中德粗糙度对照表
中国表面粗糙度对照表

中美表面粗糙度对照表
中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米)Ra美国标准(微英寸),Ra
▽4 6.38.00320 6.30250
▽5 3.25.00200 4.00160 3.20125
▽6 1.62.50100 2.0080 1.6063
▽70.81.2550 1.0040 0.8032
▽80.40.6325 0.5020 0.4016
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
:面粗糙度国际标准加工方法
粗糙度仪新旧标准参数变化对照表
现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)
. .。
新旧标准的粗糙度对照表很有用的
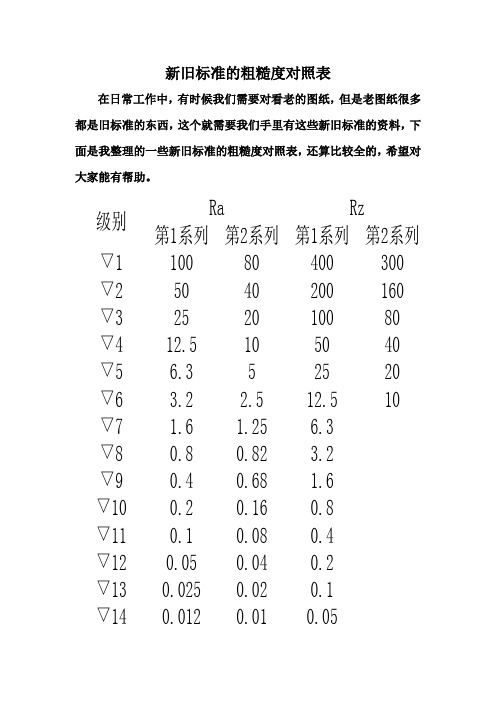
新旧标准的粗糙度对照表
在日常工作中,有时候我们需要对看老的图纸,但是老图纸很多都是旧标准的东西,这个就需要我们手里有这些新旧标准的资料,下面是我整理的一些新旧标准的粗糙度对照表,还算比较全的,希望对大家能有帮助。
第1系列第2系列第1系列第2系列▽110080400300▽25040200160▽3252010080▽412.5105040▽5 6.352520▽6 3.2 2.512.510▽7 1.6 1.25 6.3▽80.80.82 3.2▽90.40.68 1.6▽100.20.160.8▽110.10.080.4▽120.050.040.2▽130.0250.020.1▽14
0.0120.010.05
Ra Rz
级别
在上述的粗糙度标准中,左侧为老式标准粗糙度值,右侧新标准粗糙度值,但是平常的工作中,我们一般采用的第一系列的粗糙度,而很少使用第二系列的粗糙度值,一般采用Ra第一系列的粗糙度值,这些资料仅供参考,具体的还有根据相应的数据要求决定!!!
本文由编辑制作完全是经验总结。
各国粗糙度对照表培训讲学
罗马尼亚
Ra
Rz
Rmax
瑞士
澳大利亚
Ra
Ra
丹麦
捷克
Ra
Ra
Rz
Rz
Rmax
Rmax
Ru
南斯拉夫
瑞典
Ra
Ra
Rz
Rz
Rmax
Rmax
K
tp
KB
新西兰
匈牙利
Ra
Ra
Rmax
Rt
芬兰
加拿大
Ra
Ra
Rz
Rmax
保加利亚
Ra
Rz
Rmax
阿根廷
hm
荷兰
Ra
西班牙
hm
各国粗糙度对照表
中美表面粗糙度对照表
中国旧标准(光洁度)
中国新标准(粗糙度)Ra
美国标准(微米)Ra
美国标准(微英寸)Ra
▽4
6.3
8.00
320
6.30
250
▽5
3.2
5.00
200
4.00
160
3.20
125
▽6
1.6
2.50
100
2.00
80
1.60
63
▽7
0.8
1.25
50
1.00
40
0.80
32
▽8
0.4
0.63
25
0.50
20
0.40
16
1微英寸=0.0254微米,1微米=39.4微英寸
序号
中国新标准
(粗糙度)Ra
中国旧标准
(光洁度)
美国标准
(微米)Ra
美国标准
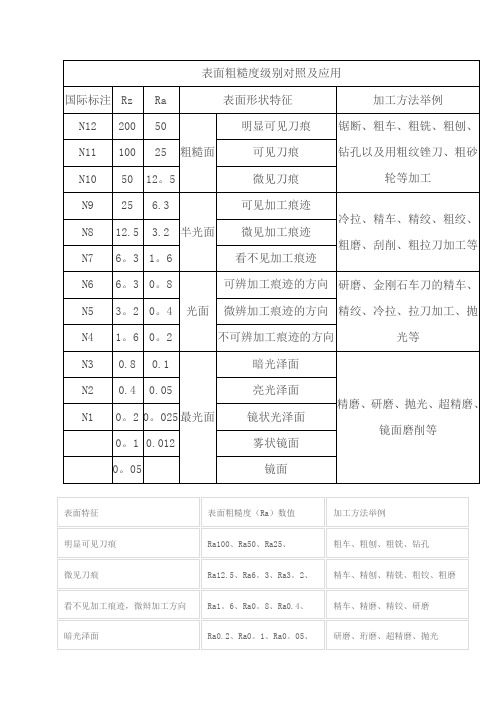
表面粗糙度等级对照表

镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表

N6
6.3
0.8
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
3.2
0.4
微辨加工痕迹的方向
N4
1.6
0.2
不可辨加工痕迹的方向
N3
0.8
0.1
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等
N2
0.4
0.05
亮光泽面
N1
0.2
0.025
镜状光泽面
0.1
0.012
雾状镜面
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
粗糙面
明显可粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
12.5
微见刀痕
N9
25
6.3
半光面
可见加工痕迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
N8
12.5
3.2
微见加工痕迹
N7
6.3
1.6
看不见加工痕迹
0.05
镜面
表面特征
表面粗糙度(Ra)数值
加工方法举例
明显可见刀痕
Ra100、Ra50、Ra25、
粗车、粗刨、粗铣、钻孔
微见刀痕
Ra12.5、Ra6.3、Ra3.2、
精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向
Ra1.6、Ra0.8、Ra0.4、
精车、精磨、精铰、研磨
暗光泽面
Ra0.2、Ra0.1、Ra0.05、
镜面0.006微米
各国表面粗糙度对照表

时代涂层测厚仪使用介绍一、原理磁性测厚原理:当测头与覆层接触时,测头和磁性金属基体构成一闭合磁路,由于非磁性覆盖层的存在,使磁路磁阻变化,通过测量其变化可计算覆盖层的厚度。
涡流测厚原理:利用高频交电流在线圈中产生一个电磁场,当测头与覆盖层接触时,金属基体上产生电涡流,并对测头中的线圈产生反馈作用,通过测量反馈作用的大小可导出覆盖层的厚度。
二、适用行业1、电镀、喷涂:这个行业是使用我们仪器最多的,占每年销量相当大的比例,是我们主要用户群体,需要花大的精力去不断挖掘。
2、管道防腐:主要以石化方面的用户比较多,一般防腐层比较厚,TT260配F10探头的用户比较多。
3、铝型材:今年以来受国家实施强制标准,型材企业换发许可证的影响,该行业出现前所未有的好势头,主要测型材上面的氧化膜,据了解生产企业每少镀一微米,一吨型材“节约”150元,非常可观,因此国家强制要求配备包括涂层测厚仪在内的相关检测设备。
此举也给我们带来了非常好的机会。
这个机会也同样受到竞争对手的关注,他们最大限度的调低了价格,而且采取铺货等多种方式迅速在此行业展开攻势,针对于此唐总、石总也多次指示密切关注对手动向时世采取相应策略,宗旨是让利不让市场。
希望分公司同仁也能切实利用好这次机会,充分发挥区域优势,使我们的产品更多进入该行业,也为今后在此行业的销售打下基础。
另外,也可以扩大我们的产品在整个市场的影响。
4、钢结构:对于我们的产品这类企业也可以单独划为一个行业。
涂层测厚仪在此行业也确实有很大的应用,包括铁塔等厂家最近购买信息也比较多。
5、印刷线路版、及丝网印刷等行业,这类企业相对来讲数特殊行业,购买量目前来看只是来自零星一些厂家, 8月份我们就有两家印刷企业购买。
可以看出还是有需求的,需要我们不断做工作,挖掘信息资源,多发现一些新的销售机会。
三、各型号产品介绍:TT220:测量磁性金属上非磁性覆盖层的厚度。
如钢、铁、非奥氏不锈钢上基体上的铝、铬、铜、珐琅、橡胶、油漆层的厚度。
粗糙度等级对照表

粗糙度等级对照表无论是家居装饰、制造业产品制作或是机械加工过程中,经常会有需要对表面进行控制,以保证表面的质量和外观效果,其中最常用的方法就是测量表面的粗糙度,而粗糙度等级根据不同的表面处理方式、材料特征和表面所需要达到的效果而有不同的等级表。
粗糙度等级可以根据表面处理手段、材料,以及表面的精度要求来确定。
一般来说,有以下几种不同的粗糙度等级:①龙系列:尼龙系列粗糙度等级由1级到25级,1级是最细粗糙度,25级是最粗糙度。
②璃系列:玻璃系列粗糙度等级也有1级到25级,1级是最细粗糙度,25级是最粗糙度。
③属系列:金属系列粗糙度等级从1级到50级,1级是最细粗糙度,50级是最粗糙度。
④物系列:织物系列粗糙度等级从1级到50级,1级是最细粗糙度,50级是最粗糙度。
当物体表面的处理和材料有多种的时候,不同的粗糙度等级也会有不同的表现,所以在选择正确的粗糙度等级之前,应当先确定被处理物体表面所拥有的材料特性,以及表面需要达到的效果,从而决定最合适的粗糙度等级。
此外,也可以根据表面粗糙度等级与处理工具之间的关系,来确定处理表面的方式。
比如,用抛光工具处理表面,可以达到很高的精度要求,而使用磨砂工具则可以做到更低粗糙度的表面。
无论是用什么样的处理工具,表面的粗糙度等级也都有一定的标准,这个标准也叫做粗糙度等级对照表,用来帮助我们更好地理清各个粗糙度等级之间的关系,并能够更加准确地测量出表面的精确粗糙度,以便更好地完成处理工作。
粗糙度等级对照表的精准性,直接影响到处理工作的质量,对于机械加工、精密加工等,粗糙度等级对照表是十分必要的工具,可以实现更高精度的处理工作,使表面的质量和外观都能得到更好的控制。
因此,精准的粗糙度等级对照表尤为重要,可以用来精确测量表面的粗糙度,帮助我们更好地控制表面的质量和外观,以达到我们想要的效果。
正确的使用这一工具,也可以改善我们工作的质量,提升表面处理的精度,以确保表面处理的质量。
表面粗糙度等级对照表
镜面0。
006微米雾状镜面0.012镜状光泽面0。
025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向1。
6微见加工痕迹方向3。
2可见加工痕迹方向6。
3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12。
5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6。
3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3。
2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面.要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面.保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等.IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等10级Ra值不大于\μm=0。
表面粗糙度等级对照表-粗糙度n9
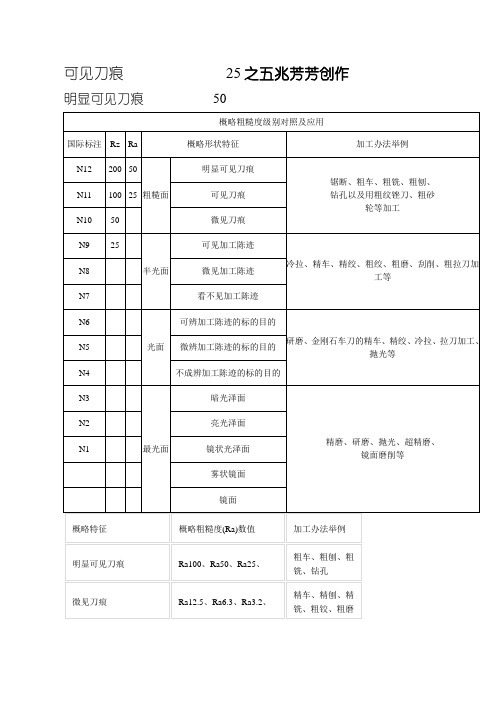
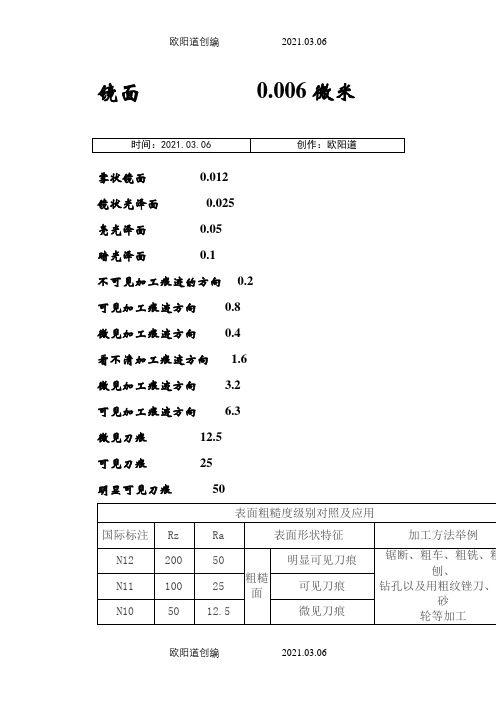
明显可见刀痕50
概略粗糙度级别对照及应用
国际标注
Rz
Ra
概略形状特征
加工办法举例
N12
200
50
粗糙面
明显可见刀痕
锯断、粗车、粗铣、粗刨、
钻孔以及用粗纹锉刀、粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
微见刀痕
N9
25
半光面
可见加工陈迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
N8
微见加工陈迹Biblioteka N7看不见加工陈迹N6
光面
可辨加工陈迹的标的目的
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
微辨加工陈迹的标的目的
N4
不成辨加工陈迹的标的目的
N3
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等
N2
亮光泽面
N1
镜状光泽面
雾状镜面
镜面
概略特征
概略粗糙度(Ra)数值
加工办法举例
明显可见刀痕
Ra100、Ra50、Ra25、
粗车、粗刨、粗铣、钻孔
微见刀痕
Ra12.5、Ra6.3、Ra3.2、
精车、精刨、精铣、粗铰、粗磨
看不见加工陈迹,微辩加工标的目的
Ra1.6、Ra0.8、Ra0.4、
精车、精磨、精铰、研磨
暗光泽面
Ra0.2、Ra0.1、Ra0.05、
研磨、珩磨、超精磨、抛光
实用文档之表面粗糙度等级对照表-粗糙度n9
0.012
雾状镜面
0.05
镜面
表面特征
表面粗糙度(Ra)数值
加工方法举例
明显可见刀痕
Ra100、Ra50、5、
粗车、粗刨、粗铣、钻孔
微见刀痕
Ra12.5、Ra6.3、Ra3.2、
精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向
Ra1.6、Ra0.8、Ra0.4、
精车、精磨、精铰、研磨
1.6
看不见加工痕迹
N6
6.3
0.8
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
3.2
0.4
微辨加工痕迹的方向
N4
1.6
0.2
不可辨加工痕迹的方向
N3
0.8
0.1
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等
N2
0.4
0.05
亮光泽面
N1
0.2
0.025
镜状光泽面
国际标注
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
粗糙面
明显可见刀痕
锯断、粗车、粗铣、粗刨、
钻孔以及用粗纹锉刀、粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
12.5
微见刀痕
N9
25
6.3
半光面
可见加工痕迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
N8
12.5
3.2
微见加工痕迹
N7
6.3
暗光泽面
Ra0.2、Ra0.1、Ra0.05、
表面粗糙度等级对照表 - 用于合并.
镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50镜面 0.006微米雾状镜面 0.012 镜状光泽面 0.025 亮光泽面 0.05 暗光泽面 0.1 不可见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.5 可见刀痕 25明显可见刀痕 50 镜面雾状镜面镜状光泽面亮光泽面暗光泽面不可见加工痕迹的方向不可见加工痕迹的方向可见加工痕迹方向微见加工痕迹方向看不清加工痕迹方向微见加工痕迹方向可见加工痕迹方向微见刀痕可见刀痕明显可见刀痕0.006 微米 0.012 0.025 0.05 0.1 0.2 0.8 0.4 1.6 3.2 6.3 12.5 25 50。
表面粗糙度等级对照表-粗糙度n9之欧阳道创编
微见刀痕
12.5
可见刀痕
25
明显可见刀痕
国际标注 Rz
N12
200
N11
100
N10
50
50
表面பைடு நூலகம்糙度级别对照及应用
Ra
表面形状特征
加工方法举例
50 25 12.5
粗糙 面
明显可见刀痕 可见刀痕 微见刀痕
锯断、粗车、粗铣、粗 刨、
钻孔以及用粗纹锉刀、粗 砂
轮等加工
欧阳道创编
2021.03.06
欧阳道创编
2021.03.06
N9
25
6.3
可见加工痕迹
N8
12.5
3.2
半光 面
微见加工痕迹
冷拉、精车、精绞、粗 绞、粗磨、刮削、粗拉刀
加工等
N7
6.3 1.6
看不见加工痕迹
N6 N5 N4
6.3 3.2 1.6
0.8 0.4 0.2
可辨加工痕迹的方
向
光面
微辨加工痕迹的方 向
不可辨加工痕迹的
方向
研磨、金刚石车刀的精 车、精绞、冷拉、拉刀加
微见刀痕 看不见加工痕迹,微辩加工方向
Ra12.5、 Ra6.3、 Ra3.2、
Ra1.6、 Ra0.8、 Ra0.4、
精车、精 刨、精 铣、粗 铰、粗磨
精车、精 磨、精 铰、研磨
暗光泽面
Ra0.2、 Ra0.1、
研磨、珩 磨、超精
欧阳道创编
2021.03.06
欧阳道创编 时间:2021.03.06
工、抛光等
N3
0.8 0.1
暗光泽面
N2
0.4 0.05
亮光泽面
表面粗糙度等级对照表-粗糙度n9之欧阳理创编

N3
0.8 0.1
暗光泽面
N2
0.4 0.05
亮光泽面
N1
0.2
0.025
最光 面
镜状光泽面
精磨、研磨、抛光、超精 磨、
镜面磨削等
0.1 0.012
雾状镜面
0.05
镜面
表面特征
表面粗糙度 (Ra)数值
加工方法 举例
明显可见刀痕 微见刀痕
Ra100、 Ra50、 Ra25、
Ra12.5、 Ra6.3、 Ra3.2、
粗车、粗 刨、粗 铣、钻孔
精车、精 刨、精 铣、粗 铰、粗磨
看不见加工痕迹,微辩加工方向
Ra1.6、 Ra0.8、 Ra0.4、
精车、精 磨、精 铰、研磨
暗光泽面
Ra0.2、 Ra0.1、 Ra0.05、
研磨、珩 磨、超精 磨、抛光
欧阳阳理创编
2021.03.04
欧阳阳理创编 时间:2021.03.05
2021.03.04
N9
25
6.3
可见加工痕迹
N8
12.5
3.2
半光 面
微见加工痕迹
冷拉、精车、精绞、粗 绞、粗磨、刮削、粗拉刀
加工等
N7
6.3 1.6
看不见加工痕迹
N6 N5 N4
6.3 3.2 1.6
0.8 0.4 0.2
可辨加工痕迹的方
向
光面
微辨加工痕迹的方 向
不可辨加工痕迹的
方向
研磨、金刚石车刀的精 车、精绞、冷拉、拉刀加
2021.03.04 创作:欧阳理
欧阳阳理创编
2021.03.04
微见刀痕
12.5
可见刀痕