镍基钎焊材料
镍基焊丝
镍基焊丝、焊条、ERNiCrMo-4、镍基焊丝、焊条、ERNiCrMo-11用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接ERNiCrMo-11 用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接,还可以用于镍铬钼合金和钢焊接焊缝的堆焊镍基焊丝ERNiCrMo-13、ENiCrMo-3用于焊接低碳镍铬钼合金焊条ENiCrMo-3 用于焊接镍铬钼合金,如625,800,8 01,825和600镍基焊丝ENiCrFe-3、ENiCrFe-2用于镍铬铁合金自身的焊接及与碳钢的焊接ENiCrFe-2 用于奥氏体钢,铁素体钢及高镍合金之间的异种焊接, 还可用于9%镍合金的焊接镍基焊丝ENiCu-7 、ENiCrFe-7主要用于镍铜合金自身及其与钢之间的异种焊接ENiCrFe-7 用于690(UNS N 06690)镍铬铁合金自身的焊接镍基焊丝ENiCrMo-4 、ENiCrCoMo-1用于焊接C-276合金及大多数其它镍基合金ENiCrCoMo-1 用于焊接镍铬钴钼合金以及各种的高温合金间的异种焊接ERCuNi 焊接锻造或铸造的70/30,80/2 0,90/10铜镍合金镍基焊丝ENiCrMo-13、ENiCrMo-11用于焊接低碳镍铬钼合金ENiCrMo-11 用于焊接低碳镍铬钼合金产品描述:镍铁型铸铁焊丝Techalloy 55用于铸铁辊堆焊修复和铸铁焊补等。
硬度高于Techalloy 99,需用碳化物刀具加工。
产品描述:825镍基合金焊丝Techalloy 825焊接825 (N08825)合金和其它类似镍铁铬钼铜合金。
.耐有机酸、热硫酸、磷酸和硫化氢腐蚀。
广泛应用于化工装备。
产品描述:82镍基合金焊丝Techalloy 606应用最广的镍基合金焊丝, 可用于焊接600,601,690,800,800HT等镍合金。
或用于不锈钢与低合金钢的异材焊接。
该填充金属强度高,耐腐蚀,高温下抗氧化抗蠕变。
镍基合金焊条焊接要点
镍基合金焊条焊接要点镍基合金焊条焊接要点镍基合金焊条是一种常用的焊接材料,常用于航空航天、化工、能源等领域。
它具有抗腐蚀、高温强度、抗氧化等优点,因此被广泛应用于高温、腐蚀性环境下的焊接工艺中。
在进行镍基合金焊接时,掌握一些重要的焊接要点是非常关键的。
本文将从深度和广度两个角度来探讨镍基合金焊条焊接要点,帮助读者更好地理解这一主题。
一、焊接材料的选择在进行镍基合金焊接之前,首先需要选择适合的焊接材料。
通常,选择合适的焊材应考虑以下几个方面:1. 镍基合金的成分和性能:不同的镍基合金具有不同的成分和性能,需要根据具体焊接需求选择合适的镍基合金焊条。
2. 适应焊接环境:需要根据焊接环境的要求选择适合的焊材,如高温、抗腐蚀等。
3. 焊接材料的可用性和成本:合适的焊材应具备易得性和经济性。
二、焊接工艺参数的确定焊接工艺参数的选择对焊接质量和效率有着重要的影响。
以下是一些重要的焊接工艺参数需要考虑的要点:1. 电流和电压:合理选择电流和电压,可以保证焊接电弧的稳定性和熔深的控制。
2. 保护气体:镍基合金焊接常使用惰性气体保护,如氩气,它可以保护焊缝免受氧化和污染。
3. 焊接速度:焊接速度的选择应根据焊接件的材料和几何形状来确定。
4. 焊接顺序:根据焊接件的形状和结构特点,合理确定焊接的顺序,以确保焊接质量。
5. 熔深与熔宽的控制:控制焊接熔深和熔宽对焊接质量的稳定性和可靠性至关重要。
三、焊接过程中的注意事项在进行镍基合金焊接时,还需要注意以下方面:1. 清洁表面:在焊接前,应确保焊件的表面干净无污染,以保证焊缝的质量。
2. 焊接位置:根据焊接件的几何形状和支持结构选择合适的焊接位置。
3. 焊接工具的选择:针对不同的焊接要求,选择合适的焊接工具,如焊枪、夹具等。
4. 合理的预热和后热处理:对于某些镍基合金,可能需要进行预热和后热处理以提高焊接质量和冷脆性。
总结与回顾:镍基合金焊条焊接是一项常用的焊接工艺,它在高温、腐蚀性环境下具有出色的性能。
镍基合金焊接材料

镍基合金焊接材料镍及镍合金焊条产品名称:镍及镍基合金焊材产品说明:Ni102镍及镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≤0.03 Mn 0.6-1.1 Si≤1Ni≥92Fe≤0.5 Ti 0.7-1.2 Nb 1.8-2.3S≤0.015P≤0.015Ni112镍及镍合金焊条型号GB/T:ENi-0 相当于AWS:ENi-1说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≈0.04Mn≈1.5Ni≥92Fe≈3Ti≈0.5Nb≈1S≤0.015P≤0.015Ni202镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:钛钙型药皮的Ni70Cu30蒙乃尔合金焊条,含适量的锰、铌,具有较好的抗裂性,焊接时电弧燃烧稳定,飞溅小,脱渣容易,焊接成形美观,采用交流或直流反接,采用直流反接。
用途:用于镍铜合金与异种钢的焊接,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15 Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5 S≤0.015 P≤0.02Al≤0.75 Cu余量Ni207镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:低氢型蒙乃尔合金焊条,具有良好的抗裂性和焊接工艺性能。
用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5S≤0.015P≤0.02 Cu余量Ni307镍及镍合金焊条型号GB/T:ENiCrMo-0有良好的抗裂性,采用直流反接。
镍基钎焊粉

焊粉成份:
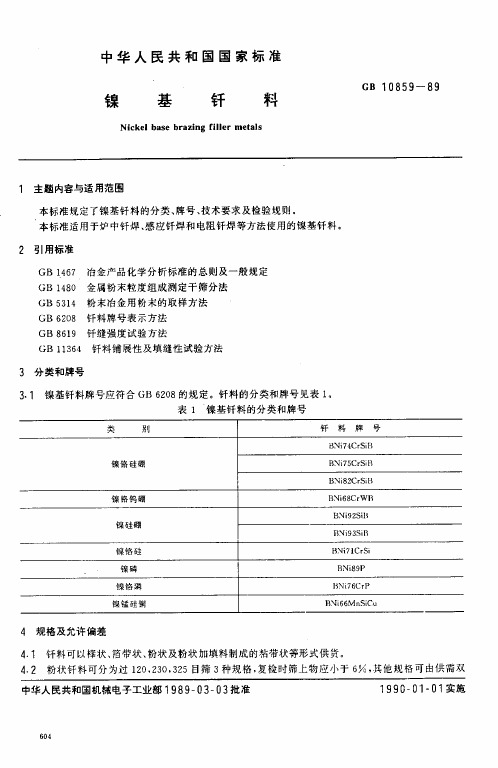
BNi71CrSi
型号:
-200mesh
适用范围:
可用于镍基合金,钴基合金和不锈钢的钎焊。钎焊温度1150°-1205°
熔点:
1200℃
品牌:
TITD POWDER
Product Name
品名
Company Number
牌号
Product Specifications
粒度
Chemical composition
B:2.75-3.5
Si:4.0-5.0
Cr:13-15
Fe4.0-5.0
其他≤0.3
Ni余
3.5-4.8
The product has excellent corrosion resistance and heat resistance,
Can be used in nickel-based alloys, cobalt-based alloy and stainless steel brazing. Brazing temperature 1075°-1205°, equivalent to American Standard BNi1a
该产品具有优良的抗腐蚀性能和耐热性能,
可用于镍基合金,钴基合金和不锈钢的钎焊。钎焊温度1150°-1205°,等同美标BNi5
Nickel Brazing powder
镍基钎焊粉
BNi68CrWB
Titd-Ni07
150μm(100目)
74μm(200目)
45μm(300目)
38μm(400目)
C:0.3-0.5
B:2.75-3.5
Si:4.0-5.0
Fe≤0.5
镍基钎焊膏密度

镍基钎焊膏密度
钎焊是一种常见的连接金属的方法,其中钎焊膏是一种常用的钎焊材料。
钎焊膏由钎剂、流动剂和基料组成,其中基料通常是金属粉末,例如银、铜、镍等。
本文将重点介绍镍基钎焊膏的密度。
镍基钎焊膏是一种钎焊材料,其基料是镍粉末,通常与其他金属粉末混合使用。
镍基钎焊膏具有良好的耐腐蚀性、高温稳定性和高强度等特点,广泛应用于航空、航天、电子、化工等领域。
密度是物质的重量和体积之比,通常用于描述物质的质量特征。
镍基钎焊膏的密度是其物理特性之一,对其性能和应用有着重要的影响。
镍基钎焊膏的密度通常在2.5~8.0g/cm之间,具体数值取决于其成分和生产工艺等因素。
一般来说,镍基钎焊膏的密度越大,其强度和硬度越高,但其流动性和润湿性会受到影响。
在钎焊过程中,钎焊膏需要充分涂布在要连接的金属表面上,以确保钎焊接头的质量和稳定性。
因此,钎焊膏的流动性和润湿性是至关重要的。
如果钎焊膏的密度过高,其流动性和润湿性会受到限制,使得钎焊接头的质量下降。
另一方面,钎焊膏的密度越小,其流动性和润湿性越好,但其强度和硬度也会受到影响。
因此,钎焊膏的密度需要在流动性、润湿性和强度等因素之间进行平衡,以满足不同应用场景的要求。
总之,镍基钎焊膏的密度是其重要的物理特性之一,对其性能和应用有着重要的影响。
在使用镍基钎焊膏时,需要根据具体的应
用场景和要求,选择合适的密度和成分,以确保钎焊接头的质量和稳定性。
镍基钎料真空钎焊镀钨金刚石的研究

镍基钎料真空钎焊镀钨金刚石的研究*王树义1, 肖 冰1, 肖皓中2, 孟祥龙1(1. 南京航空航天大学 机电学院, 南京 210016)(2. 南京工业大学 机械与动力工程学院, 南京 210016)摘要 为减轻镍基钎料真空钎焊金刚石接头的热损伤与残余应力,采用镀钨金刚石磨粒代替常规金刚石磨粒并将其钎焊到1045钢基体上,对钎焊镀钨金刚石接头的连接性能、热损伤程度及残余应力进行深入研究与分析。
结果表明:镍基钎料对镀钨金刚石磨粒展现出良好的润湿性,与钎焊常规金刚石接头相比,钎焊镀钨金刚石接头在结合界面处的裂纹数量及尺寸明显减小。
常规金刚石表面生成了致密有序的板条状Cr 3C 2层,而镀钨金刚石表面则形成了向钎料中生长的无序粒状Cr 3C 2层。
在镀层的隔离保护作用下,钎焊后的镀钨金刚石磨粒表面的石墨化程度更低,力学性能更优异。
同时,镀钨金刚石表面更薄、形貌更合理的Cr 3C 2层有效地缓解了镀钨金刚石接头内部的残余应力,其最大残余压应力相较于常规金刚石的降低9.43%。
关键词 钎焊;镀钨金刚石;连接界面;热损伤;残余应力中图分类号 TQ164 文献标志码 A 文章编号 1006-852X(2023)02-0202-08DOI 码 10.13394/ki.jgszz.2022.0134收稿日期 2022-08-23 修回日期 2022-09-29金刚石磨粒因其优异的力学性能,被广泛地应用到磨削工具对硬脆陶瓷等材料的加工中。
其中,钎焊金刚石工具实现了金刚石磨粒−钎料合金−金属基体三者间的高强度化学冶金结合,因此,与传统的电镀、烧结金刚石工具相比,钎焊技术的应用大大提高了金刚石工具的使用寿命与使用性能[1-3]。
使用镍基钎料在真空炉内制作钎焊金刚石工具是目前工业生产中最为普遍、成熟的方案,与铜、银基钎料相比,镍基钎料具有机械强度高、成本低、耐蚀性好、耐磨损等优点[4-5]。
然而,使用镍基钎料对钎焊金刚石接头造成的负面影响不容忽视。
毕业论文:非晶bni-2镍基钎料钎焊不锈钢工艺和接头组织研究

毕业论文:非晶BNi-2镍基钎料钎焊不锈钢工艺和接头组织研究毕业论文:非晶BNi-2镍基钎料钎焊不锈钢工艺和接头组织研究毕业论文:非晶BNi-2镍基钎料钎焊不锈钢工艺和接头组织研究:2013-3-3 9:57:07毕业设计(论文)题目非晶BNi-2镍基钎料钎焊不锈钢工艺和接头组织研究提示:本文原版含图表word版全文下载地址附后(正式会员会看到下载地址)。
这里只复制粘贴部分内容或目录(下面显示的字数不代表全文字数),有任何不清楚的烦请咨询本站客服。
摘要为了研究非晶BNi-2镍基钎料钎焊不锈钢的工艺以及不同工艺下钎焊接头的力学性能和微观组织,用非晶BNi-2镍基钎料在不同的温度和不同的保温时间下钎焊不锈钢1Cr18Ni9Ti,母材大小为40mm×35mm×1.5mm,接头采用搭接形式,搭接量为5mm,实验在真空炉中进行。
实验后对试样进行了钎焊接头的力学性能的测定和焊缝区元素分布及显微组织观察与分析。
研究表明:钎焊温度和保温时间时决定钎焊接头质量的关键因素,在一定的钎焊温度下,存在一个保温时间使钎焊接头的抗剪强度达到最高,并且在一定的保温时间下,存在一个钎焊温度使钎焊接头的抗剪强度达到最高,实验表明在1050℃下保温5min能够获得最佳的接头组织。
BNi- 2 钎料钎焊试样接头形式的钎缝组织由两部分构成:一部分是靠近母材与钎缝界面与之平行的固溶体组织另一部分是位居中部的化合物相组织。
关键词:非晶镍基钎料、钎焊、不锈钢、抗剪强度、显微组织 ABSTRACTIn order to study the amorphous BNi-2 nickel-based brazing filler metal welding of stainless steel process and brazed joints under different process of mechanical properies and microstructure. Stainless steel 1Cr18Ni9Ti were brazed at different temperature and holding time. Brazing was carried out in vacuum by using nickel-based amorphous fillers BNi-2. The size of the base metal of 40 章概论1.1课题的背景及意义利用快速凝固技术制成的非晶态合金钎料, 近年来日益受到人们的重视它具有制备技术简单、成分均匀、杂质含量少和使用方便等优点, 发展前景十分广阔。
镍基钎料钎焊GH586高温合金

Ab t a t sr c :Th u e a l y GH 5 6 wa r z d Wi es p r l o 8 s b a e t BNi 2 S B a d BNi 1 B a o p o sf i o i h 8 Cr i n 8 Cr m r h u o l f r d f s
te s a s ic s e . i s wa l o d s u s d
Ke r s s pe a l y GH 5 6; a i g; f u i n y wo d : u r lo 8 br zn dif so
高温合 金既是 航 空发 动 机 热 区部 件 、 天 发 动机 航 各种 高温部 件 的关 键 材 料 , 又是 舰 船 、 源 、 油化 工 能 石
fr n od n i .Th on te g h wa e td e e th l ig t me ej itsr n t st se .Th c o tu t r n r cu es ra ewe ea a emir sr cu ea dfa t r u fc r n
了钎 焊 接 头 的拉 伸 性 能 , 温拉 伸性 能提 高 2 . 。 接 头 断 裂 发 生 在 近 缝 区基 体 一 侧 , 裂 形 式 主 要 为 沿 晶 断 裂 。 同 高 25 断 时 讨 论 了 S, i B等 元 素 对钎 焊 接 头 的组 织 和性 能 的影 响 。 关键词 : GH5 6高 温合 金 ; 焊 ; 散 8 钎 扩 中图 分 类 号 : G 5 T 44 文 献标 识 码 :A 文章 编 号 :1 ( - 3 1 2 1 ) 00 4 ~ 5 【) 4 8 ( 0 0 1 - 0 80 )1
摘 要 : 用 非 晶箔 状 B 8C SB和 B 8 C B钎 料 以不 同 的保 温 时间 进 行 钎 焊 实 验 , 钎 焊 接 头 进 行 了力 学 性 能测 试 。 采 Ni2 ri Ni1 r 对 利 用 扫 描 电 镜 和 能谱 分 析对 钎 焊 接 头 微 观 组 织 和 断 口进 行 观 察 和 分 析 。结 果 表 明 , 钎 焊 温 度 下 延 长 钎 焊 时 间 (0 n 在 6mi) 能 够 促 进 钎缝 与扩 散 层 的元 素 均 匀 分 布 , 高 钎 焊 接 头 的室 温 和 高 温 (3 ℃ ) 伸 性 能 。通 过 调 整 钎 料 合 金 成 分 , 高 提 90 拉 提
含铝、钛元素的镍基高温钎料的表面反应
生产应用 r 鳟搭
对 氧化 发 黑 的 钎 料 表 面 的显 微 观察 和 分 析 发 现 ,
钎 料粒 子 表 面 已 经 主 要 被 三 氧 化 二 铝 , 以及 三 氧 化 二
独添加 碳元 素 而 不 加 硼 元 素 的条 件 下 , 钎 料 表 面 的 氧 化反应 依 然较 强 , 碳 元 素 的脱 氧 效果 不 明显 。 因此 , 添
关键词 : 镍基高温钎料
中 图分 类 号 : T G4 5 4
活性元素
表 面 反 应
0
前
言
线 能谱 仪和 光 电子能谱 仪 对 真 空加 热 后 的钎 料 颗 粒表
面 进行 了观 察 和表面 成分分 析 。
2 试 验 结果及 分析
铝、 钛 元 素是 镍 基 沉 淀 硬 化 高 温 合 金 的 主要 强 化
性元 素 的高 温 镍 基 钎 料 的 氧化 和 脱 氧 规 律 , 对 于 相 应 的钎 料 研制 和使 用 是 有 意 义 的。 文 中研 究 了 硼 、 碳 合 金元 素 和 钎 焊 温 度 对 用 真 空 气 体 雾 化 工 艺 制 备 的 含
铝、 钛 的镍基 高 温钎 料 的表 面氧 化反 应 的影 响 。
相 形成元素 , 尤其在铸造镍基高温合金 中铝 、 钛元素 的含 量很 高 ¨ J 。 以往 在 常 用 的镍 基 高 温 钎 料 中 , 一
般 都 不加 入 铝 、 钛合金元 素 , 主 要 是 由于 由于 铝 、 钛 元 素 的化学 活性 很 大 , 对氧 和 氮 的亲 和力 高 , 钎 料 在 制 备 过 程 中极 易受 到 污染 , 制 备 较 为 困难 , 尤其 对 于气 体 雾
焊工操作镍及镍合金的焊接性工艺参数及注意事项
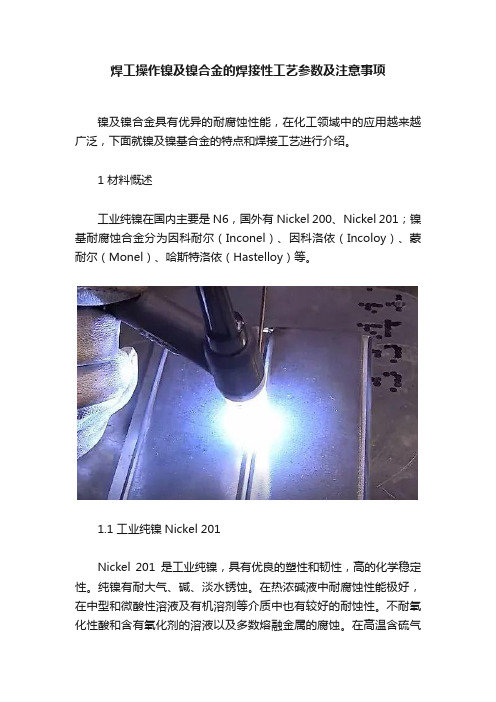
焊工操作镍及镍合金的焊接性工艺参数及注意事项镍及镍合金具有优异的耐腐蚀性能,在化工领域中的应用越来越广泛,下面就镍及镍基合金的特点和焊接工艺进行介绍。
1 材料慨述工业纯镍在国内主要是N6,国外有Nickel 200、Nickel 201;镍基耐腐蚀合金分为因科耐尔(Inconel)、因科洛依(Incoloy)、蒙耐尔(Monel)、哈斯特洛依(Hastelloy)等。
1.1 工业纯镍Nickel 201Nickel 201是工业纯镍,具有优良的塑性和韧性,高的化学稳定性。
纯镍有耐大气、碱、淡水锈蚀。
在热浓碱液中耐腐蚀性能极好,在中型和微酸性溶液及有机溶剂等介质中也有较好的耐蚀性。
不耐氧化性酸和含有氧化剂的溶液以及多数熔融金属的腐蚀。
在高温含硫气体中也会发生硫化变脆。
1.2 因科耐尔Inconel 600因科耐尔Inconel 600具有理想的强度、加工性、耐腐蚀和耐热性能。
有良好的抗高温氧化、腐蚀、冷热加工性能及低温力学性能。
1.3 因科洛依Incoloy 825Incoloy 825含铬量与不锈钢接近,因而在一般腐蚀性介质中的耐腐蚀性能也和不锈钢类似,对热碱液,碱性硫化物的耐蚀性比不锈钢好,抗高温腐蚀性能更好。
1.4 蒙耐尔Monel 400Monel 400对卤素、中性水溶液、苛性碱溶液、稀硫酸、氢氟酸和磷酸等具有良好的耐蚀性能。
对氯化物、浓硫酸、高温含硫气体等不够耐蚀。
对非氧化性酸,特别是对氢氟酸的耐蚀性非常好。
1.5 哈斯特洛依HastelloyB-2HastelloyB-2的碳、硅含碳量极低,改变了在敏化状态和焊后状态的抗晶间腐蚀性能。
它可以在沸腾温度下任何浓度的盐酸介质中使用。
1.6 HastelloyC-276HastelloyC-276在氧化性和还原性介质中都具有很好的耐蚀性能,尤其适用于混入铁离子Fe3+、铜离子Cu2+等强氧化性离子的盐酸、硫酸溶液、以及氯化物和海水的孔蚀。
2 焊接材料2.1 填充金属在选择焊丝时,应选择加入Ti、Al、Nb等元素的焊丝。
常用镍基焊材一览表
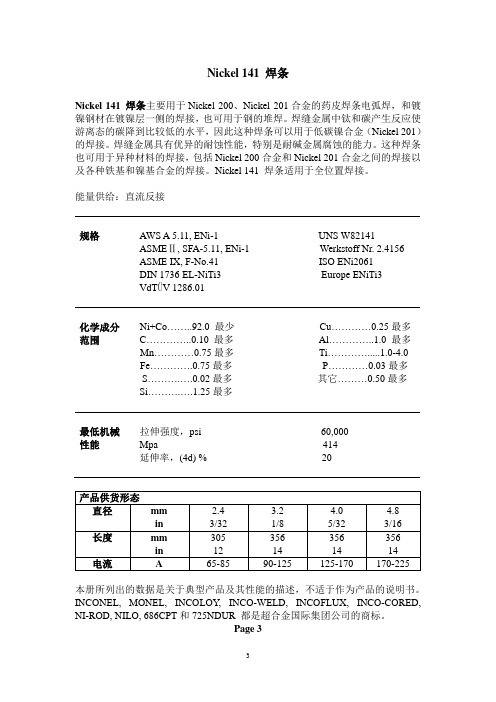
Nickel 141 焊条Nickel 141 焊条主要用于Nickel 200、Nickel 201合金的药皮焊条电弧焊,和镀镍钢材在镀镍层一侧的焊接,也可用于钢的堆焊。
焊缝金属中钛和碳产生反应使游离态的碳降到比较低的水平,因此这种焊条可以用于低碳镍合金(Nickel 201)的焊接。
焊缝金属具有优异的耐蚀性能,特别是耐碱金属腐蚀的能力。
这种焊条也可用于异种材料的焊接,包括Nickel 200合金和Nickel 201合金之间的焊接以及各种铁基和镍基合金的焊接。
Nickel 141 焊条适用于全位置焊接。
能量供给:直流反接规格AWS A 5.11, ENi-1 UNS W82141ASMEⅡ, SFA-5.11, ENi-1 Werkstoff Nr. 2.4156ASME IX, F-No.41 ISO ENi2061DIN 1736 EL-NiTi3 Europe ENiTi3VdTÜV 1286.01化学成分Ni+Co……..92.0 最少Cu…………0.25最多范围C…………..0.10 最多Al…………..1.0 最多Mn…………0.75最多Ti………….....1.0-4.0Fe………….0.75最多P…………0.03最多S……….….0.02最多其它………0.50最多Si……….….1.25最多最低机械拉伸强度,psi 60,000性能Mpa 414延伸率,(4d) % 20本册所列出的数据是关于典型产品及其性能的描述,不适于作为产品的说明书。
INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT和725NDUR 都是超合金国际集团公司的商标。
Page 3MONEL 190焊条可应用于MONEL400,R-405和K-500合金的手工电弧焊中,也可用于钢的表面堆焊。
这种金属可抵抗海水,盐类以及还原酸性物质的侵蚀。
镍基钎料
}
液 相线
七 1 4 00
针焊温度
C 1 5^ 1 0 0 6 - 2 5 1 5- 1 5 0 7 2 0 1 1 00 1 7 1 5
BNi4 Si 7 Cr B
9 5 7
BNi5 Si 7 Cr B BNi2 Si 8 Cr l 3 BNi8 W B 6 Cr BNi2 B 9Si
镍铬硅
镍磷 镍铬磷 镍 锰 硅铜
BNi Cr i 71 S BNi 9 8 P BNi 6 P 7 Cr B i6 . i N 6 M S Cu
4 规格 及允许 偏差 41 钎 料可以棒状 、 . 箔带状 、 及粉状加填料制成的粘带状等形式供货。 粉状
42 粉状钎料 . 可分为过 102035 2, ,2 目筛 3 3 种规格, 复检时筛上物应小于 6 , % 其他规格可由供需双
00 . 4 2. 1 0- 2 . 4 5
l
10 0 8 87 5 8 0 9 4 0 5 0 . . - 9 0 8
1 3 1 5 8吞 7 80 9 1 0 0 1
l 5 1 0
1 5 2 0
9 5- 2 -I 5 0 2
95- 0 2 1 0 4
1 1 0 0- 1。肠
0 1 . 0
1 . - 1. 00 20
1 . - 1 . 3 0 5 0 0 0 . 1 0 0 .1 6 0- 8 0 . . 0 2 . 0 0 0 . 8 0 1 . 0 9. 7- 1 . 0 5 0 0 . 2
化
牌 号
W
学
固相线
C
方法按 G 5 1 的规定。 B 4 3 62 粉状钎料粒度按 GB 8 的规定测定。 . 1 0 4
63 钎料应每沪取一个试样进行化学分析.每批钎料应在不同部位取三个代表性试样进行化 . 学分析, 其化学成 分都应 符合表2 的规定. 若在常规分析中发现有其他元素时应作进一步分析, 便确定其他元 以
镍基钎焊材料粉末

镍基钎焊材料粉末
镍基钎焊材料粉末是一种高温合金粉末,主要由镍、铬、硅、硼等元素组成,根据不同的比例和制造工艺,可以制成不同性能和用途的粉末。
其具体介绍如下:
- BNi-2镍基钎焊粉:由真空熔炼惰性气体雾化而成,具备纯度高,杂质少,流动性好,氧含量低等特点。
可用于高温和动态负荷的钎焊焊料,也可用于发动机叶片和钢厂领域的结构件,还可用于铁基、镍基、钴基和特种材料的钎焊。
- BNi-6镍基钎焊粉:可用于焊接有色合金,是一种镍磷-镍基钎料。
如果你还想了解更多关于镍基钎焊材料粉末的内容,请继续向我提问。
镍基拼接的钎焊温度

镍基拼接的钎焊温度
镍基合金是一种常用的高温合金材料,用于制造高温下工作的
零部件,如航空发动机的涡轮叶片、燃烧室等。
在进行镍基合金的
拼接钎焊时,钎焊温度是一个非常重要的参数。
一般来说,镍基合
金的钎焊温度取决于具体合金的成分、应用环境和所需的焊接性能。
首先,镍基合金通常具有较高的熔点,因此在钎焊过程中需要
使用高温钎焊材料。
常见的镍基合金钎焊材料包括镍基钎料,其熔
点一般在1000摄氏度以上。
钎焊温度一般会略高于钎料的熔点,以
确保钎料能够充分润湿和渗透到被钎接的材料表面,从而实现良好
的钎焊效果。
其次,钎焊温度还受到钎接材料的影响。
镍基合金通常具有良
好的耐热性能,但在高温下仍然会发生一定程度的热变形和氧化。
因此,在选择钎焊温度时,需要考虑到被钎接材料的热变形和氧化
情况,以避免对材料性能造成不利影响。
此外,钎焊温度还需要考虑到焊接后的残余应力和变形情况。
过高的钎焊温度可能导致焊接接头产生过大的残余应力,从而影响
零件的尺寸稳定性和使用寿命。
因此,在确定钎焊温度时,需要综
合考虑材料的热物理性能和工程要求。
总的来说,镍基合金的拼接钎焊温度是一个复杂的问题,需要
综合考虑材料性能、钎料特性和工程要求。
在实际应用中,需要通
过试验和实践不断优化钎焊工艺参数,以获得满足要求的钎焊接头。
镍基焊缝硬度-概述说明以及解释

镍基焊缝硬度-概述说明以及解释1.引言1.1 概述镍基焊缝硬度是指在焊接过程中形成的镍基焊缝的硬度特性。
镍基焊缝是通过将镍基材料与其他金属材料进行熔合,形成的焊接接头。
焊缝通常需要具备一定的硬度,以确保焊接接头的强度和耐久性。
镍基焊缝硬度受多种因素的影响。
首先,焊接材料的成分会对焊缝的硬度产生直接影响。
一般来说,镍基材料中含有相对较高的镍含量,这使得焊缝具有一定的硬度。
此外,其他合金元素的添加,如铬、钼等,也可以提高焊缝的硬度。
其次,焊接过程中的温度和冷却速率也会对焊缝硬度产生重要影响。
高温状态下,焊接材料的晶格结构发生变化,从而影响硬度。
在焊接完成后,焊缝的冷却速率也会对硬度产生影响。
快速冷却可以导致两个极端情况:过快的冷却可能会导致焊缝的脆化,而过慢的冷却则可能会导致焊缝的软化。
最后,焊接过程中使用的焊接方法也会对焊缝硬度产生影响。
不同的焊接方法具有不同的焊接温度和冷却速率,因此对焊缝硬度产生不同的影响。
常见的焊接方法包括电弧焊、激光焊、电子束焊等,它们在焊接过程中提供的能量和冷却方式都不同,因此会对焊缝硬度产生不同的影响。
总之,镍基焊缝硬度受多种因素的综合影响。
了解这些影响因素对于选择合适的焊接材料和焊接方法,以及确保焊缝的质量和性能非常重要。
在接下来的内容中,我们将介绍镍基焊缝硬度的测试方法以及对其影响因素进行分析。
1.2 文章结构本文主要分为三个部分,分别是引言、正文和结论。
引言部分:引言部分首先对镍基焊缝硬度这一主题进行概述,介绍了焊接技术在工业生产中的重要性以及焊缝硬度的作用。
接着,文章列出了本文的结构,明确了各个部分的内容和重点。
最后,确定了本文的目的,即探讨镍基焊缝硬度的影响因素和测试方法。
正文部分:正文部分主要分为两个小节,分别是镍基焊缝硬度的影响因素和测试方法。
2.1 镍基焊缝硬度的影响因素:在这一小节中,我们将详细探讨影响镍基焊缝硬度的因素。
首先,我们将分析焊接材料的选择对焊缝硬度的影响,包括了镍基材料的成分、合金化元素的含量以及焊接工艺的参数等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镍基钎焊材料
镍基钎焊材料是一种常用于高温环境下的焊接材料,其具有良好的耐高温性、耐腐蚀性和高强度等优良特性。
本文将从镍基钎焊材料的特点、应用领域以及其与其他焊接材料的比较等方面进行阐述。
一、镍基钎焊材料的特点
镍基钎焊材料是以镍为主要成分的合金材料,常见的合金元素还包括铬、钛、铜等。
镍基钎焊材料具有以下特点:
1. 耐高温性:镍基钎焊材料具有良好的耐高温性能,可在高温环境下保持稳定的力学性能和化学性能。
2. 耐腐蚀性:镍基钎焊材料具有优异的耐腐蚀性能,能够抵御酸、碱、盐等腐蚀介质的侵蚀,适用于各种腐蚀性环境下的焊接。
3. 高强度:镍基钎焊材料具有良好的强度和韧性,能够满足高强度焊接的要求。
4. 易加工性:镍基钎焊材料具有良好的可加工性,可通过各种焊接工艺进行加工和成形。
镍基钎焊材料由于其优良的性能,在许多领域得到了广泛应用,主要包括以下几个方面:
1. 航空航天领域:镍基钎焊材料被广泛应用于航空航天领域,用于
制造航空发动机、涡轮叶片等高温零部件。
2. 能源领域:镍基钎焊材料可用于制造石油、天然气开采设备中的高温阀门、泵体等部件,以及核电站中的核反应堆部件。
3. 化工领域:镍基钎焊材料可用于制造化工设备中的耐腐蚀管道、换热器等部件,能够提高设备的使用寿命和安全性能。
4. 汽车制造领域:镍基钎焊材料可用于汽车发动机排气系统的制造,提高排气系统的耐高温性能和耐腐蚀性能。
三、镍基钎焊材料与其他焊接材料的比较
镍基钎焊材料与其他常见的焊接材料相比,具有一定的优势和差异:
1. 与银钎焊材料相比,镍基钎焊材料的耐高温性能更好,适用于高温环境下的焊接。
2. 与钢基钎焊材料相比,镍基钎焊材料的耐腐蚀性能更好,适用于腐蚀性介质中的焊接。
3. 与铜基钎焊材料相比,镍基钎焊材料具有更高的强度和耐热性,适用于高强度、高温环境下的焊接。
总结:
镍基钎焊材料是一种具有优异性能的焊接材料,其在航空航天、能源、化工、汽车等领域得到了广泛应用。
与其他焊接材料相比,镍
基钎焊材料具有耐高温性、耐腐蚀性和高强度等优势,适用于各种复杂环境下的焊接需求。
随着科技的不断进步,镍基钎焊材料的性能还将不断提升,为各行各业的发展提供更好的支持。