西门子S7300学习教程6
最全的西门子plc300指令学习资料幻灯片
第4章 S7-300系列PLC基本指令系统
4.1 指令及其结构 4.2 位逻辑指令 4.3 定时器与计数器指令 4.4 数据处理功能指令 4.5 数据运算指令 4.6 控制指令
思考与练习题
1
第4章 西门子S7-300系列PLC基本指令系统
4.1 指令及其结构
2
第4章 西门子S7-300系列PLC基本指令系统
2. 梯形逻辑指令 梯形逻辑指令用图形元素表示PLC要完成操作。在梯形逻辑 指令中,其操作码是用图素表示的,该图素形象表明CPU做什 么,其操作数的表示方法与语句指令相同。如:
Q 4.0 ——( ) 该指令中:——( )可认为是操作码,表示一个二进制赋值操作。 Q 4.0是操作数,表示赋值的对象。 梯形逻辑指令也可不带操作数。如:
0~65 535 0~65 534 0~65 532 0~65 535 0~65 534 0~65 532
7
第4章 西门子S7-300系列PLC基本指令系统
表4.1 存储区及其功能
¨ ¶ ± Ê ÷ Æ (T) · à ÊÎ ± ¾ øÇ òÓ É¿ õ ½µ ¨ ¶ ± Ê £Ê àÓ ± Ê ä¼ T Ƽ ýÊ ÷ Æ (C) · à ÊÎ ± ¾ øÇ òÓ É¿ õ ½µ ± µ ° Ç Æ¼ ýÊ ÷ Æ µÖ C
5
第4章 西门子S7-300系列PLC基本指令系统
位存储区M
»Î 7 ¡ ¡ 1 0 MB 10 10.7 ¡ 10.1 10.0 MB 11 MB 12
MB 13 MB 14
MW 10 MW 12
MW 11
MD 10
图4.1 以字节单元为基准标记存储器存储单元
西门子S7-300学习资料

S7-300学习笔记第一讲:S7-300简介一、标准型S7-300的硬件结构1.S7-300为标准模块式结构,各种模块相互独立,并安装在固定的机架(导轨)上,构成一个完整的PLC应用系统。
2.第一槽为电源模块,第二槽为CPU模块,第三槽为通信模。
3.300电源模块(PS)可用其它开关电源代替,而400必须选用原装模块二、S7-300 CPU模块1.CPU模块分类1)300PLC可分为紧凑型.标准型.革新型.户外型.故障安全型和特种型CPU2)C表示紧凑型.F故障安全型T表示特种型2.S7-300 CPU的主要特点3.S7-300 CPU状态故障显示1)SF(红色):系统出错/故障指示灯,硬件或软件出错时亮2)BATF(红色) :电池故障指示灯,没电或没有装入电池时亮.314和316有.故障时不影响CPU工作3)DC5V(绿色) :5V电源指示灯,总线5V电源正常时常亮4)FRCE(黄色) :强制作业有效指示灯,有强制时亮5)RUN(绿色) :运行指示灯.处于RUN时亮,在STARTUP(启动)时以2HZ闪烁,在HOLD(暂停)时0.5HZ闪烁6)STOP(黄色) :CPU处于STARTUP. HOLD.时常亮,在存储器复位时0.5HZ闪.在存储器置位时以2HZ闪烁.7)BUS DF(BF)(红色) :总线出错时亮,(只适用于带有DP接口的CPU).8)SF DP:接口错误指示灯,DP接口故障时亮三、S7-300 PLC功能1.高速的指令处理:0.1-0.6us的指令处理时间2.人机界面(HMI):人机界面集成在S7-300操作系统内3.诊断功能:CPU的智能化的诊断系统可连续监控系统的功能是否正常,记录错误和特殊的系统事件4.口令保护:多级口令保护可以使用户高度、有效的保护其技术机密,防止未经允许的复制和修改四、S7-300 模块PS电源模块、IM接口模块(360发送361接收)、FM功能模块、SM信号模块。
西门子S7-300教程

02
西门子s7-300编程
s7-300编程语言介绍
S7-300编程语言
LAD
STL
FBD
西门子的S7-300系列PLC主要 使用STEP 7编程软件进行编程, 支持多种编程语言,包括LAD (梯形图)、STL(语句表)和 FBD(功能块图)。这些语言各 有特点,适合不同的应用场景 和编程习惯。
LAD是最常见的PLC编程语言 ,它使用图形化方式表示逻辑 控制,直观易懂,适合初学者 使用。
在故障。
听诊法
通过听设备运行时的声音,判 断是否存在异常响动或杂音, 从而判断故障部位。
触摸法
通过触摸设备的表面、温度等 ,判断设备是否过热、振动等 异常现象。
测试法
通过使用专业的测试工具和软 件,对设备的各项性能进行测 试,从而确定故障的原因和部
位。
s7-300的日常维护
定期检查
定期对设备进行外观、电源、电缆等检查, 确保设备正常运行。
02
它具有强大的指令集和数据处理能力,能够处理复 杂的逻辑和控制任务。
03
S7-300具有高可靠性和长寿命,能够在恶劣的工业 环境中稳定运行。
s7-300的硬件组成
在此添加您的文本17字
S7-300的硬件组成包括中央处理单元(CPU)、信号模块、 通讯模块、功能模块和接口模块等。
在此添加您的文本16字
PLC与HMI的通讯
02
通过以太网协议,实现S7-300 PLC与HMI设备的实时数据交换
和监控。
PLC与上位机的通讯
03
通过以太网协议,实现S7-300 PLC与上位机的数据交换和远程
监控。
04
西门子s7-300故障诊断与维护
S7-300 简明教程课件

典型电气控制系统分析
➢ 起保停控制线路、多地点控制线路; ➢ 三相异步电动机按顺序工作的连锁控制
线路; ➢ 起动控制电路:如星形—三角形降压启
动线路; ➢ 制动控制线路:如三相笼型异步电动机
反接制动控制电路; ➢ 工作台往复运动控制线路。
双击该组件,或选择菜单命令编辑 > 对象属性。 鼠标右键:将光标移到组件上,按下鼠标右键,然 后从弹出式菜单中选择对象属性命令。 CPU属性 CPU属性对系统特性具有特殊意义。在CPU的对话框 中,可以设置下列各项,例如:启动特性、用于中断的本 地数据区及优先级、存储区、保持性能、时钟存储器、保 护级别以及口令 - 仅举其中一小部分实例。STEP 7 "了解" 可以设置的内容以及设置范围。 在CPU的"常规"标签页中,或通过CPU接口属性,可 以将参数分配给接口(例如,MPI或集成PROFIBUS-DP接 口)。通过这些对话框,还可以访问要与CPU连接的相应子 网的属性对话框。
从可编程控制器上传时的限制条件
下列限制条件适用于从可编程控制器上传至编程设备的数据: 块不包含任何用于参数、变量和标签的符号名称 块不包含任何注释 所有系统数据会随整个程序一同上传,系统只能继续处理属于"组态
硬件"应用程序的系统数据 不能更进一步处理用于全局数据通讯(GD)和组态与符号相关消息的数
图2-25 在PLCSIM中监视、修改变量
3、PLCSIM与真实PLC的差别
PLCSIM提供了方便、强大的仿真模拟功能。与真实PLC相比,它的 灵活性更高,提供了许多PLC硬件无法实现的功能,使用也更方便。但是同 时软件毕竟无法完全取代真实的硬件,不可能实现完全的仿真。用户利用 PLCSIM进行模拟调试时,必须了解它与真实PLC系统的差别。
西门子S7300教程第6章PPT课件

N 时间到否?
Y 东 西 向 绿 灯 亮 、 南 北 向 红 灯 亮 30s
N 时间到否?
Y 东 西 向 黄 灯 亮 、 南 北 向 红 灯 亮 5s
N 时间到否?
Y
Date: 2020/11/9
Page: 9 返回上级
2.顺序功能图
分析信号灯的变化 规律,可将工作过程 分成4个依设定时间而 顺序循环执行的状态: S2、S3、S4和S5, 另设一个初始状态S1。 由于控制比较简单, 可用单流程实现,如 图6-7所示。
Date: 2020/11/9
Page: 15 返回上级
【6-2-3】 指示灯控制系统。
某指示灯控制系统有3个指示灯,按下述要求控制: ①按动起动按钮Start,按一定的时间间隔依L0→L1→L2的顺 序点亮。 ②随时按动停止按钮Stop,按一定的时间间隔依L2→L1→L0 灭灯,但未被点亮的灯不必执行灭灯动作。例如,若只有L0和L1 被点亮,按动Stop后则只执行L1→L0灭灯动作。 元件分配表如下。
Page: 12 返回本节
冲洗 风干 结束
起动
停止
洗车控制面板
上图所示为洗车控制系统布置图,元件分配表如下。
Date: 2020/11/9
Page: 13 返回上级
1.控制说明 洗车过程包含3道工艺:泡沫清洗、清水冲洗和风干。 系统设置“自动”和“手动”两种控制方式。控制要求如下: ①若方式选择开关Mode置于“手动”方式,按起动按钮 Start,则按下面的顺序动作: 首先执行泡沫清洗→按冲洗按钮SB1,则执行清水冲洗→ 按风干按钮SB2,则执行风干→按完成按钮SB3,则结束洗 车作业。 ②若选择方式开关置于“自动”方式,按起动按钮后,则 自动执行洗车流程:泡沫清洗10s→清水冲洗20s→风干5s→ 结束→回到待洗状态。 ③任何时候按下停止按钮Stop,则立即停止洗车作业。
西门子PLCS7-300培训教材

西门子 PLC教程S7-300
S7-CPU 的寄存器和存储器区域
ACCU2
32位
累加器
ACCU1
32位
地址寄存器
AR1
32位
数据块寄存器
AR2
32位
打开的 DB DB 长度
打开的 DI
16位
DI 长度
16位
S7-CPU 寄存器
装载存储器
- 逻辑块 - 数据块
工作存储器
- 逻辑块 - 数据块
I/O 区域
系统存储器
- 过程映像输入表 - 过程映像输出表 - 位存储器 - 定时器 - 计数器
S7--CPU 存储器区域
西门子 PLC教程S7-300
西门子 PLC教程S7-300
常数
进制 十进制 十六进制 二进制 ASCII码
数据类型
基本数据类型
布尔型(1位) 字节B(8位) 字W(16位) 双字D(32位)
把过程映象输出表(PIQ) 写到输出模块
块OB 1
A I 0.1 A I 0.2 = Q4.0
输出 模块
CPU 循环
循环程序执行
块类型 组织块(OB)
功能块 (FB)
西门子 PLC教程S7-300
用户定义的块
特性
- 操作系统和用户程序的接口 - 各层次的优先级 (1 ~ 26) - 局部数据堆栈中的特殊启动信息
地址 0.0 地址 0.7 地址 1.0 地址 1.7
西门子 PLC教程S7-300
设计的地址区
过程映象 I/Q
存储器标志
I/Q 外部输入/输出
定时器 计数器 数据块 数据块
STEP 7 的寻址范围
访问区域
西门子S7300,400通信教程
送
站名、接收站名)送入环网传输。
令牌沿环网一周后返回发送站时,信息已被接收站拷贝,发送站
把令牌的状态为“空”,送入环网继续传输,以供其它站使用。
令牌传递总线能在重负荷下提供实时同步操作,传送效率高,适
于频繁,较短的数据传送。因此它更适合于需要进行实时通信的工
业
控制网络系统。
• 令牌环
令牌环传递类似于令牌总线,在令牌环上只能有一个令牌绕环运
6.2 通信标准 1 开放系统互连模型
国际化标准组织ISO提出的开放系统互连模型OSI。 作为通信网络国际标准化的参考模型。它详细描述了软件功能的7 个层次。
一类为面向用户的第5~7层,另一类为面向网络的第1~4层。
SIMATIC S7
Siemens AG 2000. All rights reserved.
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: 2019/4/29 File No.: SSP1_03C.13
Information and Training Center Knowledge for Automation
1 S7-300/400的通信网络
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: 2019/4/29 File No.: SSP1_03C.6
Information and Training Center Knowledge for Automation
• RS-485 RS-485是RS-422的变形。 半双工四线操作,一对平衡差分信号线不能同时发送和接收。
同步通信的格式: 同步通信以字节为单位,每次传送1~2个同步 字符,多个数据字节和校验字符。用同步字符通知接收方开始接 收。
西门子 培训课件S7-300
BATF( 红 色 , 只 在 CPU313 和 314 上有) DC 5 V(绿色) FRCE(黄色)
电池故障 用于 CPU 和 S7- 300 的 5 V DC 电源 保留专用
如果电池有下列情况,则灯亮:①失效;②未装入 如果内部的 5 V 直流电源正常,则灯亮
二、CPU的功能
执行用户程序; 为S7背板总线提供5V电源; 在MPI网络中,通过MPI(多点接口)与 其他MPI网络节点进行通信。
MRES:将钥匙开关从STOP状态扳到MRES位置,可复 位存储器,使CPU回到初始状态。工作存储器、RAM 装载存储器中的用户程序和地址区被清除,全部存 储器位、定时器、计数器和数据块均被删除,即复 位为0,包括有保持功能的数据。如果有快闪存储 器卡,CPU在复位后将它里面的用户程序和系统参 数复制到工作存储区。
三、编程工具
使用STEP7软件对S7-300进行编程。 STEP7包含了自动化项目从项目的启动、实施到 测试以及服务每一个阶段所需的全部功能。 STEP7中的编程语言 1、顺序功能图 2、梯形图 3、语句表 4、功能块图 5、结构文本
四、安装一个S7系统的步骤
S7-300PLC
六、S7-300系统的组成部件
5、功能模块 (FM)
功能模块主要用于对时间要求苛刻、存储器容量要 求较大的过程信号处理任务。 -计数:计数器模块 -定位:快速/慢速进给驱动位置控制模块、电子凸 轮控制器模块、步进电动机定位模块、伺服电动机 定位模块等 -闭环控制:闭环控制模块 -工业标识系统:接口模块、称重模块、位置输入 模块、超声波位置解码器等。
五、微存储器卡
Flash EPROM微存储卡(MMC)用于在断电时保存用户 程序和某些数据,它可以扩展CPU的存储器容量,也 可以将有些CPU的操作系统保存在MMC中,这对于操作 系统的升级是非常方便的。MMC用作装载存储器或便 携式保存媒体。MMC的读写直接在CPU内进行,不需要 专用的编程器。由于CPU31xC没有安装集成的装载存 储器,在使用CPU时必须插入MMC,CPU与MMC是分开订 货的。 如果在写访问过程中拆下SIMATIC微存储卡,卡中的 数据会被破坏。在这种情况下,必须将MMC插入CPU中 并删除它,或在CPU中格式化存储卡。只有在断电状 态或CPU处于STOP状态时,才能取下存储卡。
西门子S7300学习教程6

调换锂电池的步骤:
1、在拆装之前,应先让PLC通电15S以上,这样可 使作为内存备用电源的电容器充电,在锂电池断 开后,该电容可对PLC作短暂供电,以保护RAM 中的信息不丢失。
2、断开PLC的交流电源。 3、打开基本单元的电池盖板。 4、取下旧电池,装上新电池。 5、盖上电池盖板。 更换电池的时间要尽量短,一般不允许超过3min。
。 图7-4和图7-5分别所示的是输入检查流程和输出检查流程
图7-4 输入检查流程图
图7-5 输出检查流程图
5、外围环境的检查
影响PLC工作的环境因素主要有温度、湿度、 噪音与粉尘,以及腐蚀性酸碱等。
二、故障的处理
不同故障产生的原因不同,它们也有不同的处理方法,具体请见下表所列。
序
第七章 故障诊断
PLC是运行在工业环境中的控制器,一般而言可靠性比较高, 出现故障的概率较低,但是,出现故障也是难以避免的。一 般引发故障的原因有很多,故障的后果也有很多种。
引发故障的原因虽然我们不能完全控制,但是我们可以通过 日常的检查和定期的维护来消除多种隐患,把故障率降到最 低。故障的后果轻的可能造成设备的停机,影响生产的数量; 重的可能造成财产损失和人员伤亡,如果是一些特殊的控制 对象,一旦出现故障可能会引发更严重的后果。
温度0~55℃相对湿度85%以 下振幅小于0.5mm(10~55Hz) 无大量灰尘、盐分和铁屑
基本单元和扩展单元是否安装牢固?
基本单元和扩展单元的联接电缆是否完全 插好? 接线螺钉是否松动? 外部接线是否损坏?
安装螺钉必须上紧 联接电缆不能松动 联接螺钉不能松动
外部接线不能有任何外观异 常
通
1、程序错误2、电源线路 不良3、I/O单元号重复4、 远程I/O电源关,无终端
西门子S7-300 PLC 教程

CPU 222 14
80 mm 90 mm 62 mm
CPU 224 24
80 mm 120.5 mm 62 mm
CPU 226 40
80 mm 196 m m 62 mm
西门子(中国)有限公司 自动化与驱动部
简便而实用的安装可满足任何需要
扁平电缆连接 提高抗震动性能
运行/停止开关 扩展模块接口 外部电位器
西门子(中国)有限公司 自动化与驱动部
S7-200的通讯能力
PPI 协议
PPI 是主从协议
S7-22X既可作主站又可作从站
通讯速率为9.6K,19.2K和187.5K 波特率
PWM功能
频率
脉冲序列输出的性能
脉冲占空比为50% 脉冲周期可 以毫秒或微妙为单位 S7-22X的PTO具有强大的PROFILE功能 即多序列脉冲输出功能 不同频率的曲线段多达255段
西门子(中国)有限公司 自动化与驱动部
多段脉冲序列输出
时间
您可为CPU内置的数字量输入点设 置 0.2ms~ 12.8ms的滤波时间,降 低噪音干扰 对于CPU222,CPU224和226您可为 所有的模拟量 输入点设置滤波功 能
CPU 222 4K字节 2K字节 14 16/16 0.37 s 256 256 256 256 可选 标准 标准 4个 30Khz 2个 20Khz 1个 RS485
西门子(中国)有限公司 自动化与驱动部
CPU 224 8K字节 5K字节 24 32/32 0.37 s 256 256 256 256 内置 标准 标准 6个 30Khz 2个 20Khz 1个 RS485
时钟精度: 2 分种/月 25 摄氏度 7分钟/月 55 摄氏度
西门子S7 300经典入门教程
PLC概述.................................................................................................................. 1一、可编程控制器的产生及定义.............................................................................. 1二、可编程控制器的分类及特点.............................................................................. 1三、可编程控制器的应用.......................................................................................... 3四、PLC控制系统的分类 ......................................................................................... 4可编程控制器原理...................................................................................................... 52.1 PLC的组成与基本结构................................................................................. 5第三章SIMATIC S7-300 PLC系统特性及硬件构成........................................... 11用户程序由组织块(OB)、功能块(FB,FC)、数据块(DB)构成.................... 13第四章编程语言.................................................................................................. 20PLC概述一、可编程控制器的产生及定义①1969年美国数字设备公司(DEC)研制出世界第一台可编程控制器,并成功地应用在美国通用汽车公司(GM)的生产线上。
S7-300 新手入门指南

SIMATIC S7-300新手入门指南订货号 6ZB5310-0NC27-0BA0版本 04/2007A5E01094751-01目录1欢迎 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22准备 PC. . . . . . . . . . . . . . . . . . . . . . . . . . . . .63安装硬件并为其接线. . . . . . . . . . . . . . . . . . . . . . . 103.1需要哪些组件?. . . . . . . . . . . . . . . . . . . . . . . . . 113.2安装组件 . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.3为组件接线. . . . . . . . . . . . . . . . . . . . . . . . . . . 143.4调试硬件 . . . . . . . . . . . . . . . . . . . . . . . . . . . 214在 STEP 7 Lite 中组态控制. . . . . . . . . . . . . . . . . . . . 264.1什么是 STEP 7 Lite 项目?. . . . . . . . . . . . . . . . . . . . 274.2打开 STEP 7 Lite 项目. . . . . . . . . . . . . . . . . . . . . . 284.3复制 STEP 7 Lite 中的模块组态 . . . . . . . . . . . . . . . . . . 294.4在 PC 和 CPU 312C 之间建立在线连接. . . . . . . . . . . . . . . . 354.5下载并检查 CPU 312C 的模块组态. . . . . . . . . . . . . . . . . . 365打开 PC 上的程序. . . . . . . . . . . . . . . . . . . . . . . . 405.1什么是程序?. . . . . . . . . . . . . . . . . . . . . . . . . . 415.2打开程序 . . . . . . . . . . . . . . . . . . . . . . . . . . . 426执行测试运行. . . . . . . . . . . . . . . . . . . . . . . . . . 446.1将项目下载到 CPU 312C. . . . . . . . . . . . . . . . . . . . . . 456.2开始测试运行. . . . . . . . . . . . . . . . . . . . . . . . . . 467祝贺您 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 508其它信息 . . . . . . . . . . . . . . . . . . . . . . . . . . . 528.1诊断 / 校正错误 . . . . . . . . . . . . . . . . . . . . . . . . 538.2其它文档 . . . . . . . . . . . . . . . . . . . . . . . . . . . 548.3SIMATIC 技术支持. . . . . . . . . . . . . . . . . . . . . . . . 5611欢迎23欢迎阅读《S7-300 新手入门指南》。
西门子S7-300 400高级编程培训教材
功能及功能块中的参数声明
"Motor"
EN
ENO
Start
地址 声明 名称 类型 初始化值 ... 0.0 输入 Start BOOL FALSE 0.1 输入 Stop BOOL TRUE 2.0 输入 Speed INT 0 2.0 输出 Motor_on BOOL FALSE 8.0 输出 Setpoint INT 0 10.0 输入/输出 EMER_OFF BOOL FALSE ... 静态 ... ... ... ... 临时 .. ... ...
CALL #Punch . CALL #Guard
... ...
CALL FB10, DB10
Press_1的数据
传送带的数据
Press_1. Guard
Press_2. Punch
Press_2. Guard
Press_2的数据
FB10的数据
Press_1. Punch
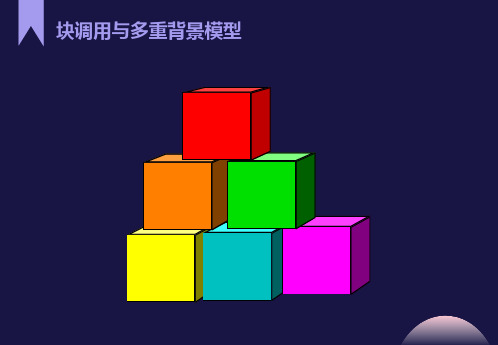
多个实例只需要 一个 DB 在为各个实例创建“private” 数据区时,无需任何额外的管理工作 多重背景模型使得“面向对象的编程风格”成为可能(通过“集合”的方式实现可重用性) 最大嵌套深度为8级
Q20.5 Q20.6 Q9.0 QW12
. . . Q8.2 Q8.3 I 0.2 I 0.3 I 16.6 I 16.7
多重背景模型的结构
FB10
钻床数据
FB10的背景DB
CALL Drill . CALL Motor_1 . CALL Motor_2
DB10
... stat Drill FB1 stat Motor_1 FB2 stat Motor_2 FB2
FB1 “Station” 的工作原理
西门子S7-300新手入门指南-中文版

SIMATIC S7-300新手入门指南订货号 6ZB5310-0NC27-0BA0版本 04/2007A5E01094751-01目录1欢迎 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22准备 PC. . . . . . . . . . . . . . . . . . . . . . . . . . . . .63安装硬件并为其接线. . . . . . . . . . . . . . . . . . . . . . . 103.1需要哪些组件?. . . . . . . . . . . . . . . . . . . . . . . . . 113.2安装组件 . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.3为组件接线. . . . . . . . . . . . . . . . . . . . . . . . . . . 143.4调试硬件 . . . . . . . . . . . . . . . . . . . . . . . . . . . 214在 STEP 7 Lite 中组态控制. . . . . . . . . . . . . . . . . . . . 264.1什么是 STEP 7 Lite 项目?. . . . . . . . . . . . . . . . . . . . 274.2打开 STEP 7 Lite 项目. . . . . . . . . . . . . . . . . . . . . . 284.3复制 STEP 7 Lite 中的模块组态 . . . . . . . . . . . . . . . . . . 294.4在 PC 和 CPU 312C 之间建立在线连接. . . . . . . . . . . . . . . . 354.5下载并检查 CPU 312C 的模块组态. . . . . . . . . . . . . . . . . . 365打开 PC 上的程序. . . . . . . . . . . . . . . . . . . . . . . . 405.1什么是程序?. . . . . . . . . . . . . . . . . . . . . . . . . . 415.2打开程序 . . . . . . . . . . . . . . . . . . . . . . . . . . . 426执行测试运行. . . . . . . . . . . . . . . . . . . . . . . . . . 446.1将项目下载到 CPU 312C. . . . . . . . . . . . . . . . . . . . . . 456.2开始测试运行. . . . . . . . . . . . . . . . . . . . . . . . . . 467祝贺您 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 508其它信息 . . . . . . . . . . . . . . . . . . . . . . . . . . . 528.1诊断 / 校正错误 . . . . . . . . . . . . . . . . . . . . . . . . 538.2其它文档 . . . . . . . . . . . . . . . . . . . . . . . . . . . 548.3SIMATIC 技术支持. . . . . . . . . . . . . . . . . . . . . . . . 5611欢迎23欢迎阅读《S7-300 新手入门指南》。
S7-300全教程
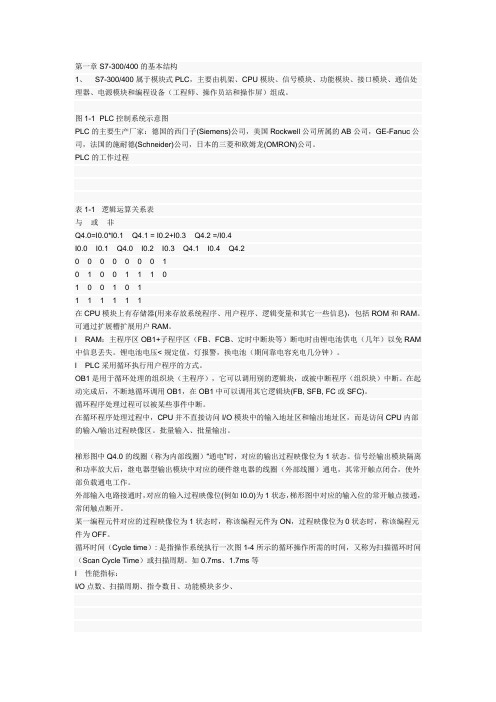
第一章 S7-300/400的基本结构1、 S7-300/400属于模块式PLC,主要由机架、CPU模块、信号模块、功能模块、接口模块、通信处理器、电源模块和编程设备(工程师、操作员站和操作屏)组成。
图1-1 PLC控制系统示意图PLC的主要生产厂家:德国的西门子(Siemens)公司,美国Rockwell公司所属的AB公司,GE-Fanuc公司,法国的施耐德(Schneider)公司,日本的三菱和欧姆龙(OMRON)公司。
PLC的工作过程表1-1 逻辑运算关系表与或非Q4.0=I0.0*I0.1 Q4.1 = I0.2+I0.3 Q4.2 =/I0.4I0.0 I0.1 Q4.0 I0.2 I0.3 Q4.1 I0.4 Q4.20 0 0 0 0 0 0 10 1 0 0 1 1 1 01 0 0 1 0 11 1 1 1 1 1在CPU模块上有存储器(用来存放系统程序、用户程序、逻辑变量和其它一些信息),包括ROM和RAM。
可通过扩展槽扩展用户RAM。
l RAM:主程序区OB1+子程序区(FB、FCB、定时中断块等)断电时由锂电池供电(几年)以免RAM 中信息丢失。
锂电池电压< 规定值,灯报警,换电池(期间靠电容充电几分钟)。
l PLC采用循环执行用户程序的方式。
OB1是用于循环处理的组织块(主程序),它可以调用别的逻辑块,或被中断程序(组织块)中断。
在起动完成后,不断地循环调用OB1,在OB1中可以调用其它逻辑块(FB, SFB, FC或SFC)。
循环程序处理过程可以被某些事件中断。
在循环程序处理过程中,CPU并不直接访问I/O模块中的输入地址区和输出地址区,而是访问CPU内部的输入/输出过程映像区。
批量输入、批量输出。
梯形图中Q4.0的线圈(称为内部线圈)―通电‖时,对应的输出过程映像位为1状态。
信号经输出模块隔离和功率放大后,继电器型输出模块中对应的硬件继电器的线圈(外部线圈)通电,其常开触点闭合,使外部负载通电工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、异步错误 异步错误是与PLC的硬件或操作系统密切相关的错误,与程序执行无
关,但异步错误的后果一般比较严重。 2、同步错误 同步错误是与执行用户程序有关的错误,程序中如果有不正确的地址
区,错误的编号或错误的地址,都会出现同步错误,操作系统将调用 同步错误OB 。
故障发生后,对于维护人员来说最重要的是找到故障的原因, 迅速排除故障,尽快恢复系统的运行。对于系统设计人员在 设计时要考虑到系统出现故障后的系统的自我保护措施力争 使故障的停机时间最短,故障的产生的损失最小。
7.1 了解S7-300 PLC的基本故障种类
一般PLC的故障主要有外部故障或是内部错误造成。外部故障时由外 部传感器或执行机构的故障等引发PLC产生故障,可能会使整个系统 停机,甚至烧坏PLC。
通
1、程序错误2、电源线路 不良3、I/O单元号重复4、 远程I/O电源关,无终端
电源回路不良
修改程序 更换CPU单元 修改I/O单元号 接通电源
更换CPU单元
I/O总线不良 I/O总线不良
更换基板单元 更换基板单元
7.2 掌握PLC的常规维护及故障排除 的方法
为了保障系统的正常运行,定期对PLC系统 进行维护和检查是必不可少的,而且还必 须熟悉一些故障诊断和排除方法。
7.2.1 检查与维护 7.2.2 外部故障的排除方法 7.2.3 内部错误的故障诊断
7.2.1 检查与维护
一、定期检查
PLC是一种工业控制设备,尽管在可靠性方 面采取了许多措施,但工作环境对PLC影响 还是很大的。所以,通常每隔半年时间应 对PLC作定期检查。如果PLC的工作条件不 符合表7-1规定的标准,就要做一些应急处 理,以便使PLC工作在规定的标准环境。
锂电池工作5年左右
继电器输出触点寿命300万次 (35V以上)
二、日常维护
PLC除了锂电池和继电器输出触点外,基本 上没有其它易损元器件。由于存放用户程 序的随机内存(RAM),计数器和具有保 持功能的辅助继电器等均用锂电池保护, 锂电池的寿命大约5年,当锂电池的电压逐 渐降低达一定程度时,PLC基本单元上的电 池电压跌落指示灯会亮。提示用户注意, 有锂电池所支持的程序还可以保持一周左 右,必须更换电池,这是日常维护的主要 内容。
表7-1 周期性检查一览表
检查项目
交流电源 电压
稳定度
检查内容
测量加在PLC上的电压是否为额定值? 电源电压是否出现频繁急剧的变化?
标准
电源电压必须在工作电压范 围内 电源电压波动必须在允许范 围内
工作环境 温度、湿度 震动、灰尘
安装条件
温度湿度是否在相应的变化范围内?
(当PLC安装在仪表板上时,仪表上的温度 可以认为是PLC的环境温度。)
号
1 [POWER]LED灯不亮
2 保险丝多次熔断
可能原因
处理
1、电压切换端子设定不良
2、保险丝熔断
1、电压切换端子设定不良 2、线路短路或烧坏
正确设定切换端子 更换保险丝
正确设定切换端子 更换电源单元
3 [RUN]LED灯不亮
4 运行中输出端没闭合([POWER]灯 亮)
5 编号以后的继电器不动作 6 特定的继电器编号的输出(入)接
2、电源故障检查
电源等不亮部需要对供电系统进行检查,检查流程图如图7-2所示。
3、运行故障检查
电源正常,运行指示灯不亮,说明系统已因某种 异常而终止了正常运行,检查流程图如图7-3所示。
4、输入输出故障检查
输入输出是PLC与外部设备进行信息交流的信道,其是否正常工作,除了和 输入输出单元有关外,还与联接配线、接线端子、保险管等组件状态有关。
调换锂电池的步骤:
1、在拆装之前,应先让PLC通电15S以上,这样可 使作为内存备用电源的电容器充电,在锂电池断 开后,该电容可对PLC作短暂供电,以保护RAM 中的信息不丢失。
2、断开PLC的交流电源。 3、打开基本单元的电池盖板。 4、取下旧电池,装上新电池。 5、盖上电池盖板。 更换电池的时间要尽量短,一般不允许超过3min。
第七章 故障诊断
PLC是运行在工业环境中的控制器,一般而言可靠性比较高, 出现故障的概率较低,但是,出现故障也是难以避免的。一 般引发故障的原因有很多,故障的后果也有很多种。
引发故障的原因虽然我们不能完全控制,但是我们可以通过 日常的检查和定期的维护来消除多种隐患,把故障率降到最 低。故障的后果轻的可能造成设备的停机,影响生产的数量; 重的可能造成财产损失和人员伤亡,如果是一些特殊的控制 对象,一旦出现故障可能会引发更严重的后果。
温度0~55℃相对湿度85%以 下振幅小于0.5mm(10~55Hz) 无大量灰尘、盐分和铁屑
基本单元和扩展单元是否安装牢固?
基本单元和扩展单元的联接电缆是否完全 插好? 接线螺钉是否松动? 外部接线是否损坏?
安装螺钉必须上紧 联接电缆不能松动 联接螺钉不能松动
外部接线不能有任何外观异 常
使用寿命
锂电池电压是否降低? 继电器输出触点
如果时间过长,RAM中的程序将丢失。
7.2.2 外部故障的排除方法
PLC有很强的自诊断能力,当PLC自身故障 或外围设备发生故障,都可用PLC上具有诊 断指示功能的发光二极管的亮灭来诊断。
一、故障查找
1、总体检查 根据总体检查流程图找出故障点的大方向,逐渐
细化,以找出具体故障,如图7-1所示。
而内部错误是PLC内部的功能性错误或编成错误造成的,可以使系统 停机。S7-300具有很强的错误(或称故障)检测和处理能力,CPU检 测到某种错误后,操作系统调用对应得组织块,用户可以在组织块中 编程,对发生的错误采取相应的措施。对于大多数错误,如果没有给 组织块编程,出现错误时CPU将进入STOP模式。
。 图7-4和图7-5分别所示的是输入检查流程和输出检查流程
图7-4 输入检查流程图
图7-5 输出检查流程图
5、外围环境的检查
影响PLC工作的环境因素主要有温度、湿度、 噪音与粉尘,以及腐蚀性酸碱等。
二、故障的处理
不同故障产生的原因不同,它们也有不同的处理方法,具体请见下表所列。
序
异常现象