VNB20N07
焊工证代号含义

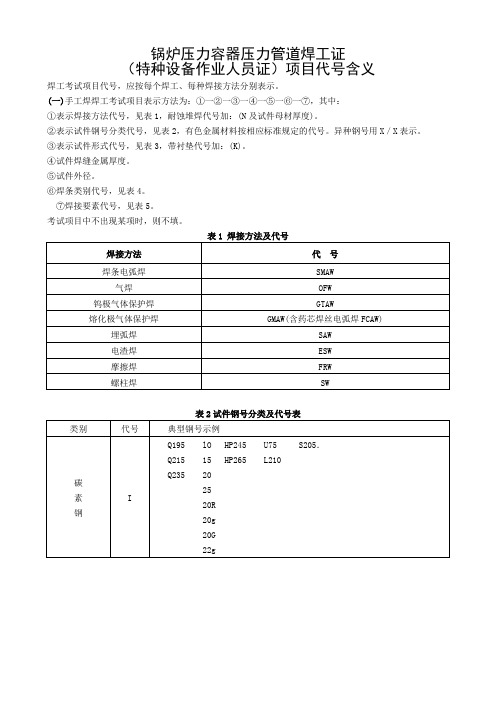
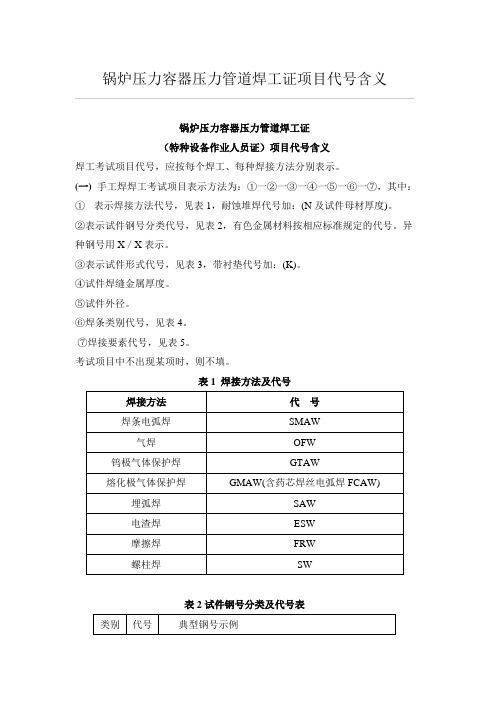
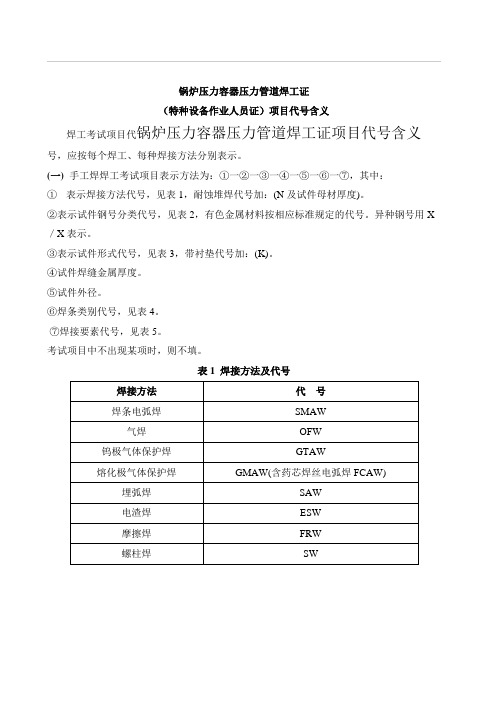
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代锅炉压力容器压力管道焊工证项目代号含义号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
N07750是什么材料材质对应相关牌号

N07750是什么材料?N07750是什么材质? N07750是什么价格?──────────────────────────────────N07750高温合金带料,N07750高温合金管料,N07750高温合金板料,N07750高温合金棒料,N07750高温合金板材,N07750高温合金棒材,N07750高温合金带材,N07750高温合金管材,N07750高温合金卷板,N07750高温合金卷带,N07750高温合金卷材,N07750高温合金卷片,N07750高温合金薄板,N07750高温合金盘线,N07750高温合金扁条,N07750高温合金厚板,N07750高温合金锻件,N07750高温合金圆钢,N07750高温合金圆棒,N07750高温合金光圆,──────────────────────────────────N07750N07750 合金主要是以γ"[Ni3(Al、Ti、Nb)]相进行时效强化的镍基高温合金,在980℃以下具有良好的耐腐蚀和抗氧化性能,800℃以下具有较高的强度,540℃以下具有较好的耐松弛性能,同时还具有良好的成形性能和焊接性能。
该合金主要用于制造航空发动机在800℃以下工作并要求强度较高的耐松弛的平面弹簧和螺旋弹簧。
还可用于制造汽轮机涡轮叶片等零件。
可供应的品种有板材、带材、棒材、锻件、环形件、丝材和管材。
中文名N07750类型合金用途制造航空发动机可供应品种板材、带材、棒材、锻件N07750概述材料牌号N07750 相近牌号N07750(美国),NiCr15Fe7TiAl(德国),NC15FeTNbA(法国),NCF750(日本)N07750 化学成分见表1-1。
板材、带材和管材为:Mn≤0.35%,Si≤0.35%。
N07750 热处理工艺板、带、管材供应状态的固溶热处理制度980℃±15℃,空冷。
材料及零件的中间热处理制度,可分别选择下列工艺进行热处理。
尼龙管标准

型号 Item No.
黑色 Black Ral9005
BG-07NB BG-10NB BG-12NB
深灰色 Gray Ral7037
BG-07NG BG-10NG BG-12NG
规格 Sizes
内径 I.D. A
外径 O.D.
B
1/4" 6.5 10.0 5/16" 10.0 13.0
- 12.0 15.8
RCCN
RCCN 日成PA尼龙剖开式波纹管 Polyethylene Corrugated Tubing
Ral7037 Ral9012 Ral2003
单位/Unit:mm
型号 Item No.
规格
黑色 Black Ral9005
深灰色 Gray Ral7037
Sizes
内径 I.D. A
外径 O.D.
静态 弯曲 半径 Stat.r
13
20
35
动态 弯曲 半径 Dyn.r
包装 Packing
M
35 100M 45 100M 55 100M
波 纹
强度好可以承受重的负载;耐酸,耐切 exterior,stronger machinism loading, 屑液,润滑油,冷却液等;表面有光泽, perfect flexible 耐摩擦;黑色耐紫外线,机械强度高; Functions:insulated,protect cables
黑色阻燃剖开 Black
Ral9005
深灰阻燃剖开 Gray
Ral7037
BGR-07NBV0 BGR-07NGV0 BGR-10NBV0 BGR-10NGV0 BGR-12NBV0 BGR-12NGV0 BGR-15NBV0 BGR-15NGV0 BGR-17NBV0 BGR-17NGV0 BGR-23NBV0 BGR-23NGV0 BGR-29NBV0 BGR-29NGV0 BGR-36NBV0 BGR-36NGV0 BGR-48NBV0 BGR-48NGV0 BGR-08NBV0 BGR-08NGV0 BGR-11NBV0 BGR-11NGV0 BGR-16NBV0 BGR-16NGV0 BGR-20NBV0 BGR-20NGV0 BGR-25NBV0 BGR-25NGV0
NB7小型断路器
正泰-智慧能源解决方案提供商 l 016小型断路器N B 7设计序号小型断路器代号企业特征代号 NB7系列小型断路器适用于交流50Hz,额定电压至400V,额定电流至63A的线路中作过载和短路保护使用,可以在正常情况下作为线路的不频繁操作转换之用,也可作为断开线路进行线路及设备维修的隔离开关使用。
断路器适用于工业、商业、高层和民用住宅等各种场所。
符合标准:GB/T 10963.1、IEC 60898-1,获得CCC认证。
NB7小型断路器3.1 额定短路分断能力(Icn)3.2 机械电气寿命3.3.2 脱扣特性曲线图3.3 脱扣特性3.3.1 过电流保护特性(基准温度30℃)017 l 正泰-智慧能源解决方案提供商终端电器正泰-智慧能源解决方案提供商 l 018小型断路器23.4 接线:适用16mm 及以下铜导线连接(见表5),接线方法用螺钉压紧接线,扭矩为2.0N •m。
35277.51P6.1 订货时要标明下列各点:6.1.1 产品型号和名称,如NB7小型断路器;6.1.2 瞬时脱扣型式和额定电流,如C25;6.1.3 断路器极数:如2P;6.1.4 订货数量,如50台;6.2 订货举例:NB7小型断路器,2P,C25,50台。
4.1 结构特点4.1.1 套环创新设计,防止产品接线开裂,更安全4.1.2 安装尺寸范围大,便于汇流排安装4.1.3 人性化手柄4.1.4 指示窗口4.1.5 剥线长度、扭矩指示4.2 正常工作条件4.2.1 环境温度-5℃~+40℃;24h 平均工作温度不超过+35℃4.2.2 海拔高度:≤2000m。
焊工证代号含义

锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代锅炉压力容器压力管道焊工证项目代号含义号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X /X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
焊工证代号含义

锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
VNV35N07;VNB35N0713TR;VNB35N07TR-E;VNV35N07-E;VNB35N07;中文规格书,Datasheet资料

- LINEAR CURRENT LIMITER CIRCUIT: limits
the drain current Id to Ilim whatever the Input pin voltage. When the current limiter is active, the device operates in the linear region, so power dissipation may exceed the capability of the heatsink. Both case and junction temperatures increase, and if this phase lasts long enough, junction temperature may reach the overtemperature threshold Tjsh.
Drain-source Clamp Threshold Voltage
(特种设备作业人员证)项目代号含义
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-lG(K)-12-F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
(5)在壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)-Ⅱ-2G-86-F4。
焊工证代号含义

锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代锅炉压力容器压力管道焊工证项目代号含义号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X /X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表、表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
(特种设备作业人员证)项目代号含义

锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一) 手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-lG(K)-12-F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
(5)在壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)-Ⅱ-2G-86-F4。
焊工项目代号释义
锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
不锈钢材料对照表

167
8
S58C
1060
9
Ck101
060A96
187
0
SUP4
1095
10
X120Mn12
Z120M12
X120M12
XG120Mn12
I-
X120Mn12
SCMnH/1
9
100Cr6
Gr15;45Gr
534A99
31
100C6
100Cr6
225
8
SUJ2
52100
9
15Mo3
1501-240
M3
10/11
BM4
2
SKH59
结构钢材料对照表
添加时间:2009-08-04
详细信息:
结构钢材料对照表
材料对照表结构钢
工件材
加工特
国家和标准
德国
中国
英国
法国
意大利
比利时
瑞典
西班牙
日本
美国
料组
性组
材料
编号
DIN
GB
BS
EN
AFNOR
UNI
NBN
SS
UNE
JIS
AISI/SAE
P
1
C15
15
080M15
403
12/13
X7Cr14
^■(ovws
12/13
X10Cr13
1Cr13
410S21
56A
Z10C14
X12Cr13
230
2
SUS410
410
12/13
X6Cr17
1Cr17
430S15
60
焊工证代号含义
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代锅炉压力容器压力管道焊工证项目代号含义号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X /X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表、表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
人为干扰对马尾松林节肢动物多样性及其林分健康的影响

E e t fh m a n e fr n e o h rh o o sd v r i f cso u n i tre e c n t e a t r p d i e st y
13 标. 能 团。
先对 所获 得 的标本 进行 初 步鉴 定并 分 类 至 目、 科 “J重 要 的属 、 鉴定 请相 关 , 种
的专家协助 , 并制成标本 。并根据其食性不 同将所采集到 的标本划分为植食性、 捕食性 、 寄生性和中性功 1 . 多样性及稳定性分析 .2 3 采用物种丰富度 I 物种数量 N SannWi e 多样性指数 ( H =一∑ S 、 、hno . e r n 日 ,
w8 b an . 8 o ti e d
Ke r s 瑚 ywo d :
mas a a;atrp dc mmu i ;frs e l ;dv ri smd n rho o o nt oet h at i est y s h y
马尾松 ( / s a oi a 是我国南方造林的主要树种 , Pn s n n ) um s a 是荒山造林 的先锋树种 。其木材为工业上重 要的生产用材 , 供建筑 、 涂料、 油漆等使用 , 具有较高 的经济价值。随着人为活动的加剧 , 森林生态 系统动 态平衡受到影响, 生态系统内部食物链的稳定性受到破坏 , 林下植被的破坏 , 许多天敌的生境受到影响 , 林 分抗虫性显著降低 , 为森林生态系统健康稳定发展埋下了隐患 , 从而导致一些害虫的间歇性大面积发生、 次期性害虫的为害以及其它有害生物 的入侵。因此马尾松林分健康直接关系到能否发挥其本身巨大的经 济效益 , 保持 马尾松 林分健 康 , 在充 分持续 的发 挥其 生态 、 要 经济 和社会 三大 效益 的 同时 , 又要保 持其 自身 个较好 的 自我调 节 内部 生态 系统平 衡和稳 定 的能力 u 4。 -] ’
尼龙管-尼龙软管_RCCN
软管接头规格书

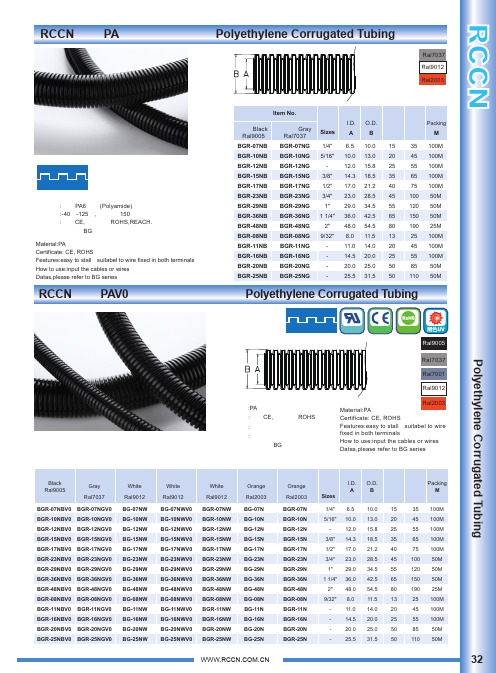
日成波纹管&软管接头Wire Conduits日成软管接头&配件Conduit Connector规格 内径 I.D. 外径 静态 动态 包装O.D. 弯曲 弯曲PackingSizesABStat.r Dyn.rM1/4" 6.5 10.0 13 35 100M 5/16" 10.0 13.0 20 45 100M - 12.0 15.8 35 55 100M 3/8" 14.3 18.5 40 65 100M 1/2" 17.0 21.2 45 75 100M 3/4" 23.0 28.5 55 100 50M 1" 29.0 34.5 65 120 50M 1 1/4" 36.0 42.5 90 150 50M 2" 48.0 54.5 100 190 25M 9/32" 8.0 11.5 13 25 100M - 11.0 14.0 20 45 100M - 14.5 20.0 45 75 100M - 20.0 25.0 50 85 50M -25.531.55011050M150℃ in short time Color:blackBG-07NB BG-07NG 1/4" 6.5 1BG-10NB BG-10NG 5/16" 10.0 1Characheristics:good luster ofexterior,stronger machinism loading,BG-12N BG-15N 12.0 14.3 15.8 18.5 35 40 55 65 100M 100MRCCNPolyethylene Corrugated Tubing日成PA尼龙波纹管 PA 尼龙阻燃波纹管RCCN 日成PA 尼龙波纹管 Polyethylene Corrugated TubingRal9005Ral7037无卤 Halogen freeRoHS耐候性UVWeather resistant UV单位/Unit:mm材质: 进口PA6 尼龙(Polyamide)Material:PA (Polyamide)型号 Item No.规格 内径 I.D.外径 静态 O.D. 弯曲 半径动态 包装 弯曲Packing 半径温 度:-40℃-125℃,短时达到150℃ 产品认证: 美国UL,欧洲CE, 欧洲环保 ROHS,REACH.防火等级:94HB 。
07mnnidr标准

07mnnidr标准
07MnNiMoDR钢板的标准如下:
1. 执行标准:可按照国标,即GB/T,也可按照企业标准,如GB/QTB。
2. 力学性能:屈服强度大于490Mpa,抗拉强度在Mpa之间,冲击温度-
50度。
3. 化学成分:C:≤、P:≤、S :≤、Cu :≤、Ni:、Cr :≤、Mo:、V:≤、B :≤、Pcm:≤。
4. 热处理状态:以淬火+回火调质的状态交货。
5. 超声检测:每张钢板应进行超声检测,检测方法按JB/或GB/T2970执行,合格级别为Ⅰ级。
6. 表面质量:出厂时钢板的表面不允许存在裂纹、气泡、结疤、折叠和夹杂等缺陷,其他缺陷允许存在,深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证缺陷处厚度不小于钢板允许厚度。
如需了解更多信息,建议咨询舞阳钢铁公司客服或查阅其官网。
锅炉压力容器压力管道焊工证项目代号含义

锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号焊接方法代号焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW(含药芯焊丝电弧焊FCAW)埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2试件钢号分类及代号表类别代号典型钢号示例碳素钢IQ195 lO HP245 U75 S205.Q215 15 HP265 L210Q235 202520R20g20G22g低合金钢IIHP295 L245 12Mng 12CrMo 09MnDHF325 1290 16Mn 12CrMoG 09MnNiDHPM5 L320 16Mng 15CrMo 09MnNiDR HV365 L360 16MnR 15CrMoR 16MnD L415 15MnNbR 15CrMoG 16MnDRL4YO 15MnV 14CrlMo 15MnNiDRIA85 15MnVii 14Cr1MoR 20MnMoD1555 20nnMo 12CrlMoV07MnNiCrMoVDRS240 lOMnWVNb 12CrlMoVG08MnNiCrMoVDS290 13MnNiMoNbR 12Cr2Mo10Ni3MoVDs315 20MnMoNb 12Cr2M01S360 07MnCrMoVR 12Cr2MolRs385 12Cr2MoGS415 12Cr2Mo-WTiBS450 12Cr3MoVSiTiBS480马氏体钢、铁1Cr5Mo OCrl3 lcrl3 1Crl7 1Cr9Mol索体不锈钢Ⅲ奥氏体不锈钢、双相不锈钢IV0Crl9Ni9 0Crl8Nil2M02Ti 0Cr23Nil30Crl8Ni9Ti 00Crl7Nil4M02 0Cr25Ni200Grl8NillTi 0crl8Nil2M03Ti 00crl8Ni5M03Si200Crl8NilO 00Crl9Nil3M03 lCr19Ni900Crl9Ni11 0Crl9Nil3M03 lCrl9NillTi1Cr23Nn8表3试件形式、位置及代号试件形式试件位置代号板材对接焊缝试件平焊lG 横焊2G 立焊3G 仰焊4G管材对接焊缝试件水平转动1C垂直固定2G 水平固定向上焊5G向下焊5GX 450固定向上焊6G向下焊6GX管板角接头试件水平转动2FRG 垂直固定平焊2FG 垂直固定仰焊4FG 水平固定5FG 450固定6FG螺柱焊试件平焊lS 横焊 2S 仰焊4S表4焊条类别、代号及适用范围焊条 类别 焊条类 别代号相应型号适用焊件的焊条范围相应标准钛钙型 F1 EXX03F1GB/T5117、GB/TSll8、GB/T983(奥氏体、双相钢焊条除外)纤维素型 F2 EXXl0,EXXll ,EXXl0一x ,EXXll —xF1.F2钛型、钛钙型F3EXXX(x)一16,KXXX(x).17Fl ,F3低氢型、 碱性F3J EXXl5,EXXl6EXXl8,EXX48 EXXl5一x .EXXl6一x EXXl8一x .EXX48一x EXXX(x)一15,EXXX(x)一16EXXX(X)一17F1,F3,F3J钛型、 钛钙型F4EXXX(x)一16,EXXX(x)一17F4GB/T983(奥氏体、双相钢焊条)碱性 F4JEXXX(x)一15,EXXX(x)一16,EXXX(x)一17F4.F4J表5焊接要素及代号 焊接要素要素代号手工钨极气体保护焊填充金属焊丝无0l 实芯02 药芯03机械化焊钨极气体保护焊自动稳压系统有04无05 自动跟踪系统有06无07 每面坡口内焊道单道08多道09(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
焊工证代号含义

锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代锅炉压力容器压力管道焊工证项目代号含义号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X 表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
2焊接质量控制

第六十三条 用于管道受压元件焊接的焊接材料,应当符合有
关安全技术规范及其相关标准的规定。焊接材料应当有质量证明
文件和相应标志,使用前应当进行检查和验收,不合格者不得使
用。施焊单位应当建立焊接材料的保管、烘干、清洗、发放和回
收管理制度。
本条是对管道受压元件焊接材料的要求
如何解决焊接材料长期保存问题
1、限制焊材的库存期限(自生产日期算起)
(e)45°固定试件 代号6FG
考试试件形式
(a)平焊试件 代号1S
(b)横焊试件 代号2S
(c)仰焊试件 代号4S
(D)螺柱焊试件
考试试件形式
管板角接头试件接头形式
焊接要素及代号
焊接要素 手工钨极气体保护焊填充金属焊丝
钨极气体保护焊自动稳压系统
机械化焊
自动跟踪系统
每面坡口内焊道
无 实芯 药芯
受影响。焊件表面潮湿,或者在下雨、下雪、刮风期间,焊工及
其焊件无保护措施时,不得进行焊接。
本条规定施焊现场的焊接环境应严格控制
本条对环境温度的规定主要基于这样一个原则:只要能保证 焊件被焊区域的足够温度(包括必要时采取的预热、中间加热、 缓冷等手段)和焊工技能不受影响,就可顺利进行焊接,获得合 格接头。
求;
(2) 钛和铝材的焊工考试内容、方法和结果评定分别按JB4745《钛制压力容器》
和JB4734《铝制压力容器》中的规定;
(3) 铜和镍材的焊工考试内容、方法和结果评定按GB50236《现场设备工业管
道焊接工程施工及验收规范》中的规定。
(4) 钛、铝、铜和镍材料焊工考试的组织、监督、发证和证焊工的管理按《焊
受压元件母材表面堆焊施焊的焊工,应按照《锅炉压力容器压力管道焊工考试与
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VNP20N07FI-VNB20N07-VNV20N07
PROTECTION FEATURES
During normal operation, the Input pin is electrically connected to the gate of the internal power MOSFET. The device then behaves like a standard power MOSFET and can be used as a switch from DC to 50 KHz. The only difference from the user’s standpoint is that a small DC current (Iiss) flows into the Input pin in order to supply the internal circuitry.
Ilim
20 A 20 A 20 A
s LINEAR CURRENT LIMITATION s THERMAL SHUT DOWN s SHORT CIRCUIT PROTECTION s INTEGRATED CLAMP s LOW CURRENT DRAWN FROM INPUT PIN s DIAGNOSTIC FEEDBACK THROUGH INPUT
VDD = 15 V Vgen = 10 V (see figure 3)
Id = 10 A Rgen = 1000 Ω
VDD = 15 V Vin = 10 V
VDD = ቤተ መጻሕፍቲ ባይዱ2 V
ID = 10 A Rgen = 10 Ω
ID = 10 A Vin = 10 V
Min.
Typ .
90 240 430 150
VNP20N07FI
®
VNB20N07/VNV20N07
”OMNIFET”: FULLY AUTOPROTECTED POWER MOSFET
TYPE
VNP20N07FI VNB20N07 VNV20N07
V c la mp
70 V 70 V 70 V
RDS( o n )
0.05 Ω 0.05 Ω 0.05 Ω
ID = 2 mA Vin = 0
Iin = -1 mA
VDS = 13 V Vin = 0 VDS = 25 V Vin = 0 VDS = 0 V Vin = 10 V
Min. 60
Typ . 70
55
-1
250
M a x. 80
-0.3 50 200 500
Unit V
V
V
µA µA µA
ON (∗)
Drain-source Voltage (Vin = 0) Input Voltage Drain Current Reverse DC Output Current Electrostatic Discharge (C= 100 pF , R=1.5 KΩ) Total Dissipat ion at Tc = 25 oC Operating Junction T emperature Case Operating T emperature Storage Temperature
The device integrates:
- OVERVOLTAGE CLAMP PROTECTION:
internally set at 70V, along with the rugged avalanche characteristics of the Power MOSFET stage give this device unrivalled ruggedness and energy handling capability. This feature is mainly important when driving inductive loads.
June 1998
1/13
Download from Electronic-Library Service
VNP20N07FI-VNB20N07-VNV20N07
ABSOLUTE MAXIMUM RATING
Symbol
P ar ame t er
VDS V in ID IR Vesd Pto t Tj Tc Tst g
Symb ol VIN(th)
RDS( o n )
P a ram et er
Input Threshold Voltage
Static Drain-source On Re s is ta nc e
Test Conditions VDS = Vin ID + Iin = 1 mA
Vin = 10 V ID = 10 A Vin = 5 V ID = 10 A
THERMAL DATA
Rthj-ca se Thermal Resistance Junction-case Rthj-a mb Thermal Resistance Junction-ambient
ISOWATT220 PowerSO-10
Max
3. 75
1.5
Max
62. 5
50
D2PAK
1.5 62.5
Value
Po werS O-10 D2PAK
ISOW AT T22 0
Internally Clamped
18
Internally Limited
-28
2000
83
34
Internally Limited
Internally Limited
-55 to 150
Unit
V V A A V W oC oC oC
Min. 0.8
Typ .
M a x. 3
Unit V
0.05
Ω
0.07
Ω
DYNAMIC
Symb ol gfs (∗)
Coss
P a ram et er
Forward T r ans c on duc ta nc e Output Capacitance
2/13
Test Conditions VDS = 13 V ID = 10 A
Drain-source Clamp Threshold Voltage
Input-Source Reverse Clamp Voltage
Zero Input Voltage Drain Current (Vin = 0)
Supply Current from Input Pin
Test Conditions ID = 200 mA Vin = 0
Vin = 10 V Vin = 5 V
Vin = 10 V Vin = 5 V
VDS = 13 V VDS = 13 V
Tjsh(∗∗) Overtemperature Shutdown
Tjrs(∗∗) Overtemperature Reset
Igf(∗∗) Fault Sink Current
- LINEAR CURRENT LIMITER CIRCUIT: limits
the drain current Id to Ilim whatever the Input pin voltage. When the current limiter is active, the device operates in the linear region, so power dissipation may exceed the capability of the heatsink. Both case and junction temperatures increase, and if this phase lasts long enough, junction temperature may reach the overtemperature threshold Tjsh.
Turn-on Delay Time Rise Time Turn-off Delay Time Fall Time
Turn-on Current Slope
Total Input Charge
Test Conditions
VDD = 15 V Vgen = 10 V (see figure 3)
Id = 10 A Rgen = 10 Ω
BLOCK DIAGRAM (∗)
ISOWATT220
3 2 1
3 1
D2PAK TO-263
10 1
PowerSO-10
enviroments.
Fault feedback can be detected by monitoring the voltage at the input pin.
(∗) PowerSO-10 Pin Configuration : INPUT = 6,7,8,9,10; SOURCE = 1,2,4,5; DRAIN = TAB
(∗∗) Parameters guaranteed by design/characterization
Min. 14 14
150 135
0.95
Typ . 20 20 29 70
50 20
M a x.
28 28
60 140
Unit A A µs µs oC
oC mA mA
J
3/13
Download from Electronic-Library Service
oC/W oC/W
ELECTRICAL CHARACTERISTICS (Tcase = 25 oC unless otherwise specified) OFF