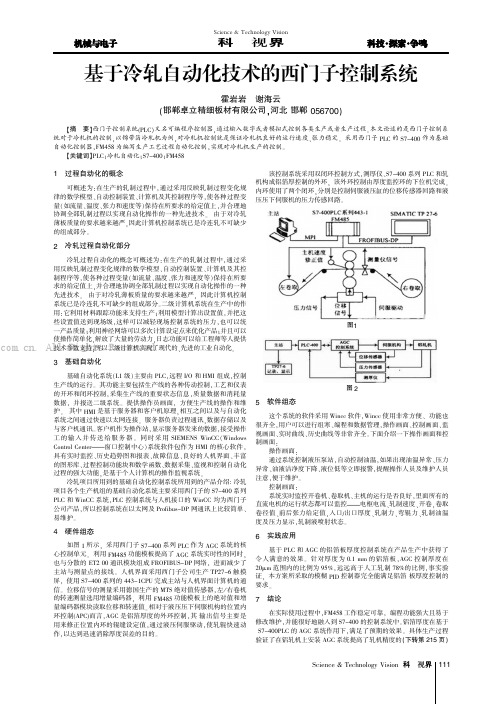
揖摘 要铱西门子控制系统(PLC冤又名可编程序控制器袁通过输入数字或者模拟式控制各类生产或者生产过程遥本文论述的是西门子控制系 统对于冷轧机的控制袁以锦带箔冷轧机为例袁对冷轧机控制就是保证冷轧机良好的运行速度尧张力稳定遥 采用西门子 PLC 的 S7-400 作为基础 自动化控制器袁FM458 为编写生产工艺过程自动化控制袁实现对冷轧机生产的控制遥
2 冷轧过程自动化部分
可逆冷轧机PLC-300监控系统应用设计

可逆冷轧机PLC-300监控系统应用设计摘要随着工业的发展,对冷轧板带生产也提出了更高的要求,进一步促进了冷轧自动控制技术的发展。
只有通过高水平的自动控制系统才能够获得高质量的成品带钢,保证板带生产的高效率、高效益、高质量和低功耗自动化技术一直对轧制技术的发展起着至关重要的作用。
近代轧制技术的进步, 往往是引入自动控制新技术的直接结果,另一方面正是轧制技术进步对自动控制不断提出新的需求, 推进着自动化技术的进步,两者已密不可分。
本课题介绍了由西门子S7-300PLC和工业PC机组成的四辊可逆冷轧系统的硬件配置和软件组成,本课题结合本校的轧钢实验室,通过监控系统的应用设计,从而对可逆冷轧机的过程控制、数据报表、报警等实施监控。
本课题采用了西门子公司的工业控制组态软件WinCC,设计开发了数据采集和实时监控系统,监控界面画面直观、操作简便、故障处理和报警功能完善,大大减轻了控制操作和系统维护的工作量。
同时,在监控系统中增设了控制功能,作为系统的备选控制方式,使系统具有较高的可靠性。
关键词:可逆冷轧机,PLC-300,监控,WinccReversible cold-rolling mill PLC-300 supervisory systemapplication designAbstractWith the development of industry, the production of cold-rolled plate and strip are also put forward higher requirements, which further promote the development of automatic control technology of cold-rolled. Only a high level of automatic control system will be able to access high-quality finished steel strip, the automation technology which ensure plate and strip production efficient and cost-effective, high-quality and low-power has always played a vital role in the development of rolling technology .Modern rolling technology progress, is often caused by a direct result of new technologies. On the other hand, it is just the consistent new demand to the automatic control by rolling technology progress that promote the progress of the automation technology,the two have been inseparable.This topic introduces the hardware disposition and software composition of four roller reversible cold rolling system which is composed by Simens S7-300PLC and industry PC machine , this topic unifies the steel rolling laboratory of our school, through theapplication design supervisory system , thus to monitor the reversible cold-rolling mill process control, the data report form, and reports to the police and so on.This topic uses Siemens's industry control configuration software WinCC, the design has developed the data acquisition and the real-time monitoring system, the monitoring contact surface picture is viewed directly,and operated simple, and the breakdown processes and reports function to the police is almost perfect, greatly reduced the work load of the control operation and the system maintenance .At the same time,the control function which is additionally built in the supervisory system,as the alternative control mode of the system, enables the system to have the high reliability.Key words:Reversiblecold rolling mill,PLC-300,Monitoring,WinCC目录1绪论 (1)1.1课题研究的背景 (1)1.2国内外发展的现状及展望 (1)1.3本课题主要研究的内容及设计步骤 (2)2 监控系统功能描述与开发方案 (4)2.1监控系统功能图 (4)2.2监控系统的描述 (6)2.3监控系统开发方案 (7)3 监控系统硬件设计方案 (12)3.1上位机硬件配置设计 (12)3.2下位机硬件配置设计 (12)3.2.1 PLC模块配置设计 (12)3.2.2 6RA24系列直流调速装置 (13)4 监控系统软件组态和程序设计 (15)4.1 PLC控制系统软件设计方案 (15)4.1.1软件开发平台STEP7 (15)4.1.2 PLC控制程序设计 (17)4.2 控制系统监控软件设计 (17)4.2.1工业组态软件WinCC (18)4.2.2监控系统功能描述 (19)结论............................................................................................ 错误!未定义书签。
论文-包钢轨梁厂冷床网络控制系统资料

包钢轨梁厂冷床网络控制系统作者姓名(单位名称)摘要:本文叙述了包钢轨梁厂万能轧机生产线百米钢轨冷床区的一级自动化总线控制系统,同时运用西门子PCS7 软件进行编程,重点介绍在S7-400PLC系统下网络组成,实现Profibus网络和Ethernet网络之间的信号交换。
关键词:Profibus;Ethernet;S7-400 PLC1.引言随着铁路高速化发展计划的日益推进,对钢轨质量和长度都提出了新的要求,为了适应市场的需求,2005年包钢(集团)公司开始筹建一条百米长尺钢轨加工生产线,该生产线于2006年6月正式投产。
此条生产线全年生产重轨和型钢90万吨,生产线中引进了大量国内国外设备,自动化程度极高。
新建轨梁厂生产线设有一级基础自动化控制系统和和二级计算机控制系统,其一级基础自动化控制系统分为步进梁式加热炉区,5机架轧机及其辅助设备,5机架液压润滑系统,百米冷床区,型钢加工线,重轨加工线等几部分,百米冷床区的设计要求是针对轧制出来的钢轨进行缓冷,同时在钢轨进入冷床时提前进行预弯,达到钢轨冷却温度后只有很少变形量。
以便于后部钢轨矫直工序的处理,本文主要讲述其中百米钢轨冷床区PLC控制系统下的网络控制组成。
2.设备组成及控制和功能2.1 主要设备及功能整个百米冷床区域的主要设备有冷床输入辊道(用于将前部区域输送出的钢轨运送到冷床入口),冷床入口带预弯功能的升降横移装置,(用于将冷床入口辊道上的钢轨按设定位置进行预弯后运送到冷床步进梁上),冷床步进梁(用于将钢轨按照工艺步距向冷床出口运送),冷床出口升降横移装置(用于将冷床步进梁上的钢轨从步进梁上移出,运送到冷床输出辊道),冷床输出辊道(用于将钢轨运送到后部的矫直区域)。
各区域的控制在操作台上分为手动、半自动和自动三种控制模式,手动控制模式主要用于检修和处理事故时对各单体设备进行操作,此模式只有一些必须的联锁,在任何状况下手动模式是可以进行操作的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 系统简 介
通 钢 四平 六辊可 逆冷 轧机 ,其 轧制 范 围是 从 来
1 引言
在工业 自动化控 制领域 , 普遍 采用国际公认 的 开 放 式 通 信 协 议 有 :R FB S 工 业 以 太 网 、 P O IU 、 P O IE R FN T及 A —ne ae等 。西 门子 全 集 成 自动 S Itfc r
兼 容性 。对 于 企 业 级 的 西 门 子 工 业通 信 系 统 , It nt It nt n re和 n ae技术应用广泛 l e r 对于车间级的西 门子工业通信系统 , 主要解决方案是工业以太网; 对 于现场级的西门子工业通信系统 , 主要解决方案是 P O IU R FB S协 议 。 在 冷 轧 机 组 中 , 主 要 实 现 了
一
: 程师 i I :
l l MI
主操 作台
} I
出口操作 箝
l I l M
图 1 网络 结 构
31 主站 与人机 界面 ( . 启停 、 组状 态 显 示 、 从 机 工艺 参 数设 定 、故 障诊 断报警 及 张力 实 时 曲线 显示 等功 能; 人机 界 面 T 2 0触 摸 屏安 装 于 出 口操 作 箱 用 于 P7 轧机 后部 设备 的操作 。
(ui i tf e M lP n I e a )协议适合通讯速率要求不高、 t o tn r c
数据 通信 量不大 的场合 。 本机 组设 计 D 口用于 D P P协议 , 该通 讯接 口通 过 P O IU — P协议 将 主 站 I与 现场 四个 操 作 台 R FB S D 的 E 2O T O M模 块 和 四个 阀站控 制箱 以及两 个 液压 站 的 E 0 B模块 相 连 , 成 网络 2 o 组 。通过 此 网络采 集 开 关量信 号 、 数字量 信 号和 模 拟量 信号 等 。 采集 的 将 各 种信号 , 经过 中央处 理器 程 序处 理后 输 出 , 以控 制 各 液压 阀 、 动 阀动 作 , 而完 成 计 长 、 重功 能 及 气 从 计 各 段 张力 的控制 。 同时 , 触摸 屏 及上 位 监控机 上做 在 状 态及 参数 显示 。 P O IU — P的站 点 数 量 有一 定 限制 ,不 能 R FB S D 连接 太多 , 而且 其通 讯速 率 与总 线 长度有 直接 关系 , 如太 长会 影 响通讯 速率 。
的西门子工业通信网络 系统 。 同时 , 涉及到 P O IU - P和 R FB S D P O IU - D R FB S F L协议及光纤 网络的应用 。
关键 词 : R FB S SMO I Kl 全 集 成 自动 化 系 统 1 P O I U l I LN 人机界面 - 传动装置 。
重工 与起重 技术
HE AVY NDU I nUAL & HOI SnNG MACHI RY NE
P C主 站 I通 过 以太 网模 块 和 一 台人 机 界 面 L
T20 P 7 触摸屏及两台上位监控计算机组成 以太通讯
网络 , 网络 1 即 。 32 主站 I与分布 式 ( . 网络 2 )
大连 大 重机 电安 装 工程 有 限公 司 任 延清
摘 要 :介绍 了在冷轧机组 中应用 SE N IME S公司产品组成
证了数据的高速传送 , 特别适合可编程控制器与现 场分散 设备的通信 lR FB S F L O IU - D 协议是一 P 种更为优化的通信方式 , 适合主站之间的总线通信。
字的串行数据传输协议。光纤网络可 以满足长距离 数 据传 输 , 并且保 持高 的传 输速率 ; 以屏蔽 强 电磁 可 场的干扰。 各传动机构通过 S B通讯模板实现同步 L
控 制功 能 , 过控 制 轧机 、 取机 速度 等参数进 而控 通 卷 制 带材 轧 制精度 , 以满 足现 场工 艺要 求 。
化 系统 对于 国际化 、 放 式 的通 信 标 准 具有 极 强 的 开
料厚度为 0  ̄m 轧制到成品厚度为 0  ̄ nn的 . 4 m, 4 . 3u 3 成 品带卷。该机组控制系统采用西门子 自动化公司 的 产 品 , 于 西 门 子工 业 通 信 网 络 , 现 了 P C中 基 实 L 央处理器与现场 、传动装置之间的数据交换 , 并 与操作员界面、 工程师站等多台设备进行数据共享。
P O IU R FB S协议 的不 同应 用 , 即 P OFB S D R IU — P和 P O IU — D R FB S F L协 议 。P OFB S D R IU — P通 信协 议 保
3 网络结构
从网络图l 中可看到:有一台 ¥ - 0 ( 7 4 0 一级主 站)一 台 F 5 主站 Ⅱ、 、 M48 一台 T 20 P 7 触摸屏 、 台 两 上位机、 若干 E 2 0 T 0 M分布式 从站和传动控制从 站 ,并通过 P C背 板 总线和 四条 网络 将它 们 连接 在 L 起 。下面分别 介绍相 关通 讯 网络 。
维普资讯
20 0 7年 第 1 期 总第 1 3期
重 工 与 起 重 技 术
HEAVY NDUS I I r UAL& H0I nNG S MAC NE HI RY
N0 1 2 o . 0 7 Sed I a .3 N0 1
SE N IME S工 业 通 信 网 络 在 冷 轧 机 组 上 的 应 用
35 背 板总线 及 R FB S F L通讯 . O IU — D
主 站 IS — 0 P 4 2 2 P中央 处理 器 带 有 7 4 0C U 1— D 两 个通 讯 端 口,p PMP 和 D  ̄D / I P口 ( 图 1 ,P P 见 )D AII 口提供 两 种协 议 :R FB S D P O IU — P和 MP 协 议 。MP I I
-
从 图 1中可 看 到 , 机 组 设有 三 套 P C实 现整 本 L 个 机组 的检 测和 控制 ; 台上 位监 控 计算机 , 台作 两 一 为 工 程 师 站 , 一 台用 于 监 控 , 与 机 组 P C进 行 另 并 L
27 -
维普资讯
每 套 P C的 主机 C U分 别 通 过 背 板 总 线直 接 L P 读取 所带 的模 块 的状 态数据 , 并对其 进 行控 制 。 F 5 M 4 8主站 Ⅱ是 采用 德 国西 门子 公 司研 发 的 快速 多微 机分 布 式控 制系统 F 4 8它 作 为一 种 新 M 5 ,