BGA焊接可靠性分析及工艺改进
试论提高BGA焊接可靠性的方法-TCB X

IPC的模板设计指南谈到的一个普遍的关于模板的问题是,开孔设计对印刷性能 的影响。
图一显示锡膏印刷的三个主要性能问题。开孔尺寸[宽(W)和长(L)]与模板金属箔 厚度(T)决定锡膏印刷于PCB的体积。在印刷周期,随着刮刀在模板上走过,锡膏 充满模板的开孔。然后,在电路板/模板分开期间,锡膏释放到板的焊盘上。理 想情况,所有充满开膏从内孔壁释放的能力主要决定于三个因素:模板设计的面积比/宽深比 (aspect ratio)、开孔侧壁的几何形状、和孔壁的光洁度。采用电抛光的工艺和倒 梯形的开孔方式都可以提高脱膜效果。
存在BAG“黑色焊盘”的问题 好 无 有 较好 较好
5——20(金) 1.1-3
无关
改善孔壁的可靠性 是
金存在着脆性的问题 好 无 有 较好
存在金厚度控制的问题 30——100(金) 1.2-1.5
天津市通广集团数字通信有限公司 Tianjin Tong Guang Group Digital Communication Co.Ltd
另外一种方案可以对BGA的四角上的焊球失效有所帮助。我们可以增加四个角上 的BGA的开孔面积,如图所示:
当然采用此方法,对于PAD的设计也要有所改变。
天津市通广集团数字通信有限公司 Tianjin Tong Guang Group Digital Communication Co.Ltd
结束语: 优选的BGA焊点的要求是焊点光滑、圆、边界清晰、无空洞,所有焊点的直径、体 积、灰度和对比度均一样,位置对准,无偏移或扭转,无焊锡球。 在此我们仅讨论了关于BGA焊接可靠性方面的一些改善方法,仅供各位同事参考。
着色探伤检测分析结果: 1 PCB 在化学镀镍/浸金存在问题“黑色焊盘”的现象,这种现象导致镍层浸润性 差,在外力作用下易于产生焊盘脱落。 2 由于焊料的CTE和基体材料的CTE以及热偏差的差异,使距中心较远的焊球 首先失效。(陶瓷CTE大约为6,PCB的CTE大约为16-20)。
bga焊点的缺陷分析与工艺改进(doc11页)
BGA焊點的缺陷分析與工藝改進[摘要]:本文將結合實際工作中的一些體會和經驗,就BGA焊點的接收標準、缺陷表現及可靠性等問題展開論述,特別對有有爭議的一種缺陷洞進行較爲詳細透徹的分析,並提出一些改善BGA焊點質量的工藝改進的建議。
[A bstract] :The acceptable criterions, solder defects and reliability of BGA solder joint are discussed here. Es-pecially a disputed defect behave, void,will be analuzed detailed. Some suggestions of improving BGA soldetjoint quality will be also put forward.BGA器件的應用越來越廣泛,現在很多新産品設計時大量地應用這種器件,由於衆所周知的原因,BGA的焊接後焊點的質量和可靠性如何是令很多設計開發人員、組裝加工人員頗爲頭痛的問題。
由於無法用常規的目視檢查B GA焊點的質量,在調試電路板發現故障時,他們經常會懷疑是BGA的焊接質量問題或BGA本身晶片的原因,那麽究竟什麽樣的BGA焊點是合格的,什麽樣的缺陷會導致焊點失效或引起可靠性問題可靠性問題呢?本文將就BGA焊點的接收標準、缺陷表現及可靠性等問題展開論述,特別對有爭議的一種缺陷空洞進行較爲透徹的分析。
1.BGA簡介BGA是一種球柵陳封裝的器件,它出現於20世紀90年代初,當時由於有引線封裝的器件引腳數越來越多,引線間距越來越小,最小的器件間距已經達到0.3mm(12mil), 這對於組裝來講,無論從可製造性或器件焊接的可靠性都已經達到了極限,出錯的機會也越來越大。
這時一種新型的球柵陣列封裝器件出現了,相對於同樣尺寸的QFP器件,BGA能夠提供多至幾倍的引腳數(對於BGA來講其晶片下面的焊球就相當於引腳)而引腳的間距還比較大,這對於組裝來講是件好事,可以大幅度地提高焊接合格率和一次成功率。
BGA焊点的缺陷分析与工艺改进
BGA焊点的缺陷分析与工艺改进发表日期:2007-06-08 22:52 提交者:admin电子科学研究院电子电路柔性制造中心北京装联电子工程有限公司李民冯志刚[摘要]:本文将结合实际工作中的一些体会和经验,就BGA焊点的接收标准、缺陷表现及可靠性等问题展开论述,特别对有争议的一种缺陷——空洞进行较为详细透彻的分析,并提出一些改善BGA焊点质量的工艺改进的建议。
BGA器件的应用越来越广泛,现在很多新产品设计时大量地应用这种器件,由于众所周知的原因,BGA焊接后焊点的质量和可靠性如何是令很多设计开发人员、组装加工人员颇为头痛的问题。
由于无法用常规的目视检查BGA焊点的质量,在调试电路板发现故障时,他们经常会怀疑是BGA的焊接质量问题或BGA 本身芯片的原因,那么究竟什么样的BGA焊点是合格的,什么样的缺陷会导致焊点失效或引起可靠性问题呢?本文将就BGA焊点的接收标准、缺陷表现及可靠性等问题展开论述,特别对有争议的一种缺陷——空洞进行较为透彻的分析。
1BGA简介BGA是一种球栅陈列封装的器件,它出现于20世纪90年代初,当时由于有引线封装的器件引脚数越来越多,引线间距越来越小,最小的器件间距已经达到0.3mm(12mil),这对于组装来讲,无论从可制造性或器件焊接的可靠性都已经达到了极限,出错的机会也越来越大。
这时一种新型的球栅阵列封装器件出现了,相对于同样尺寸的QFP器件,BGA能够提供多至几倍的引脚数(对于BGA来讲其芯片下面的焊球就相当于引脚),而引脚的间距还比较大,这对于组装来讲是件好事,可以大幅度地提高焊接合格率和一次成功率。
通常塑料封装的PBGA是应用在通信产品和消费产品上最多的一种器件,它的焊球成分是普通的63Sn/37Pb,共晶焊料。
军品上有时应用陶瓷封装的CBGA 器件,它的焊球是一种高温的10 Pb /90 Sn的非共晶焊料。
随着BGA器件的不断发展,在美国和日本都开发出了更小封装的微型BGA,其封装尺寸只比芯片大不超过20%,一般被称作μBGA(microBGA)或CSP,它们的焊球最小已达到0.3mm(12mil),焊球间距最小已达到0.5mm(20mil)。
BGA焊接可靠性分析及工艺改进

科技风2020年8月机械化工DOT10.19392/ki.1671-7341.202024088 BGA焊接可靠性分析及工艺改进李晓明焦超锋任康中国航空工业集团公司西安航空计算技术研究所陕西西安710065摘要:随着电子产品的升级,为了实现电子产品的微型化、网络化和高性能,电子产品的组装技术,需要进一步的发展。
BGA焊接正是在电子产品组装中,发挥了重要的作用。
然而,从实际情况来看,BGA焊接可能从多个方面,造成芯片固定管脚断裂等焊接方面的问题。
本文从影响焊接可靠性因素的方面,进行BGA焊接可靠性的分析,进一步的提出BGA焊接的工艺改进措施,实现焊接质量问题的防范。
关键词:焊接技术;BGA焊接;焊接工艺-、BGA焊接工艺简介BGA焊接,根据焊接封装材料的区别,可以将其划分为塑胶和陶瓷两个类别。
这两个类别分别为PBGA塑胶焊球、CBGA陶瓷焊球,随着技术的发展,目前也有TBGA载带型球阵列焊接。
PBGA的是最为常见的BGA技术,其使用材质为焊锡 球,从成本来看,成本低廉,且焊接容易,在回流焊过程中,焊球能够实现自主的校准,电学性能能够较好的实现。
但是,由于封装采用塑料材质,对于环境中湿气较为敏感,容易受潮。
因此,对气密性要求较高的封装焊接,不适用于PBGA。
同时,焊接前普通元器件,需要在八小时内完成焊接使用,否则受潮后容易导致元器件吸附水分,元器件氧化,导致在焊接过程元器件不能充分清除氧化物,产生虚焊、假焊的缺陷。
二、影响BGA焊接可靠性的因素(1)物料因素。
BGA物料,在焊接过程中岀现实效或焊接不良的情况,就会导致焊接可靠性下降。
例如BGA物料焊锡球脱落,或者焊锡球岀现裂纹等质量问题等。
物料的因素,会导致焊接后的焊点,与芯片元件岀现分离空洞。
(2)环境因素。
如采用PBGA完成焊接,可能由于湿度敏感问题,导致BGA出现失效的情况。
或者,在焊接环境下,静电的出现,也有可能导致出现静电击穿的情况,导致BGA焊接可靠性下降。
球栅阵列BGA封装焊球的力学可靠性分析及预测
复旦大学硕士学位论文球栅阵列BGA封装焊球的力学可靠性分析及预测姓名:祁波申请学位级别:硕士专业:材料物理与化学指导教师:王家楫20070425复日大学1=掌硕』+学位论空区。
整个回流焊时间约7至8分钟。
样品的冷却在常温下进行。
2.4,2SMT后B6A封装样品的检测BGA样品完成SMT后,须进行电学性能测试、X-ray观察等SMT后检测工作,检查样品回流焊的质量,是否有桥接、未对准、开焊、焊球丢失等缺陷,检测合格的样品才能进行下面的可靠性力学试验。
11电学检测用PC9D型数字微欧姆计测量BGA样品的焊球串联电阻值,检验BGA焊点的daisy.chain串联情况,确保BGA焊球都与其对应PCB板焊盘具有良好的电气连接。
2)OM检测并从SMT合格的BGA样品中,选取PbSn、SnAgCu样品各一个作为试验的原始参照样品。
对其进行cross.section分析(见图2.7),观察BGA封装焊点.PCB板间的互连结构、焊料与PCB板Cu焊盘的浸润情况,并对焊点的形状及尺寸进行测量,为后期计算机模拟提供试验参数依据。
图2.7BGA焊点.PCB板间互连结构的OM图(左lglxl00,右1蛩x200)31X—ray透射显微镜检测由于BGA器件的焊球在封装体的下面,回流焊到PCB板后,传统的OM仅能对其外围焊球情况进行观察,要判断BGA内部的焊接质量,就必须使用X-ray透射显徼镜(见图2.8)。
a.良好的焊点对准情况b.部分焊点未对准图2.8BGA封装所有焊点的X-ray图第三章可靠性试验的结果及焊点失效分析染色的焊球样品照片。
图3.3显示了拉断后PCB焊接界面的断口形貌。
图3.236009跌落失效焊球荧光染色照片图3.3拉断后PCB焊接的断口形貌由图中观察到,焊点断口出出现条状的疲劳条纹,同时呈现出被荧光染色剂渗透的结果。
说明BGA焊点与焊盘之间存在缝隙,染色剂才会渗透进去;另一方面拉脱元件时,其脱落位置除了少数为BGA焊盘断裂外,大部分均脱落在BGA焊球与PCB焊盘的界面,这初步说明PCB焊盘的焊接强度不够理想,在一定程度的外界应力作用下会产生裂纹。
BGA不良分析、改善报告
小结
对BGA、PCB、锡膏的来料质量的严格把控,对提升 BGA上线合格率有很大帮助。须确保以下三点:
1.选择高端的有质量保证的供应商; 2.对来料要进行必要的检验,保证上线质量; 3.BGA、PCB板、锡膏来料储存、使用要符合工艺要
求。
返回
2.SMT制程控制
在SMT制程中导致BGA失效的工艺环节和原因 很多,比如ESD、钢网开孔、锡膏印刷、贴片、 回流焊接、炉温板制作等等,要想降低SMT制 程中BGA的失效,需要在多方面进行全面控制。
●浸润阶段 这一阶段助焊剂开始挥发。温度在150℃~ 180℃之间
应保持70~90 秒,以便助焊剂能够充分发挥其作用。
●回流阶段 这一阶段的温度已经超过焊膏的熔点温度,焊膏熔化
成液体,元器件引脚上锡。该阶段中温度在220℃以上 的时间应控制在50 ~ 90 秒之间。如果时间太少或过 长都会造成焊接的质量问题。BGA焊点峰值温度应该 控制在240~250 ℃。 ●冷却阶段 这一阶段焊膏开始凝固,元器件被固定在线路板上。 同样的是降温的速度也不能够过快,一般控制在4℃/ 秒 以下,较理想的降温速度为3℃/秒。由于过快的降 温速度会造成线路板产生冷变形,它会引起BGA焊接 的质量问题,特别是BGA外圈引脚的虚焊。
二、计划&生产管控 1. OSP PCB生产必须于拆封后24小时内完成SMT,生管计划根据SMT的
工时排线,不得超过规定时限。 2. 计划把握进料状况. 料齐后才可以安排上线。 3. BGA一般布置在PCB的B面,先生产完A面后,B面有机防护膜被高温破
坏,所以,计划需要保证生产连续性,要求A面生产后,B面生产时间 间隔不超过24小时。 4. OSP工艺PCB一般不要烘烤;如果回潮必须要烘烤,条件:100℃,4h。 5. 生产时不能一次拆很多包,使用完一包再拆一包; 6. 禁止裸手接触PCB板内元件焊盘。 7. 拆包前检查包装是否破裂,确认PCB焊盘是否变色,如果变形,需要 退回仓库,待供应商重工处理。
BGA不良分析改善报告

二、计划&生产管控 1. OSP PCB生产必须于拆封后24小时内完成SMT,生管计划根据SMT的
工时排线,不得超过规定时限。 2. 计划把握进料状况. 料齐后才可以安排上线。 3. BGA一般布置在PCB的B面,先生产完A面后,B面有机防护膜被高温破
坏,所以,计划需要保证生产连续性,要求A面生产后,B面生产时间 间隔不超过24小时。 4. OSP工艺PCB一般不要烘烤;如果回潮必须要烘烤,条件:100℃,4h。 5. 生产时不能一次拆很多包,使用完一包再拆一包; 6. 禁止裸手接触PCB板内元件焊盘。 7. 拆包前检查包装是否破裂,确认PCB焊盘是否变色,如果变形,需要 退回仓库,待供应商重工处理。
本文主要针对BGA失效原因及质量提升方法进行分析,并提供相 应失效原因的解决办法,为提高含BGA元件PCBA合格率提供技 术参考。希望能为公司当前在生产制造含BGA产品中遇到的问题, 提供帮助。
BGA有不同类型,不同类型的BGA有不同的特点,只有 深入了解不同类型BGA的优缺点,才能更好地制定满 足BGA制程要求的工艺,才能更好地实现BGA的良好装 配,降低BGA的制程成本。
目前含BGA的PCB板采用的工艺形式较多是 OSP(有机保焊剂)和 ENIG(化镍金)。我 公司产品对两种工艺的PCB都有使用。
两种不同工艺的PCB,因为其本身的工艺特 点,使用不当,会导致不同方式的失效。有 必要分别予以详细介绍。
业界对含BGA PCB工艺选用情况:
8
7
6
5 Percentage of Voids
左图是ENIG工艺PCB焊盘NI层 存在裂纹,当有裂纹存在时, 镍层的表面致密性差,后续浸 金工艺中的酸液容易残留其中, 致使NI层腐蚀氧化,导致焊盘 的可焊性不好。由于焊盘的可 焊性较差才导致焊盘与焊料之 间润湿不良,不能形成良好的 金属间化合物层。出现:“黑 焊盘”、不浸润等不良现象。
BGA焊点可靠性研究综述
BGA焊点可靠性研究综述Review of Reliability of BGA Solder Joints陈丽丽,李思阳,赵金林(北京航空航天大学,北京100191)Chen Li-li,Li Si-yang,Zhao J in-lin(College of Reliability and System Engineering,Beihang University,Beijing100191)摘要:随着集成电路封装技术的发展,BGA封装得到了广泛应用,而其焊点可靠性是现代电子封装技术的重要课题。
该文介绍了BGA焊点可靠性分析的主要方法,同时对影响焊点可靠性的各因素进行综合分析。
并对BGA焊点可靠性发展的前景进行了初步展望。
关键词:有限元;焊点;可靠性;BGA中图分类号:TN305.94文献标识码:A文章编号:1003-0107(2012)09-0022-06 Abstract:With the development of IC packaging technology,BGA is widely used,the reliability of its sol-der joints has became an important subject of modern electronic packaging technology.In this paper,a common method to analysis the reliability of BGA solder joints is introduced,various parameters which were displayed and the factors of influence on the solder joints,reliability were analyzed simultaneity. Based on above,we have an expectation of development foreground of the reliability of BGA solder joints.Key w ords:finite element;solder joint;reliability;BGACLC num ber:TN305.94Docum ent code:A Article ID:1003-0107(2012)09-0022-060引言近年来,高功能,高密度,高集成化的BGA封装技术成为主流的封装形式,其焊点可靠性是现代电子封装技术的重要课题。
金属封装BGA(CCGA)器件焊接工艺优化研究
Abstract: After a large number of process tests and product verification, this paper solves the problem of welding yield
and reliability of plastic BGA devices. With the application of metal package BGA (CCGA), the problem of metal BGA
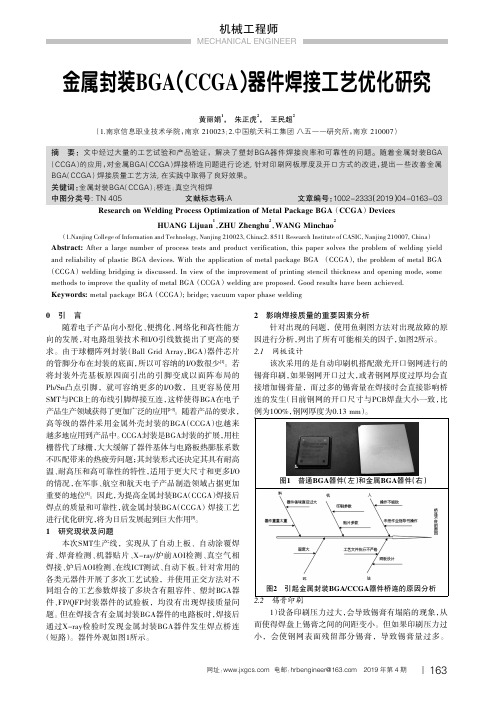
图1 普通BGA器件(左)和金属BGA器件(右)
图2 引起金属封装BGA/CCGA器件桥连的原因分析 2.2 锡膏印刷
1)设备印刷压力过大,会导致锡膏有塌陷的现象,从 而使得焊盘上锡膏之间的间距变小。但如果印刷压力过 小,会使钢网表面残留部分锡膏,导致锡膏量过多。
网址: 电邮:hrbengineer@ 圆园员9 年第 4 期
机械工程师
MECHANICAL ENGINEER
金属封装BGA(CCGA)器件焊接工艺优化研究
1
2
2
黄丽娟 , 朱正虎 , 王民超
(1.南京信息职业技术学院,南京 210023;2.中国航天科工集团 八五一一研究所,南京 210007)
摘 要:文中经过大量的工艺试验和产品验证,解决了塑封BGA器件焊接良率和可靠性的问题。随着金属封装BGA
Keywords: metal package BGA(CCGA); bridge; vacuum vapor phase welding
0引言 随着电子产品向小型化、便携化、网络化和高性能方
向的发展,对电路组装技术和I/O引线数提出了更高的要 求。由于球栅阵列封装(Ball Grid Array,BGA)器件芯片 的管脚分布在封装的底面,所以可容纳的I/O数很少[1]。若 将封装外壳基板原四面引出的引脚变成以面阵布局的 Pb/Sn凸点引脚,就可容纳更多的I/O数,且更容易使用 SMT与PCB上的布线引脚焊接互连,这样使得BGA在电子 产品生产领域获得了更加广泛的应用[2-3]。随着产品的要求, 高 等级 的 器 件采 用 金 属 外 壳 封 装 的 BGA(CCGA)也 越 来 越多地应用到产品中。CCGA封装是BGA封装的扩展,用柱 栅替代了球栅,大大缓解了器件基体与电路板热膨胀系数 不匹配带来的热疲劳问题;其封装形式还决定其具有耐高 温、耐高压和高可靠性的特性,适用于更大尺寸和更多I/O 的情况,在军事、航空和航天电子产品制造领域占据更加 重要的地位[4]。因此,为提高金属封装BGA(CCGA)焊接后 焊点的质量和可靠性,就金属封装BGA(CCGA)焊接工艺 进行优化研究,将为日后发展起到巨大作用[5]。 1 研究现状及问题
关于BGA封装焊点可靠性及疲劳寿命的探讨

2019.02理论与算法关于BGA封装焊点可靠性及疲劳寿命的探讨高军(上海民航职业技术学院,上海,2〇〇232 )摘要:随着高密度电子技术的不断发展,BGA逐渐成为高I/O、多功能、高性能、高密度封装的最优选择。
基于此,本文首 先简单介绍了 BGA封装,其次,从BGA焊接材料、BGA焊接性能、BGA焊接温度等方面论述了 BGA封装焊点的可靠性,最后,从预测焊点疲劳寿命的方法、封装尺寸对疲劳寿命的影响、疲劳寿命常数的估计、Sn/P b焊点振动下的疲劳寿命等方面 入手,详细的探讨了 BGA封装焊点的疲劳寿命。
关键词:BGA封装焊点;可靠性;疲劳寿命Discussion on Reliability and Fatigue Life of BGA Packaging Solder JointGao Jun(Shanghai Civil Aviation College,Shanghai,200232)Abstract:With the continuous development of high density electronic technology,BGA has gradually become the best choice for high I/O,multi-function,high performance and high density packaging.Based on this,firstly,the BGA package is introduced briefly.Secondly,the reliability of BGA package solder joints is discussed from the aspects of BGA welding materials,BGA welding performance and BGA welding temperature.Finally,the methods of predicting the fatigue life of solder joints,the influence of package size on fatigue life,the estimation of fatigue life constant and the vibration of Sn/Pb solder joints are discussed.The fatigue life of BGA solder joints is discussed in detail from the aspects of fatigue life.K e y w o r d s:BGA package solder joint;reliability;fatigue life1BGA封装随着现代微米技术、设备技术以及集成技术的广泛应用,芯片集成度也随之不断提高,这使得I/O引脚需求大幅度 增加,且相应的功耗也越来越大,对集成电路进行封装的要 求也更高。
BGA焊点可靠性测试和失效分析1
焊盘效果
物料代购
焊盘设计-SMD :
优点: 较强的附着力,较大的剥离强度 较好的热传递 适合多次重工,返修 返修过程中,外力冲击不容易掉焊盘 Solder Mask Defined Solder ball 缺点: 影响于阻焊膜较差的尺寸精度 阻焊油开窗偏离焊盘中心 PC board Solder mask Cu Pad
1. 良好BGA焊点对PCB焊盘设计要求:
焊盘的设计: SMD --- Solder Mask Defined NSMD---Non Solder Mask Defined
SMD
焊盘效果
NSMD
全球最大的高速PCB设计中心 | 国内首家SMT快件厂商
焊盘外观
PCB设计 PCB制板 SMT加工
全球最大的高速PCB设计中心 | 国内首家SMT快件厂商
PCB设计
PCB制板
SMT加工
物料代购
PCB 制板不良典型案例:
全球最大的高速PCB设计中心 | 国内首家SMT快件厂商
PCB设计
PCB制板
SMT加工
物料代购
来料检查:
阻焊窗未开好
焊盘氧化
BGA回流焊接工艺控制及温度监测
光学显微镜下对BGA焊点检查和判定
对BGA焊点典型的可靠性测试及失效分析
PBGA焊点缺陷鱼骨图分析
确保焊点长期可靠性,对BGA底部胶水填充处理,及三防处理。
全球最大的高速PCB设计中心 | 国内首家SMT快件厂商
PCB设计
PCB制板
SMT加工
物料代购
全球最大的高速PCB设计中心 | 国内首家SMT快件厂商
bga焊点的缺陷分析与工艺改进(doc11页)
BGA焊點的缺陷分析與工藝改進[摘要]:本文將結合實際工作中的一些體會和經驗,就BGA焊點的接收標準、缺陷表現及可靠性等問題展開論述,特別對有有爭議的一種缺陷洞進行較爲詳細透徹的分析,並提出一些改善BGA焊點質量的工藝改進的建議。
[A bstract] :The acceptable criterions, solder defects and reliability of BGA solder joint are discussed here. Es-pecially a disputed defect behave, void,will be analuzed detailed. Some suggestions of improving BGA soldetjoint quality will be also put forward.BGA器件的應用越來越廣泛,現在很多新産品設計時大量地應用這種器件,由於衆所周知的原因,BGA的焊接後焊點的質量和可靠性如何是令很多設計開發人員、組裝加工人員頗爲頭痛的問題。
由於無法用常規的目視檢查B GA焊點的質量,在調試電路板發現故障時,他們經常會懷疑是BGA的焊接質量問題或BGA本身晶片的原因,那麽究竟什麽樣的BGA焊點是合格的,什麽樣的缺陷會導致焊點失效或引起可靠性問題可靠性問題呢?本文將就BGA焊點的接收標準、缺陷表現及可靠性等問題展開論述,特別對有爭議的一種缺陷空洞進行較爲透徹的分析。
1.BGA簡介BGA是一種球柵陳封裝的器件,它出現於20世紀90年代初,當時由於有引線封裝的器件引腳數越來越多,引線間距越來越小,最小的器件間距已經達到0.3mm(12mil), 這對於組裝來講,無論從可製造性或器件焊接的可靠性都已經達到了極限,出錯的機會也越來越大。
這時一種新型的球柵陣列封裝器件出現了,相對於同樣尺寸的QFP器件,BGA能夠提供多至幾倍的引腳數(對於BGA來講其晶片下面的焊球就相當於引腳)而引腳的間距還比較大,這對於組裝來講是件好事,可以大幅度地提高焊接合格率和一次成功率。
BGA焊接分析报告

(3) CCGA:CCGA是CBGA尺寸大于32*32mm时的另一种形式,不同之处在于采用焊料柱代替焊料球。焊料柱采用共晶焊料连 接或直接浇注式固定在陶瓷底部。 优缺点与CCGA大体相同,不同在于焊料柱能够承受CTE不同所产生的应力,能够应用在大尺寸封装。
泡和损坏不良。 --铜箔的粘合强度。 --弯曲强度要达到25kg/mm以上。 --电性能要求。 --对清洁剂的反应,在液体中浸渍5分钟,表面不产生任何不良,并有良好的冲载性。
(2)表面贴装元件具备的条件:
--元件的形状适合于自动化表面贴装 --尺寸,形状在标准化后具有互换性 --有良好的尺寸精度 --适应于流水或非流水作业 --有一定的机械强度 --可承受有机溶液的洗涤 --可执行零散包装又适应编带包装 --耐焊耐热应符合相应的规定
(2)保温区:指从120度升温至160度的区域,使PCB上各元件的温度趋于均匀。
要点---保证在达到再流温度之前焊料能够完全干燥。到保温区结束时,焊盘、锡膏球及元件引脚 上的氧化物被除去。过程约60-120秒,视焊料性质有所差异。
(3)回流区:本区加热温度设置得最高,峰值温度根据所用锡膏的不同而有差异。
要点---降温速率一般为-4度/sec,冷却至75度左右即可。
回流焊接视图
回流焊接视图
焊接流程视图
6、清洗
作用:将组装好的pcb上对人体有害的焊接残留物除去。 设备:清洗机。
7、检测
BGA焊点失效因素及改善

BGA焊点失效与承垫坑裂由于无铅焊接的强热造成板材树脂已处于α2软弱的橡胶态,再加上BGA封装载板顶部内硅晶片的CTE只有3-4Pppm/℃,且在强热中载板本身XY的CTE达15ppm/℃之际,其两者之差异会迫使BGA载板会发生凹形上翘(Concave Warpage)。
于是此种BGA四个角落向上的拉力,经常会酿成不同的灾难,也就是垂直拉拔中会呈现不同的失效模式(Failure Mode):图10 大型BGA无铅回焊的强热中,其载板(Substrate在XY之CTE约14-15ppm/℃)将因矽芯片的CTE太小(3-4ppm/℃)而呈现上凹现象。
此时会将外线的有铅锡球拉而消除其应力,无铅球则因刚性较大而容易出现断头或断脚的危机(注意此图为室温回复后的外观)。
图12 左图为强热中已发生的坑裂,但于降温后又使得基材回缩到原状,然而却出现无法愈合的开裂情形,右图为红墨水试验后所见到的铜垫上附着的基材,也就是坑裂最明显的证明。
所幸BGA于无铅焊接中均未出现上述故障者,则刚性较明显与硬度较大的无铅锡球,当强热使载板朝上用力扯拉中,会直接将力量传达给球脚的顶部与底部而发生断头与断脚,甚至有可能将PCB承垫底部的树脂连根拔起斜向拉裂。
事实上事后用红墨水试验法(Dye and Pry)即可判断其等板材是否有裂缝存在。
图14 左图说明无铅回焊之上风温比下风温高出50℃中,另将使得PCB呈现隆起现象,也更造成了BGA角球被拉长扯裂的应力。
右图说明板面所贴装较大型之电容器时,由于其CTE与PCB的CTE相差很大,且在α2板材变软下,其拉扯的应力,也经常会将板材斜向局部拉裂。
改善行动全新定义的“承垫坑裂”(Pad Crater)是2006年3月由Intel论坛的一位Gary Shade首先提出,之后Intel另一位Gary Long又于2006年10月深圳所举办的IPC/CPCA论坛中再度加以陈述,并组织了业界共同研究的单位,其中IT知名大厂Intel、Cisco、Jabil、Sun、IBM、Foxconn(鸿海)、Dell、Lenovo(联想)、Merix、Apple、Isola、Celestica、Henkel、Dage均已参与,该WG之工作目标将锁定在:至于目前可行性的实际改善办法约有:1. 取消大型BGA四个角落的各三颗球脚,或布置无功能的假球脚与假承垫。
BGA不良分析、改善报告

B.器件的放置
BGA的准确贴放很大程度上取决于贴片机的精确度, 以及镜像识别系统的识别能力。SIEMENS设备均能满 足要求,唯一要确保设备状态稳定,使用feeder、吸 嘴正常,无抛料现象。
有可能某个焊球在Z方向上略小于其他焊球。为了保证 焊接的良好性,使BGA器件在安放时其焊球能够与焊 膏充分接触。减少BGA某个引脚空焊的现象。通常可 以将BGA的器件高度减去0.1~0.2mm。
二、计划&生产管控
1.
OSP PCB生产必须于拆封后24小时内完成SMT,生管计划根据SMT的 工时排线,不得超过规定时限。
计划把握进料状况. 料齐后才可以安排上线。 BGA一般布置在PCB的B面,先生产完A面后,B面有机防护膜被高温破 坏,所以,计划需要保证生产连续性,要求A面生产后,B面生产时间 间隔不超过24小时。 OSP工艺PCB一般不要烘烤;如果回潮必须要烘烤,条件:100℃,4h。 生产时不能一次拆很多包,使用完一包再拆一包; 禁止裸手接触PCB板内元件焊盘。
2、CBGA(CERAMIC BGA)陶瓷封装BGA 其优点是: ①封装组件的可靠性高。 ②共面性好,焊点形成容易,但焊点不平行度交差。 ③对湿气不敏感。 ④封装密度高。 其缺点是: ①由于热膨胀系数不同,和环氧板的热匹配差,焊点 疲劳是主要的失效形式。 ②焊球在封装体边缘对准困难。 ③封装成本高。
a.BGA来料质量控制
BGA机器本身的失效或不良是导致焊接 不良的一个潜在危害。 右图是未焊接使用的BGA图片,焊球内 部存在裂缝缺陷。这种裂缝将可能引起 焊球与BGA本体PCB之间形成假焊。 这种问题,在不良分析中往往容易忽视, 或找不出不良原因。 来料检验部门有必要对来料进行抽样, 在显微镜下检验确认。
BGA焊接品质分析_改善

BGA CRACK分析
➢BGA CRACK分析之一
斷裂界面發生 在IMC層
樹枝狀晶粒 突出表面
斷裂界面
BGA CRACK分析
➢BGA CRACK分析之二
Cu
NI IMC
Solder
IMC 晶粒粗大
BGA CRACK分析
➢BGA CRACK分析之三
斷裂處情形
Breaking interface
Solder ball
結論: 波峰焊制程影響IMC層晶粒大小及品質
BGA CRACK分析
➢BGA CRACK分析之五
160oC
170oC
180oC
190oC
PCB PAD易裂 PCB PAD有凹陷 BGA PAD有凹陷 IMC層強度較弱
BGA PAD焊錫性減 弱並IMC強度減弱
BGA焊接品質良好
試驗結果表明:
在波峰焊制程中, BGA錫球溫 度峰值在160OC以下時不影響 錫球焊接品質!!!!
slope <3ºC/sec
40-90 seconds
slope <3ºC/sec
實際:
升溫斜率<2OC
均溫時間:72秒
OK
PEAK值: 215OC
降溫斜率:<3OC
PROCESS CHECK
➢ICT FVS STRAIN GAGE
測試結果<450u 業界標准<500u
OK
CALL 供應商INTEL 工程人員來 廠處理,無結果!!!
PROCESS CHECK
➢REFLOW PROFILE
Typical Oven Reflow Profile
peak temp. 205-225 deg C target 218 deg C
埋入式BGA焊点可靠性和信号完整性优化
焊接学报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.40(2):116 − 122 February 2019
埋入式 BGA 焊ቤተ መጻሕፍቲ ባይዱ可靠性和信号完整性优化
路良坤1, 黄春跃1, 黄根信1, 梁 颖2, 李天明3
1 埋入式微尺度 BGA 焊点有限元分析
1.1 BGA 焊点的有限元分析模型 参考埋入式微尺度 BGA 焊点封装结构,建立
第2期
路良坤,等:埋入式 BGA 焊点可靠性和信号完整性优化
117
了埋入式微尺度 BGA 焊点热循环加载有限元分析 模型如图 1 所示. 为了确保 BGA 焊点模型在形态 上的准确性,图 1 中所示的 BGA 焊点是通过采用 基于最小能量原理的 Surface Evolver 软件对焊点 形态进行预测之后,得到焊点几何形态参数,将得 到的参数在有限元分析软件 ANSYS 中建模所得. 模型中 BGA 焊点为 8 × 8 全阵列,共 64 个焊点,焊 球间距为 0.3 mm,焊球最大径向尺寸为 0.1 mm, 焊点高度为 0.08 mm,焊盘直径为 0.07 mm,芯片 尺寸为 4 mm × 4 mm × 0.37 mm, PCB 尺寸为 10 mm × 10 mm × 0.8 mm. 有限元网格划分时 BGA 焊点使 用 VISCO107 粘 塑 性 实 体 单 元 , 其 它 结 构 使 用 SOLID45 实体单元,整个模型网格划分后单元数为 162 814 个. 模型各部分使用的材料参数如表 1 所示.
(1. 桂林电子科技大学 机电工程学院,桂林 541004;2. 成都航空职业技术学院 电子工程系,成都 610021; 3. 桂林航天工业学院 汽车与动力工程系,桂林 541004)
PCB焊点失效以及无铅BGA返修工艺分析分解
PCB焊点失效以及无铅BGA返修工艺分析摘要:以实际工作经验和测试为基础,就 BGA 焊点缺陷表现、形成原因及检测方法等问题展开论述。
通过典型案例对焊接中出现的裂纹形成原因进行了分析和归纳,并对改善 BGA 焊点质量提出了一些建议。
随着高密度电子组装的发展,BGA的面积越来越大,引脚数不断增加,广泛地应用到PCB的组装中,从而对电子组装工艺提出了更高的要求,特别是对于无铅BGA的返修。
因为BGA返修台是一个相对开放的系统,而且无铅焊接需更高的温度,因此需要更高的工艺要求才能保证BGA的返修质量。
从无铅焊接工艺和BGA返修台结构的角度,介绍了一种适用于BGA返修的方法。
关键词:BGA;回流焊接;无铅焊接;返修Analysis of PCB solder joint failure and lead-free BGArework processZHAO Shuai-feng(Guilin University of Electronic Technology, Electromechanical engineering college, Guilin)Abstract:Based on the production and testing experience, the BGA solder joint defects , their causes of detection methods were discussed.Typical cases were analyzed and summarized for the causes of BGA solder joint void and head-in-pillow (HIP). The suggestions were given to improve the performance of BGA solder joint.During high-density electronic assembly developmen, The BGA is used in PCB assembly widely which area is more and more large and solderballs are increased continuously. Electronic assembly process ismore strictly than ever to assure the BGA soldering quality, especially lead free BGA rework process. Because BGA rework is a relative open system and lead free soldering need higher temperature. Introduce an adaptway of lead free BGA rework by lead free soldering process and BGA rework instru-ment structure.Key words: BGA;reflow soldering;Lead free soldering;Rework1 PCB焊点失效分析1.1 PCB焊点失效分析发展背景随着电子产品向小型化、便携化、网络化和高性能方向的发展,对电路组装技术和 I/O 引线数提出了更高的要求,芯片的体积越来越小,芯片的管脚越来越多,给生产和返修带来了困难。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BGA焊接可靠性分析及工艺改进
作者:李晓明焦超锋任康
来源:《科技风》2020年第24期
摘要:随着电子产品的升级,为了实现电子产品的微型化、网络化和高性能,电子产品的组装技术,需要进一步的发展。
BGA焊接正是在电子产品组装中,发挥了重要的作用。
然而,从实际情况来看,BGA焊接可能從多个方面,造成芯片固定管脚断裂等焊接方面的问题。
本文从影响焊接可靠性因素的方面,进行BGA焊接可靠性的分析,进一步的提出BGA焊接的工艺改进措施,实现焊接质量问题的防范。
关键词:焊接技术;BGA焊接;焊接工艺
一、BGA焊接工艺简介
BGA焊接,根据焊接封装材料的区别,可以将其划分为塑胶和陶瓷两个类别。
这两个类别分别为PBGA塑胶焊球、CBGA陶瓷焊球,随着技术的发展,目前也有TBGA载带型球阵列焊接。
PBGA的是最为常见的BGA技术,其使用材质为焊锡球,从成本来看,成本低廉,且焊接容易,在回流焊过程中,焊球能够实现自主的校准,电学性能能够较好的实现。
但是,由于封装采用塑料材质,对于环境中湿气较为敏感,容易受潮。
因此,对气密性要求较高的封装焊接,不适用于PBGA。
同时,焊接前普通元器件,需要在八小时内完成焊接使用,否则受潮后容易导致元器件吸附水分,元器件氧化,导致在焊接过程元器件不能充分清除氧化物,产生虚焊、假焊的缺陷。
二、影响BGA焊接可靠性的因素
(1)物料因素。
BGA物料,在焊接过程中出现实效或焊接不良的情况,就会导致焊接可靠性下降。
例如BGA物料焊锡球脱落,或者焊锡球出现裂纹等质量问题等。
物料的因素,会导致焊接后的焊点,与芯片元件出现分离空洞。
(2)环境因素。
如采用PBGA完成焊接,可能由于湿度敏感问题,导致BGA出现失效的情况。
或者,在焊接环境下,静电的出现,也有可能导致出现静电击穿的情况,导致BGA 焊接可靠性下降。
(3)元件因素。
BGA焊接的PCB印制电路板,需要在焊接前保证真空包装。
如果出现包装破损以及包装处于超期状态,则需要对元件进行返工,不能继续使用。
同时PCB元件拆包之后,要在48小时内完成焊接组装。
任何元件未彻底的检查、退膜不净、返修未烘板等问题,都可能造成焊盘变黑,印刷电路板铜箔表面处理有机保焊膜的颜色异常,影响焊接上锡性。
(4)表面组装工艺因素。
在PCB基础上进行加工的表面组装技术,由于操作过程中的多种原因,影响焊接可靠性。
例如生产炉温较低,引发焊接接触不良;焊接返修工作检查不足,返修工作未以此完成;BGA区域过孔没有塞好,丝印焊膏在焊接中,焊膏偏移引发锡珠掉入孔内,造成组件短路;准确度和用量,都会影响焊接可靠性;锡膏使用没有按照操作时间要求完成,同时搅拌不足,使用不均匀的锡膏,或者保存不当的锡膏,同样会引发焊接空洞问题。
三、BGA焊接的工艺改进措施
(1)物料管控。
按照BGA物料管控制度,进行严格的管控,同时完成物料检验。
对于未拆封物料,进行储存温度和湿度的控制,同时标明已拆封物料的时间。
物料存储,要采用BGA物料专用的防潮柜,确保存储温度和湿度的稳定。
对于已经拆封,但是暂时不使用的BGA物料,要重新进行真空包装。
尤其需要关注的是焊膏的管控。
焊膏的颗粒会影响BGA的焊脚,因此,一是要保证焊膏的选择,二是要控制焊膏的存储。
焊膏选择要结合BGA焊接的焊脚微小程度,确保低于45mm。
焊膏存储需要在冷藏恒温环境存储,温度要在3℃~10℃之间,使用时,要在室温下回温6小时。
另外,焊膏使用前要完成搅拌,搅拌转速要达到1000转到1200转每分钟,搅拌3分钟,确保锡膏状态为流动状,拿起搅拌刀时,缓慢的下落,并呈现线状为宜。
(2)环境控制。
对于环境的控制是BGA焊接工艺中,最为基础的工艺改进部分。
主要包括静电防护,温度控制和湿度控制。
静电防护是指焊接生产工序中,每一个工序环节,工作人员都要对元件、物料和组件等完成防静电的措施。
温度控制,要确保焊接环境温度在18℃~30℃之间。
湿度控制,要保证焊接环境湿度在30%~60%之间。
(3)元件管理。
对电路板、芯片进行焊接前的预热,确保去除潮气的焊接影响。
PBGA 在焊接前,采用烘烤的方式,去除潮气。
烘烤温度100℃,时间在6到8小时之间。
对于焊盘、印制电路板等元件,进行焊接前的检查和清洁,对于残留的助焊剂、焊膏、保焊膜进行严格的清理。
(4)组装工艺改进。
对于回流焊接的温度,进行温度控制。
在预热、保温、回流、冷却等各个阶段,进行温度的调整。
针对具体回流炉的温度设定条件以及不同锡膏的特性,完成温度的控制。
贴片组装过程中,准确的对应芯片上的焊点和孔位,保证锡珠的对应位置准确,不发生偏移。
保证丝印焊膏的焊接准确性。
焊膏黏度和焊接量都保证精确的控制,确保融化后不连焊,不空洞,不错位。
四、结语
BGA焊接的焊接可靠性,是关系到电子产品质量的重要构成和工艺基础。
因此,通过对影响BGA可靠性的因素进行分析,能够进一步的完成焊接过程中的工艺改进措施,减少返修情况,实现产品质量的提升。
参考文献:
[1]王旭艳,徐仁春,刘刚.Anand本构方程在焊点可靠性研究中的应用[J].电焊机,2012,42(12):66-69.
[2]杨根林.SMT电子组件及焊点的失效判定与切片金相分析[J].现代表面贴装资讯,2011(6):41-49.
[3]李龙,冯瑞,赵淑红.有铅焊膏和无铅BGA混装焊点的可靠性探索[J].电子工艺技术,2018,39(2):88-91.。