二次枝晶臂间距对A319铝合金拉伸及疲劳性能的影响沈月何国球田丹
枝晶间距综述
引言得详细写,可以把枝晶间距跟组织(带状组织、马氏体、渗碳体等)联系起来,还得再写点枝晶背景和起源相关的东西。
综述文章一定要给予分析和评述,而不宜简单地罗列已有研究结果。
枝晶(dendrite)一词来源于古希腊语(dendron),它的意思是树,它的结构中一次枝晶、二次枝晶、三次枝晶及更高次枝晶像一棵树上的树枝。
枝晶结构用一次枝晶间距(λ1)和二次枝晶间距(λ2)等表征其长度。
枝晶结构是合金凝固过程中主要的微观组成部分,它是合金凝固过程中观察到的最多的结构。
枝晶的显微程度,如一次枝晶间距和二次枝晶间距,控制着决定材料性能的的偏析模式。
过去的二十年,通过严格的理论模型和实验研究,枝晶结构相关的研究取得了重大进步。
摘要:总结了连铸工艺参数和凝固参数对一次枝晶间距、二次枝晶间距和一次枝晶臂长宽比的影响,包括C元素对以上三者的影响。
总结了不同学者一次枝晶间距和二次枝晶间距的经验公式,以及各公式应用时该满足的条件。
讨论了二次枝晶间距λ2和C、P偏析的关系。
关键词:AbstractContinuous casting processes parameters and solidification parameters influence on primary dendrite arm spacing, secondary dendrite arm spacing and length-width ratio of primary primary arm are summarized, and including influence of carbon content on the above three. And empirical formulas of primary dendrite arm spacing and secondary dendrite arm spacing of different scholars are summarized, and the conditions should be satisfied in the actual application of these formulas. The relationship between second dendrite arm spacing and the segregation of C and P are discussed.Key words: primary dendrite arm spacing; secondary dendrite arm spacing; empirical formulas; segregation由于糊状区内固液界面的非稳特性,钢水在凝固过程中通常以枝晶的方式凝固。
聚碳酸酯挤压形变力学行为有限元模拟
第 3 期第 90-99 页材料工程Vol.52Mar. 2024Journal of Materials EngineeringNo.3pp.90-99第 52 卷2024 年 3 月聚碳酸酯挤压形变力学行为有限元模拟Finite element simulation on mechanical behavior of press -induced deformation of polycarbonate王博伦1,2,王韬1,2*,霍钟祺1,2,孙琦伟1,2,李茂源3,张云3,陈宇宏1,2,颜悦1,2*(1 中国航发北京航空材料研究院,北京100095;2 北京市先进运载系统结构透明件工程技术研究中心,北京100095;3 华中科技大学 材料成形与模具技术国家重点实验室,武汉430074)WANG Bolun 1,2,WANG Tao 1,2*,HUO Zhongqi 1,2,SUN Qiwei 1,2,LI Maoyuan 3,ZHANG Yun 3,CHEN Yuhong 1,2,YAN Yue 1,2*(1 AECC Beijing Institute of Aeronautical Materials ,Beijing 100095,China ;2 Beijing Engineering Research Center of Advanced Structural Transparencies for the Modern Traffic System ,Beijing 100095,China ;3 State Key Laboratory of Material Processing and Die & Mold Technology ,Huazhong University of Science andTechnology ,Wuhan 430074,China )摘要:采用有限元方法研究了聚碳酸酯在中应变率下挤压形变的力学行为。
中国不同地域竹编工艺的发展现状

基金项目:国家自然科学基金青年项目(编号:31500474)ꎮ作者简介:张雨湉ꎬ硕士研究生ꎬ研究方向为竹质家居材料功能性改良ꎮE-mail:zyt953961828@qq comꎮ通信作者:陈红ꎬ副教授ꎬ研究方向为竹质家居材料及制造工艺ꎮE-mail:chenhong@njfu edu cnꎮ中国不同地域竹编工艺的发展现状张雨湉1㊀陈芝贤1㊀费本华2㊀吴智慧1㊀陈㊀红1(1南京林业大学家居与工业设计学院南京210037ꎻ2国际竹藤中心北京100102)摘㊀要:中国具有的丰富竹资源是竹文化深厚底蕴的物质基础ꎬ也是中国竹编工艺文化发展不可缺少的重要因素ꎮ中国不同地域的竹编工艺有各自的特点ꎬ文章根据地域特点对竹编工艺发展现状与遇到的问题进行分析ꎬ并提出相应的建议ꎬ以期为竹编工艺更好地传承与发展提供借鉴ꎮ关键词:竹编工艺ꎻ地域性ꎻ编织技法ꎻ生存现状ꎻ应对建议DOI:10.13640/j.cnki.wbr.2018.06.009DevelopmentStatusofBambooWeavingProcessinDifferentRegionsofChinaZhangYutian1ꎬChenZhixian1ꎬFeiBenhua2ꎬWuZhihui1ꎬChenHong1(1 CollegeofFurnishingsandIndustrialDesignꎬNanjingForestryUniversityꎬNanjing210037ꎬChinaꎻ2 InternationalCentreforBambooandRattanꎬBeijing100102ꎬChina)Abstract:TherichbambooresourcesinChinaarethematerialfoundationofChinesebamboocultureandtheimportantfactortothedevelopmentofChinesebambooweavingprocessculture BambooweavingprocessindifferentregionsofChinahasitsowncharacteristics AccordingtotheregionalcharacteristicsꎬthispaperanalyzedthepresentsituationandproblemsencounteredinbambooweavingprocessꎬandputforwardcorrespondingsuggestionsinordertohelpthebetterinheritanceanddevelopmentofbambooweavingprocessKeywords:bambooweavingprocessꎬregionalityꎬweavingtechniquesꎬsurvivalstatusꎬcountermeasuresuggestion㊀㊀中国是 竹文化 的发源地ꎬ竹编工艺是一门传统的中国手工艺术ꎬ历史悠久ꎬ被列入世界非物质文化遗产名录ꎬ不仅有极高的艺术价值ꎬ也是传统文化的传承ꎮ本文利用现有的研究成果ꎬ以区域作为划分依据和研究单位ꎬ对中国不同区域的竹编工艺进行分析研究ꎬ总结出中国不同区域竹编工艺文化的特点ꎮ结合当今的传统文化继承现状ꎬ思考如何将传统的竹编工艺文化与时俱进地融入现代生活中ꎬ面对现代潮流的冲击ꎬ如何更好地传承与发展ꎮ1㊀中国竹编工艺概况1 1㊀竹编工艺流程竹编的起源最早可以追溯到新石器时代ꎬ最早的竹编制品至今已经有5000年的历史了ꎮ在原始社会ꎬ人们所收获的米粟和猎取的食物有了剩余ꎬ就发明了编织和制陶使食物得以保存ꎬ并砍来竹子㊁藤条ꎬ编成篮㊁筐和其他物件ꎬ用以盛放食物ꎮ经过多次的尝试ꎬ人们发现竹子相对于其他植物ꎬ具有更好的劈篾性能ꎬ且富有弹性和韧性ꎬ坚固耐用ꎬ是用来编织的良好选择ꎬ于是便成为人们编织器皿的主要材料ꎮ竹编工艺流程的首要步骤是对竹子进行严格的筛选ꎮ不同的地域和气候ꎬ会孕育出不同类型的竹子ꎬ不同种类的竹材有不同的特点ꎮ在选料中应注意3个方面:首先ꎬ选择生长在背面阴山的竹子ꎬ一般竹龄以3年生为好ꎬ1年生的竹子材质太嫩ꎬ4年生以上的竹子质地变脆易断ꎻ其次ꎬ竹秆通直ꎬ节间长ꎬ头尾粗细相差不大ꎻ最后ꎬ采伐应避开春73分至芒种这段时间ꎬ此期竹子含糖分较多ꎬ容易生虫[1]ꎮ竹编的制作通常需要6道工序:1)锯竹:根据竹编产品选择适合的竹种ꎬ适合的尺寸ꎬ需要注意选用的竹子两端不能有竹节ꎻ2)卷节㊁去结:即将竹节削平ꎬ将竹子之间的竹节打通ꎻ3)刮青:刮去竹子表面的青色角质层ꎬ以便后续加工ꎻ4)剖竹(开片):根据所需要的竹篾大小将竹子剖成宽2~5cm的竹条ꎻ5)分蔑:将加工好的竹片劈成较薄的竹篾ꎻ6)三防处理:将加工好的竹篾放入双氧水中煮沸后晾干ꎬ目的是防止发霉㊁防止虫蛀㊁防止开裂变形ꎮ1 2㊀竹编工艺的分类及编织技法在竹编的编织过程中ꎬ通常将纵向摆放的竹篾称为经条ꎬ横向摆放的竹篾称为纬条ꎬ通过将经条和纬条不断地挑压㊁穿梭来进行编织ꎮ根据编制技法ꎬ可分为平面编织和立体编织2种ꎮ常用的平面编织技法有十字编织㊁矩形编织㊁米字编织㊁斜纹编织等ꎮ十字形编织法是将经条与纬条垂直相交ꎬ纬条穿于经条下3根ꎬ压于经条上1~3根ꎬ构成平行直线纹与大方格纹ꎬ编出十字纹样ꎮ矩形编织法是将若干根竹篾平行列为经条ꎬ再将纬条分不同道数上下压住ꎬ织成长方形的空花纹样[2]ꎮ立体竹编编织的产品形状均为立体图形ꎬ主要有3大工序:起底㊁编织和锁口ꎮ首先根据产品的大小设计出相应的模具ꎬ再按照模具进行编织ꎻ起底即编织产品底部ꎬ以一定数量的粗细相近的竹篾作为骨干ꎬ相交编织成圆形ꎬ然后再编织不同的底面ꎻ编织筒身主要以经纬编织法为主ꎬ在此基础上穿插不同的技法ꎬ丰富编织的图案ꎻ锁口是在边缘处固定厚竹篾进行缠绕固定ꎬ对开口处进行加厚处理ꎬ锁口之前需将模具提前取出[3]ꎮ1 3㊀竹编工艺的文化价值竹文化 与中国的传统文化息息相关ꎬ竹子顽强不屈㊁刚正不阿的品质也与中国文人清高㊁文雅的气质不谋而合ꎮ竹编工艺经过历史长河的洗礼ꎬ从最初的日常生活用品逐步发展成竹编工艺品ꎬ再到竹编艺术收藏品ꎬ从最初仅仅为了满足人们日常需求的生活用具慢慢发展为陶冶情操的艺术品ꎬ漫长的时光见证了竹编技术的不断发展ꎮ竹编工艺产品能给人带来惬意㊁温润㊁淡雅的感觉和慢生活的理念ꎬ这种自然惬意的风格也越发受到人们的欢迎ꎮ竹编工艺既有实用功能ꎬ又有装饰功能ꎮ竹编制成的家具承受力强ꎬ不易变形ꎬ且天然环保ꎬ通风性和透气性好ꎬ颇受市场欢迎ꎮ用竹编制成的工艺品造型多变ꎬ编织纹样丰富ꎬ色泽美丽ꎬ是竹编艺人的劳动和智慧的结晶ꎬ一方水土ꎬ一方特色ꎬ不同区域的竹编工艺有不同的特色ꎬ极具收藏价值ꎮ2㊀浙江地区竹编工艺2 1㊀竹编种类浙江省是竹产业大省ꎬ竹资源十分丰富ꎬ其竹林面积占全国竹林面积的12 4%ꎬ居全国第5位ꎬ竹产值贡献率达24 1%ꎬ居全国首位[4]ꎮ竹编产业是浙江竹产业的重要组成部分ꎬ竹编工艺知名度最高的要数东阳竹编和嵊州竹编ꎮ东阳竹编到南宋时期技艺水平得到很大的提升ꎬ在传统节日中开始出现竹编的灯饰ꎮ明清时期ꎬ东阳竹编得到较快的发展ꎻ民国初期ꎬ竹编产品种类开始丰富起来ꎬ编织技法也得到很大的提升ꎬ竹编制品在人们的生活中有较多地应用[5]ꎮ嵊县气候温和ꎬ雨量丰沛ꎬ盛产各种翠竹ꎬ早在2000多年前ꎬ就有竹篮㊁竹箩的编织ꎬ在光绪年间达到鼎盛时期ꎬ后来逐渐形成了典雅精美的竹编工艺特色ꎬ达到了 中外竹编第一家 的境界ꎬ外销国内外各地ꎬ发展迅速ꎮ2 2㊀竹编工艺技法及特点东阳竹编不拘泥于传统竹编的表现形式ꎬ还与园林建筑以及室内装饰相结合ꎬ另辟蹊径开创了一条不同的道路ꎬ创作出了不少优秀的竹编作品ꎮ东阳竹编产品种类齐全ꎬ篮㊁盒㊁盘㊁罐㊁箱等应有尽有ꎮ在色彩运用方面ꎬ东阳竹编主要以传统的原色调为主ꎬ保持竹子原有的黄绿色泽ꎬ偶尔加入红黄黑等其他颜色辅助ꎮ近年来ꎬ东阳竹编更趋向于自然㊁质朴的风格ꎬ遵循 统一色调ꎬ少量对比 的原则ꎮ嵊州竹编主要以水竹㊁毛竹㊁早竹等为材料ꎬ其工艺具有模拟动物㊁竹编漂白㊁篮胎漆以及花筋4个方面的特点ꎮ嵊州竹编模拟动物形状能达到惟83妙惟肖㊁洗练生动的地步ꎬ线条简练但能抓住动物特征ꎬ编织技法精细高超ꎬ使人为之惊叹ꎮ竹编漂白能够使竹编产品摇身一变风格大转ꎬ由素雅别致变为洁白光亮ꎬ用 漂白 工艺制作的竹编花瓶ꎬ其晶莹雪白堪比真花瓶ꎮ 篮胎漆 是指在竹器上涂漆ꎬ一层一层地叠加ꎬ使之达到光洁晶莹的程度ꎬ宛若瓷器但比瓷器更加牢固轻巧ꎮ花筋工艺是在竹片印上各种花纹图案ꎬ印花有单层㊁双层和多层套色ꎬ疏密相间ꎬ节奏均匀ꎬ装饰味浓厚ꎬ装饰在花瓶或果罐上显得典雅别致[6]ꎮ2 3㊀生存现状及应对建议浙江竹编的内容㊁题材比较守旧㊁单一ꎬ竹编制品的类型变化较少ꎬ没有根据市场需求做出相应的调整ꎬ缺乏市场竞争力ꎮ目前的任务不仅仅是单纯的传承竹编这项手工艺ꎬ还要唤醒社会大众对传统手工艺术和非物质文化遗产的重视ꎬ呼吁政府积极响应ꎬ同时多组织一些公益活动ꎬ以提升国民对传统文化的认同感和凝聚力ꎮ此外ꎬ还要积极寻找产品本身的不足ꎬ大胆创新ꎬ丰富竹编制品类型ꎬ拓宽消费领域ꎬ为竹编市场注入新活力ꎮ3㊀四川地区竹编工艺3 1㊀竹编种类四川竹编以精细见长ꎬ色彩清雅ꎬ大多为实用工艺品ꎬ其中成都的瓷胎竹编㊁自贡的竹编龚扇㊁梁平(重庆)的竹丝画帘㊁渠县的竹编字画都是竹编工艺中一颗颗璀璨的明珠ꎮ瓷胎竹编历史悠久ꎬ最早可以追溯到陶器起源之时ꎬ人们为了储备多余的粮食发明了编织和制陶工艺ꎬ用竹编或藤编做底胎ꎬ再在表面覆上泥土进行烧制ꎬ形成了瓷胎竹编的雏形ꎮ起初人们为了保护一些瓷器等容器ꎬ用竹编编织成一个 套 包在外面ꎬ后来这种编织技艺愈发成熟ꎬ逐渐从单纯的保护作用演变为装饰作用ꎮ清朝ꎬ瓷胎竹编成形ꎬ竹编技艺越来越精细㊁越来越成熟ꎬ可以达到叹为观止的地步ꎮ3 2㊀竹编工艺技法及特点瓷胎竹编是以瓷器为底胎㊁以精细色彩或素色的慈竹丝为原料ꎬ依胎编织而成ꎬ配以多种烤色㊁染色竹丝编织出的茶具㊁餐具㊁花瓶等产品ꎮ瓷胎竹编的篾丝细如发ꎬ在编织过程中ꎬ竹编和瓷器之间不需要通过胶黏剂或连接件来固定ꎬ竹丝直接紧密依附在胎体之上ꎬ并且肉眼看不到竹丝的接头ꎬ编织精细ꎬ纹样美观ꎬ凸显其技术高超[7]ꎮ3 3㊀生存现状及应对建议四川竹编产品普遍存在制作周期长㊁产品更新速度慢等问题ꎬ在工业化潮流的冲击下慢慢失去市场竞争力ꎬ也很难招到愿意潜心学习的年轻学员ꎬ竹编技术面临技艺传承断层的困境ꎮ因此ꎬ政府应大力扶持竹编艺术家ꎬ帮助拓宽竹编艺术的发展空间ꎬ多组织一些关于竹编工艺及特色竹编制品的宣传活动[8]ꎬ唤醒人们对竹编行业的重视ꎬ让竹编艺术顺应新时代潮流ꎬ逐步融入现代社会ꎮ同时ꎬ竹编行业亟需加强市场管理ꎬ严厉打击劣质低等㊁假冒伪劣的竹编产品ꎬ维护四川竹编的行业信誉ꎮ4㊀两湖地区竹编工艺4 1㊀竹编种类两湖地区属楚文化范畴ꎬ范围主要包括湖南㊁湖北等地区ꎮ楚文化崇尚浪漫ꎬ生活在两湖地区的人们富有浪漫情怀ꎬ同时湿润的气候适宜竹材的生长ꎬ竹文化在这里繁荣昌盛ꎮ浓郁的楚文化对两湖地区的影响ꎬ造就了两湖地区鲜明的竹编风格ꎬ其中以湖南的益阳竹编㊁湘西竹编为代表ꎮ4 2㊀竹编工艺技法及特点在益阳竹编中知名度最高的当属益阳所产的水竹凉席ꎮ水竹凉席的最大特点是可以任意折叠而不会变形产生褶皱ꎬ柔软如布ꎬ竹篾纤细柔和ꎬ却又经久耐用ꎬ如使用得当ꎬ一件水竹凉席可以使用30年之久ꎮ水竹凉席的颜色会随着使用时间的延长而发生变化ꎬ由一开始的青蓝色慢慢变为红棕色ꎬ色泽也会更加趋向晶莹剔透ꎮ水竹凉席在使用过程中具有良好的散热性和收汗性ꎬ且随着使用时间的增加ꎬ性能越来越好ꎬ是炎炎盛夏中清凉消暑的必备佳品[9]ꎮ在湘西竹编中式样最多㊁应用最广的当属背篓ꎮ对于湘西人而言ꎬ背篓是必不可少的生产和生活用具ꎮ背篓是用篾片编织而成的ꎬ制作简单ꎮ在湘西93村寨ꎬ家家户户都有背篓ꎬ而且种类繁多ꎬ主要有洗衣背篓㊁儿背篓㊁水背篓㊁装饰性背篓㊁耕作用背篓等ꎮ其中ꎬ洗衣背篓小巧玲珑ꎬ图案别致ꎬ常用作女子陪嫁的嫁妆ꎻ花背篓是所有种类中最小巧㊁最精美的一种ꎬ相当于姑娘用的一种随身饰品ꎮ耕作用背篓主要为盐背篓和柴背篓ꎮ盐背篓所用材料常为楠竹ꎬ用的篾较厚㊁较粗ꎬ但扎实牢固ꎬ使用率也最高ꎮ柴背篓是专供打柴等粗重农活时用ꎬ工艺粗糙ꎬ但结实耐用ꎬ可以背上百斤的东西而不会变形[10]ꎮ4 3㊀生存现状及应对建议两湖竹编在工匠手中传承了数千年ꎬ有着深厚的民间基础ꎬ然而伴随着时代的进步ꎬ竹制品开始慢慢淡出人们的生活ꎬ竹制产品市场逐渐缩减ꎮ两湖地区的竹编工艺面临诸多问题:1)技术含量不高ꎬ竹编产品的技术各方面都不及其他地域ꎻ2)竹编工艺滞后导致市场低迷ꎬ限制了工艺的继续发展ꎬ形成恶性循环ꎻ3)竹编工艺技术缺乏创新ꎬ赶不上时代潮流ꎻ4)工匠老龄化ꎬ后继乏人ꎮ面对上述挑战ꎬ首先应提高竹编工艺的技术含量ꎬ提升竹编产品的科技性ꎬ适应现代人们的生活需求ꎬ逐步复苏竹编市场ꎻ其次应注重对竹编人才的培养ꎬ设立专门研究竹编工艺的机构或单位ꎬ对竹编产品设计进行创新和发展ꎻ最后应加强对年轻竹编艺人的培养ꎬ莫使传统文化在现代出现断层ꎮ5㊀福建地区竹编工艺5 1㊀竹编种类福建竹子品种繁多ꎬ是我国的竹子大省ꎮ福建竹编的编织技术㊁造型和装饰都具有浓厚的地方特色ꎬ以巧夺天工的泉州竹编和安溪竹编为主要代表ꎮ泉州竹编的造型一般可分为2大类:一类是几何成型ꎬ一类是模拟仿生成型ꎮ几何成型主要是指编成的竹编制品的形状为几何形状ꎬ如矩形㊁圆形㊁椭圆形以及三角形㊁六角形的篮㊁盘㊁罐㊁盒㊁包㊁箱㊁篓㊁瓶等ꎮ这类几何造形也不是单调无变化的ꎬ可以根据不同器皿的用途ꎬ再巧妙结合生产工艺与篾片㊁篾丝的弯曲特性ꎬ以及编织工艺手法等ꎬ结合合理的比例和尺度ꎬ设计出既合适又丰富多样的几何造型ꎮ模拟仿生成型则是以自然界中的动㊁植物形象为原型进行大胆的夸张与变形ꎬ并和竹编器皿巧妙地结合起来ꎬ既可以满足人们的欣赏美感ꎬ又可以实用ꎬ形式也很新颖ꎮ5 2㊀竹编工艺技法及特点福建竹编的主要技法是 雀目法 ꎬ 雀目法的 雀目 是指六角形透空雀目格ꎬ这是由4条篾连贯且交叉地编织而成的ꎮ因此ꎬ编织而成的竹编工艺品具有透空疏朗的效果ꎮ竹编可以通过漂白㊁染色㊁上漆获得不同的颜色ꎮ漂白后的竹编颜色比较自然朴素ꎬ很好地保持了竹子本来的颜色ꎮ而染色竹编的颜色主要以老棕色为主ꎬ色调比较沉重ꎬ工序却并不简单ꎬ要经过多次的染色后再进行磨光才能完成ꎮ此外ꎬ还有一种上漆竹编ꎬ是在竹编表面上漆ꎬ使竹编工艺品不仅具有竹编的外形ꎬ还具有漆器的质感ꎬ因此显得非常别致ꎮ上漆竹编的品种主要有瓶㊁盘㊁罐㊁篮㊁盒㊁灯罩㊁屏风㊁挂帘㊁枕席等[11]ꎮ编好的竹编工艺品还可以用 插花 法进行装饰ꎬ这里的 花 不是真正的花ꎬ而是不同颜色的竹篾ꎮ将这些竹篾插在成品上ꎬ可以插出各种立体的花纹和图案ꎬ如六角花㊁含蕊花㊁十字花㊁蝴蝶花等ꎬ大大增添了竹编工艺品的艺术欣赏价值[12]ꎮ5 3㊀生存现状及应对建议泉州地区早年是福建省的竹编重镇ꎬ但由于社会的发展ꎬ竹编织品被雨衣㊁雨伞㊁帽子㊁塑料提篮等制品取代ꎬ竹编织品的销路明显下降ꎬ只有少数的老一代编织师傅还在默默为竹编技艺传承而努力着ꎬ年轻人一般会因为无法承受学习竹编的辛苦而放弃ꎮ因此ꎬ可以通过创办竹编艺术文化生态园来发展竹编产业ꎬ将竹编产业与旅游相结合ꎬ带动旅游业和经济的发展ꎻ考虑将竹编教学纳入当地职业教材内容ꎬ逐步使竹编教学制度化㊁规范化ꎬ建设竹编艺术之乡ꎮ6㊀云南地区竹编工艺6 1㊀竹编种类云南少数民族的竹编工艺是竹编工艺史上的一大特色ꎬ具有浓厚的民族色彩ꎬ给人带来耳目一新的感受ꎮ畲族竹器以畲族斗笠为代表ꎬ其编织细致ꎬ04设计出彩ꎬ常用的花样有斗笠燕㊁顶㊁四路㊁云头㊁虎牙ꎮ在编织用材方面选用五彩九重篾ꎬ其特点是十分纤细ꎬ可以与发丝媲美ꎮ因此ꎬ编织出来的纹样十分精巧细致ꎬ加上畲族竹器强烈的民族特色ꎬ深受到广大游客的喜爱ꎮ傣族竹编以 巧 闻名ꎬ小巧㊁精致ꎬ在傣族人民生活中不可或缺的竹篓就是其典型代表ꎬ既作装饰又有实用价值ꎬ甚至有些地区小伙子用竹篓向心仪的对象求婚[13]ꎮ6 2㊀竹编工艺技法及特点傣族主要生活在平坝㊁河谷等地带ꎬ气候湿热ꎬ适宜竹子生长ꎬ因此竹制产品随处可见ꎬ大到供人们生活起居的竹楼ꎬ小到生活中必备的生活用品ꎮ傣族的竹编工艺历史悠久ꎬ制作流程主要分为4道工序:砍竹㊁破竹㊁分篾㊁编篾ꎮ其中编篾技法和纺织技法有着一定的相似性ꎬ篾片有经篾和纬篾之分ꎬ根据产品不同ꎬ选用不同的编织方法ꎮ常见的编织方法有:编结编织法㊁斜纹编织法㊁间隔纹编织法等ꎮ傣族竹编工艺种类丰富ꎬ编织手法细腻ꎬ富有特色ꎬ其中以笆箩㊁饭盒㊁槟榔盒等竹器最具有代表性[14]ꎮ6 3㊀生存现状及应对建议云南少数民族的竹编技艺在传承过程中也遇到了瓶颈ꎬ产品种类趋向单一化ꎮ最近几年ꎬ云南地区的竹林面积也在不断削减ꎮ当地政府应设立专门的竹林保护机构ꎬ防止竹林面积减少ꎮ其次ꎬ随着现代化制造技术的发展ꎬ使一些现代化的生活用品如塑料制品慢慢替代了传统的竹制产品ꎮ竹编制品需要引入时代元素ꎬ紧随时代潮流ꎬ以吸引更多的人们使用竹编产品ꎮ竹编手工艺人也面临着老龄化问题ꎬ技术传承困难ꎬ政府应加强对年轻手工艺人的培养ꎬ以传承传统的竹编工艺ꎮ7㊀小结竹编工艺是我国的非物质文化遗产ꎬ在日常生活㊁文化传承以及艺术审美中发挥着重要作用ꎮ竹编工艺经过了千百年来的传承与发展ꎬ其种类之丰富ꎬ纹样之美观ꎬ技法之高超ꎬ都彰显了劳动人民的智慧与汗水ꎮ研究竹编工艺的发展ꎬ能够深入认识竹子㊁竹编工艺以及中国的竹编文化ꎬ同时也体现了中国传统文化的源远流长㊁博大精深ꎬ传统手工艺发展的不易ꎮ随着时代的发展ꎬ传统的竹编工艺正面临着严峻的挑战:竹编匠人老龄化ꎬ后继乏人ꎻ竹编制品的生产力落后ꎻ产品设计缺乏创新ꎬ跟不上时代的需求ꎮ应对挑战ꎬ竹编工艺的发展应开拓创新ꎬ培养新人ꎬ充分发挥竹编制品的环保性ꎬ拓宽其应用领域ꎮ同时ꎬ竹编制品作为传承民族文化的重要载体ꎬ应尽力发扬光大ꎬ唤起更多的人对竹编艺术的认知和热爱ꎮ参考文献[1]㊀郑传良.嵊州工艺竹编[J].上海工艺美术ꎬ1997(4):30-31.[2]刁婷婷.传承与衍生[D].北京:中央美术学院ꎬ2009:23.[3]郭杰.浅谈益阳竹编工艺[J].现代交际ꎬ2011(6):90.[4]郑友苗ꎬ邵琼.竹文化对竹产业发展的影响分析:以浙江省为例[J].安徽农业科学ꎬ2014ꎬ42(17):5530-5532.[5]斯晨晖.东阳市蔡宅村竹编工艺文化及其保护研究[D].杭州:浙江理工大学ꎬ2016.[6]徐花铛.浙江工艺竹编的技艺特色[J].竹子研究汇刊ꎬ1990ꎬ9(2):82-87.[7]朱松岩.简论瓷胎竹编的工艺价值和市场潜力[J].美与时代(中)ꎬ2017(2):135-136.[8]练东明ꎬ黄金权ꎬ张楠ꎬ等.四川省宜宾市竹编产业发展对策研究[J].世界竹藤通讯ꎬ2011ꎬ9(1):26-28.[9]苏伟.益阳水竹凉席[J].湖南农业ꎬ2010(2):7.[10]张宗登.湘西背篓初探[J].装饰ꎬ2012(12):96-98.[11]涂慷.传统手工艺的艺术诉求:以泉州竹编技艺为例[D].福建厦门:集美大学美术学院ꎬ2014.[12]刘广大.竹制家具创新设计研究[J].大众文艺ꎬ2018ꎬ(6):117-118.[13]徐俊华ꎬ朱炫霖ꎬ何蕊ꎬ等.简述傣族竹编的发展历程与文化内涵[J].竹子学报ꎬ2018ꎬ37(2):90-94.[14]郜雪倩ꎬ侯小锋.傣族竹编技艺的传承现状及发展对策[J].中国民族博览ꎬ2016(11):28-29.14。
A356铝合金显微组织及断口分析
目录1 绪论 (1)1.1断口分析的意义 (1)1.2 对显微组织及断口缺陷的理论分析 (1)1.3研究方法和实验设计 (3)1.4预期结果和意义 (3)2 实验过程 (4)2.1 生产工艺 (4)2.1.1 加料 (4)2.1.2 精炼 (4)2.1.3 保温、扒渣和放料 (5)2.1. 4 单线除气和单线过滤 (5)2.1. 5连铸 (6)2.2 实验过程 (6)2.2. 1 试样的选取 (6)2.2.2 金相试样的制取 (8)2.2.3 用显微镜观察 (9)2.3 观察方法 (10)2.3.1显微组织的观察 (10)2.3.2 对断口形貌的观察 (11)3 实验结果及分析 (11)3.1对所取K模试样的观察 (11)3.2 金相试样的观察及分析 (12)3.2.1 对显微组织的观察 (12)3.2.2 断口缺陷 (15)结论 (23)致谢 (24)参考文献 (25)附录 (27)1 绪论1.1断口分析的意义随着现代科技的发展以及现代工业的需求,作为21世纪三大支柱产业的材料科学正朝着高比强度,高强高韧等综合性能等方向发展。
长久以来,铸造铝合金以其价廉、质轻、性能可靠等因素在工业应用中获得了较大的发展。
尤其随着近年来对轨道交通材料轻量化的要求日益迫切[1],作为铸造铝合金中应用最广的A356铝合金具有铸造流动性好、气密性好、收缩率小和热裂倾向小,经过变质和热处理后,具有良好的力学性能、物理性能、耐腐蚀性能和较好的机械加工性能[2-3],与钢轮毂相比,铝合金轮毂具有质量轻、安全、舒适、节能等,在汽车和航空工业上得到了日益广泛的应用[4]。
然而,由于其凝固收缩,同时在熔融状态下很容易溶入氢,因此铸造铝合金不可避免地包含一定数量的缺陷,比如空隙、氧化物、孔洞和非金属夹杂物等[5-7]。
这些缺陷对构件的力学性能影响较大,如含1%体积分数的空隙将导致其疲劳50%,疲劳极限降20%[8-9]。
所以研究构件中缺陷的性质、数量、尺寸和分布位置对力学性能的影响具有重要意义[10]。
辊式矫直技术与设备发展概况
!"(=R8R?I?KH8[9U8R9UK9VN9SS7@A8@C 1DR9X8R79@" 59UR>?8TR?U@ E@7P?UT7RK" =>?@K8@A""*,"+" M>7@8# #(L=WF8@DV8QRDU7@Aa?\8URX?@R" N7J>89=R??S;9SC7@A/U9D\ M9(" HRC(" N7J>89#)',**" M>7@8$
Copyright©博看网. All Rights Reserved.
#*#$ 8&0%!!!!!!!!!!!!!!! !!!重 型 机 械
+"$+
"!辊式矫直机简介与国内矫直机
发展现状
!!辊式矫直 机 的 矫 直 原 理 是 金 属 经 多 次 反 复 弯曲" 使曲率从大变小而最终平直& 辊式矫直 机的出现" 避免了压 力 矫 直 机 间 歇 工 作 的 问 题" 大幅提升了矫直的质量和效率& 国外对于 辊式矫直技术的研究要远早于国内" 因此早期
Copyright©博看网. All Rights Reserved.
+"%+
重 型 机 械!! !!!!!!!!!!!!!!!!#*#$ 8&0%
表 "!矫直实验数据")
倾斜矫直方案
平行矫直方案
最大弯曲
曲率 ')
重力铸造铝合金发动机缸盖的二次枝晶间距研究
影响二次枝晶间距的因素以及二次枝晶间距与铝 合金铸件力学性能的关系方面,已经有许多研究结 果[1州】。但几乎都是基于砂模中单铸试样得到的试验 结果,一般是通过改变砂模中冷铁的厚度、位置或者试 样的尺寸等外界因素控制凝固速率,得到不同尺寸的 二次枝晶间距来进行研究。
等)对二次枝晶间距的影响。分别使用A1SiTM90.3
选择了三种用于生产不同汽油机和柴油机缸盖的
合金浇注HY缸盖(柴油机2.0 L D.I 16 V,见图2)
铝合金浇注同一缸盖,以用来研究合金化学成分对二
和用A1Si6Cu4合金浇注FF8、FFl6、FTl6和FDV6
次枝晶间距的影响。铝合金牌号分别为AISi7M90.3、
万方数据
FoUNDRY TECHNoLoGY
V01.29 No.11 NOV.2008
距值的排列顺序,见图5。
表2三种合金铸造的。FJ”柴油机缸盖的树枝晶尺寸
合金种类保肾度浇繁度雨裂‰ Tab.2
Dendrite sizes of FJ diesel engine cylinder head made of three aluminum alloys
汽油机缸盖,如图3所示。
AISi9Cul和AISi6Cu4,化学成分见表1。
襄l使用的铝合金化学成分叫(%)
Tab.1 Chemical composition of aluminum alloy used in the experiement钟(%)
1.3取样位置 大多数客户的技术标准中所限定的测量缸盖燃烧室
当确定了一种缸盖的合金成分后,凝固速率就成 为影响二次枝晶间距最重要的因素。在缸盖的正常生 产中,能够影响凝固速率的因素有:①模具的局部温 度,特别是对应发动机缸盖燃烧室位置的区域,这些区 域的温度可以通过在底模上设置适当的冷却系统控 制;②浇注温度;③缸盖燃烧室区域的几何形状及浇注 补缩系统的设计。 2.2.1模具温度
6061铝合金拉伸性能和晶间腐蚀性能的影响
图3不同热处理I-6061铝合金的晶问腐蚀形貌rig.3Intergranularcorrosionmicrographsof6061alloyafterdifferentheattreatments:(a)T6;(b)T6+(190℃,2h);(C)T6+(210℃,2h);(d)T6+(230℃,2”表26061合金在不同热处理条件下的晶间腐蚀行为Table2Intergranularcorrosionbehaviorsof6061alloyafterdifferentheattreatmentsTemperCorrosionbehaviorAveragedepth//amTemperCorrosionbehaviorAveragedepth/p.mT6(180℃,8h)IGC270T6+(210℃,8h)PC40T6+(190℃,0.5h)IGC230T6-H220℃,0.5h)PC90T6+(190℃,1h)IGC160T6+(220℃,1h)PC75T6+(190℃,2h)IGC150T6+(220℃,2h)PC60T6+(190℃,4h)IGC150T6+(220℃,4h)PC50州190℃,8h)IGC140T6+(220℃,8h)PC35T6+(200℃,0.5h)IGC150T6+(230℃,0.5h)PC50T6+200℃,lh)IGC100T6+(230℃,lh)PC45T6+(200℃,2h)IGC85T6+(230℃,2h)PC30T6+(200℃,4h)IGC70T6+(230℃,4”PC30T6+(200℃,8h)PC60T6+(230℃,8h)PC25T6+(210℃,0.5h)IGC100T6+(240℃,0.5h)PC45T6+(210℃,lh)PC80T6+(240℃,lh)PC40州210℃,2h)PC.50T6+(240℃,2h)PC30T6+(210℃,4h)PC40后,晶内析出相主要为球状的GP区和极少量的∥相(图荆),而晶界上则是呈连续分布的粗大条状声平衡相,(见图4(b))。
T700复合材料层合板拉_拉疲劳性能
Fatigue lives of laminates with holes Diameter / mm 12. 36 12. 36 12. 34 6. 38 6. 40 6. 38 6. 38 80 85 90 Stress level / % Fatigue life 71298 65789 17658 32623 29687 35228 397326
1. 3
光滑板试验
1 组光滑板拉拉疲劳试验加载方式为正弦波, 加载 频 率 10Hz, 应 力 比 均 为 0. 1 , 引伸计跨距为 130mm。一定循环次数后, 通过材料试验机所带的 应变引伸计测量各试件应变, 获得试件的刚度变化 。 状况 试件内部损伤采用超声 C 扫描技术检测。 1 组光滑板试验共选择 70% 、 65% 和 60% 三个 60% 应力 应力水平, 前两个应力水平各取 3 个试件, 水平取 1 个试件。 各试件疲劳寿命见表 3 。 从表中可以看出, 除 T700KF13 试件结果明显偏离被去掉外, 每个应力 试验具有较 水平的光滑板疲劳寿命分散性均较小, 。 T700 T300 好的置信度 由于 碳纤维相比 碳纤维的 延伸率较大, 因而出现大规模的纤维断裂时间点较 迟且偏差小, 这也是 T700 层合板比 T300 层合板疲 劳寿命分散性小的原因之一。
表1 Table 1 Group No. 1 2 3 Diameter D / mm — 12. 5 6. 4 试验件尺寸表 geometry of specimens Length L / mm 230 300 300 Width W / mm 38 50 38 Thickness h / mm 50 50 50
由于具有优越的力学性能, 复合材料在现代航 空航天结构上得到了广泛的应用, 并且越来越多的 应用于飞行器的主承力结构。国际上最新型的大型 787 和 A350 上, 客机 B复合材料占全机结构比重已 经超过了 50% 。结构材料的疲劳性能, 对飞机的可 靠性和安全性起着决定性影响, 因此复合材料疲劳 性能方面的研究对于保证飞机的安全和提高飞机使 用寿命具有重要的意义。 但相对于金属, 复合材料 结构的复杂性使其对其损伤机理和损伤扩展机制的 研究都要复杂困难的多。 从 20 世纪 70 年代末开始, 国内外研究人员开 展了一系列对于复合材料疲劳方面的研究 , 取得了 。其中, 大量的研究成果 对于目前较为成熟的 T300 型碳纤维增强复合材料的疲劳性能的实验和 寿命预测研究开展较多, 取得了很多有应用价值的 T700 新型纤维增强复合材料得到了 成果。近年来, T700 以其更好 日益增多的应用, 相对于 T300 纤维, 的加工工艺得到的更优秀的拉伸强度, 正逐渐开始 替代 T300 纤维。但对 T700 碳纤复合材料的疲劳性 能方面的研究, 目前仍然还较为缺乏。 本研究对 T700 /9368 复合材料试件进行了拉拉疲劳试验, 对试件刚度衰减和疲劳损伤扩展进行 了初步研究, 并建立了疲劳损伤模型, 对试件的疲劳
航空复合材料整体成型技术应用现状与分析

航空复合材料整体成型技术应用现状与分析作者:周长庚,荀国立,邱启艳,袁超来源:《新材料产业》 2016年第5期文/ 周长庚荀国立邱启艳袁超中航复合材料有限责任公司复合材料由于具有高比强度、高比刚度、性能可设计、抗疲劳性和耐腐蚀性好等优点,因此越来越广泛地应用于各类航空飞行器,大大地促进了飞行器的轻量化、高性能化、结构功能一体化。
复合材料的应用部位已由非承力部件及次承力部件发展到主承力部件,并向大型化、整体化方向发展,先进复合材料的用量已成为航空器先进性的重要标志[1,2]。
复合材料整体成型是指采用复合材料的共固化(C o - c u r i n g)、共胶接(C o -b o n d i n g)、二次胶接(S e c o n d a r yb o n d i n g)或液体成型等技术和手段,大量减少零件和紧固件数目,从而实现复合材料结构从设计到制造一体化成型的相关技术。
在复合材料结构的设计和制造过程中,将几十甚至上百个零件减少到一个或几个零件,减少分段、减少对接、节省装配时间,可大幅度地减轻结构质量,并降低结构成本,而且充分利用了固化前复合材料灵活性的特点[3-4]。
国内外航空领域广泛地采用整体成型复合材料主构件,如诺·格公司的B2轰炸机、波音(Boeing)公司的787飞机和洛马公司的F35战斗机均在机身和机翼部件中大量运用整体成型复合材料,整体成型结构已经成为挖掘复合材料结构效率,实现复合材料功能结构一体化以及降低复合材料制造成本的大方向[5]。
一、复合材料整体成型技术的优点复合材料构件逐渐向整体化和大型化的结构发展成为必然趋势,复合材料整体成型技术具有诸多优点,对于扩大复合材料在航空领域的应用具有深远的意义。
1. 降低复合材料构件的制造成本由于整体化成型技术将诸多零件通过共胶接、共固化、二次胶接等方式整合成一个或几个零件,减少了结构的分段和对接从而大幅度地减少结构质量。
由于复合材料的成本最后是以单位质量进行计量,因此减轻质量一定会带来成本降低的直接效应。
金属凝固理论答案最新 东北大学
≥1.67×104 ℃/cm2s 即为所求. 3.论述成分过冷与热过冷的含义以及它们之间的区别和联系? 成分过冷: 液固界面前沿的液相具有正的温度梯度, 液相中各微区的熔点和实际温度之间产 生的并且与溶质浓度相关的过冷称为成分过冷。 热过冷:纯金属实际开始结晶的温度总是低于理论结晶温度,这种现象称为过冷。 成分过冷与热过冷的区别 : 热过冷是由于液体具有较大的过冷度时,在界面向前推移的情 况下, 结晶潜热的释放而产生的负温度梯度所形成的。 可出现在纯金属或合金的凝固过程中, 一般都生成树枝晶。 成分过冷是由溶质富集所产生, 只能出现在合金的凝固过程中, 其产生的晶体形貌随成分过
R K
R V1 A1
试求: (1)根据平方根定律计算不同时刻铸件凝固层厚度 s,并作出 s 曲线; (2)分别用“平方根定律”及“折算厚度法则”计算铸件的完全凝固时间,并分析差别。
解:(1) 代入相关已知数解得:
K 1 L c1 T10 T S 2b 2 Ti T 20
程中,ΔGV=GL-GS=-ΔHf(Tm-T)/Tm<0,此时ΔHf>0,故 T<Tm,即在形核过程中,要获得所必 须的驱动力,一定要有适当的过冷度,这样才能满足结晶的热力学条件。 8.说明为什么异质形核比均质形核容易? 影响异质形核的因素? 因为均质形核过程中,需要有较大强度的能量起伏和相起伏,因此需要较大的过冷度,一般 T≈0.2Tm。对异质形核而言,液态金属中存在一些微小的固相杂质质点,并且液态金属在凝 固时还和型壁相接触, 于是晶核就可以优先依附于这些现成的固体表面形核, 因此形核所需 的过冷度大大降低,一般 T≈0.02Tm。所以异质形核比均质形核更容易。 影响抑制 形核的因素: (1)金属液过冷度的大小:一定范围内,过冷度越大,越促进形核; (2)结晶相的晶格与杂质基底晶格的错配度的大小:错配度越小,越促进形核; (3)杂质表面的形貌和杂质特性的影响; (4)过热度的影响:过热度很大时,固态杂质质点表面状态发生改变或发生熔化,从 而阻碍了异质形核; (5)其他物理因素的影响:如震动和搅动都促进了异质形核。 9.讨论两类固-液界面结构(粗糙面和光滑面)形成的本质及其判据。 10.固-液界面结构如何影响晶体生长方式和生长速度? 固-液界面的结构不同,则其接纳液相中迁移过来的原子的能力也不同,从而使晶体生长方 式和生长速度产生差异。根据固-液界面结构的不同,晶体有三种不同的生长机制,每种生 长机制对应的生长速度也不同。 (1)二维晶核长大机制。 当固液界面为光滑界面时,若液相单个原子的扩散迁移到界面上是很难形成稳定状态的, 这 是由于它所带来的表面能的增加,远大于其体积自由能的降低。在这种情况下,晶体的长大 只能依靠所谓的二维晶核方式, 即依靠液相中的结构起伏和能量起伏, 使一定大小的原子集 团差不多同时降落到光滑界面上,形成具有一个原子厚度并且具有一定宽度的平面原子集 团。 这个原子集团带来的体积自由能的降低必须大于其表面能的增加, 它才能在光滑界面上 形成稳定的状态。这种晶核即为二维晶核,它的形成需要较大的过冷度。二维晶核形成后, 它的四周就出现了台阶, 后迁移来的液相原子一个个填充到这些台阶处, 这样所增加的表面 能较小。直到整个界面铺满一层原子后,便又变成了光滑界面,而后又需要新的二维晶核的 形成,否则成长即告中断。 由于二维晶核长大机制需要较大的过冷度, 而且需要新的二维晶核不断的形成才能使晶核继 续长大,因此这种生产方式的长大速度十分缓慢。 2)螺型位错生长机制。 对于固液界面是光滑界面的晶体来说, 在晶体长大时可能形成种种缺陷, 从而在缺陷处产 生了台阶,液相中的原子源源不断的向台阶处迁移 ,晶体逐渐长大。这就是所谓的螺型位 错生长机制,实质是二维生长的另一种方式,它不是由形核来形成二维台阶,而是依靠晶体 缺陷产生出台阶。 由于这种因缺陷而产生的台阶使液相原子容易向上堆砌, 而且这些缺陷提供了永远没有穷 尽的台阶,因此长大速度比二维晶核长大速度快的多。 (3)连续长大机制。 在粗糙界面上, 几乎有一半应按晶体规律而排列的原子位置正虚位以待, 从液相中扩散来 的原子很容易填入这些位置,与晶体连接起来。由于这些位置接纳原子的能力是等效的, 在 粗糙界面上的所有位置都是生长位置, 所以液相原子可以连续地向界面添加, 界面的性质永 远不会改变,从而使固液界面迅速地向液相推移。这种长大机制称为连续长大机制。 这种长大机制的晶体长大速度很快,大部分金属晶体均以这种方式长大。
基于化学工程的高分子材料分析
652022年4月上 第07期 总第379期工艺设计改造及检测检修China Science & Technology Overview近年来高分子材料不断深入研究,取得了卓越的研究成果,为工业生产和人们生活带来了极大的便利。
其强大的传递、转换、储存、信息服务的功能,以及化学反应过程中的光敏、导电、催化、生物兼容等性能,使光功能、生物医用、高吸水性、形象记忆功能等各式各样的高分子材料得以问世。
在不同领域中发挥着物质支撑作用,满足化学工程的现代材料需求,推进节能环保型材料新发展,目前可降解高分子材料仍是新型材料的研究重点[1]。
1.基于化学工程的高分子材料研究现状分析1.1光功能高分子材料分析光功能高分子材料能够对光进行传输、吸收、储存、转换,利用高分子材料的光曲线传播特性,开发出的塑料光导纤维,以及为满足大容量、高信息密度储存材料需求开发出的光盘,是光功能高分子材料的代表性高科技产品。
在电子工业和太阳能利用等方面具有广泛应用前景,也是相关科研的重点研究方向,研制出的新型光加工材料-感光高分子,在印刷制版、电子工业、金属材料的精密加工领域得到了广泛应用。
透镜和棱镜、塑料和石英复合光导纤维、感光树脂、光固化涂料等材料中,均能见到光功能高分子材料,按功能可分为光记录、光导、光加工、光转化系统和光导电等各式各样的材料种类。
随着激光技术和通信技术的发展,光功能高分子材料的研究还会实现进一步突破。
1.2生物医用高分子材料分析生物医用高分子材料是用于制造人体内脏、体外器官、药物剂型、医疗器械的聚合物材料,主要来源是天然生物高分子材料、合成生物高分子材料。
前者来源于纤维素、甲壳素、胶原蛋白等自然资源,后者通过化学方法进行人工合成,常用的有聚氨酯、硅橡胶、聚酯纤维等,按材料性质可分为非降解、可生物降解两大类。
由于生物医用高分子材料多应用于人体,要求其性能必须具有安全性、适应性,必须无毒或者副作用极少,材料需要与人体具有生物、血液、组织的相容性。
碳化硅颗粒增强铝基复合材料颗粒表面改性技术研究现状

精密成形工程第15卷第12期表面改性技术研究现状甘国强1,韩震2,鲍建华1,WOLFGANG Pantleon3(1.合肥工业大学材料科学与工程学院,合肥 230009;2.中国兵器科学研究院宁波分院,浙江宁波 315000;3.丹麦技术大学,哥本哈根 2800)摘要:SiC颗粒增强铝基复合材料因具有高的比强度、比刚度、耐磨性及较好的高温稳定性而被广泛应用于航空航天、电子、医疗等领域,但由于SiC颗粒高熔点、高硬度的特点以及SiC颗粒与铝基体间存在界面反应,碳化硅铝基复合材料存在加工性差、界面结合力不足等问题,已无法满足航天等领域对材料性能更高的要求,因此开展如何改善基体与颗粒之间界面情况的研究对进一步提升复合材料综合性能具有重要的科学意义。
结合国内外现有研究成果,总结了SiC颗粒与铝基体界面强化机制、界面反应特点、表面改性技术原理及数值建模的发展现状,结果表明,现有经单一表面改性方法处理后的增强颗粒对铝基复合材料性能的提升程度有限,因此如何采用新的手段使复合材料性能进一步提升将成为后续研究热点,且基于有限元数值模拟方法进行复合材料设计也是必然趋势。
最后针对单一强化性能提升有限的问题,提出了基于表面改性的柔性颗粒多模式强化方法,同时针对现有的技术难点展望了后续的研究方向,以期为颗粒增强复合材料的制备提供理论参考。
关键词:碳化硅颗粒;表面改性;复合材料;模拟;界面DOI:10.3969/j.issn.1674-6457.2023.12.008中图分类号:TB333 文献标识码:A 文章编号:1674-6457(2023)012-0058-10Research Status of Particle Interface Modification Technology for Silicon CarbideParticle Reinforced Aluminum Matrix CompositesGAN Guo-qiang1, HAN Zhen2, BAO Jian-hua1, WOLFGANG Pantleon3(1. School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China;2. Ningbo Branch of China Academy of Ordnance Science, Zhejiang Ningbo 315000, China;3. Technical University of Denmark, Copenhagen 2800, Denmark)ABSTRACT: SiC particle reinforced aluminum matrix composites are widely used in aerospace, electronics, medical and other fields due to their excellent properties such as high specific strength, high specific stiffness, high wear resistance, and high tem-perature stability. However, due to the high melting point and high hardness of SiC particles, as well as the interface reaction between silicon carbide reinforced particles and aluminum matrix, SiC aluminum matrix composites have problems such as poor收稿日期:2023-09-03Received:2023-09-03基金项目:安徽省重点研究与开发计划(JZ2022AKKG0100)Fund:Anhui Provincial Key Research and Development Project (JZ2022AKKG0100)引文格式:甘国强, 韩震, 鲍建华, 等. 碳化硅颗粒增强铝基复合材料颗粒表面改性技术研究现状[J]. 精密成形工程, 2023, 15(12): 58-67.GAN Guo-qiang, HAN Zhen, BAO Jian-hua, et al. Research Status of Particle Interface Modification Technology for Silicon第15卷 第12期 甘国强,等:碳化硅颗粒增强铝基复合材料颗粒表面改性技术研究现状59processability and insufficient interfacial adhesion. It is no longer possible to meet the requirements for material performance in fields such as national defense and aerospace. Therefore, studying the ways to improve the interface between particles and ma-trix is of great scientific significance for improving the comprehensive performance of composite materials. In combination with existing research results at home and abroad, the interface strengthening mechanism, interface reaction characteristics, existing surface modification technology principles and numerical simulation development status of SiC reinforced particles and alumi-num matrix composites were summarized. The results showed that the performance improvement of reinforced particle alumi-num matrix composites after strengthening was limited after being treated with a single surface modification method. Therefore, how to adopt new methods to improve the performance of composite materials will become a hot research topic in the future, and the design of composite materials based on finite element numerical simulation methods is also an inevitable trend. Finally, in response to the limited improvement of single strengthening performance, the author proposes a flexible particle multimodal strengthening method based on surface modification, and looks forward to future research directions in response to existing technical difficulties, hoping to provide theoretical reference for the preparation of particle reinforced composite materials. KEY WORDS: SiCp; surface modification; composite material; simulation; interface碳化硅颗粒增强铝基复合材料是以碳化硅颗粒(SiCp )作为增强相,以铝或铝合金作为基体的一种复合材料,因具有密度和价格成本低、高温性能良好、耐腐蚀耐磨及比强度和比弹性模量高等特点,已成为热门的新型结构材料之一,现已广泛应用于航空航天、电子、汽车及体育等多个领域,如汽车刹车盘、发动机缸体活塞等结构件中。
合工大版材料成型原理课后习题参考答案(重要习题加整理)

第二章 凝固温度场P498. 对于低碳钢薄板,采用钨极氩弧焊较容易实现单面焊双面成形(背面均匀焊透)。
采用同样焊接规范去焊同样厚度的不锈钢板或铝板会出现什么后果?为什么?解:采用同样焊接规范去焊同样厚度的不锈钢板可能会出现烧穿,这是因为不锈钢材料的导热性能比低碳钢差,电弧热无法及时散开的缘故;相反,采用同样焊接规范去焊同样厚度的铝板可能会出现焊不透,这是因为铝材的导热能力优于低碳钢的缘故。
9. 对于板状对接单面焊焊缝,当焊接规范一定时,经常在起弧部位附近存在一定长度的未焊透,分析其产生原因并提出相应工艺解决方案。
解:(1)产生原因:在焊接起始端,准稳态的温度场尚未形成,周围焊件的温度较低,电弧热不足以将焊件熔透,因此会出现一定长度的未焊透。
(2)解决办法:焊接起始段时焊接速度慢一些,对焊件进行充分预热,或焊接电流加大一些,待焊件熔透后再恢复到正常焊接规范。
生产中还常在焊件起始端固定一个引弧板,在引弧板上引燃电弧并进行过渡段焊接,之后再转移到焊件上正常焊接。
第四章 单相及多相合金的结晶 P909.何为成分过冷判据?成分过冷的大小受哪些因素的影响? 答: “成分过冷”判据为:R G L <NLD RLL L e K K D C m δ-+-0011当“液相只有有限扩散”时,δN =∞,0C C L =,代入上式后得R G L<000)1(K K D C m L L -( 其中: G L — 液相中温度梯度 R — 晶体生长速度 m L — 液相线斜率 C 0 — 原始成分浓度 D L — 液相中溶质扩散系数 K 0 — 平衡分配系数K )成分过冷的大小主要受下列因素的影响:1)液相中温度梯度G L , G L 越小,越有利于成分过冷 2)晶体生长速度R , R 越大,越有利于成分过冷 3)液相线斜率m L ,m L 越大,越有利于成分过冷 4)原始成分浓度C 0, C 0越高,越有利于成分过冷 5)液相中溶质扩散系数D L, D L 越底,越有利于成分过冷6)平衡分配系数K 0 ,K 0<1时,K 0 越 小,越有利于成分过冷;K 0>1时,K 0越大,越有利于成分过冷。
材料成型原理第四章答案
第四章1. 何谓结晶过程中的溶质再分配?它是否仅由平衡分配系数K 0所决定?当相图上的液相线和固相线皆为直线时,试证明K 0为一常数。
答:结晶过程中的溶质再分配:是指在结晶过程中溶质在液、固两相重新分布的现象。
溶质再分配不仅由平衡分配系数K 0决定 ,还受自身扩散性质的制约,液相中的对流强弱等因素也将影响溶质再分配。
当相图上的液相线和固相线皆为直线时K为一常数,证明如下:如右图所示:液相线及固相线为直线,假设其斜率分别为m L 及m S ,虽然C *S 、C *L 随温度变化有不同值,但L m S m L S m T T m T T C C K /)(/)(0****--===S L m m =常数, 此时,K 0与温度及浓度无关,所以,当液相线和固相线为直线时,不同温度和浓度下K 0为定值。
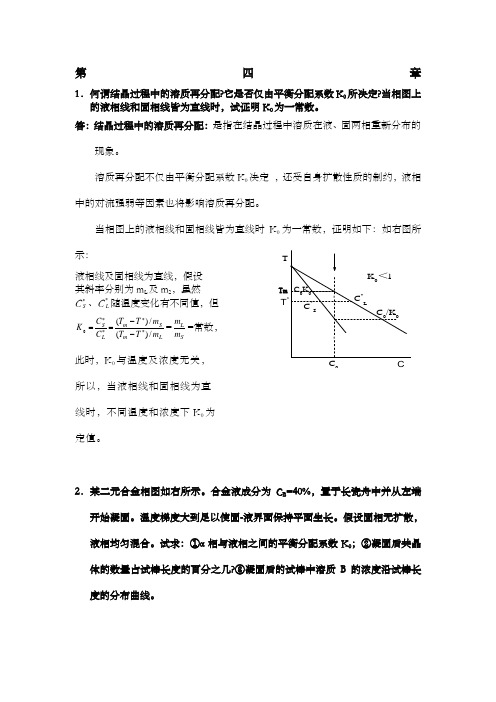
2. 某二元合金相图如右所示。
合金液成分为C B =40%,置于长瓷舟中并从左端开始凝固。
温度梯度大到足以使固-液界面保持平面生长。
假设固相无扩散,液相均匀混合。
试求:①α相与液相之间的平衡分配系数K 0;②凝固后共晶体的数量占试棒长度的百分之几?③凝固后的试棒中溶质B 的浓度沿试棒长度的分布曲线。
解:(1)平衡分配系数K 0 的求解:由于液相线及固相线均为直线不同温度和浓度下K 0为定值,所以:如右图,当T=500℃时, K 0 =**L C C α=%60%30=0.5 K 0即为所求 α相与液相之间的平衡分配系数.(2)凝固后共晶体的数量占试棒长度的百分数的计算:由固相无扩散液相均匀混合下溶质再分配的正常偏析方程)1(00-*=K L L f C C代入已知的*L C = 60% , K 0 = 0.5, C 0= C B =40%可求出此时的L f = 44.4%由于T=500℃为共晶转变温度,所以此时残留的液相最终都将转变为共晶组织,所以凝固后共晶体的数量占试棒长度的百分数也即为44.4%.(3)凝固后的试棒中溶质B 的浓度沿试棒长度的分布曲线 (并注明各特征成分及其位置)如下:图 4-43 二元合金相图3. 在固相无扩散而液相仅有扩散凝固条件下,分析凝固速变大(R 1→R 2,且R 2>R 1)时,固相成分的变化情况,以及溶质富集层的变化情况。
A356铝合金力学性能与微观结构
骨架 以及 轴 承 等 重 要 的 零 部 件 J 。随 着 汽 车 工 业
的蓬勃 发展 , A 5 对 3 6铸 造 铝 合 金 的研 究 也 更 加 全 面和深 入 。对 美 国通用 汽 车公 司提供 的商用 铸 造铝 合金 A 5 3 6基 本 的 力 学 性 能 进 行 测 试 , 分 析 了浇 并 注 位置 、 组织结 构 、 位错对 于合金力 学性 能 的影 响 。
样过 程 中 由 于 车工 操 作 失误 在 拉 伸 区形 成 一个 凹 区, 且最 终 断裂处 就在此 凹区 内 , 有可 能引起 了应 力
后 , 用腐 蚀液 为浓度 为 0 5 使 . %的 HF溶 液 , 腐蚀 8 s
左右 , 大型卧式 光学 金相 相机上 ( 卡 一4 6 拍摄 在 莱 4)
(. 1 同济 大学 材料 科 学 与工程 学 院 , 海 2 0 9 ; 上 0 0 2 2 上 海 市金属 功 能材料 开发 应用 重 点实 验 室 , . 上海 2 0 9 ) 0 0 2
摘 要 : 通过硬度和拉伸试验 , 分析 A 5 铝合金 的力学性 能与微 观结构 。结 果表 明, 36 表面硬度 受浇 铸位置 的影 响不大 , 而
中 图分 类 号 :G162 ; G l . 文 献 标 识 码 : 文章 编 号 : 0 —01(080 —00 —0 T 4 .1 T l32 5 A 1 1 2120 )4 05 4 0
A5 3 6系 列 铝合 金 是 美 国 于 2 0世 纪 7 0年代 研
表 1 A5 3 6铝 合 金 化 学 成 分
ZL114A铝合金砂型铸件强度和塑性协同提升
管理及其他M anagement and otherZL114A铝合金砂型铸件强度和塑性协同提升何凯城,杨明军,林 翰,邵 军,熬四海,李翔光摘要:ZL114A强度和塑性难以协同提升在很大程度上限制了其应用范围。
本文基于生产实际,对经Sr变质的ZL114A 砂型铸件的微观结构和力学性能进行综合分析,通过合金成分和熔铸工艺优化等手段调控ZL114A合金的微观结构,进而改善合金的综合力学性能。
研究表明:ZL114A合金中添加过量的Sr元素会形成富Sr颗粒,并且由于熔铸过程中Sr的吸气造成合金中形成微观孔洞,而通过对Sr含量、浇注温度以及凝固速率的调控,可以使得铸件的抗拉强度达和断后延伸率分别达到351.7MPa和6.8%,实现强度和塑性的协同提升。
关键词:砂型铸造;热处理;微结构;力学性能;扫描电镜Al-Si系铸造铝合金由于其具有高的比强度、高的比刚度、优异的铸造性能、良好的耐腐蚀性和可焊接性已被广泛应用于航天航空领域以及交通运输领域。
然而Al-Si铸造铝合金缺乏可热处理强化能力,为了改善该系合金的这一性能,通常向合金中添加Mg、Cu等合金化元素。
其中,ZL114A作为一种非常典型的可固溶时效热处理强化Al-Si-Mg合金,其时效析出序列为:过饱和固溶体(Supersaturated Solid Solution, SSSS)→原子团簇(Clusters)→G.P.区→β″(Mg5Al2Si4)→β′(Mg9Si5),U1(Type A,MgAl2Si2),U2(Type B,MgAlSi),B′(Type C,Mg9Al3Si8)→β(Mg2Si)。
该合金通过合适的固溶和时效处理后,会析出数密度很高的纳米尺度β″/β′/Mg2Si析出相,从而使得合金的强度得到了大幅度提升。
但随着产品性能指标的提高,要求ZL114A合金的综合性能特别是塑性达到更高的水准。
通常可通过添加变质剂、调控浇注温度和凝固速率等手段来改善ZL114A合金的综合性能。
T700/3234碳纤维层合板的拉伸疲劳特性分析

2 0 1 3年 l 0月
Ma c h i n e r y De s i g n
&
Ma n u f a c t u r e
T 7 0 0 / 3 2 3 4碳 纤维层合板 的拉伸疲 劳特性分析
李祚军, 张 娟, 王佩艳, 李晓宇
( 西北工业大学 力学与土木建筑学 院, 陕西 西安 7 1 0 1 2 9 )
L I Z u o - j u n , Z HA N G J u a n , WA N G P e i - y a n , L I X i a o - y u
( S c h o o l o f Me c h a n i c s ,C i v i l E n g i n e e r i n g a n d Ar c h i t e c t u r e ,No r t h w e s t e r n P o l y t e c h n i c a l Un i v e r s i t y,S h a n n x i Xi ’ a n 7 1 0 1 2 9,
摘
要: 通过对 T 7 0 0 / 3 2 3 4碳纤维复合材料 层合板进行静 力拉伸 试验和拉 一 拉 疲劳试验 , 得到层合板的拉伸性能 、 疲劳
寿命 和刚度 衰减规律 , 然后 采用数值分析方 法对层合板的拉伸 强度进行预测 , 并对碳纤维层合板 的疲 劳 s — N曲线 以及
疲劳刚度 衰减进行 了研究。结果表 明 : 采用逐渐 累积损伤的数值方法所得到的拉伸强度与试验结果较 为吻合, 根据疲劳 理论拟合得到的 S — N曲线和刚度衰减 曲线很好 地描述 了材料 的疲劳性 能, 为研究 T 7 0 o 碳 纤维层合板的疲劳损伤演化 提供 了重要参考 。 关键词 : 层合板 ; 累积损伤 ; 疲劳寿命 ; 数值方法 中图分类号 : T H1 6 文献标识码 : A 文章编号 : 1 0 0 1 — 3 9 9 7 ( 2 0 1 3 ) 1 0 — 0 0 0 4 — 0 3
mizukami's equation 二次枝晶臂间距 冷却速率

mizukami's equation 二次枝晶臂间距冷却速率mizukami方程是用于描述二次枝晶生长过程中的枝晶臂间距和冷却速率之间的关系的数学模型。
它的提出对于理解和控制二次枝晶生长过程具有重要意义。
本文将一步一步地回答有关mizukami方程、二次枝晶臂间距和冷却速率的问题。
第一步:介绍mizukami方程的背景和意义(300-500字)mizukami方程是由日本科学家mizukami在20世纪70年代提出的,用于描述二次枝晶生长过程中枝晶臂间距和冷却速率之间的关系。
二次枝晶生长是一种各向异性生长现象,它在实际应用中广泛存在,如金属合金凝固、半导体结晶等。
枝晶臂间距对于材料的性能和微结构具有重要影响,因此研究二次枝晶生长过程并控制枝晶臂间距具有重要意义。
mizukami方程提供了一种理论模型,可以根据冷却速率来预测二次枝晶的枝晶臂间距,从而为材料的设计和制备提供了理论指导。
第二步:介绍mizukami方程的表达式和参数(500-1000字)mizukami方程的数学表达式如下:λ= A * (G/υ)^n * (ΔT)^m其中,λ表示枝晶臂间距,A是一个实验常数,G为凝固过程中的自由能梯度,υ为凝固过程中的界面生长速率,ΔT为冷却速率的变化。
n和m均为与材料和条件相关的指数。
mizukami方程中的参数A、n和m可以通过实验测定得到。
对于不同的材料和冷却条件,这些参数的值可能不同。
因此,理解这些参数对mizukami方程的影响是非常重要的。
第三步:解释mizukami方程中的各个参数和变量的物理意义(500-1000字)在mizukami方程中,各个参数和变量具有以下物理意义:1. 枝晶臂间距(λ):它反映了枝晶生长过程中的空间尺度。
较小的臂间距意味着更细小的枝晶结构,而较大的臂间距则意味着更粗大的枝晶结构。
臂间距的大小直接关系到材料的性质和性能。
2. 自由能梯度(G):它衡量了凝固过程中物质的非均匀分布情况。
化工本征安全技术发展路径的思考与探索
化工进展Chemical Industry and Engineering Progress2023 年第 42 卷第 7 期化工本征安全技术发展路径的思考与探索乔旭1,2,张竹修1(1 南京工业大学材料化学工程国家重点实验室,江苏 南京 211816;2 江苏先进生物与化学制造协同创新中心,江苏 南京 210009)摘要:目前我国化工行业安全生产形势严峻。
本文首先阐述了化工本征安全“四原则”的具体含义及其在生产源头和制造过程中降低甚至消除风险时发挥的作用,然后从技术成熟度角度出发,对本征安全“四原则”的落实情况及存在的问题进行了分析,提出重点围绕本征安全“四原则”中的最小化和替代原则对现有化工技术和装备进行提档升级,开发相应的本征安全工艺设备与技术。
在此基础上,探讨了最小化和替代原则的技术路径:通过设计开发泛厘米尺度下的最小化单元设备,积极融合人工智能手段,研发智能化单元集成技术与装备,减少装置内的危化品存量和能量密度,确保生产安全风险可控。
此外,还需要将最小化和替代原则拓展至化工清洁生产中,减少“三废”处置不当造成的安全隐患,实现生产、安全、环保三者之间的统一。
最后列举了两项泛厘米单元智能集成技术在化学品生产和化工废气治理中的应用案例,反映出该类技术的普适性和产业化应用前景。
可以预见,本征安全技术可以从根本上改变“高塔林立、釜罐成群”的化工业态,切实提升化工安全风险防控水平,助力化工产业安全化、高端化、智能化发展。
关键词:本征安全;最小化原则;单元智能集成;泛厘米尺度;绿色化学中图分类号:TQ086 文献标志码:A 文章编号:1000-6613(2023)07-3319-06Consideration and exploration of the development path for inherentsafety of chemical engineeringQIAO Xu 1,2,ZHANG Zhuxiu 1(1 State Key Laboratory of Materials-Oriented Chemical Engineering, Nanjing Tech University, Nanjing 211816, Jiangsu,China; 2 Jiangsu National Synergetic Innovation Centre for Advanced Materials, Nanjing 210009, Jiangsu, China)Abstract: At present, China ’s chemical industry is facing serious challenges in terms of accidents and safety production. This paper firstly explained the specific meaning of the “four principles ” of chemical industry inherent safety and their role in reducing or even eliminating risks at the source of production and in the manufacturing process. Then, from the perspective of technology maturity, the implementation of the “four principles ” of intrinsic safety and the existing problems was analyzed, and upgrade of the existing chemical process equipment and technology was proposed by focusing on the minimization and substitution principle of the “four principles ” of inherent safety. The corresponding inherently safe process equipment and technologies were developed. On this basis, potential technical paths for the implementation of the minimization/substitution principle were explored. The development of intelligent unit integration technology and equipment to reduce the amount of hazardous chemicals and energy观点DOI :10.16085/j.issn.1000-6613.2023-0309收稿日期:2023-03-01;修改稿日期:2023-04-25。