基于 PLC 的传送带控制系统设计
基于plc的传送带控制系统的设计
1.1 可编程序逻辑控制器(PLC)
PLC英文全称ProgrammableLogicController,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。可编程控制系统是一种专门为在工业环境下应用而设计的数字运算操作电子系统。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。
可编程控制器是计算机技术与自动化控制技术相结合而开发的一种适用工业环境的新型通用自动控制装置,是作为传统继电器的替换产品而出现的。随着微电子技术和计算机技术的迅猛发展,可编程控制器更多地具有了计算机的功能,不仅能实现逻辑控制,还具有了数据处理、通信、网络等功能。由于它可通过软件来改变控制过程,而且具有体积小、组装维护方便、编程简单、可靠性高、抗干扰能力强等特点,已广泛应用于工业控制的各个领域,大大推进了机电一体化的进程。可编程控制器(PLC),是集自动控制技术、计算机技术、和通讯技术为一体的高科技产品。具有可靠性高,功能齐全,使用灵活方便等优点。由此可见,用PLC控制的智能型舞台艺术灯比传统的舞台艺术灯控制优越的多。
题目:基于PLC的传送带控制系统的设计
摘 要
介绍了PLC在四节传送带控制系统中的应用,同时也详细地叙述了系统中相关控制项目的设计方案及具体实现方法。文中还介绍了基于PLC与单片机的区别使我们能更加的清楚认识PLC,对学生熟悉PLC控制系统的结构和工作原理以及学习梯形图的编写都有很大的帮助。
毕业设计 传送带PLC设计
2011年4月1日目录一、引言1.11.2PLC简介二、三层传送带PLC总体设计方案2.1系统的基本组成2.2工作原理及过程2.3工作示意图三、PLC程序设计3.1I/O分配3.2基于PLC的三层传送带配料小车系统梯形图3.3基于PLC控制的三层传送带配料小车系统程序指令表3.4 PLC外部接线图四、程序运行调试设计心得致谢参考文献一、引言1.1二十世纪九十年代以来,计算机的不断发展引发了各个领域的革命性变革。
随着微处理器,计算机技术和数字通信技术的飞速发展,计算机控制已扩展到几乎所有的工业领域。
现代社会要求制造业对市场需求做出迅速的反应,生产出小批量多,品种,多规格,低成本和高质量的产品。
为满足这一要求,生产设备和自动生产线的控制系统必须具有极高的可靠性和灵敏性。
可编程序控制器正是顺应这一要求出现的,它是已微处理器为基础的通用控制装置。
工厂自动化及传送系统也深受其影响,使得现代工厂自动化程度和信息集成程度的要求也越来越高。
为了适应现代自动化传送的要求,PLC控制逐渐取代继电接触器控制成为传送控制的主要环节,使控制系统更加安全、迅速、可靠。
PLC的推广应用在我国得到迅猛的发展,它已经广泛应用在各种机械设备和生产过程的电气控制装置中。
了解PLC的工作原理,具备设计,调试和维护PLC控制系统的能力,已成为现代工业对电气技术人员的基本要求。
1.2 PLC简介PLC即可编程控制器(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:PLC英文全称Programmable Logic Controller ,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
基于PLC的传送带控制系统设计
基于PLC的传送带控制系统设计概述传送带是工业生产中常见的运输设备,用于将物料从一个地方转移到另一个地方。
为了实现传送带的安全高效运行,需要设计一个可靠的控制系统。
本文将介绍基于PLC(可编程逻辑控制器)的传送带控制系统设计,包括硬件选型、软件设计和控制逻辑。
硬件设计PLC选型选择适合的PLC对于控制系统的设计至关重要。
在选择PLC时,需要考虑以下因素:•输入输出点数:根据传送带的需要确定所需的输入输出点数,包括传感器、执行元件等。
•处理能力:PLC的处理能力需要满足传送带控制的要求,包括响应速度、运算能力等。
•扩展性:如果未来有扩展需求,需要选择具有扩展接口的PLC。
传感器和执行元件为了实现对传送带的有效控制,需要选择适合的传感器和执行元件:•光电传感器:用于检测物料的到达和离开,可以通过监测物料的光电信号来确定物料的位置和运行状态。
•编码器:用于监测传送带的位置和速度,可以实时反馈传送带的状态。
•电动机:用于驱动传送带的运行,可以根据控制信号调整传送带的速度和方向。
软件设计编程语言选择PLC通常支持多种编程语言,包括Ladder Diagram(梯形图)、Structured Text(结构化文本)等。
根据实际需要选择合适的编程语言,以实现控制逻辑。
控制逻辑设计传送带的控制逻辑包括以下几个方面:•启动和停止控制:根据输入信号判断传送带是否需要启动或停止,同时控制电动机的开启和关闭。
•速度和方向控制:根据设置的速度和方向信号,调整电动机的转速和传送带的运行方向。
•故障检测和保护:监测传感器和执行元件的状态,及时发现故障并采取保护措施,例如停止传送带或报警。
控制系统实现硬件连接根据PLC和传感器、执行元件的接口要求,进行硬件连接。
确保输入信号和输出信号正确连接到PLC的相应接口。
软件编程根据控制逻辑设计,使用选择的编程语言编写PLC程序。
在编程过程中,需要充分考虑系统的实时性和稳定性,确保程序的可靠性。
基于PLC的传送带控制系统设计

基于PLC的传送带控制系统设计第一章:引言1.1 研究背景随着工业自动化的发展,传送带在各个行业中被广泛应用。
传送带控制系统是其中重要的组成部分,它通过精确的控制实现物品的运输和分拣,提高生产效率和质量。
PLC(可编程逻辑控制器)作为一种可编程电子系统,具备高性能和可靠性,逐渐成为控制传送带系统的首选。
1.2 研究目的和意义本文旨在设计一种基于PLC的传送带控制系统,通过对传送带的运行状态进行监测和控制,实现物品的准确分拣和运输。
这对于提高传送带系统的工作效率和减少人力成本具有重要意义。
同时,本文的研究成果可以为其他控制系统的设计和优化提供参考。
第二章:传送带的工作原理和要求2.1 传送带的工作原理传送带由电动机、驱动轮、输送带和支撑构架等部分组成。
电动机通过驱动轮带动输送带运行,物品通过传送带在不同工位之间进行传送。
传送带控制系统需要根据实际需求,对传送带的运行速度、方向和起停等进行准确控制。
2.2 传送带控制系统的要求传送带控制系统首先需要具备良好的稳定性和可靠性,能够长时间稳定运行。
其次,系统需要具备高度的灵活性和扩展性,能够适应不同工况和物品的运输需求。
还需要实现对传送带的自动监测和报警功能,及时发现和修复故障。
第三章:基于PLC的传送带控制系统设计3.1 系统结构设计基于PLC的传送带控制系统由PLC主控单元、输入输出模块、传感器和执行器组成。
PLC主控单元负责控制传送带的运行状态,输入输出模块用于与外界进行信号交互,传感器用于监测传送带的运行情况,执行器用于控制传送带的运行。
3.2 PLC程序设计PLC程序设计是传送带控制系统设计的核心。
根据控制需求,设计PLC程序实现传送带的控制逻辑。
程序需要根据传感器的信号进行判断,控制执行器的动作,精确控制传送带的运行速度、方向和起停等功能。
3.3 传感器选择和布置传感器是实现对传送带运行状态监测的重要组成部分。
本文选择xx型传感器,该传感器具有良好的稳定性和高度的灵敏度。
基于PLC的传送带控制系统设计毕业设计
4.2 四级传送带的设计4.2.1 四级传送带控制要求用四条皮带运输机的传送系统,分别用四台电动机带动,控制要求如下:启动时先起动最末一条皮带机,经过5秒延时,再依次起动其它皮带机到最前一条后5秒Y5得得电货物开始装填货物。
停止时应先停止Y5货物停止装填,待料运送完毕后5秒后最前一条皮带机停止再依次停止其它皮带机。
当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止且Y5也立即停止装填货物,而该皮带机以后的皮带机待运完后才停止.例如M2故障,Y5、M1、M2立即停,经过5秒延时后,M3停,再过5秒,M4停。
控制功能:(1)单动与循环控制连锁,任何一个单动按钮“ON”,循环控制不能建立,反之,如果循环控制已建立,单动按钮的动作对循环操作没有任何影响。
(2)当“手动/循环”旋转按钮置“手动"位置时,方可对单机进行单动.(3)如当2#皮带出现故障时,1#皮带必须紧停,3#皮带可以保持运行,当故障解除,复位,按“启动"按钮,2#机可直接起动,当2#机起动完毕,再延时起动3、4#机.(4)对于短路等,故障解除,按“复位”按钮,故障锁存复位,未循环起动按钮/旋转单动按钮,皮带不会自行起动。
(5)循环控制时,如果某台皮带起动失败,则其上游设备不能启动,下游设备可保持运行状态。
(6)设声、光报警.光报警闪烁。
(7)不论循环控制还是单动控制,集中控制紧停按钮均起作用。
4。
2。
2 四级传送带视图图4—1 四级传送带视图4。
2.3 输入/输出分配表物料4.2。
4 电机接线图:图4-2 电机接线图4。
2。
5 PLC接线图图4-3 PLC接线图4。
2。
6 控制面板4.2。
7 梯形图:程序指令表如下:。
基于PLC的传送带控制系统设计

基于PLC的传送带控制系统设计第一章:引言1.1 研究背景传送带是工业生产中常用的一种输送装置,广泛应用于物流、制造业、矿山和港口等各个领域。
为了提高生产效率和操作安全性,设计一个高效可靠的传送带控制系统至关重要。
本章将介绍基于PLC的传送带控制系统设计的背景和意义。
1.2 研究目的本研究的目的是设计一个基于PLC的传送带控制系统,通过自动化控制实现传送带的启动、停止、速度调节、倾斜角度控制等功能。
同时,通过传感器和监控设备实时监测传送带的工作状态,并及时报警和记录异常情况,提高生产效率和安全性。
第二章:传送带控制系统的总体架构2.1 传送带控制系统概述传送带控制系统由传送带本体、传感器、PLC控制器、人机界面和监控设备等组成。
其中,PLC控制器作为核心部件负责接收传感器信号并根据设定的逻辑和算法实现对传送带的控制。
2.2 传送带控制系统的工作流程本节将详细介绍传送带控制系统的工作流程,包括传感器信号采集、PLC控制算法实现、控制指令发送和监控设备数据处理等环节,以及各环节之间的数据流动和逻辑关系。
第三章:传送带控制系统的详细设计3.1 传感器信号采集为了实现对传送带的状态监测和控制,需要采集传感器的信号,包括传送带的速度、倾斜角度、工作温度等信息。
本节将介绍常用的传感器类型和其工作原理,并设计合适的信号采集电路进行数据获取。
3.2 PLC控制算法实现PLC控制器负责接收传感器信号并进行逻辑判断和控制指令生成。
本节将详细阐述传送带控制的算法设计,包括启动和停止控制、速度调节、倾斜角度控制和异常情况处理等。
3.3 控制指令发送PLC控制器通过各类输出模块将控制指令发送给传送带的电机、液压装置等执行机构。
本节将设计合适的接口电路和通信协议实现可靠的指令传输。
3.4 监控设备数据处理监控设备负责实时监测传送带的工作状态,并及时报警和记录异常情况。
本节将介绍监控设备的选型和接口设计,以及数据处理算法的实现。
基于PLC的传送带的控制系统设计
大學本科畢業設計(論文)課題基於PLC的傳送帶控制系統設計類別大學畢業設計論文系科電氣工程系專業電氣工程及其自動化班級電氣083班姓名鄭能文完成日期指導教師基於PLC的傳送帶的控制系統設計摘要介紹了PLC在四節傳送帶控制系統中的應用,同時也詳細地敘述了系統中相關控制專案的設計方案及具體實現方法。
文中還介紹了基於PLC與單片機的區別使我們能更加的清楚認識PLC,對學生熟悉PLC控制系統的結構和工作原理以及學習梯形圖的編寫都有很大的幫助。
本系統是對四節傳送帶控制的系統,該設備適用於流水線生產等,也可以把生產出的貨物進行傳送到特定的地方。
高可靠性是電氣控制設備的關鍵性能。
PLC由於採用現代大規模積體電路技術,採用嚴格的生產工藝製造,內部電路採取了先進的抗干擾技術,具有很高的可靠性。
從PLC的機外電路來說,使用PLC構成控制系統,和同等規模的繼電接觸器系統相比,電氣接線及開關接點已減少到數百甚至數千分之一,故障也就大大降低。
此外,PLC帶有硬體故障自我檢測功能,出現故障時可及時發出警報資訊。
在應用軟體中,應用者還可以編入週邊器件的故障自診斷程式,使系統中除PLC以外的電路及設備也獲得故障自診斷保護。
關鍵字:傳送帶PLC 故診斷控制可編程控制器控制Four conveyer belts simulation controlAbstractIntroduced PLC in four conveyer belts control system application, simultaneously also in detail narrated in the system to be connected the control project design proposal and the concrete realization method. In the article also introduced enables us based on PLC and the monolithic integrated circuit difference even more clearly to know PLC, is familiar with the PLC control system to the student the structure and the principle of work as well as the study trapezoidal chart compilation all has the very big help.This system is a system which controls to four conveyer belts, this equipment is suitable for the production-runs and so on, also may the cargo which produces carry on transmits to the specific place.The redundant reliability is the electricity control device essential performance. PLC because uses the modern large scale integrated circuit technology, used the strict production craft manufacture, the internal circuit has adopted the advanced antijamming technology, had the very high reliability. Machine the external circuit said from PLC that, uses the PLC constitution control system, compares with the same level scale relay system, the electrical wiring and the switch contact reduced to several hundred even several 1/1,000,the breakdown also greatly reduces. In addition, PLC has the hardware breakdown self-examination function, appears when the breakdown may promptly send out the warning information. In the application software, the application also may enroll the periphery component the breakdown from the diagnostic program, causes in the system also obtains the breakdown besides the PLC electric circuit and the equipment from the diagnosis protection Key word: Control Programmable controller目錄摘要 (Ⅰ)Abstract (Ⅱ)目錄 (Ⅲ)引言 (1)第一章可編程控制器的概述 (2)1.1可編程邏輯控制器(PLC) (2)1.2可編程邏輯控制器(PLC)的產生 (2)1.3可編程邏輯控制器的特點 (3)1.4可編程邏輯控制器的分類 (5)1.5可編程邏輯控制器的的發展 (6)1.5.1國外的PLC的發展 (6)1.5.2國內的PLC的發展 (7)1.5.3 PLC的展望 (7)第二章可編程控制器的結構和原理 (8)2.1 可編程控制器的基本結構 (8)2.2 可編程控制器的編程語言 (9)第三章PLC與繼電器,單片機的異同 (12)3.1 什麼是PLC (12)3.2 PLC與單片機的區別 (12)3.3 PLC與繼電器系統的異同 (12)3.4 PLC系統的設計 (13)3.4.1 PLC的選型原則 (13)3.4.2 可編程順序控制器的設計流程 (14)3.5 PLC的自動檢測功能及故障診斷 (15)3.5.1 超時檢測 (15)3.5.2 邏輯錯誤檢查 (16)第四章傳送帶的介紹 (17)4.1 傳送帶常見的故障由與維護 (17)4.1.1 傳送帶常見的故障 (17)4.1.2 傳送帶跑偏 (17)4.2 四級傳送帶的設計 (18)4.2.1 四級傳送帶的控制要求 (18)4.2.2 四級傳送帶的視圖 (19)4.2.3 輸入、輸出分配表 (20)4.2.4 電動機接線圖 (20)4.2.5 PLC接線圖 (21)4.2.6 控制面板 (21)4.2.7 程式梯形圖 (22)總結 (27)參考文獻 (1)致謝 (2)附錄 (3)引言可編程控制器(PLC)是以電腦技術為核心的通用自動控制裝置,在各行各業中得到了廣泛的應用。
毕业设计基于三菱PLC控制传送带的系统设计
毕业设计-基于三菱PLC控制传送带的系统设计毕业设计(论文)题目基于三菱PLC控制传送带的系统设计系别专业年级班别学生名字学号指导老师毕业设计(论文)成绩评定:指导教师评语:评分:指导教师:(签名)年月日目录摘要 (3)1 引言 (3)1.1传送带控制系统的发展概述 (4)1.1.1我国传送机的发展 (4)1.1.2国内传送带输送机的发展发展趋势 (4)1.2总体方案说明 (5)2 传送带控制系统设计及PLC的选取 (5)2.1 PLC的选取及介绍 (6)2.1.1三菱FX2N PLC的主要特点 (6)2.1.2 PLC的性能指标和分类 (6)2.2总体方案确定 (7)2.3传感器选择与设计 (8)2.3.1光电开关的原理 (8)2.3.2数码显示部分设计 (10)2.3.3具体系统工作流程 (11)3 传送带输送工作梯形图 (11)4 全文总结 (13)参考文献 (14)基于三菱PLC控制传送带的系统设计李锦泉[摘要] 为了适应现代自动化传送的要求,PLC控制逐渐取代继电接触器控制成为传送控制的主要环节,使控制系统更加安全、迅速、可靠。
PLC的推广应用在我国得到迅猛的发展,它已经广泛应用在各种机械设备和生产过程的电气控制装置中。
基于PLC的控制原理,运用三菱公司的FX2N系列PLC来实现对工业生产常用的传送带运动的控制。
本文介绍了传送带系统的基本结构、系统各部分的功能及系统PLC的控制原理,并以光电传感器实现了对传送带的控制,达到预期控制效果。
证明该系统具有较好的自动运行、检测和装载功能,提高了传送带的性能与效率,大大的节约人员劳动力。
关键词:传送带; PLC控制;光电传感器;1.引言随着经济的快速发展, 企业竞争越来越激烈,为提高效率、降低生产成本, 传送带得到了广泛的应用。
传送带广泛应用于工业生产系统。
传送带的应用不仅节约了劳动力, 提高了生产效率, 而且降低了生产成本, 在工业生产中发挥了巨大的作用。
基于PLC的传送带控制系统设计【范本模板】
无锡城市职业技术学院毕业设计报告中文题目基于PLC的传送带控制系统设计英文题目Design of control system of theconveyor belt based on PLC姓名徐蒙蒙所在系部电子信息工程系所学专业电气自动化班级名称电气自动化1203学号 41215302指导教师李晓娓日期 2014 年11月30 日目录摘要 (I)Abstrat (II)一、引言 (1)二、传送带的概述 (1)(一)传送带系统的概述 (1)(二)传送带的控制要求 (2)三、传送带控制各系统特点 (2)(一)继电器-接触器控制特点 (2)(二)单片机控制特点 (3)(三)PLC控制特点 (3)四、基于PLC控制的硬件设计 (4)(一)PLC选型 (4)(二)I/O分配 (5)(三)PLC外部接线图 (7)五、基于PLC控制的软件设计 (8)(一)程序控制流程图 (8)(二)主电路设计 (9)(三)梯形图 (9)(四)仿真 (14)六、结束语 (19)参考文献 (20)谢辞 (21)附录 (22)无锡城市职业技术学院12级电气自动化专业毕业设计报告(论文)摘要摘要:自工业化大生产以来,随着经济的飞速发展,企业竞争越来越激烈,各国的工程师和企业主都在努力寻找如何提高生产率,如何降低成本的方法,而这一切也都是为了使效益最大化。
为了提高效率,降低成本,传送带得到了广泛的应用。
传送带的运用不仅节约了劳动成本,提高了生产效率,而且降低了生产成本,在工业生产中发挥了巨大作用。
未来,传送带设备将向着大型化发展,扩大使用范围,物料自动分拣,降低能量消耗,减少污染等方向发展。
本设计结合传送带的实际模型,针对PLC本身具有的功能特点,成功的实现对传送带系统的控制,达到了预期的控制效果。
传送带设备的不断改进,不断发展,为自动化技术高速发展的今天,做出了不可磨灭的贡献.可编程控制器(PLC)是以计算机技术为核心的通用自动控制装置,在各行各业中得到了广泛的应用.有着160年历史的西门子公司,同时作为自动化领域技术、标准与市场的领先者,以最先进的技术和产品,向用户提供具有先进、可靠的解决方案。
基于PLC的物料分拣传送控制系统的设计与实现
基于PLC的物料分拣传送控制系统的设计与实现一、引言随着现代工业的快速发展,物料分拣传送系统在生产中起着至关重要的作用。
目前,主流的物料分拣传送系统多采用了基于PLC(可编程逻辑控制器)的控制系统,它具有响应速度快、可靠性高、操作灵活等特点。
本文将介绍一个基于PLC的物料分拣传送控制系统的设计与实现过程。
二、系统设计1. 系统功能概述物料分拣传送控制系统主要用于对生产中的物料进行分拣和传送,以达到自动化生产的目的。
该系统包括物料传送带、传感器、执行机构和PLC控制器等组成部分。
2. 系统工作流程当物料被送上传送带时,传感器会检测到物料的到来并发送信号给PLC控制器。
PLC 控制器根据程序控制传送带的运行速度和方向,将物料送到指定的位置。
执行机构根据PLC控制器的指令,将物料分拣到不同的位置。
3. 系统硬件设计在硬件设计方面,需要选择适合的传感器、执行机构和传送带,并进行合理的布置和连接。
还需要选择适合的PLC控制器,并设计相应的电路连接。
4. 系统软件设计在软件设计方面,需要编写PLC程序,包括物料传送控制程序和物料分拣程序。
这些程序需要考虑传送带的运行速度、传感器的信号处理、执行机构的控制等方面,以实现物料的精准传送和分拣。
三、系统实现1. 硬件的组装和连接需要按照系统设计方案组装和连接好传感器、执行机构、传送带和PLC控制器等硬件设备,确保它们之间的良好连接和协调。
2. 软件的编写和调试根据系统设计方案编写PLC程序,并将其下载到PLC控制器中。
然后进行软件的调试,验证程序是否能够准确地控制传送带的运行和物料的分拣,并对程序进行优化和修改。
3. 系统的测试和运行对整个系统进行测试和调试,验证系统的稳定性和可靠性。
在确认系统可以正常运行后,即可投入生产使用。
四、系统优化在系统实现过程中,可能会遇到一些问题和挑战,需要对系统进行优化。
可能会存在传感器信号不稳定、执行机构控制不准确、传送带运行不稳定等问题。
基于PLC的传送带控制系统设计

基于PLC的传送带控制系统设计第一章:引言随着工业自动化程度的不断提高,传送带控制系统在现代工业中得到广泛应用。
传送带控制系统作为一个关键的部分,用于有效地管理和控制物体在生产过程中的运输和分拣。
本章将简要介绍传送带控制系统的作用和意义,并对文章的结构进行概述。
第二章:传送带控制系统的基本原理本章将介绍传送带控制系统的基本原理。
首先,将介绍传送带控制系统的组成部分,包括传送带、传动装置、传感器和PLC。
然后,将详细阐述传送带控制系统的工作原理,包括传送带的启停控制、速度控制和方向控制。
第三章:PLC在传送带控制系统中的应用本章将详细讨论PLC在传送带控制系统中的应用。
首先,将介绍PLC的基本原理和特点,包括可编程性、可扩展性和可靠性。
然后,将重点介绍PLC在传送带控制系统中的功能和应用,包括信号输入输出的处理、逻辑控制的实现和故障检测与处理。
第四章:传送带控制系统的设计与实现本章将详细介绍传送带控制系统的设计与实现过程。
首先,将介绍传送带控制系统的硬件设计,包括传送带的选择与布置、传动装置的选型和PLC的选取与配置。
然后,将重点讨论传送带控制系统的软件设计,包括PLC程序的编写、逻辑流程的设计和参数设置。
第五章:传送带控制系统的性能评估与优化本章将对传送带控制系统的性能进行评估与优化。
首先,将介绍性能评估的基本指标,包括传送效率、运行稳定性和故障率。
然后,将讨论性能优化的方法与策略,包括优化控制算法和改进硬件配置。
第六章:实验与结果分析本章将设计实验并分析实验结果,以验证传送带控制系统的性能与可靠性。
首先,将介绍实验的设计与搭建,包括实验样本的准备和实验环境的设置。
然后,将详细分析实验结果,并与设计要求进行对比和评价。
第七章:总结与展望本章将对文章进行总结,并展望传送带控制系统未来的发展趋势。
首先,将回顾本文的研究内容和成果。
然后,将对传送带控制系统在智能化、网络化和大数据时代的应用进行展望,并提出进一步的研究方向。
基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用
基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用【摘要】胶带运输机在工业生产中扮演着至关重要的角色,其控制系统的设计直接影响生产效率和安全性。
本文通过基于PLC实现的连锁功能,提出了一种有效的控制系统设计方案。
文章首先介绍了胶带运输机的基本工作原理和PLC在工业控制中的应用。
随后详细阐述了连锁功能的概念及在控制系统中的设计原则,并给出了具体的实现方法。
最后对连锁功能在实际应用中的效果进行了评估,表明其在提高系统稳定性和安全性方面具有显著效果。
本文的成功应用案例表明基于PLC实现的连锁功能在胶带运输机控制系统中具有重要意义。
未来的发展方向和优化建议将为该技术在工业控制领域的进一步应用提供有益指导。
【关键词】关键词:胶带运输机控制系统、PLC、连锁功能、设计原则、工作原理、实现方法、效果评估、成功应用、未来发展方向、优化建议。
1. 引言1.1 胶带运输机控制系统的重要性胶带运输机控制系统的重要性在于提高生产效率和产品质量,实现自动化生产和智能化管理,减少人为操作错误和生产事故的发生,提高生产安全性和稳定性。
胶带运输机控制系统能够实现对胶带运输机进行精确的控制和调节,保证产品在生产线上的顺畅运输和稳定工作,提高生产效率和产品质量。
胶带运输机控制系统还可以实现生产数据的实时采集和分析,帮助企业管理者及时掌握生产过程的数据信息,为企业生产管理决策提供科学依据。
胶带运输机控制系统的应用不仅可以提高企业的生产效率和产品质量,还可以促进企业的智能化升级和产业转型,增强企业的竞争力和发展潜力。
1.2 PLC在工业控制中的应用PLC(Programmable Logic Controller)是一种专门用于工业控制的计算机设备,它可以根据预先编写的程序来控制各种工业设备和生产过程。
PLC在工业控制中的应用非常广泛,可以用于控制各种机械设备、生产线、自动化系统等。
相比传统的控制方式,PLC具有更高的可靠性、灵活性和精确性,可以满足不同工业环境下的控制需求。
基于PLC的传送带控制系统设计
基于PLC的传送带控制系统设计第一章:引言随着现代工业的快速发展,传送带在物料运输方面发挥着重要的作用。
为了提高生产效率和安全性,传送带控制系统成为了关键的技术。
其中,基于可编程逻辑控制器(PLC)的传送带控制系统被广泛应用于各种行业。
本文将介绍基于PLC的传送带控制系统的设计原理、硬件配置、软件编程以及性能优化等方面的内容,旨在为读者提供一种全面的设计指南。
第二章:设计原理2.1 传送带控制系统概述传送带控制系统用于控制传送带的运行状态,包括启停、速度调节、方向控制以及故障检测等。
通过PLC的集成设计,可以实现对传送带的全面控制。
2.2 控制策略设计传送带控制系统的主要控制策略包括手动控制、自动控制以及远程控制等。
根据具体的应用场景,设计合适的控制策略是确保传送带安全稳定运行的关键。
第三章:硬件配置3.1 传感器选择与布置通过传感器的检测,可以实现对物料的监测、定位以及故障检测等功能。
在传送带控制系统设计中,选择合适的传感器并合理布置是确保控制系统高效运行的基础。
3.2 PLC控制器选型PLC控制器是传送带控制系统的核心设备,其性能和功能直接影响整个控制系统的性能。
合理选择PLC控制器,并配备适当的输入输出模块,可以满足不同应用的需求。
3.3 电机控制器设计传送带的运行依赖于电机的驱动,因此电机控制器的设计在整个控制系统中占据着重要的地位。
选择合适的电机控制器,并进行恰当的配置和编程,可以实现传送带的平稳运行。
第四章:软件编程4.1 PLC编程设计PLC编程是设计控制系统的关键环节,需要根据具体的控制策略,利用PLC编程软件进行程序设计。
本章将介绍PLC编程的基本原理和常用的编程语言,以及在传送带控制系统中的应用。
4.2 状态监测与故障检测传送带控制系统需要实现对传送带的状态监测和故障检测。
通过合理设置检测程序,并编写相应的故障处理程序,可以提高控制系统对异常情况的响应能力。
第五章:性能优化5.1 传送带速度控制传送带的速度控制是提高生产效率的关键,通过PLC编程和配置合适的速度传感器,可以实现对传送带速度的精确控制。
基于PLC的四级传送带控制系统的设计
0引言现今的自动生产线应用于各个制造产业,自动生产线需要配置运输带,因此传送带的工作效率直接影响整个生产流水线的生产效率,如何提高传送带的稳定性和效率成为急需解决的问题。
因此,本文设计了一种基于PLC 的输送带控制系统,以此来降低了工人的劳动强度,提高生产效率,从而缩短加工时间,提高加工中心的工作效率[1]。
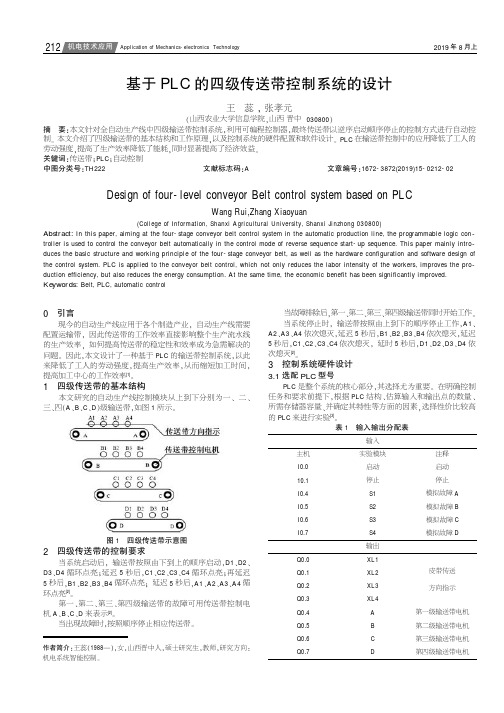
1四级传送带的基本结构本文研究的自动生产线控制模块从上到下分别为一、二、三、四(A 、B 、C 、D )级输送带,如图1所示。
图1四级传送带示意图2四级传送带的控制要求当系统启动后,输送带按照由下到上的顺序启动,D1、D2、D3、D4循环点亮;延迟5秒后,C1、C2、C3、C4循环点亮;再延迟5秒后,B1、B2、B3、B4循环点亮;延迟5秒后,A1、A2、A3、A4循环点亮[2]。
第一、第二、第三、第四级输送带的故障可用传送带控制电机A 、B 、C 、D 来表示[2]。
当出现故障时,按照顺序停止相应传送带。
当故障排除后,第一、第二、第三、第四级输送带同时开始工作。
当系统停止时,输送带按照由上到下的顺序停止工作,A1、A2、A3、A4依次熄灭,延迟5秒后,B1、B2、B3、B4依次熄灭,延迟5秒后,C1、C2、C3、C4依次熄灭,延时5秒后,D1、D2、D3、D4依次熄灭[2]。
3控制系统硬件设计3.1选配PLC 型号PLC 是整个系统的核心部分,其选择尤为重要。
在明确控制任务和要求前提下,根据PLC 结构、估算输入和输出点的数量、所需存储器容量、并确定其特性等方面的因素,选择性价比较高的PLC 来进行实验[3]。
表1输入输出分配表输入主机注释实验模块I0.6S3模拟故障C I0.0启动启动10.1停止停止I0.4S1模拟故障A I0.5S2模拟故障B I0.7S4模拟故障D输出Q0.0皮带传送方向指示XL1Q0.1XL2Q0.2XL3Q0.3XL4Q0.4A 第一级输送带电机Q0.5B 第二级输送带电机Q0.6C第三级输送带电机Q0.7D第四级输送带电机基于PLC 的四级传送带控制系统的设计王蕊,张孝元(山西农业大学信息学院,山西晋中030800)摘要:本文针对全自动生产线中四级输送带控制系统,利用可编程控制器,最终传送带以逆序启动顺序停止的控制方式进行自动控制。
基于PLC的四级传送带控制系统的设计
基于PLC的四级传送带控制系统的设计一、引言传送带是一种广泛使用的自动化设备,在生产和物流行业中起到了重要的作用。
传送带的控制系统有助于提高生产效率和减少人工操作。
本文将介绍基于PLC的四级传送带控制系统的设计。
二、控制系统的整体设计四级传送带控制系统是由四个传送带组成的,每个传送带上都有一个传感器用于检测物品的位置。
通过PLC控制器来控制这四个传送带的运行,从而实现物品的自动传送。
该控制系统的整体设计如下:1.传送带构造:四个传送带分别位于垂直方向的不同层次。
每个传送带上均有一个传感器用于检测物品的位置。
2.传感器:每个传送带上的传感器用于检测物品的位置。
传感器可以采用光电传感器或者接近开关等。
3.PLC控制器:控制系统使用PLC控制器来控制传送带的运行。
PLC控制器会根据传感器的反馈信号来调整传送带的运行状态。
4.运行状态:传送带的运行状态分为四种:停止状态、正向运行状态、反向运行状态、暂停状态。
PLC控制器会根据传感器的信号来判断物品的位置,并根据需要来控制传送带的运行状态。
5.控制信号:PLC控制器会根据物品的位置来发送控制信号,控制传送带的运行。
例如,当传感器检测到物品到达最终目标位置时,PLC控制器会发送停止信号,以停止传送带的运行。
6.人机界面:控制系统还可以加入一个人机界面,用于操作员监控和控制传送带的运行。
人机界面可以显示传送带的运行状态、物品位置等信息,并且允许操作员通过按键来控制传送带的运行。
三、PLC控制器的程序设计PLC控制器的程序设计是整个传送带控制系统的关键。
以下是PLC控制器的程序设计流程:1.初始化:在程序开始时,PLC控制器会对传送带、传感器和控制信号进行初始化设置。
2.检测信号:PLC控制器会不断地检测传感器的信号,判断物品的位置。
3.运行控制:根据传感器的信号,PLC控制器会判断当前物品的位置并发送相应的控制信号,控制传送带的运行状态。
4.反馈信号:当传感器检测到物品到达最终目标位置时,会发送反馈信号给PLC控制器,PLC控制器接收到反馈信号后,会停止传送带的运行。
基于PLC的运料传送带的控制系统设计
基于PLC的运料传送带的控制系统设计摘要针对中小型皮带运输机的控制系统采用继电器控制,致使生产效率低,生产成本高,企业的竞争能力差,本文利用三菱FX2N系列PLC控制皮带输煤机,有手动控制和自动控制两种控制方式,实现了软件与硬件相结合的控制方法,是皮带运输机自动化控制系统改善和提高的一条有效途径,用四条皮带运输机的传送系统,分别用四台电动机带动,具有较高的应用推广价值。
该系统用可编程序控制器(PLC)作为控制核心,结合电动装置、称重传感技术的自动运输。
在软件设计中,给出了程序流程图,并设计出梯形图程序,出现故障时可及时发出警报信息。
此外,研究了MCGS在皮带运输机控制系统中的应用。
利用组态软件MCGS设计了皮带运输机控制系统监控界面,进而为维修和故障诊断提供了多方面的可能性,充分提高了系统的工作效率。
关键词:三菱PLC,皮带输送机,自动化AbstractAccording to the control system of small and medium sized belt conveyor with relay control, resulting in low production efficiency, high production cost, the enterprise competition ability, this paper makes use of the MITSUBISHI FX2N series PLC control of belt conveyer, a manual control and automatic control two control mode, control method realizes the combination of software and hardware, is a belt conveyor an effective way to improve the automation control system, transmission system with four belt conveyer, respectively with four motor drive, has a higher application value. The system uses programmable logic controller (PLC) as the control core, and combines pneumatic technology, sensing technology and position control technology to control the automatic transportation of products on-site. In the software design, the program flow chart is given, and the ladder diagram program is designed. When the failure occurs, the alarm information can be sent out in time. In addition, the application of MCGS in the control system of belt conveyer is studied. The monitoring interface of belt conveyor control system is designed by using configuration software MCGS, which provides many possibilities for maintenance and fault diagnosis, and improves the working efficiency of the system.Key words: MITSUBISHI PLC, belt conveyor, automation目录1 总体方案设计 (1)1.1皮带运输机的结构 (1)1.2运输机的工作流程 (2)1.2.1 启动 (2)1.2.2 停止 (3)1.3系统的设计内容 (3)2 皮带运输机装置控制系统的硬件设计 (4)2.1可编程控制器(PLC)的选型 (4)2.2传感器的选择 (5)2.3电机选择 (5)2.4通信接口 (5)2.5触摸屏 (6)2.6中间继电器 (6)2.7热继电器 (6)2.8接触器 (7)3 皮带运输机软件以及调试设计 (7)3.1运输机软件的流程图框架 (7)3.2电机正反转程序设计 (8)3.3运行和调试 (11)3.4组态MCGS界面运行的设计 (11)3.4.1MCGS的简介 (11)3.4.2 建立MCGS组态画面 (11)结论 (17)致谢 (18)参考文献 (19)附录一PLC接线图 (20)附录二梯形图程序 (21)附录三输入/输出分配表 (30)本论文以矿用皮带机电气控制系统为研究对象,针对现有煤矿的需要,进行基于PLC的矿用皮带机电气控制系统的设计,使其达到高效率、高节能,高自动化的水平。
基于PLC的传送带控制系统设计
基于PLC的传送带控制系统设计利用PLC对四节传送带控制系统进行硬件设计、软件设计,调试运行后能够满足传送带控制系统的设计要求,完成顺序起动、顺序停止、故障诊断功能,此设计能够提高工作效率,也为远距离、更大量物体带式传送提供参考。
标签:PLC;传送带;系统设计Abstract:PLC is used to design the hardware and software of the four-section conveyor belt control system. After debugging and running,the system can meet the design requirements of the conveyor belt control system,and complete the functions of sequential start,sequence stop and fault diagnosis. This design can improve work efficiency,and provide a reference for long-distance,more large number of objects belt transmission.Keywords:PLC;conveyor belt;system design1 概述传送带控制系统具有速度快、运送量大等特点,并且能大量减少人工投入,在现代各行各业中有着不可或缺的作用[1][2]。
随着计算机技术和控制技术的快速发展,PLC(可编程控制器)作为工业计算机,在工业控制领域中起到很好的控制作用,其功能越来越强大,在传送带控制系统中引入PLC控制技术,使控制装置在体积上更加简易,安装和维修保养方便,提高了系统可靠性。
本次设计采用PLC作为控制系统的核心,实现对四节传送带进行输送控制,并具备自动诊断故障功能,通过硬件设计、软件设计实现顺序启动及顺序停止的功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
河南工业职业技术学院HENAN Polytechnic Institute 毕业设计(论文)题目基于PLC的传送带控制系统设计班级机电一体化1007姓名欧阳裕洋指导教师李永飚目录摘要...................................................................................................................................... - 4 -第一章前言....................................................................................................................... - 5 -1.1 传送带控制系统的背景............................................................................................ - 5 -1.2 课程设计的目的........................................................................................................ - 5 -第二章概述................................................................................................................... - 7 -2.1 PLC的起源................................................................................................................... - 7 -2.2 可编程控制器的介绍.................................................................................................. - 7 -2.3 PLC的基本结构......................................................................................................... - 8 -2.4 PLC的功能................................................................................................................... - 8 -2.5 PLC与单片机的区别................................................................................................... - 9 -2.6 带式输送机应用的行业与国内的现状...................................................................... - 9 -第三章传送带控制系统的硬件设计............................................................... - 11 -3.1系统控制分析............................................................................................................. - 11 -3.2 四节传送带的模拟实验面板图................................................................................ - 12 -3.3 PLC的选型................................................................................................................. - 12 -3.4 电动机接线图............................................................................................................ - 13 -3.5控制系统构成............................................................................................................. - 13 -第四章传送带控制系统的软件设计............................................................... - 15 -4.1系统程序设计............................................................................................................. - 15 -4.2 程序中所使用的元件及功能见表............................................................................ - 15 -4.3顺序功能图................................................................................................................. - 15 -4.4控制系统的I/O信号的名称及地址分配表............................................................. - 17 -4.5 PLC I/O点对应的外部电路代号............................................................................. - 17 -4.6控制系统梯形图程序及程序及程序注释................................................................. - 18 -4.7 PLC程序梯形图及用户定义符号表......................................................................... - 19 -4.8 PLC程序语句表:..................................................................................................... - 27 -第五章传送带调试及故障与维护....................................................................... - 31 -5.1传送带的调试............................................................................................................. - 31 -5.2传送带的常见故障及维护......................................................................................... - 31 -5.2.1传送带跑偏故障原因及解决方法................................................................. - 32 -5.2.2传送带撒料的处理......................................................................................... - 33 -结论......................................................................................................................................... - 35 -参考文献 .............................................................................................................................. - 36 -致谢......................................................................................................................................... - 37 -摘要PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电器控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场操作维修人员的技能与习惯,特别是PLC程序的编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程编制形象、直观、方便易学;调试与查错也都很方便。
从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点己减少到数百甚至数千分之一,故障也就大大降低。
此外,PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息。
在应用软件中,应用者还可以编入外围器件的故障自诊断程序,使系统中除PLC以外的电路及设备也获得故障自诊断保护。
本系统是对四节传送带控制的系统,该设备适用于流水线生产等,也可以把生产出的货物进行传送到特定的地方。