10-Manufacture Plan
供应商APQP时间进度表

`项目名称Project 零件名称Part Name 供应商名称Supplier零件编号Part Number修订Revise审核Audit批准Approve修订日期Date Revised任务号Task No.是否适用Applicability负责人Responsible实际完成时间Done Date123456789101112131415161718192021222324252627第五阶段:早期生产遏制Phase 5 Early Production Containment早期生产遏制实施Early Prod. Containment ConductionGP12检查记录/问题改善报告/退出申请GP12 Record,Problem Resolving,Quit Application计划完成时间Due Date 开始时间Start Date 工装样件制造及提交OTS Manufacture & Submission 次级/转包供应商PPAP认可Sub-suppliers PPAP 次级供应商PPAP审核报告Sub-suppliers PPAP audit report & PSW PPAP内部审核Internal PPAP auditPPAP内审报告及改善计划Internal PPAP Audit & Improvement Report 初始过程能力评估Preliminary Capacity Evaluation 初始过程能力分析报告Ppk Report产品和过程特殊特性识别SC/CC Identification过程失效模式分析Process Failure Mode Analysis 生产工装设计和制造Facility Design & Manufacture 模具设计及制造Tooling Design & Manufacture 外观极限样品的建立和批准Appearance BS Approval现场PPAP审核PPAP Audit In Spot 供应商APQP时间进度表Supplier APQP Timing Chart输出文件Documents output制造地Manufacture Location 任务Task工期Time Limited量具检具规划Measurement & Gauge Planning 测量能力检查Measure Capacity Investigation开发时程规划APQP Timing Plan 材料评估Material Evaluation 过程流程规划Process Flow Layout PPAP文件提交PPAP Documents Submission 联系电话Phone供应商项目经理Supplier PM联系电话Phone 伟速达SQE VAST SQE 图面/工程及PPAP试验大纲Drawing/Engineering PPAP Test Plan 供应商APQP时间进度表Supplier APQP Timing Chart 分供方清单及材料清单Sub-supplier & Material List 过程流程图/车间平面布置图Process Flow Chart 特殊特性清单及其控制计划SC/CC Control Plan过程失效模式及效应分析PFMEA设备工装清单Facilities & Equipments List 量具检具及试验设备清单Gauges,Measurements Test Equipments List 模具图纸/模具清单/试模尺寸报告Tooling Drawing, List, Trail Run Report 第一阶段 计划和确定项目Phase 1 Plan & Define Program全尺寸检验报告/原材料材质证明Full Dimension Reports/Material Certificate 检具设计制造Gauges Design & Manufacture 第三阶段 工装样件Phase 3 OTS submission & Approval技术要求评审Technical Requirement AssessmentR@R审核报告及改善计划R@R Audit Report & Improvement ReportPPAP文件包PPAP documents 产品审核报告/改善计划及证据Production Audit Report,Improvement Report 包装仕样书Package StandardGP12控制计划/GP12检查指导书GP12 Control Plan, GP12 Working Instruction第二阶段 过程设计及开发Phase 2 Process Design & Development样件控制计划Pilot Control Plan样件控制计划Pilot Control Plan质量协议签署Quality Agreement Signed 质量协议Quality Agreement测量系统分析/试验设备校验证书MSA,Measurement Validation全尺寸检验报告/原材料材质证明Full Dimension Reports/Material Certificate按节拍生产Run at Rate早期生产遏制规划Early Prod. Containment Plan 模具修理和优化Tooling Modificate &OptimizationT1样件制造及提交T1 Samples Manufacture &Submission 样件性能认可Function Performance Approval 工程试验报告Engineering Test Report外观极限样件Appearance Boundary Samples包装式样策划Package Plan 第四阶段 生产件批准Phase 4 PPAP检具验收报告Gauge Acceptance reportocuments outputTiming Chart Material List hartPlanquipments ListReports/Materialrdlan, GP12 WorkingPlanentt ValidationReports/Materialst Reportndary Samplesce report。
汽车开发项目常用英语缩写对照
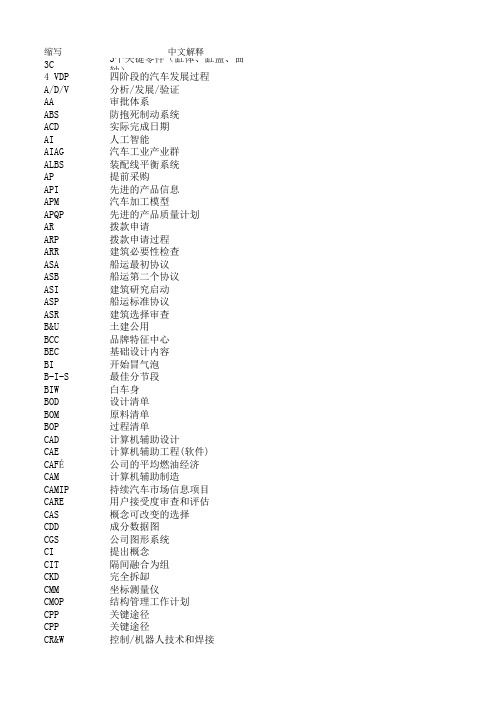
缩写中文解释3C3个关键零件(缸体、缸盖、曲轴)4 VDP四阶段的汽车发展过程A/D/V分析/发展/验证AA审批体系ABS防抱死制动系统ACD实际完成日期AI人工智能AIAG汽车工业产业群ALBS装配线平衡系统AP提前采购API先进的产品信息APM汽车加工模型APQP先进的产品质量计划AR拨款申请ARP拨款申请过程ARR建筑必要性检查ASA船运最初协议ASB船运第二个协议ASI建筑研究启动ASP船运标准协议ASR建筑选择审查B&U土建公用BCC品牌特征中心BEC基础设计内容BI开始冒气泡B-I-S最佳分节段BIW白车身BOD设计清单BOM原料清单BOP过程清单CAD计算机辅助设计CAE计算机辅助工程(软件)CAFÉ公司的平均燃油经济CAM计算机辅助制造CAMIP持续汽车市场信息项目CARE用户接受度审查和评估CAS概念可改变的选择CDD成分数据图CGS公司图形系统CI提出概念CIT隔间融合为组CKD完全拆缷CMM坐标测量仪CMOP结构管理工作计划CPP关键途径CPP关键途径CR&W 控制/机器人技术和焊接CRIT中心新产品展示执行组CS合同签订CTS零件技术规格D/EC设计工程学会DAP设计分析过程DCAR设计中心工作申请DDP决策讨论步骤DES设计中心DFA装配设计DFM装配设计DLT设计领导技术DMA经销商市场协会DMG模具管理小组DOE试验设计DOL冲模业务排行DQV设计质量验证DRE设计发布工程师DSC决策支持中心DVM三维变化管理DVT动态汽车实验E/M进化的EAR工程行为要求ECD计划完成日期EGM工程组经理ELPO电极底漆ENG工程技术、工程学EOA停止加速EPC&L工程生产控制和后勤EPL工程零件清单ETSD对外的技术说明图EWO工程工作次序FA最终认可FE功能评估FEDR功能评估部署报告FFF自由形态制造FIN金融的FMEA失效形式及结果分析FTP文件传送协议GA总装GD&T几何尺寸及精度GM通用汽车GME通用汽车欧洲GMIO通用汽车国际运作GMIQ通用汽车初始质量GMPTG通用汽车动力组GP通用程序GSB全球战略部HVAC加热、通风及空调I/P仪表板IC初始租约ICD界面控制文件IE工业工程IEMA国际出口市场分析ILRS间接劳动报告系统IO国际业务IPC国际产品中心IPTV每千辆车的故障率IQS初始质量调查IR事故报告ISP综合计划ITP综合培训方法ITSD内部技术规范图IUVA国际统一车辆审核KCC关键控制特性KCDS关键特性标识系统KO Meeting启动会议KPC关键产品特性LLPRLOI意向书M&E机器设备MDD成熟的数据图MFD金属预制件区MFG制造过程MIC市场信息中心MIE制造综合工程师MKT营销MLBS物化劳动平衡系统MMSTS制造重要子系统技术说明书MNG制造工程MPG试验场MPI主程序索引MPL主零件列表MPS原料计划系统MRD物料需求日期MRD物料需求时间MSDSMSE制造系统工程MSS市场分割规范MTBF平均故障时间MTS生产技术规范MVSS汽车发动机安全标准NAMA北美市场分析NAO北美业务NAOC NAO货柜运输NC用数字控制NGMBP新一代基于数学的方法NOA授权书NSB北美业务部OED组织和员工发展P.O采购订单PA生产结果PAA产品行动授权PAC绩效评估委员会PACE项目评估和控制条件PAD产品装配文件PARTS零件准备跟踪系统PC问题信息PCL生产控制和支持PDC证券发展中心PDM产品资料管理PDS产品说明系统PDT产品发展小组PED产品工程部PEP产品评估程序PER人员PET项目执行小组PGM项目管理PIMREP事故方案跟踪和解决过程PLP生产启动程序PMI加工建模一体化PMM项目制造经理PMR产品制造能要求PMT产品车管理小组POMS产品指令管理小组POP采购点PPAP生产零部件批准程序PPAP生产件批准程序PPH百分之PPM百万分之PR绩效评估PR采购需求PR/R问题报告和解决PSA潜在供应商评估PSC部长职务策略委员会PTO第一次试验PUR采购PVM可设计的汽车模型PVT生产汽车发展QAP质量评估过程QBC质量体系构建关系QC质量特性QFD质量功能配置QRD质量、可靠性和耐久力QS质量体系QUA质量RC评估特许RCD必须完成日期RFQ报价请求RFQ报价要求书RONA净资产评估RPO正式产品选项RQA程序安排质量评定RT&TM严格跟踪和全程管理SDC战略决策中心SF造型冻结SIU电子求和结束SL系统规划SMBP理论同步过程SMT系统管理小组SOP生产启动,正式生产SOR要求陈述SOR要求说明书SOW工作说明SPE表面及原型工程SPO配件组织SPT专一任务小组SQC供方质量控制SQIP供应商质量改进程序SSF开始系统供应SSLT子系统领导组SSTS技术参数子系统STO二级试验SUW标准工作单位TA 技术评估TAG定时分析组TBD下决定TCS牵引控制系统TDMF文本数据管理设备TIMS试验事件管理系统TIR试验事件报告TLA 技术转让协议TMIE总的制造综合工程TOE总的物主体验TSM贸易研究方法TVDE整车外型尺寸工程师TVIE整车综合工程师TWS轮胎和车轮系统UAW班组UCL统一的标准表UDR未经核对的资料发布UPC统一零件分级VAPIR汽车发展综合评审小组VASTD汽车数据标准时间数据VCD汽车首席设计师VCE汽车总工程师VCRI确认交叉引用索引VDP汽车发展过程VDPP汽车发展生产过程VDR核实数据发布VDS汽车描述概要VDT汽车发展组VDTO汽车发展技术工作VEC汽车工程中心VIE汽车综合工程师VIS汽车信息系统VLE总装线主管,平台工程师VLM汽车创办经理VMRR汽车制造必要条件评审VOC顾客的意见VOD设计意见VSAS汽车综合、分析和仿真VSE汽车系统工程师VTS汽车技术说明书WBBA全球基准和商业分析WOT压制广泛开放WWP全球采购PC项目启动CA方案批准PA项目批准ER工程发布PPV产品和工艺验证PP预试生产P试生产EP工程样车Descriptions3 Critical Parts(Cylinder-block, Cylinder-head, Crankshaft) Four Phase Vehicle Development ProcessAnalysis/Development/ValidationApprove ArchitectureAnti-lock Braking SystemActual Completion DateArtificial IntelligenceAutomotive Industry Action GroupAssembly Line Balance SystemAdvanced PurchasingAdvanced Product InformationAutomotive Process ModelAdvanced Product Quality PlanningAppropriation RequestAppropriation Request ProcessArchitectural Requirements ReviewAgreement to Ship AlphaAgreement to Ship BetaArchitecture Studies InitiationAgreement to Ship PrototypeArchitecture Selection ReviewBuilding & UtilityBrand Character CenterBase Engineered ContentBubble Up InitiationBest-In-SegmentBody In WhiteBill of DesignBill of MaterialBill of ProcessComputer-Aided DesignComputer-Aided EngineeringCorporate Average Fuel EconomyComputer-Aided ManufacturingContinuous Automotive Marketing Information Program Customer Acceptance Review and EvaluationConcept Alternative SelectionComponent Datum DrawingsCorporate Graphic SystemConcept InitiationCompartment Integration TeamComplete KnockdownCoordinate Measuring MachinesConfiguration Management Operating PlanCorporate Product PorefolioCritical Path PlanControls/Robotics & WeldingCenter Rollout Implementation Team Contract SigningComponent Technical SpecificationDesign and Engineering CouncilDesign Analysis ProcessDesign Center Action RequestDecision Dialog ProcessDesign CenterDesign for AssemblyDesign For ManufacturabilityDesign leader TechnicalDealer Market AssociationDie Management GroupDesign Of ExperimentsDie Operation Line-UpDesign Quality VerificationDesign Release EngineerDecision Support CenterDimensional Variation ManagementDynamic Vehicle TestEvolutionary/MajorEngineering Action RequestEstimated Completion DateEngineering Group ManagerElectrode position PrimerEngineeringEnd of AccelerationEngineering Production Cntrol &Logistics Engineering Parts ListExterior Technical Specification Drawing Engineering Work OrderFinal ApprovalFunctional EvaluationFunctional Evaluation Disposition Report Free Form FabricationFinancialFailure Mode and Effects AnalysisFile Transfer ProtocolGeneral AssemblyGeometric Dimensioning & Tolerancing General MotorsGeneral Motors EuropeGeneral Motors International Operations General Motors Initial QualityGeneral Motors Powertrain GroupGeneral ProcedureGlobal Strategy BoardHeating, Ventilation ,and Air ConditioningInstrument PanelInitiate CharterInterface Control DocumentIndustrial EngineeringInternational Export Market AnalysisIndirect Labor Reporting SystemInternational OperationsInternational Product CenterIncidents Per Thousand VehiclesInitial Quality SurveyIncident ReportIntegrated Scheduling ProjectIntegrated Training ProcessInterior Technical Specification DrawingInternational Uniform Vehicle AuditKey Control CharacteristicsKey Characteristics Designation SystemKick-off MeetingKey product CharacteristicLing Lead P ReleaseLetter of IntentMachine & EquipmentMaster Datum DrawingsMetal Fabrication DivisionManufacturing OperationsMarketing Information CenterManufacturing Integration EngineerMarketingMaterial Labor Balance SystemManufacturing Major Subsystem Technical Specifications Manufacturing EngineeringMilford Proving GroundMaster Process IndexMaster Parts ListMaterial Planning SystemMaterial Required DateMaterial Required DateMaterial Safery Data SheetsManufacturing System EngineerMarket Segment SpecificationMean Time Between FailuresManufacturing Technical SpecificationMotor Vehicle Safety StandardsNorth American Market AnalysisNorth American OperationsNAO ContainerizationNumerically ControlledNext Generation Math-Based ProcessNotice of AuthorizationNAO Strategy BoardOrganization and Employee DevelopmentPurchasing OrderProduction AchievementProduction Action AuthorizationPerformance Assessment CommitteeProgram Assessment and Control EnvironmentProduct Assembly DocumentPart Readiness Tracking SystemProblem CommunicationProduction Control and LogisticsPortfolio Development CenterProduct Data ManagementProduct Description SystemProduct Development TeamProduction Engineering DepartmentProduct Evaluation ProgramPersonnelProgram Execution TeamProgram ManagementProject Incident Monitoring and Resolution Process Production Launch ProcessProcess Modeling IntegrationProgram Manufacturing ManagerProduct Manufacturability RequirementsProduct Management TeamProduction Order Management SystemPoint of PurchaseProduction Part Approval ProcessProduction Parts Approval ProcessProblems Per HundredProblems Per MillionPerformance ReviewPurchase RequirementProblem Reporting and ResolutionPotential Supplier AssessmentPortfolio Strategy CouncilPrimary TryoutPurchasingProgrammable Vehicle ModelProduction Vehicle DevelopmentQuality Assessment ProcessQuality Build ConcernQuality CharacteristicQuality Function DeploymentQuality, Reliability,andDurabilityQuality SystemQualityReview CharterRequired Completion DateRequest For QuotationRequirement for QuotationReturn on Net AssetsRegular Production OptionRouting Quality AssessmentRigorous Tracking and Throughout Managment Strategic Decision CenterStyling FreezeSumming It All UpSystem LayoutsSynchronous Math-Based ProcessSystems Management TeamStart of ProductionStatement of RequirementsStatement of RequirementsStatement of WorkSurface and Prototype EngineeringService Parts OperationsSingle Point TeamStatistical Quality ControlSupplier Quality Improvement ProcessStart of System FillSubsystem Leadership TeamSubsystem Technical Specification Secondary TryoutStandard Unit of WorkTechnology AssessmentTiming Analysis GroupTo Be DeterminedTraction Control SystemText Data Management FacilityTest Incident Management SystemTest Incident ReportTechnology License AgreementTotal Manufacturing Integration Engineer Total Ownership ExperienceTrade Study MethodologyTotal Vehicle Dimensional EngineerTotal Vehicle Integration EngineerTire and Wheel SystemUnited Auto WorkersUniform Criteria ListUnverified Data ReleaseUniform Parts ClassificationVehicle & Progress Integration Review TeamVehicle Assembly Standard Time DataVehicle Chief DesignerVehicle Chief EngineerValidation Cross-Reference IndexVehicle Development ProcessVehicle Development Production Process Verified Data ReleaseVehicle Description SummaryVehicle Development TeamVehicle Development Technical Operations Vehicle Engineering CenterVehicle Integration EngineerVehicle Information SystemVehicle Line ExecutiveVehicle Launch ManagerVehicle and Manufacturing Requirements Review Voice of CustomerVoice of DesignVehicle Synthesis,Analysis,and Simulation Vehicle System EngineerVehicle Technical SpecificationWorldwide Benchmarking and Business Analysis Wide Open ThrottleWorldwide PurchasingProgram CommencementConcept ApprovalPrograme ApprovalEngineering ReleaseProduct & Process ValidationPre-PilotPilot。
定制生产制度模板英文
定制生产制度模板英文Custom Production System TemplateIntroductionIn today's competitive business environment, companies are constantly striving for operational excellence and efficiency. A well-defined production system is essential for ensuring smooth and effective manufacturing processes. This article presents a customizable production system template that can be used as a framework for designing and implementing a production system in an organization.1. Overview of the Production SystemThe production system serves as the backbone of any manufacturing organization, encompassing all the activities and processes involved in transforming raw materials into finished products. It includes elements such as production planning, scheduling, inventory management, quality control, and continuous improvement. The primary goal of a production system is to optimize resources, minimize costs, and deliver products of the highest quality.2. Key Components of the Production System Template2.1 Production Planning and SchedulingEfficient production planning entails forecasting demand, setting production targets, determining production sequence, and allocating resources. In the template, provide a detailed overview of how the organization plans and schedules its production activities. Highlight anytools or software used for capacity planning, demand forecasting, and production sequencing.2.2 Inventory ManagementAn effective inventory management system ensures the availability of raw materials and finished goods while minimizing carrying costs. Discuss the organization's approach to inventory control, including strategies for managing raw material procurement, maintaining optimum stock levels, and implementing just-in-time (JIT) practices. Emphasize any technology or techniques employed for inventory tracking and management.2.3 Quality ControlQuality control plays a critical role in ensuring that products meet or exceed customer expectations. Describe the organization's quality control processes, including inspection methods, quality assurance protocols, and adherence to relevant standards and certifications. Highlight any statistical quality control techniques or tools utilized to monitor and improve product quality.2.4 Continuous ImprovementContinuous improvement is a fundamental aspect of any production system, aiming to enhance operational efficiency and drive innovation. Explain how the organization promotes a culture of continuous improvement, such as through the implementation of lean manufacturing principles, Kaizen events, or Six Sigma methodologies. Discuss any specific initiatives or projects that have led to significant improvements in the production system.3. Customization of the Production System TemplateEvery organization has unique requirements and challenges. Therefore, it is important to customize the production system template to align with specific business needs. Provide guidelines on how to tailor the template to suit the organization's industry, production processes, and goals. Encourage flexibility and adaptability in modifying the template as the business evolves or encounters new opportunities.4. Benefits and OutcomesDescribe the potential benefits and outcomes of implementing the customized production system template. These may include increased productivity, reduced lead times, improved quality, reduced costs, enhanced customer satisfaction, and sustainable growth. Demonstrate how the template can serve as a framework for achieving the organization's production objectives and aligning with its overall strategic goals.ConclusionA well-designed and customized production system is integral to the success of any manufacturing organization. By implementing the customizable production system template provided in this article, businesses can streamline their operations, maximize efficiency, and stay competitive in today's dynamic marketplace. Remember to adapt the template to meet specific organizational needs and continuously improve the production system to drive ongoing success.。
工厂常用英文翻译

工厂常用英文翻译工廠常用英語翻譯(機械、模具。
)一、组织机构及职位总经理办公室General manager’s office模具部T ooling department项目部Project department品质部Quality department计划部 Plan department制造部Manufacture departmentKeypad产品部Keypad departmentIMD 产品部 IMD department五金部 Metal stamping department设计科 Design section冲压车间 Stamping workshop电镀车间 Plating workshop物控科 Production material control section计划科 Plan section仓务科 Warehouse section商务科 Business section品质规划科 quality plan sectionIQC科 IQC sectionIPQC科 IPQC sectionOQC科 OQC section检测中心 measurement center项目规划科 Project plan section项目XX科 Project section XX试模科 Mold test section成本科 Cost section设备科 Facility section采购科 Purchase section综合办 General affairs office编程科 Programming section模具工程科T ooling engineering section 模具装配车间Mold assembly workshop文控中心Document control center (DCC)注塑车间Injection workshop喷涂车间 Spray painting workshop装配车间Assembly workshop总经理General manager (GM)经理managerXX部门经理Manager of XX department原料库 Raw material warehouse半成品库Semi-finished product warehouse 成品库Finished product warehouse科长 section chief主任 chief部门主管 department head主管, 线长supervisor组长Foreman, forelady秘书secretary文员clerk操作员operator助理assistant职员staff二、产品超声波焊接ultrasonic welding 塑胶件 Plastic parts塑材 Raw parts喷涂件 Painted parts装配件 Assembly parts零件 Component原料 Raw material油漆 Paint稀释剂 Thinner油墨 Ink物料编号part number三、模具注塑模具injection mold冲压模具Stamping tool模架mold base定模座板Fixed clamp plate A板A plateB板B plate支承板 support plate方铁 spacer plate回位销 Return pin导柱 Guide pin动模座板Moving clamp plate 顶针ejector pin单腔模具single cavity mold 多腔模具multi-cavity mold 浇口gate合模力clamping force锁模力locking force开裂crack循环时间cycle time老化aging螺杆screw镶件 Insert主流道 sprue分流道runner浇口gate直浇口 direct gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate浇口套sprue bush流道板runner plate排气槽vent分型线(面)parting line 定模Fixed mold动模movable mold型腔cavity凹模cavity plate,凸模core plate斜销angle pin滑块slide拉料杆sprue puller定位环locating ring脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mold 熔合纹weld line 三板式模具three plate mold脱模ejection脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure保压时间holding time闭模时间closing time电加工设备Electron Discharge Machining数控加工中心CNC machine center万能铁床Universal milling machine平面磨床Surface grinding machine万能摇臂钻床Universal radial movable driller 立式钻床Vertical driller倒角chamfer键Key键槽keyway间距pitch快速成型模Rapid prototype tool (RPT)四、品管SPC statistic process control品质保证Quality Assurance(QA)品质控制Quality control(QC)来料检验IQC Incoming quality control巡检IPQC In-process quality control校对calibration环境试验Environmental test光泽gloss拉伸强度tensile strength盐雾实验salt spray test翘曲warp比重specific gravity疲劳fatigue撕裂强度tear strength缩痕sink mark耐久性durability抽样sampling样品数量sample sizeAQL Acceptable Quality level 批量lot size抽样计划sampling plan抗张强度 Tensile Strength抗折强度 Flexural Strength硬度 Rigidity色差 Color Difference涂镀层厚度 Coating Thickness 导电性能 Electric Conductivity 粘度 viscosity附着力 adhesion耐磨 Abrasion resistance尺寸 Dimension(喷涂)外观问题 Cosmetic issue不合格品 Non-conforming product限度样板 Limit sample五、生产注塑机injection machine冲床Punch machine嵌件注塑 Insert molding双色注塑 Double injection molding薄壁注塑 Thin wall molding膜内注塑IMD molding ( In-mold decoration)移印Tampo printing丝印 Silk screen printing热熔 Heat staking超声熔接 Ultrasonic welding (USW)尼龙nylon黄铜 brass青铜 bronze紫(纯)铜 copper料斗hopper麻点pit配料compounding涂层coating飞边flash缺料 Short mold烧焦 Burn mark缩水 Sink mark气泡 Bubbles破裂 Crack熔合线 Welding line 流痕 Flow mark银条 Silver streak黑条 Black streak表面光泽不良Lusterless表面剥离Pelling翘曲变形Deformation脏圬 Stain mark油污 Oil mark蓝黑点 Blue-black mark顶白 Pin mark拉伤 Scratch限度样品 Limit sample最佳样品 Golden sample预热preheating再生料recycle material机械手 Robot机器人 Servo robot试生产 Trial run; Pilot run (PR)量产 mass production 切料头 Degate产能 Capacity能力 Capability参数 Parameter二次加工 Secondary process六.物控保质期shelf lifeABC分类法ABC Classification装配Assembly平均库存Average Inventory批号Batch Number批量生产Mass Production提货单Bill of Lading物料清单Bill of Material采购员Buyer检查点Check Point有效日期Date Available修改日期Date Changed结束日期Date Closed截止日期Date Due生产日期Date in Produced库存调整日期Date Inventory Adjust 作废日期D ate Obsolete 收到日期Date Received交付日期Date Released需求日期Date Required需求管理Demand Management需求Demand工程变更生效日期Engineering Change Effect Date呆滞材料分析Excess Material Analysis完全跟踪Full Pegging在制品库存In Process Inventory投入/产出控制Input/ Output Control检验标识Inspection ID库存周转率Inventory Carry Rate准时制生产Just-in-time (JIT)看板Kanban人工工时Labor Hour最后运输日期Last Shipment Date提前期Lead Time负荷Loading仓位代码Location Code仓位状况Location Status批量标识Lot ID批量编号Lot Number批量Lot Size机器能力Machine Capacity机器加载Machine Loading制造周期时间Manufacturing Cycle Time制造资源计划Manufacturing Resource Planning (MRP II)物料成本Material Cost物料发送和接收Material Issues and Receipts物料需求计划Material Requirements Planning (MRP)现有库存量On-hand Balance订单输入Order Entry零件批次Part Lot零件编号Part Number (P/N)零件Part领料单Picking List领料/提货Picking产品控制Product Control产品线Production Line采购订单跟踪Purchase Order Tracking需求量Quantity Demand毛需求量Quantity Gross安全库存量Safety Stock在制品Work in Process零库存Zero Inventories七.QS-9000中的术语APQP Advanced Product Quality Planning and Control Plan,产品质量先期策划和控制计划PPAP Production Part Approval Process,生产件批准程序FMEA Potential Failure Mode and Effects Analysis,潜在失效模式及后果分析MSA Measure System Analysis,测量系统分析SPC Statistical Process Control,统计过程控制审核 Audit能力 Capability能力指数 Capability Indices控制计划 Control Plans纠正措施 Corrective Action文件 Documentation作业指导书Standard operation procedure (SOP); Work instruction 不合格品 Nonconformance不合格 Nonconformity每百万零件不合格数 Defective Parts Per Million, DPPM预防措施 Preventive Action程序Procedures过程流程图 Process Flow Diagram, Process Flow Chart 质量手册Quality Manual质量计划 Quality Plan质量策划 Quality Planning质量记录Quality Records原始数据Raw Data反应计划Reaction Plan返修Repair返工Rework现场Site分承包方Subcontractors产品product质量quality质量要求quality requirement顾客满意customer satisfaction质量管理体系quality management system 质量方针quality policy质量目标quality objective质量管理quality management质量控制quality control质量保证quality assurance组织organization顾客customer供方supplier过程process服务service设计与开发design and development:特性characteristic可追溯性trace ability合格conformity缺陷defect纠正correction让步concession放行release报废scrap规范specification检验inspection试验test验证verificatio评审review测量measurement。
批量生产检查表Manufacture Readiness Review

Production layout established Material flow route reasonable Tooling in place 模具到位 3~4 Equipment, fixture, jig in place 设备,工装到位 3~5 Inspection fixture/instrument in place Process 检验设备,检具到位 Audit 3~6 Sample in place 过程准备 样品准备到位 3~7 Production capability 生产能力确认 3~8 Raw material readiness 3~9 First batch production plan 3~10 Operator/inspector qualification 人员资格培训认可
Supplier: Item
CCCS: Major Description Flow Chart 流程图 CPC 明确关键产品特性 CPP established 过程关键参数建立 CPP verified 过程关键参数的验证 In-coming SIP 进料检验指导书 In-coming report 进料检验报告 In-coming inspection plan 进料检验规范 material certification 材质保证书 Out-going SIP 出货检验指导书 Out-going report 出货检验报告 Out-going inspection plan 出货检验规范 Function test established 建立测试装置 Function test report 测试报告 Control plan 控制计划 Prototype 样品 Pilot run 试生产(如果有) Project build issue report 生产问题报告 Customer approval notice 首件批准通知 Drawing, Specification 最新的图纸及规范 ECN 设计变更 BOM 材料清单 Approved vendor list 认可之供应商 SOP 制程作业指导书 SIP 制程检验指导书 Process inspection plan 制程检验计划 Packaging procedure 包装指导书 All docu. revision controlled 文件版本控制 Products revision contol 成品版本控制
车间管理常用英语

车间管理常用英语Assembly line组装线Layout布置图Conveyer流水线物料板Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查Out of Box Audit fit together组装在一起fasten锁紧(螺丝) fixture 夹具(治具) pallet栈板barcode条码barcode scanner条码扫描器fuse together熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME制造工程师MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch镑、英寸EMI gasket导电条front plate前板rear plate后板chassis 基座bezel panel面板power button电源按键reset button重置键Hi-pot test of SPS高源高压测试V oltage switch of SPS 电源电压接拉键sheet metal parts 冲件plastic parts塑胶件SOP制造作业程序material check list物料检查表work cell工作间trolley台车carton 纸箱sub-line支线left fork叉车personnel resource department 人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot 机械手hydraulic machine油压机lathe车床|刨床?planer |'plein miller铣床grinder磨床driller钻床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section supervisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil 擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to 退料scraped |'skrapid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良n|氧化?oxidation |' ksi'dei scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓name of a department部门名称administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车forklift叉车pallet栈板glove(s)手套glove(s) with exposed fingers割手套thumb大拇指forefinger食指midfinger中指ring finger无名指little finger小指band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条jack升降机production line流水线chain链条槽magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机packaging打包missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小)cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色scratch划伤poor processing 制程不良poor incoming part事件不良fold of packaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位safety安全quality品质delivery deadline交货期cost成本engineering工程die repair模修enterprise plan = enterprise expansion projects企划QC品管die worker模工production, to produce生产equipment设备to start a press开机stop/switch off a press关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board看板feeder 送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模to repair a die修模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板carton box纸箱to pull and stretch拉深to put material in place, to cut material, to input 落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for 准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位lots of production生产批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty 工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氩焊vocabulary for stamping。
制造开发流程描述
Manufacturing Strategy
PESnI 到gJi1neering
C
B A
V0
46 个月
V1
V2
VPDwg PS
到
J1
CDJ
V0
V1
V2 3F4DJ个月
Manufacturing Engineering
PS 到 PC
24 个月
PC 到 FDJ 13 个月
附录
10
议程
制造工程一级开发流程 制造工程二级开发流程
• 流程描述 • 制造战略规划 • 产品可行性和验证 • 制造工艺开发 • 制造工装和设备开发 • 整车尺寸保证 管理和控制 流程方法和工具 制造工程节点报告 职能职责
附录
11
制造战略规划,定义未来项目的先决条件并根据产品内容支持战略调 整
BOP
Process & Inspection Instructions
TT
PP
TT 和 PP 6.5 个月
J1 到 FSR 3 个月
MP1 MP2 OIS/WES
Process Level 1 = NPDS Process Level 2 Process Level 3 Process Level 4 Process Level 5
Total Vehicle Geometry Assurance
Virtual Pre-matching
Physical Pre-matching & Measurement
6
Management & Control
Program Control Launch Quality Operating System (LQOS)
质量体系英文缩写

1.PDCA:Plan、Do、Check、Action 策划、实施、检查、处置2.PPAP:Production PartApproval Process生产件批准程序3。
APQP:Advanced ProductQuality Planning产品质量先期策划4。
FMEA:Potential FailureMode and Effects Analysis 潜在失效模式及后果分析5。
SPC:Statistical ProcessControl统计过程控制6.MSA:Measurement SystemAnalysis 测量系统控制7。
CP:Control Plan 控制计划8。
QSA:Quality SystemAssessment 质量体系评定9。
PPM:Parts Per Million 每百万零件不合格数10。
QM:Quality Manua质量手册11。
QP:Quality Procedure质量程序文件/Quality Planning质量策划/Quality Plan 质量计划12.CMK:机器能力指数13。
CPK:过程能力指数14.CAD:Computer-AidedDesign 计算机辅助能力设计15.OEE:Overall Equipment Effectiveness 设备总效率16。
QFD:Quality FunctionDeployment质量功能展开17.FIFO:First in,First out先进先出18。
COPS:Customer OrientedProcesses顾客导向过程19。
TCQ:Time、Cost、Quality时间、成本、质量20。
MPS:Management Processes管理性过程21。
SPS:Support Processes支持性过程22.TQM:Total QualityManagement全面质量管理23。
PQA:Product QualityAssurance产品质量保证(免检)24。
工厂规划设计指南书

工厂规划设计指南书英文回答:Factory Planning and Design Guide.Introduction.Factory planning and design are critical aspects of a manufacturing process that aim to optimize efficiency, productivity, and cost-effectiveness. This guide provides a comprehensive framework for planning and designing a factory, covering key principles, considerations, and best practices.Principles of Factory Planning.Integrated Approach: Integrate all aspects of production, including equipment, materials, processes, and personnel.Capacity Planning: Determine the appropriate production capacity based on demand forecasts and future growth potential.Material Flow: Design efficient material handling systems that minimize waste and maximize flow.Layout Planning: Optimize facility layout tofacilitate efficient movement of materials, products, and personnel.Ergonomics and Safety: Ensure a safe and ergonomic work environment to enhance worker productivity and well-being.Design Considerations.Equipment Selection: Choose equipment that meets production requirements, optimizes efficiency, and minimizes downtime.Materials Management: Establish effective systems forreceiving, storage, and distribution of materials.Production Processes: Design processes that optimize efficiency, quality, and throughput.Logistics and Distribution: Plan for efficient storage and transportation of finished goods.Facility Infrastructure: Ensure adequate infrastructure, including utilities, ventilation, and lighting.Best Practices.Use Computer-Aided Design (CAD) Software: Utilize CAD software for accurate and detailed facility design.Conduct Simulations: Simulate facility operations to identify potential bottlenecks and optimize processes.Implement Lean Manufacturing Principles: Reduce waste and improve efficiency through lean principles andpractices.Involve Stakeholders: Collaborate with stakeholders, including production, engineering, and management, to ensure alignment and buy-in.Continuously Improve: Monitor and evaluate facility operations to identify areas for improvement and implement changes as needed.Conclusion.Effective factory planning and design are essential for manufacturing success. By following the principles, considerations, and best practices outlined in this guide, manufacturers can create facilities that optimize efficiency, productivity, and cost-effectiveness,ultimately leading to increased profitability and customer satisfaction.中文回答:工厂规划设计指南。
APQP各个阶段

1.APQP有哪几个阶段?共分为五个阶段:第一阶段:计划和确定项目(立项)第二阶段:产品的设计和开发(样件试制)第三阶段:过程的设计和开发(试生产策划)第四阶段:产品和过程的确认(试生产)第五阶段:反馈评定和纠正措施(量产及持续改进)没有产品设计责任时:第一阶段:计划和确定项目第二阶段:样品试制第三阶段:试生产准备第四阶段:小批量试生产第五阶段:批量生产2.APQP与几大工具的关系以及导入时间.3.APQP与工具4.QPN 阶段顺序图5.QPN相关概念序号缩写英文原文解释1 OTS OFF TOOL SAMPLE 用批量生产的工模器具制造出的样件2 PVS Produktions –Versuchs - Serie 批量试生产3 TMA Trial Manufacturing Agreement 试制协议4 QSV Qualitaes-Sicherungs-Vereinbarung 质量保证协议5 BMG Bau-Muster-Genehmigung产品工程样件性能检验认可6 B- Freigabe 采购认可7 D- Freigabe 试制/0批量的认可8 P- Freigabe 计划认可9 TL 技术资料汇编10 LH LastenHeft 要求汇总书11 Pflichtenheft 责任汇总书12 ME Markt-Einfuehrung 市场导入13 MIS Management Informations-System 管理信息系统14 Nullserie 零批量15 QPN Qualifizierungs-Programm Neuteile 新零件质量提高计划16 SOP Start-Of-Production 批量生产启动Standard Operating Procedure 标准操作程序17 QSR 质量体系要求18 APQP Adavanced part quality plan 高级产品质量计划19 PPAP product part approval procedure 生产件批准程序20 QSA 质量体系评审21 MSA measurement system analysis 测量系统分析22 FMEA 失效模式及结果分析23 SPC 统计过程控制。
设备的详细制造进度计划

设备的详细制造进度计划英文回答:Detailed Manufacturing Schedule for Equipment.Project Scope.The project scope includes the development and manufacture of a new type of medical equipment. The equipment is designed to be used in hospitals and clinics for the diagnosis and treatment of various diseases. The equipment must meet all applicable regulatory requirements and be manufactured in accordance with Good Manufacturing Practices (GMP).Manufacturing Schedule.The following is a detailed manufacturing schedule for the equipment:Phase 1: Design and Development (6 months)。
Conceptual design.Detailed design.Prototyping.Testing and validation.Phase 2: Manufacturing Planning (3 months)。
Process planning.Material sourcing.Equipment procurement.Facility layout.Phase 3: Production (12 months)。
Raw material inspection.Component fabrication.Assembly.Testing and inspection.Packaging and labeling.Phase 4: Installation and Commissioning (2 months)。
生产能力计划英语

生产能力计划英语In the modern business landscape, production capacity planning plays a pivotal role in ensuring the smooth operation and success of a company. It involves the strategic management of resources to meet the production needs while optimizing costs and efficiency.Effective production capacity planning begins with a thorough understanding of market demand. Companies must analyze trends, forecasts, and customer preferences topredict the volume of products or services required. This information is crucial for setting production targets and schedules.Once the demand is determined, the next step is to assess the current production capacity. This includes evaluating the available machinery, labor force, raw materials, and technology. It's essential to identify any bottlenecks or inefficiencies that could hinder production.With a clear picture of both demand and capacity, companies can then develop a production plan. This plan should outline the number of units to be produced, the timeline for production, and the allocation of resources.It's important to have a flexible plan that can adapt to changes in demand or supply chain disruptions.In addition to planning, companies must also monitor andcontrol the production process. This involves tracking progress against the plan, identifying any deviations, and taking corrective actions when necessary. Regular reviews and adjustments to the plan can help maintain alignment with business objectives.Investing in technology and automation can significantly enhance production capacity planning. Advanced systems can provide real-time data on production, allowing for more accurate forecasting and decision-making. Moreover, they can improve efficiency and reduce the potential for human error.Training and development of the workforce is another key aspect of production capacity planning. A skilled and knowledgeable team can operate machinery more effectively, troubleshoot issues, and contribute to continuous improvement initiatives.Finally, effective communication and collaboration between departments is vital. Sales, marketing, production, and supply chain teams must work together to ensure that the production plan is aligned with business goals and that everyone is aware of their roles and responsibilities.In conclusion, production capacity planning is a dynamic process that requires ongoing attention and adaptation. By understanding demand, assessing capacity, developing a flexible plan, leveraging technology, investing in workforce development, and fostering cross-departmental collaboration, companies can optimize their production capabilities and achieve their business objectives.。
manufacture guideline 制造指导方针
manufacture guideline 制造指导方针"Manufacture Guideline" refers to a set of guidelines, principles, or recommendations that provide instructions and guidance for the manufacturing process. These guidelines are typically developed and established by manufacturers, industry associations, or regulatory bodies to ensure一致性, quality, efficiency, and safety in the production of goods.The purpose of a Manufacture Guideline is to standardize and optimize the manufacturing process, ensuring that products are fabricated in a consistent and controlled manner. These guidelines cover various aspects of the manufacturing workflow, including:1. Design and specifications: Outlining the requirements and specifications for the product, including materials, dimensions, tolerances, and performance characteristics.2. Production process: Describing the step-by-step procedures, techniques, and equipment used in the manufacturing process, ensuring efficiency and quality.3. Quality control: Establishing standards and procedures for inspection, testing, and quality assurance to ensure that the final product meets the desired specifications and quality standards.4. Safety and environmental considerations: Addressing safety measures, environmental regulations, and waste management practices to protect workers and the environment.5. Documentation and record-keeping: Outlining the requirements for documenting and maintaining manufacturing records, including process parameters, inspection results, and traceability information.Manufacture Guidelines are essential for ensuring that products are consistently manufactured to a high standard, meeting customer expectations and regulatory requirements. They help manufacturers streamline their operations, reduce errors, improve productivity, and ensure quality and safety. By followingthese guidelines, manufacturers can enhance their competitiveness, reputation, and compliance with industry standards.。
制定生产工艺的英文计划

下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!Title: Optimizing Production Processes for Enhanced Efficiency: A Practical ApproachIn today's competitive industrial landscape, optimizing production processes is crucial for businesses to stay ahead.Efficient production not only ensures timely delivery but also enhances overall quality, customer satisfaction, andcost-effectiveness. In this article, we'll explore a practical approach to optimizing production processes, focusing on key strategies and best practices.1. Process Analysis and Mapping:The first step in optimizing production processes is to conduct a comprehensive analysis of existing workflows. This involves identifying each step involved in the production process, from raw material acquisition to final product delivery. Utilizing tools such as process mapping techniques helps visualize the workflow and identify potential bottlenecks or inefficiencies.2. Identifying Key Performance Indicators (KPIs):Setting measurable KPIs is essential for monitoring and evaluating the effectiveness of production processes. KPIs may include metrics such as production cycle time, defect rates, equipment utilization, and inventory turnover. By regularly tracking these indicators, businesses can pinpoint areas that require improvement and measure the impact of optimization efforts.3. Implementing Lean Principles:Adopting lean manufacturing principles can significantly streamline production processes and eliminate wastage. Techniques such as 5S (Sort, Set in order, Shine, Standardize, Sustain), Kanban, and Just-in-Time (JIT) inventory management help minimize inventory holding costs, reduce lead times, and enhance overall efficiency.4. Automation and Technology Integration:Embracing automation technologies and integrating advanced systems can revolutionize production processes. Automated machinery and robotics can perform repetitive tasks with precision and speed, reducing manual labor requirements and minimizing the risk of human error. Additionally, implementing software solutions such as Enterprise Resource Planning (ERP) systems facilitates seamless coordination across departments and enhances decision-making capabilities.5. Continuous Improvement Culture:Cultivating a culture of continuous improvement is essential for sustaining optimized production processes over the long term. Encouraging employee involvement in identifying inefficiencies, brainstorming solutions, and implementing changes fosters a sense of ownership and commitment to excellence. Regular performance reviews and feedback loops ensure thatproduction processes remain agile and responsive to evolving market demands.Optimizing production processes is not a one-time endeavor but an ongoing journey towards operational excellence. By employing a systematic approach that combines analysis, innovation, and continuous improvement, businesses can achieve significant enhancements in productivity, quality, and competitiveness.现代竞争激烈的工业领域中,优化生产工艺对企业保持领先地位至关重要。
2025年中国制造全面计划(详细版)英文版

2025年中国制造全面计划(详细版)英文版2025 China Manufacturing Comprehensive Plan (Detailed Version)In the pursuit of enhancing China's manufacturing sector by 2025, a comprehensive plan has been developed to address key areas of improvement. This plan encompasses strategies to boost innovation, increase productivity, and ensure sustainable growth in the manufacturing industry.1. Innovation Strategy:- Foster a culture of innovation through investment in research and development.- Promote collaboration between industry, academia, and government to drive technological advancements.- Encourage the adoption of cutting-edge technologies such as artificial intelligence and IoT in manufacturing processes.2. Productivity Enhancement:- Implement lean manufacturing practices to streamline production processes and reduce waste.- Invest in automation and robotics to improve efficiency and reduce labor costs.- Enhance supply chain management to ensure timely delivery of materials and components.3. Sustainable Growth Initiatives:- Implement green manufacturing practices to reduce carbon emissions and minimize environmental impact.- Promote the use of renewable energy sources in manufacturing operations.- Adopt circular economy principles to reduce waste and promote resource efficiency.4. Talent Development:- Invest in vocational training programs to upskill the workforce and meet the demands of a rapidly evolving industry.- Encourage lifelong learning and professional development among manufacturing professionals.- Attract top talent through competitive salaries, benefits, and career advancement opportunities.5. Market Expansion:- Explore new markets and opportunities for export growth in emerging economies.- Strengthen partnerships with global companies to enhance competitiveness on the international stage.- Develop innovative marketing strategies to promote Chinese manufactured products to a wider audience.6. Regulatory Compliance:- Ensure compliance with international standards and regulations to maintain quality and safety standards.- Stay abreast of industry trends and regulations to anticipate changes and adapt accordingly.- Collaborate with regulatory bodies to address any compliance issues and ensure a smooth transition.By implementing these strategies and initiatives, China aims to become a global leader in manufacturing by 2025, driving economic growth and innovation in the industry.。
常见术语中英对照精选全文
精选全文完整版可编辑修改常见术语中英对照:MRP(MATERIAL REQUIREMENT PLAN ) 物料需求计划MPS(MASTER PRODUCTION SCHEDULE) 主生产计划QVL(QUALIFY VENDOR LIST) 合格厂商一览表WIP(WORK IN PROCESS) 在制品L/T(LEAD TIME) 前置期: 下P/O单到厂商交货所需时间ECN(ENGINEERING CHANGE NOTICE) 工程变更通知ECR(ENGINEERING CHANGE REQUIREMENT) 工程变更要求ATP(A V AILABLE TO PROMISE) 可承诺计划(可接单料) IQC(IN-COMING QUALITY CONTROL) 进料检验OQC(OUT-GOING QUALITY CONTROL) 出货检验IPQC(IN PROCESS QUALITY CONTROL) 在线制程品质TQC(TOTAL QUALITY CONTROL) 全面质量管理TQA(TOTAL QUALITY ASSURANCE) 全面质量保证COQ(COST OF QUALITY) 质量成本Q/T(QUALITY IMPROVEMENT TEAM) 质量改善小组DIS(QUALITY INFORMATION SYSTEM) 质量信息系统CQT(CERTIFICATE QUALITY TECHNICIAN) 经认证的质量技术员CQE(CERTIFICATE QUALITY ENGINEER) 经认证的质量工程师QIMC(QUALITY INFORMATION MANAGEMENT SYSTEM) 质量信息系统PQA(PROCESS QUALITY ASSURANCE) 制程品保RUNNING CHANGE 运行改善FQA(FINAL QUALITY ASSURANCE) 最终质量保证SQC(SUBCONTRACTOR QUALITY CONTROL) 外包协辅品管OBA(OUT OF BOX AUDIT) 出货稽核ESD(EVIROMENT STATIC DISCHARGEMENT) 静电防护P/L(PACKING LIST) 装箱订单P/O(PURCHASE ORDER) 订单P/R(PURCHASE REQUIREMENT) 请购单M/O(MANUFACTURE ORDER) 工单OSP 有即可焊保护AOI 自动光学检测JIT(JUST IN TIME) 流线生产S/O 受定量EE(ELECTRONIC ENGINEERING) 电子工程PHASE IN/PHASE OUT 引入/导出CSD(CUSTOMERS SERVICE DEPARTMENT) 客户服务部门FORWARDER 代运人转运公司INVOICE 发货单ETD(ESTIMATE TIME OF DEPARTURE) 预计出发时间ETA(ESTIMATE TIME OF ARRIV AL) 预计到达时间PLM/PLP (PLAN MANUFACTURE/ PLAN PURCHASE) 供需DIP(DUAL INLINE PACKAGE) 手工插件WARRANTY 保单DDU(DOOR TO DOOR UNIT) 户对户服务(送货上门) BVI(BRITISH VIRGIN ISLAND) 英属列岛PILOT RUN 量试EVT(ENGINEER VERIFICATION TEST) 工程确认测试DVT(DESIGN VERIFICATION TEST) 设计确认测试MVT(MANUFACTURE VERIFICATION TEST) 制程验证MP(MANUFACTURE PRODUCTION) 量产INVENTORY 存量CONSIGNEE / CONSIGNOR 收件人/ 发件人DPS(DAILY PLAN SCHEDULE) 日排程WPS(WEEKL Y PLAN SCHEDULE) 周排程B/U (BASE UNIT) 基本部门CAP(CAPACITY) 产能EOQ(ECONOMIC ORDER QUATITY) 最经济订购量SMT(SURFACE MOUNTING TECHNOLOGY) 表面黏贴技术HR(HUMAN RESOURCE) 人力资源FMEA(FAILURE MODE&EFFECTICE ANALYSIS) 失败模式与影响分析CAR(CORRECTIVE ACTION REPORT) 改善报告CE(COMPONENT ENGINEER) 零件工程师IE(INDUSTRIAL ENGINEERING) 工业工程PE(PRODUCT ENGINEER) 产品工程师ME(MANUFACTURE ENGINEER) 制造工程师MC(MATERIAL CONTROL) 物控PC(PRODUCTION CONTROL) 生管PD(PRODUCTION DEPARTMENT) 制造部DM(DEPARTMENT MANAGEMENT) 部门管理F/U(FOLLOW UP) 跟催FRYR(FIRST PASS YIELD RATE) 直通率MTBF(MEAN TIME BETWEEN FAILURE) 寿命实验TSD(TECHNOLOGY SUPPORT DEPARTMENT) 技术支持部RMA(RETURN MATERIAL ARRAGEMENT) 客户退货允许B/I(BURN IN),AGING 烧机F/T(FUNCTION TEST) 功能测试SPC(STATISTIC PROCESS CONTROL) 统计制程管制QRE(QUALITY RELIABILITY ENGINEERING) 质量可靠度ORT(OUT-GOING RELIABLITY TEST) 出货可靠性测试ODD(OPTICS DISC DRIVE) 包括CD-ROM,DVD,CDRW。
a3.pm-10.0.0.0-主生产计划-功能手册

启用总装配计划:本选项将决定在MPS系统中是否启用总装配计划功能。如果启用该功能,在编制MPS计划时,先根据预测预计基本组件和可选件中各选项占需求量的百分比,并按此安排生产,保持有一定的库存储备;一旦收到正式定货合同,只要编制一个总装配计划,从库存储备中选择销售订单所需的零部件,总装成产品即可。总装进度指收到合同后,核查物料可用量、配套领料、装配、测试、检验、包装及发货等项作业,跨度是相当短的,可以大大地缩短交货期。
PM设置3
“PM设置3”窗口如图2-3所示:
图2-3PM设置3窗口
退补料数据参与MPS和MRP计算选项
此选项分成两个选项,分别为“退料单作为供给”和“补料单作为需求”。选中“退料单作为供给”选项则MPS和MRP计算时把已确认未关闭的可计划库位的退料单作为供给;选中“补料单作为需求”选项则MPS和MRP计算时已确认未关闭的补料单作为需求。
启用产品配置管理:是“启用总装配计划”选项的相关选项。在用户启用总装配计划的情况下,在收到销售订单后,如果客户指定配置的产品是一个新的产品,需要建立物料主文件,才能进行订单等操作。这时,启用产品配置功能,可实现该类物料快速、准确的建立这种配置物料的物料主文件记录,同时建立与计划类物料的关系,便于销售人员或生产计划员查询计划类物料的可供销售量。
这是一个“注意”图标。它提醒您注意各种需要特别注意的因素或一些有趣的事情。
这是一个“提示”图标。它向您介绍软件中一些较隐蔽的功能。
这是一个“说明”图标。它对可能会引起您误解的问题进行解释。
制造计划英语

制造计划英语Crafting a manufacturing plan is akin to laying the foundation for a skyscraper; it's the blueprint that ensures the structure's stability and success. It all begins with a vision, a product that's ready to be birthed into the world, and a market eager for its arrival. But how does onetranslate that vision into a tangible, scalable operation?The answer lies in a meticulously detailed manufacturing plan.First and foremost, understanding the product is crucial. Its design, the materials it requires, and the production processes it will undergo must be thoroughly analyzed. Thisis where the magic begins, with engineers and designers working in tandem to refine the product, ensuring it's notjust a dream but a feasible reality.Next, the plan must consider the production capacity. How many units can be produced in a given time frame? What arethe bottlenecks that could slow down the process? These questions are addressed by setting up a production linethat's efficient, reliable, and capable of meeting the demand without compromising on quality.The sourcing of materials is another critical component. Where will the raw materials come from? Are there alternative suppliers to mitigate the risk of supply chain disruptions? The manufacturing plan must incorporate a robust supply chain strategy that ensures the timely delivery of high-qualitycomponents.Then comes the budget. Every aspect of production, from machinery to labor, has a cost. A well-crafted plan includesa detailed financial analysis that outlines the costs, identifies areas for cost reduction, and projects the returnon investment. This is the roadmap that guides the financial health of the manufacturing endeavor.Quality control is not an afterthought but an integralpart of the plan. Establishing stringent quality assurance protocols ensures that every product that rolls off the production line meets the highest standards. This commitmentto quality is what builds customer trust and brand reputation.Lastly, the plan must be dynamic, ready to adapt to changes in the market, technology, or regulatory requirements. Flexibility is key, and the plan should include contingencies for unforeseen challenges.In essence, a manufacturing plan is the backbone of any production process. It's the difference between a productthat's just an idea and one that's in the hands of millions.It's the symphony of components, people, and processesworking in harmony to bring a vision to life.。
定制生产制度模板英文翻译

Customized Production System TemplateI. IntroductionThis Customized Production System Template outlines the key components and processes involved in implementing a tailored production system. The purpose of this template is to provide a comprehensive guide for companies looking to streamline their production operations and improve efficiency. This document is designed to be customized according to the specific needs and requirements of each individual company.II. Production Planning1. Production Schedule: Develop a detailed production schedule that outlines the specific tasks, timelines, and resources required for each product or service. This schedule should take into account factors such as customer demand, inventory levels, and production capacity.2. Bill of Materials: Create a comprehensive bill of materials for each product, detailing all the raw materials, components, and sub-assemblies required. This information should be accurate and up-to-date to ensure smooth production flow.3. Capacity Planning: Assess the production capacity of the company and determine the optimal allocation of resources to meet customer demand. This may involve hiring additional staff, investing in new equipment, or outsourcing certain tasks.III. Production Execution1. Workflow Processes: Define and document the workflow processes for each stage of production, from raw material procurement to finished product delivery. This includes identifying the responsible parties, the sequence of tasks, and any dependencies between stages.2. Quality Control: Implement a robust quality control system to ensure that products meet the company's standards and customer expectations. This may involve regular inspections, testing, and corrective action procedures.3. Inventory Management: Develop an efficient inventory management system to track the availability of raw materials, work-in-progress, and finished goods. This includes setting up appropriate reorder points, safety stock levels, and implementing just-in-time practices where feasible.IV. Continuous Improvement1. Performance Metrics: Establish key performance indicators (KPIs) to measure the effectiveness and efficiency of the production system. This may include metrics such as production throughput, defect rates, and on-time delivery.2. Employee Involvement: Encourage employee involvement in the continuous improvement process by fostering a culture of innovation and open communication. This may involve establishing suggestion boxes, regular team meetings, and rewarding employees for their contributions.3. Training and Development: Invest in training and development programs to ensure that employees have the necessary skills and knowledge to perform their jobs effectively. This may include both technical and soft skills training, such as lean manufacturing principles and effective communication.V. Implementation and Monitoring1. Implementation Plan: Develop a detailed implementation plan for rolling out the customized production system. This plan should include timelines, responsible parties, and milestones to track progress.2. Monitoring and Reporting: Establish a system for monitoring the production system on an ongoing basis and generating reports to track performance against established goals and objectives. This may involve implementing software solutions or establishing regular reporting mechanisms.3. Corrective Action: In the event that the production system is not meeting performance targets, implement a corrective action process to identify the root causes of issues and develop solutions. This mayinvolve root cause analysis, process mapping, and collaboration with cross-functional teams.By following this Customized Production System Template, companies can create a tailored production system that meets their specific needs and improves overall operational efficiency. It is important to note that this template should be regularly reviewed and updated to adapt to changing business conditions and customer requirements.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三菱日立工程MHPS制造计划书Manufacture PlanDOC.NO:PA-KU1-001PREPARED BY: He Fei LiuPEVIEWED BY: You Jin Liu中钢结构(昆山)有限公司Chung-Kang Steel Structure Co., Ltd. - Kunshan第一章三菱日立工程制造过程工艺总则CHAPTER ONE MHPS GENERAL RULES OF MANUFACTURE 4 1-1 适用范围:S COPE OF A PPLICATION (4)1-2 适用规范:A PPLICABLE SPECIFICATIONS (4)第二章工程概要CHAPTER TWO PROJECT OVERVIEW 5 2-1 概述G ENERAL (5)2-2 钢结构制作检查流程图W ORK FLOW OF STEEL STRUCTURE MANUFACTURE AND INSPECTION (6)2-3 材料管理M ATERIAL MANAGEMENT (7)第三章设计排版CHAPTER THREE DESIGN COMPOSING 11 3-1 排版:C OMPOSING: (11)第四章制造加工CHAPTER FOUR MANUFACTURING AND PROCESSING 12 4-1 切割:I NCISION: (12)4-2 坡口:G ROOVE: (13)4-3 孔加工S POT FACING WORK (13)4-4 组装的一般规则G ENERAL RULE OF ASSEMBLING (14)4-5 组装焊接A SSEMBLY W ELDING (15)4-6 H型钢制造组合程序:T HE MANUFACTURE AND ASSEMBLY PROCEDURE OF H-BEAM (16)4-7 背衬板及背垫板之种类使用C ATEGORY AND USAGE OF BACKING PLATE (19)4-8 防止电焊过程中产生构件变形注意事项P RECAUTION ON PREVENTING COMPONENT DEFORMATION DURING THE ELECTRIC WELDING (20)4-9 引弧板R UN-ON PLATE (20)4-10 焊接一般W ELDING GENERAL (20)4-11 焊接设备W ELDING PREPARATION (21)4-12 焊接条件W ELDING CONDITION (21)4-13 焊接预热及层间温度控制作业标准O PERATION STANDARD OF WELDING PREHEATING AND INTERLAYER TEMPERATURE CONTROLLING (22)4-14 焊接作业W ELDING OPERATION (23)4-15 清根作业B ACK GOUGING OPERATION (24)4-16 楼梯和栏杆的制作F ABRICATION OF STAIRWAYS AND HANDRAILS (24)4-17 牛腿的焊接W ELDING OF BRACKET (26)4-18 构件标识:C OMPONENT IDENTIFICATION (27)第五章涂装作业CHAPTER FIVE COATING OPERATION 30 5-1 一般规定:G ENERAL STIPULATIONS: (30)5-2 油漆膜厚检查作业标准:O PERATIONAL STANDARD FOR CHECKING OIL PAINT FILM THICKNESS: (30)5-3 规定不宜涂装之部位:S TIPULATED POSITIONS NOT SUITABLE FOR COATING (30)5-4 详细的涂装及涂装检验参照(KU3-978-298)D ETAILED COATING AND COATING INSPECTING REFERENCE (KU3-978-298) (30)第六章包装CHAPTER SIX PACKAGING 31 6-1 包装计划之编排:A RRANGEMENT OF PACKAGING PLAN (31)6-2 包装作业:P ACKAGING OPERATION: (31)第七章运输储存CHAPTER SEVEN TRANSPORTATION AND STORAGE 33 7-1 运输计划之编排:A RRANGEMENT OF TRANSPORTATION PLAN (33)7-2 钢构件之运输作业:T RANSPORTING OPERATION OF STEEL MEMBER (33)7-3 钢构件之储存:S TORAGE OF STEEL MEMBER (34)第一章三菱日立工程制造过程工艺总则Chapter One MHPS General Rules of Manufacture1-1 适用范围:Scope of Application本施工计划书适用于三菱日立钢架工程之钢构制造作业。
This construction plan applies to steel structure manufacturing operations of MHPS steel frame project.1-2 适用规范:Applicable specifications本施工、质量计划书内未说明之事项,应依下列规范之规定办理。
Unspecified matters on this construction and quality plan shall be managed per the below stipulations.(1)本工程设计说明书、图纸、招标文件Design instruction, drawing and bid documents of this project(2)日本工业规格JASS 6 (2007)之有关规定。
Relevant stipulations of Japanese Industrial Standards JASS 6 (2007).(3)美国焊接协会AWS D1.1之规定。
Stipulations of American Welding Society AWS D1.1.(4)技术规范(KUG-449-181)Technical specification (KUG-449-181)(5)本工程焊接设计说明书(KU1-823-488)Welding design specification of this project (KU1-823-488)(6)本工程涂装设计说明书(KU3-978-298)Coating design specification of this project (KU3-978-298)(7)本工程油漆检测和测试计划设计说明书(KU3-978-297)Painting detection and testing plan design specification (KU3-978-297)第二章工程概要Chapter Two Project Overview2-1 概述General工程名称:三菱日立工程Project Name: MHPS Project1. 承制厂商:中钢结构(昆山)有限公司Manufacturer: Chung-Kang Steel Structure Co., Ltd. - Kunshan2. 概估重量:325/TEstimated weight: 325/T3. 预定工期: 2017-3-30~2017年8月7日Estimated time limit: from March 30, 2017 to August 7, 20172-2 钢结构制作检查流程图Work flow of steel structure manufacture and inspection自主检查V oluntary inspection自主检查V oluntary inspection自主检查V oluntary inspection自主检查V oluntary inspection2-3 材料管理Material management本部分主要用材料包括Q345C(正火)、Q345B(正火)、Q345B、Q235B,部分还有Z向性能要求。
本工程主要钢材均采用公司统一采购、按照各节次加工需求分批运至公司的方式运作;故提前规划材料的存放及使用,减少钢板的多次倒运降低成本是材料管理的关键点。
Main materials of this section include Q345C (normalization), Q345B (normalization), Q345B and Q235B, part of which are with Z-direction performance requirements. The major steel of this project is operated by the mode of centralized purchasing and delivered in batches to the company per the processing requirements of different batches. Therefore, planning the storage and usage of the material in advance and lowering the cost by reducing the steel’s deliver times are key points of material management.1. 进料检验流程如下:The incoming quality inspection flow is as shown below:2. 钢板及型钢Steel plate and structural steel2.1 本工程钢材均为我司放样人员提出采购单,采购联系钢厂采购材料;为便于存放及使用,钢厂按我司提供钢板清单分批送达。
All the steels of this project are purchased by means of our loftsman giving the purchase order and purchasers contacting the steel mill. For better storage and usage, the steel mill would deliver the steel in batches per the steel plate list provided by this company.2.2 工厂根据工期及使用计划安排料的存放,尽量将后使用之钢板叠放于下面;The factory shall store materials per time limit and using plan, it is better to stack up the later used steel plate underneath2.3 钢板、型材进厂,仓管应首先核对材料规格、数量、重量、炉批号,是否有原材料质保书等相关资料,并通知品保做进料检验。