常用电镀所需的电压及电流密度
电镀加工中电流密度对镀层质量的影响研究
电镀加工中电流密度对镀层质量的影响研究电镀加工是一种常见的金属表面处理技术,它可以为金属制品提供保护,改善其物理和化学性质,并增加其外观质量。
而电流密度作为电镀过程中的关键参数,直接影响着镀层的质量。
本文将探讨电流密度对镀层质量的影响,并提出一些改进措施。
首先,电流密度对镀层的厚度和均匀性有着重要影响。
在电镀过程中,电流密度的不均匀分布会导致镀层在金属基材上出现厚度不一致的现象。
实验表明,较高的电流密度可加速镀层的形成,但也容易造成镀层表面的气泡和裂纹。
因此,为了获得均匀且具有一定厚度的镀层,需要合理调节电流密度,使其在整个电镀过程中保持稳定。
其次,电流密度还会对镀层的结晶度和晶粒尺寸产生影响。
一般来说,较高的电流密度会使镀层的结晶度增加,晶粒尺寸减小,从而提高镀层的硬度和耐磨性。
然而,如果电流密度过高,会导致镀层的内应力增大,甚至出现开裂的情况。
因此,在电镀加工中需要权衡电流密度对结晶度和晶粒尺寸的影响,选择适当的电流密度以获得良好的镀层质量。
此外,电流密度对镀层的成分和成分分布也有重要影响。
电流密度的改变可以影响金属离子的还原速率和沉积速度,进而影响镀层的成分。
例如,在电镀过程中,较高的电流密度会促使镀液中的杂质离子较快地还原和沉积,从而导致镀层中杂质含量的增加。
因此,为了获得纯净的镀层,有效控制电流密度是非常重要的。
为了提高电镀加工中镀层质量的一致性和稳定性,一些改进措施可以考虑。
首先,优化电镀液的成分和配方,以提高金属离子的还原速率和沉积速度,从而降低电流密度对镀层成分的影响。
其次,采用电流密度梯度法进行电镀,即在电镀过程中逐渐调节电流密度,可以减少镀层厚度和成分的不均匀性。
此外,使用辅助电极、搅拌设备等辅助手段也可以改善电镀过程中的电流密度分布,从而提高镀层质量。
总之,电流密度作为电镀加工中的关键参数,对镀层的质量有着重要影响。
通过合理调节电流密度,可以实现镀层厚度的均匀性,改善镀层的结晶度和晶粒尺寸,控制镀层的成分和成分分布。
常用电镀所需的电压及电流密度

-5~10
0.5~5
100
开始电压8V~12V
22
铝铬酸阳极氧化
酸性
30~40
0.5~2.5
50
23
黑色金属电解抛光
酸性
50~100
20~100
6~8
24
不锈钢电化学着色
酸性
室温
0.15~0.3
2~4
25
铜及铜合金电解抛光
酸性
室温
6~10
3~5
26
铜及铜合金电化学氧化
碱性
80~100
0.5~5
2~6
酸性
室温
1~4
4~5
15
氰化镀银
氰化物
室温
0.3~0.8
2~3
16
氰化镀金
氰化物
室温
0.05~0.1
2~3
17
氰化镀黄铜
氰化物
室温
0.3~1.5
2~3
18
氰化镀青铜
氰化物
40~55
1~2.5
3~5
19
镀铅锡合金
酸性
室温
1~2
6~8
20
铝硫酸阳极氧化
酸性
15~25
0.8~2.5
15~25
21
铝硫酸硬阳极氧化
酸性
室温
3~8
5~6
34
电解退镍
酸性
室温
2~10
2~6
35
电解退锡、退铅
碱性
80~90/室温
1~5
5ห้องสมุดไป่ตู้6
常用电镀所需的电压及电流密度
序号
处理种类
溶液性质
工作规范
常用电镀所需的电压及电流密度

处理种类
溶液性质
工作规范
槽上电压/V
备注
溶液温度/℃
电流密度/A·dm-2
1
装饰性光亮镀铬
酸性
40~55
10~20
9~10
需要换极
2
镀硬铬
酸性
55~65
40~70
9~10
需要换极
3
镀乳白铬
酸性
70~72
25~30
9~10
需要换极
4
镀黑铬
酸性
20~45
20~30
9~10
需要换极
5
镀镍
酸性
20~35
酸性
50~100
20~100
6~8
24
不锈钢电化学着色
酸性
室温
~
2~4
25
铜及铜合金电解抛光
酸性
室温
6~10
3~5
26
铜及铜合金电化学氧化
碱性
80~100
~5
2~6
27
镍电解抛光
酸性
35~60
30~50
12~18
28
铝电解抛光
酸性
70~90
20~50
12~20
29
电解去油
碱性
70~90
3~10
9~10
室温
~
2~3
16
氰化镀金
氰化物
室温
~
2~3
17
氰化镀黄铜
氰化物
室温
~
2~3
18
氰化镀青铜
氰化物
40~55
1~
3~5
19
镀铅锡合金
酸性
室温
电镀公式及计算实例
电镀公式及计算实例
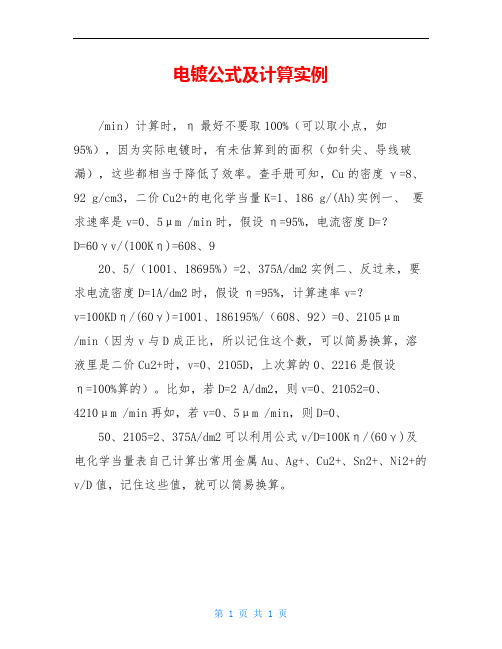
/min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8、92 g/cm3,二价Cu2+的电化学当量K=1、186 g/(Ah)实例一、要求速率是v=0、5μm /min时,假设η=95%,电流密度D=?
D=60γv/(100Kη)=608、9
20、5/(1001、18695%)=2、375A/dm2实例二、反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?
v=100KDη/(60γ)=1001、186195%/(608、92)=0、2105μm
/min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0、2105D,上次算的0、2216是假设
η=100%算的)。
比如,若D=2 A/dm2,则v=0、21052=0、
4210μm /min再如,若v=0、5μm /min,则D=0、
50、2105=2、375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
第 1 页共 1 页。
电镀常用的计算方法

电镀常用的计算方法在电镀过程中,涉及到很多参数的计算如电镀的厚度、电镀时间、电流密度、电流效率的计算。
当然电镀面积计算也是非常重要的,为了能确保印制电路板表面与孔内镀层的均匀性和一致性,必须比较精确的计算所有的被镀面积。
目前所采用的面积积分仪(对底片的板面积进行计算)和计算机计算软件的开发,使印制电路板表面与孔内面积更加精确。
但有时还必须采用手工计算方法,下例公式就用得上。
1.镀层厚度的计算公式:(厚度代号:d、单位:微米)d=(C×Dk×t×ηk)/60r2.电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×Dk×ηk)3.阴极电流密度计算公式:(代号:、单位:安/分米2)ηk=(60×r×d)/(C×t×Dk)4.阴极电流以效率计算公式:Dk=(60×r×d)/(C×t×Dk)第三章沉铜质量控制方法化学镀铜(Electroless Plating Copper)俗称沉铜。
印制电路板孔金属化技术是印制电路板制造技术的关键之一。
严格控制孔金属化质量是确保最终产品质量的前提,而控制沉铜层的质量却是关键。
日常用的试验控制方法如下:1.化学沉铜速率的测定:使用化学沉铜镀液,对沉铜速率有一定的技术要求。
速率太慢就有可能引起孔壁产生空洞或针孔;而沉铜速率太快,将产生镀层粗糙。
为此,科学的测定沉铜速率是控制沉铜质量的手段之一。
以先灵提供的化学镀薄铜为例,简介沉铜速率测定方法:(1)材料:采用蚀铜后的环氧基材,尺寸为100×100(mm)。
(2)测定步骤:A. 将试样在120-140℃烘1小时,然后使用分析天平称重W1(g);B. 在350-370克/升铬酐和208-228毫升/升硫酸混合液(温度65℃)中腐蚀10分钟,清水洗净;C.在除铬的废液中处理(温度30-40℃)3-5分钟,洗干净;D. 按工艺条件规定进行预浸、活化、还原液中处理;E. 在沉铜液中(温度25℃)沉铜半小时,清洗干净;F. 试件在120-140℃烘1小时至恒重,称重W2(g)。
pcb电镀铜工艺参数
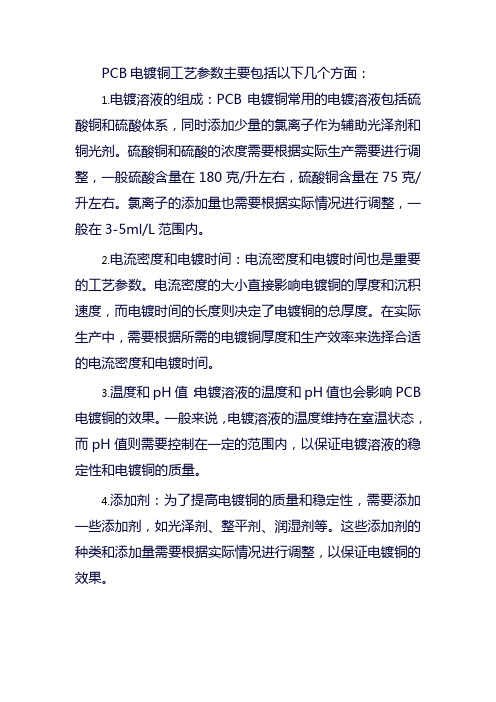
PCB电镀铜工艺参数主要包括以下几个方面:
1.电镀溶液的组成:PCB电镀铜常用的电镀溶液包括硫酸铜和硫酸体系,同时添加少量的氯离子作为辅助光泽剂和铜光剂。
硫酸铜和硫酸的浓度需要根据实际生产需要进行调整,一般硫酸含量在180克/升左右,硫酸铜含量在75克/升左右。
氯离子的添加量也需要根据实际情况进行调整,一般在3-5ml/L范围内。
2.电流密度和电镀时间:电流密度和电镀时间也是重要的工艺参数。
电流密度的大小直接影响电镀铜的厚度和沉积速度,而电镀时间的长度则决定了电镀铜的总厚度。
在实际生产中,需要根据所需的电镀铜厚度和生产效率来选择合适的电流密度和电镀时间。
3.温度和pH值:电镀溶液的温度和pH值也会影响PCB 电镀铜的效果。
一般来说,电镀溶液的温度维持在室温状态,而pH值则需要控制在一定的范围内,以保证电镀溶液的稳定性和电镀铜的质量。
4.添加剂:为了提高电镀铜的质量和稳定性,需要添加一些添加剂,如光泽剂、整平剂、润湿剂等。
这些添加剂的种类和添加量需要根据实际情况进行调整,以保证电镀铜的效果。
5.阴极材料和表面处理:在PCB电镀铜过程中,阴极材料和表面处理也是非常重要的因素。
常用的阴极材料包括纯铜板、镍板等,而表面处理则包括磨光、化学抛光、电抛光等。
这些因素都会影响电镀铜的质量和效果。
总之,PCB电镀铜工艺参数是一个复杂的过程,需要综合考虑多个因素,并根据实际情况进行调整和优化,以保证电镀铜的质量和效果。
电镀实验报告
电镀实验报告电镀实验报告引言:电镀是一种常见的表面处理技术,通过在金属表面沉积一层金属或合金,以改善其外观、耐腐蚀性和机械性能。
本次实验旨在探究电镀的原理、过程和影响因素,并通过实验验证相关理论。
一、电镀原理电镀是利用电解质溶液中的金属离子在电极上还原成金属的过程。
在电解质溶液中,阳极溶解出金属离子,而阴极上则发生还原反应,金属离子被还原成金属原子,并在阴极表面沉积形成金属膜。
二、实验步骤1. 准备工作:清洗金属试样,保证表面干净,摆放在导电盘上。
2. 准备电解质溶液:根据实验要求,配制合适的电解质溶液,如硫酸铜溶液。
3. 设定实验参数:调整电流、电压和电镀时间等参数,以满足实验需求。
4. 进行电镀:将金属试样作为阴极,连接电源正极;将导电盘放入电解质溶液中,连接电源负极。
开启电源,开始电镀过程。
5. 完成电镀:根据实验要求,控制电镀时间,待时间结束后关闭电源,取出金属试样。
三、影响因素分析1. 电流密度:电流密度是指单位面积上通过的电流量,它影响着电镀速率和电镀层的质量。
当电流密度较高时,电镀速率增加,但容易产生结晶粗大、孔洞多的缺陷。
2. 电解质浓度:电解质浓度决定了溶液中金属离子的浓度,从而影响着电镀速率和电镀层的质量。
一般来说,较高的电解质浓度会导致较快的电镀速率和较好的镀层质量。
3. 温度:温度对电镀过程有重要影响。
温度的升高可以加快电镀速率,但过高的温度可能导致电镀层内部应力增大,甚至产生气泡、孔洞等缺陷。
4. 金属试样的形状和表面状态:金属试样的形状和表面状态也会影响电镀过程。
复杂形状的试样可能导致电流分布不均匀,从而影响电镀层的均匀性。
四、实验结果与讨论根据实验设置的不同参数,我们进行了一系列电镀实验。
通过观察实验结果,我们发现电镀层的质量与电流密度、电解质浓度、温度和金属试样的形状等因素密切相关。
在适当的电流密度和电解质浓度下,以及适宜的温度控制下,我们可以得到较好的电镀效果。
电镀锌及电流效率测定
电镀锌及阴极电流效率测定一、实验目的:掌握金属锌的电镀工艺及电流效率测定二、实验原理:电镀时通入电流,是要在作为阴极的工件上电沉积所需要的镀层组分,即希望主盐金属离子放电还原为金属原子,最终形成符合要求的电镀层。
故一般仅将主盐金属离子的还原反应视为主反应。
如镀锌是Zn2+ + 2e− → Zn。
对带n 个正电荷的金属离子Men+而言,一般还原反应的通式为:Men+ + ne− → Me。
事实上,金属离子并非均以简单离子的形式存在,因而实际反应要复杂些,如络离子的破络、多价金属离子的分步还原等。
因此电镀过程中有许多副反应(氢气的析出、水的电解、络合剂的电解等),而主反应是我们希望在阴极上发生的还原反应。
电沉积时,人们希望直流电源所提供至阴极的电子全部用来还原沉积镀层所需的金属组分,即全部用于主反应上。
但实际上,副反应的发生也会消耗电子,即电流的利用率往往达不到百分之百,这就存在一个电流利用效率的问题。
电流效率定义为:通过一定电量时阴极上实际沉积的金属质量与通过相同电量时理论上应沉积的金属质量之比;不同价态的金属离子还原为金属原子理论上所需的电量或通过一定电量(常用安培·小时即A·h 表示)时理论上应沉积的单金属质量,被称为“电化学当量”(g/Ah),如:锌的电化学当量为1.22 g/Ah。
实际沉积的金属质量可用“增重法”称量得知:增重= 镀后试样质量− 镀前试样质量。
因此可以容易求出电镀过程中阴极电流效率。
三、实验工艺条件:电镀锌目的是为了防止钢铁类物体被腐蚀,提高钢铁的耐蚀性及使用寿命,同时也使产品增加装饰性的外观,钢铁随着时间的增长会被风化,水或泥土腐蚀。
国内每年被腐蚀的钢铁差不多占整个钢铁量的十分之一,所以,为了保护钢铁或其零件的使用寿命,一般都采用电镀锌来将钢铁加工处理。
镀锌有酸性镀锌和碱性镀锌,本实验主要介绍氯化钾型酸性镀锌。
氯化钾镀液的特点:①是不含络合剂的单盐镀液,废水极易处理;②镀层的光亮性和整平性优于其他镀液体系;③电流效率高,沉积快;④氢过电位低的钢材如高碳钢、铸件、锻件等容易施镀。
常用电镀所需的电压及电流密度

常用电镀所需的电压及电流密度序号处理种类溶液性质工作规范槽上电压/V备注溶液温度/℃电流密度/A·dm-21 装饰性光亮镀铬酸性40~55 10~20 9~10 需要换极2 镀硬铬酸性55~65 40~70 9~10 需要换极3 镀乳白铬酸性70~72 25~30 9~10 需要换极4 镀黑铬酸性20~45 20~30 9~10 需要换极5 镀镍酸性20~35 1~1.25 4~56 镀锌酸性室温1~2.5 4~57 氰化镀锌氰化物室温2~54~58 酸性镀铜酸性室温1~2.54~59 氰化镀铜氰化物室温1~2.54~510 酸性镀镉酸性室温1~24~511 氰化镀镉氰化物室温1~24~512 酸性镀锡酸性室温0.5~2.54~513 碱性镀锡碱性70~80 1~44~514 镀铅酸性室温1~44~515 氰化镀银氰化物室温0.3~0.82~316 氰化镀金氰化物室温0.05~0.12~317 氰化镀黄铜氰化物室温0.3~1.52~318 氰化镀青铜氰化物40~55 1~2.53~519 镀铅锡合金酸性室温1~26~820 铝硫酸阳极氧化酸性15~25 0.8~2.515~2521 铝硫酸硬阳极氧化酸性-5~10 0.5~5100 开始电压8V~12V22 铝铬酸阳极氧化酸性30~40 0.5~2.55023 黑色金属电解抛光酸性50~100 20~1006~824 不锈钢电化学着色酸性室温0.15~0.32~425 铜及铜合金电解抛光酸性室温6~103~526 铜及铜合金电化学氧化碱性80~100 0.5~52~627 镍电解抛光酸性35~60 30~5012~1828 铝电解抛光酸性70~90 20~5012~2029 电解去油碱性70~90 3~109~10 需要换极30 电解酸洗酸性室温~70 2~109~10需要换极31 阳极去残渣碱性80~90 1~59~1032 电解退铬碱性70~90/室温3~109~1033 电解退铜及黄铜酸性室温3~85~634 电解退镍酸性室温2~102~635 电解退锡、退铅碱性80~90/室温1~55~6。
常用电镀所需的电压及电流密度

室温
1~4
4~5
15
氰化镀银
氰化物
室温
0.3~0.8
2~3
16
氰化镀金
氰化物
室温
0.05~0.1
2~3
17
氰化镀黄铜
氰化物
室温
0.3~1.5
2~3
18
氰化镀青铜
氰化物
40~55
1~2.5
3~5
19
镀铅锡合金
酸性
室温
1~2
6~8
20
铝硫酸阳极氧化
酸性
15~25
0.8~2.5
15~25
21
铝硫酸硬阳极氧化
酸性
-5~10
0.5~5
100
开始电压8V~12V
22
铝铬酸阳极氧化
酸性
30~40
0.5~2.5
50
23
黑色金属电解抛光
酸性
50~100
20~100
6~8
24
不锈钢电化学着色
酸性
室温
0.15~0.3
2~4
25
铜及铜合金电解抛光
酸性
室温
6~10
3~5
26
铜及铜合金电化学氧化
碱性
80~100
0.5~5
2~6
1~1.25
4~5
6
镀锌
酸性
室温
1~2.5
4~5
7
氰化镀锌
氰化物
室温
2~5
4~5
8
酸性镀铜
酸性
室温
1~2.5
4~5
9
氰化镀铜
氰化物
室温
1~2.5
电镀锌钝化工艺流程及工艺参数

电镀锌钝化工艺流程及工艺参数
电镀锌钝化工艺流程及工艺参数如下:
工艺流程:
1. 表面处理:清洗材料表面,去除油污和杂质,使用碱性清洗液进行清洗。
2. 除酸:使用酸性溶液去除氧化皮和锈蚀层。
3. 电镀锌:将清洗后的材料放入镀液中,进行电镀锌工艺,通过直流电源施加电压,使锌离子在材料表面析出,形成锌层。
4. 氧化处理:将电镀锌后的材料放入氧化液中,进行氧化处理,使锌层得到钝化,提高防腐性能。
5. 冲洗:冲洗已处理的材料,去除残留的化学药品。
工艺参数:
1. 温度:电镀锌温度一般控制在20-40℃之间。
2. 电流密度:电流密度是表征电镀锌厚度的重要参数,一般控制在2-10 A/dm²之间。
3. 电镀时间:根据需要的锌层厚度,电镀时间一般在几分钟到几十分钟之间。
4. 镀液成分:镀液的成分主要包括硫酸锌、氯化铵、硫酸、氯化铵等。
注意事项:
1. 操作人员应佩戴防护手套和安全眼镜,以防止化学药品对皮肤和眼睛的伤害。
2. 操作环境应保持通风良好,以避免有害气体的积聚。
3. 每次工艺结束后,镀槽必须进行清洗,以防止镀液污染。
4. 操作时应注意安全,严禁吸烟和使用明火。
常用电镀所需的电压及电流密度

4~5
6
镀锌
酸性
室温
1~2.5
4~5
7
氰化镀锌
氰化物
室温
2~5
4~5
8
酸性镀铜
酸性
室温
1~2.5
4~5
9
氰化镀铜
氰化物
室温
1~2.5
4~5
10
酸性镀镉
酸性
室温
1~2
4~5
11
氰化镀镉
氰化物
室温
1~2
4~5
12
酸性镀锡
酸性
室温
0.5~2.5
4~5
13
碱性镀锡
碱性
70~80
1~4
4~5
14
镀铅
序号
处理种类
溶液性质
工作规范
槽上电压/V
备注
溶液温度/℃
电流密度/A·dm-2
1
装饰性光亮镀铬
酸性
40~55
10~20
9~10
需要换极
2
镀硬铬
酸性
55~65
40~70
9~10
需要换极
3
镀乳白铬
酸性
70~72
25~30
9~10
需要换极
4
镀黑铬
酸性
20~45
20~30
9~10
需要换极
5
镀镍
酸性
20~35
酸性
室温
1~4
4~5
15
氰化镀银
氰化物
室温
0.3~0.8
2~3
16
氰化镀金
氰化物
室温
0.05~0.1
2~3
电镀电流分布理论

电镀电流分布理论1.一级电流分布电极没有极化和未受到其它因素干扰的情况下,由于阴极与阳极相对位置存在远近,其所产生的高低电流分布称之为一次电流分布,它完全取决于镀槽的几何形状,即阴阳极的距离、排列、大小、形状等。
当一定电压加于两电极上时,镀液中的每一点都有一定的电压存在,其大小介于两电极电压之间。
因为金属电极导电性很强,可以假设电极表面每一点的电压均相等,同理,在镀液中也可以找出某些具有相等电位的假想平面。
一般说来,靠近电极的位置,其等电位平面与电极形状甚为相似,但是,其形状会随着与电极的距离逐渐增大而改变。
在等位面分布较密集的区域,其电流密度就较大,反之则较小。
由电场理论得知,等电位平面和其所对应力平面是互相垂直的。
电极本身属于等电位平面,所以电流流进或流出电极某一点必与该点所在的平面互相垂直。
如果等电位平面被一完整的导体取代或者是等电位平面所对应力平面被一绝缘体所替代,将不会影响其电场。
反之, 如果等电位平面被任何替代物所切断,则整个电场将受到相等程度的干扰,电流分布也将有所改变。
一级电流分布对镀铜层影响最大,主要控制镀层的表面结构。
通常在阴极的各边缘处,会有较多的电力现分布。
如下图所示。
阳极阴极阳极阳极阴极阳极俯视图侧视图图1. 理想的阴阳极排列图俯视图侧视图图2. 实际的阴阳极排列图电路板镀件板面边缘因等电位平面分布较密集而镀层较厚;镀件中间因等电位平面分布较疏散而镀层较薄。
光泽剂或添加剂对板面宏观电流的分布几乎没有什么影响。
电镀铜时需要供应能量,使得镀液中的铜离子(Cu2+)还原在阴极上和阳极能解离出铜离子,此系统的能量以电能为主。
因此镀槽中阴阳极的几何摆设或两极的相对位置变化,都会在阴极形成高低不同的电镀能量。
电镀能量高的地方具有较高的电镀速率,即所谓的高电流密度区;电镀能量低的区域其电镀速率较低,即低电流密度区。
电路板电镀,由于其路线排列很难掌握,而阳极基本上固定不变,所以在板面孤立区域,通常出现较高电流分布,使得镀层偏厚,如下图3。
电镀通用配方大全(2)
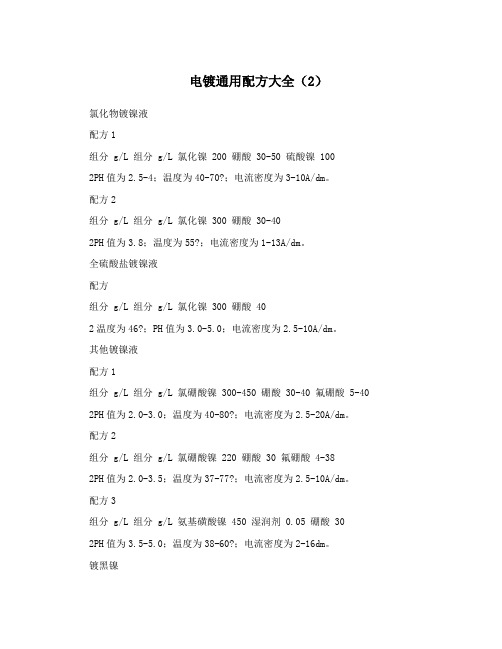
电镀通用配方大全(2)氯化物镀镍液配方1组分 g/L 组分 g/L 氯化镍 200 硼酸 30-50 硫酸镍 1002PH值为2.5-4;温度为40-70?;电流密度为3-10A/dm。
配方2组分 g/L 组分 g/L 氯化镍 300 硼酸 30-402PH值为3.8;温度为55?;电流密度为1-13A/dm。
全硫酸盐镀镍液配方组分 g/L 组分 g/L 氯化镍 300 硼酸 402温度为46?;PH值为3.0-5.0;电流密度为2.5-10A/dm。
其他镀镍液配方1组分 g/L 组分 g/L 氯硼酸镍 300-450 硼酸 30-40 氟硼酸 5-40 2PH值为2.0-3.0;温度为40-80?;电流密度为2.5-20A/dm。
配方2组分 g/L 组分 g/L 氯硼酸镍 220 硼酸 30 氟硼酸 4-382PH值为2.0-3.5;温度为37-77?;电流密度为2.5-10A/dm。
配方3组分 g/L 组分 g/L 氨基磺酸镍 450 湿润剂 0.05 硼酸 302PH值为3.5-5.0;温度为38-60?;电流密度为2-16dm。
镀黑镍第一类镀黑镍配方1组分 g/L 组分 g/L 硫酸镍 70-100 硫氰酸铵 25-35 硫酸锌 40-45 硫酸镍铵40-60 硼酸 25-352阳极材料为镍板;PH值为4.5-5.5;温度为30-60?;电流密度为0.1-0.4A/dm。
配方2组分 g/L 组分 g/L 硫酸镍 60-75 硫氰酸铵 12.5-15 硫酸锌 30 硫酸镍铵35-452阳极材料为镍板;PH值为5.8-6.1;温度为25-35?;电流密度为0.05-0.15A/dm。
配方3组分 g/L 组分 g/L 硫酸镍 75 氯化铵 30 硫酸锌 30 硫氰酸钠 152阳极材料为镍板;PH值为5;温度为20-25?;电流密度为0.15A/dm。
第二类镀黑镍配方组分 g/L 组分 g/L硫酸镍 120-150 硼酸 20-252钼酸铵 30-40 PH值为4.5-5.5;温度为20-25?;电流密度为0.15-0.3A/dm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5~6
常用电镀所需的电压及电流密度
1~4
4~5
15
氰化镀银
氰化物
室温
~
2~3
16
氰化镀金
氰化物
室温
~
2~3
17
氰化镀黄铜
氰化物
室温
~
2~3
18
氰化镀青铜
氰化物
40~55
1~
3~5
19
镀铅锡合金
酸性
室温
1~2
6~8
20
铝硫酸阳极氧化
酸性
15~25
~
15~25
21
铝硫酸硬阳极氧化
酸性
-5~10
~5
100
开始电压8V~12V
22
铝铬酸阳极氧化
需要换极
5
镀镍
酸性
20~35
1~
4~5
6
镀锌
酸性
室温
1~
4~5
7
氰化镀锌
氰化物
室温
2~5
4~5
8
酸性镀铜
酸性
室温
1~
4~5
9
氰化镀铜
氰化物室温1~Fra bibliotek4~5
10
酸性镀镉
酸性
室温
1~2
4~5
11
氰化镀镉
氰化物
室温
1~2
4~5
12
酸性镀锡
酸性
室温
~
4~5
13
碱性镀锡
碱性
70~80
1~4
4~5
14
镀铅
酸性
室温
酸性
30~40
~
50
23
黑色金属电解抛光
酸性
50~100
20~100
6~8
24
不锈钢电化学着色
酸性
室温
~
2~4
25
铜及铜合金电解抛光
酸性
室温
6~10
3~5
26
铜及铜合金电化学氧化
碱性
80~100
~5
2~6
27
镍电解抛光
酸性
35~60
30~50
12~18
28
铝电解抛光
酸性
70~90
20~50
12~20
常用电镀所需的电压及电流密度
序号
处理种类
溶液性质
工作规范
槽上电压/V
备注
溶液温度/℃
电流密度/A·dm-2
1
装饰性光亮镀铬
酸性
40~55
10~20
9~10
需要换极
2
镀硬铬
酸性
55~65
40~70
9~10
需要换极
3
镀乳白铬
酸性
70~72
25~30
9~10
需要换极
4
镀黑铬
酸性
20~45
20~30
9~10
29
电解去油
碱性
70~90
3~10
9~10
需要换极
30
电解酸洗
酸性
室温~70
2~10
9~10
需要换极
31
阳极去残渣
碱性
80~90
1~5
9~10
32
电解退铬
碱性
70~90/室温
3~10
9~10
33
电解退铜及黄铜
酸性
室温
3~8
5~6
34
电解退镍
酸性
室温
2~10
2~6
35
电解退锡、退铅
碱性
80~90/室温