涂装常见缺陷分析分析共46页文档
涂装常见缺陷分析46页PPT
46、法律有权打破平静。——马·格林 47、在一千磅法律里,没有一盎司仁 爱。— —英国
48、法律一多,公正就少。——托·富 勒 49、犯罪总是以惩罚相补偿;只有处 罚才能 使犯罪 得到偿 还。— —达雷 尔
50、弱者比强者更能得到法律的保护 。—— 威·厄尔
谢谢你的阅读
❖ 知识就是财上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
涂装作业产生缺陷的原因及其防治措施
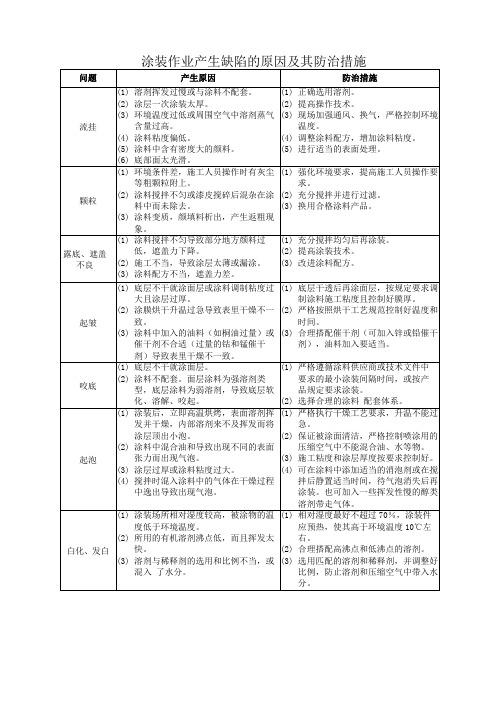
(3)施工粘度和涂层厚度按要求控制好。
(4)可在涂料中添加适当的消泡剂或在搅拌后静置适当时间,待气泡消失后再涂装。也可加入一些挥发性慢的醇类溶剂带走气体。
白化、发白
(1)涂装场所相对湿度较高,被涂物的温度低于环境温度。
(2)所用的有机溶剂沸点低,而且挥发太快。
(1)严格按照产品说明进行配比使用。
(2)选择合适的性差,释 放气泡性差。
(2)涂料中混入油、水,造成干燥时涂膜表面出现针孔。
(3)涂料干燥不当,表层快速干燥成膜底层溶剂蒸发时冲破表层涂膜出现针孔。涂装环境湿度过大或被涂物表面有污物和小孔。
(1)选择合适的涂料,施工时调整合适的粘度。
(1)底层干透后再涂面层,按规定要求调制涂料施工粘度且控制好膜厚。
(2)严格按照烘干工艺规范控制好温度和时间。
(3)合理搭配催干剂(可加入锌或铅催干剂),油料加入要适当。
咬底
(1)底层不干就涂面层。
(2)涂料不配套。面层涂料为强溶剂类型,底层涂料为弱溶剂,导致底层软化、溶解、咬起。
(1)严格遵循涂料供应商或技术文件中 要求的最小涂装间隔时间,或按产 品规定要求涂装。
露底、遮盖不良
(1)涂料搅拌不匀导致部分地方颜料过低,遮盖力下降。
(2)施工不当,导致涂层太薄或漏涂。
(3)涂料配方不当,遮盖力差。
(1)充分搅拌均匀后再涂装。
(2)提高涂装技术。
(3)改进涂料配方。
起皱
(1)底层不干就涂面层或涂料调制粘度过大且涂层过厚。
(2)涂膜烘干升温过急导致表里干燥不一致。
(3)涂料中加入的油料(如桐油过量)或催干剂不合适(过量的钴和锰催干剂)导致表里干燥不一致。
涂装表面缺陷原因分析

序号问题点图片原因预防措施1.由于结构死角导致漏喷2.周转时防护不到位撞掉3.挂钩碰掉漆层1.作业员工作服脏2.喷涂环境不干净3.工件流转时防护不到位4.调漆容器不干净,含杂质5.喷枪、喷房及烘箱没有清洁干净序号问题点图片原因预防措施1.油漆厚度超厚2.前处理不到位3.调漆配比不对4.烘烤时间过短5.返工件处理不到位涂装表面缺陷原因分析2附着力前处理完成后进行自检,不得有残留油污等杂质;控制涂层的厚度在规定范围内;对于返工件要打磨掉旧涂层才可进行杂质颗粒漏底周转时注意工件的防护措施,喷手喷涂时要了解零件结构,做到不漏喷,做好自检车间力争做好6S,保持工作场所的彻底清洁,定期做好设备清洁、保养316.喷涂前表面被污染7.阴雨天湿度大,有水分1.清除屏蔽胶带时刀片刮伤表面2.工作台面不清洁3.打磨过度,造成表面损伤4.周转过程中防护不到位,碰伤5.工件摆放不合理,造成碰伤6.工件清洗时装框不合理造成刮伤序号问题点图片原因预防措施1.压缩空气有水2.工件喷涂前污染3.烘箱顶部漏雨水(喷塑件)1.周转引起的碰撞2.材料本身缺陷3.铸铝件表面砂眼4.过度打磨(金属、油漆)5.摆放不当受压造成6.包装不合理序号问题点图片原因预防措施1.涂料粘度过高或一次喷涂过厚导致内部的溶剂无法挥发碰伤、划伤凹坑6鱼眼45喷涂检查气管,油水分离器完好;加强对工件的防护措施周转时做好防护措施、清洁工作台面、按照合理的装框方式进行装框、工件不得叠放超过1.2m,之间用EPE膜隔开周转时做好防护措施,打磨时打磨机要做直线运动,不可停留一处长时间打磨开盖使用的涂料后应加以密封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥2.前一道涂层干燥不彻底,下一道涂层又干燥过快3.涂料混入水或者油1.空气压缩器的压力过大或里面含有水分2.涂料粘度过高或一次性喷涂过多3.烘房的内外温差过大或烘房温度太高4.底涂未充分干燥就连续喷涂5.稀释剂挥发速度太快8起泡针孔7封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥前,务必让涂料内的溶剂有充分挥发的时间调整涂料粘度至适当,喷涂时不可一次喷涂过厚;选用与季节相配套的稀释剂;多次喷涂时,加强底层的干燥时间;过滤空气压缩器,空气压缩机要定时放水。
涂装生产中常出现的缺陷与对策

3.按工艺规定的烘烤温度。
12
厚边
亦称之为镜框效应,是指施工后的涂膜边角处特别厚,看上去犹如镜框
1.涂料(尤指高固体分涂料)的表面张力过高,使涂料容易流向边角;
2.涂料的触变性较差,使湿润的涂膜在边角等高浓度区易形成高表面张力区。
1.认真选择涂料的溶剂,适当并有效的降低涂料的表面张力;
8.调整好喷枪的出漆量。
4
咬底
当在底漆表面施工面漆时引起底层涂膜发软从而起皱的不良现象
1.底漆对底材的附着力不佳;
2.油漆的溶剂或稀释剂溶解度过强;
3.底层漆膜未完全干燥,尤其是半干状态时进行重涂。
1.选择合适的树脂涂料以增强对底材的附着力;
2.更换溶解度较弱的合适溶剂和稀释剂;
3.尽量在底层漆膜干燥后再进行重涂。
6.涂料的润湿效果不良。
1.使用慢
4.严格禁止使用已经产生凝絮现象的涂料;
5.使用双组分涂料时,应在配制后放置一段时间再用;
6.改善油漆的润湿性。
8
附着力差
涂膜与底材的附着力不够,达不到标准所规定的要求
1.喷漆之前底材表面受到杂质的污染;
2.使用对底材表面不适合的涂料;
3.选用挥发速率小的溶剂或稀释剂。
14
剥漆
当涂料干燥成涂膜后,涂膜很容易从底材上成片的剥落下来
1.底材(特别是金属)表面过分光滑;
2.底材表面被污染;
3.涂料中含有水分或有过多的硅烷类流平剂;
4.在二次喷涂时对表面没有进行处理。
1.在涂装前应先把光滑的底材表面磨粗;
2.用溶剂擦去表面污染物;
3.溶剂中尽量不使用硅烷类流平剂并注意防潮;
3.在制造油漆时应该合理选用催干剂,尽量不用锰催干剂。
涂装表面缺陷原因分析
序号问题点图片原因预防措施1.由于结构死角导致漏喷2.周转时防护不到位撞掉3.挂钩碰掉漆层1.作业员工作服脏2.喷涂环境不干净3.工件流转时防护不到位4.调漆容器不干净,含杂质5.喷枪、喷房及烘箱没有清洁干净序号问题点图片原因预防措施1.油漆厚度超厚2.前处理不到位3.调漆配比不对4.烘烤时间过短5.返工件处理不到位涂装表面缺陷原因分析2附着力前处理完成后进行自检,不得有残留油污等杂质;控制涂层的厚度在规定范围内;对于返工件要打磨掉旧涂层才可进行杂质颗粒漏底周转时注意工件的防护措施,喷手喷涂时要了解零件结构,做到不漏喷,做好自检车间力争做好6S,保持工作场所的彻底清洁,定期做好设备清洁、保养316.喷涂前表面被污染7.阴雨天湿度大,有水分1.清除屏蔽胶带时刀片刮伤表面2.工作台面不清洁3.打磨过度,造成表面损伤4.周转过程中防护不到位,碰伤5.工件摆放不合理,造成碰伤6.工件清洗时装框不合理造成刮伤序号问题点图片原因预防措施1.压缩空气有水2.工件喷涂前污染3.烘箱顶部漏雨水(喷塑件)1.周转引起的碰撞2.材料本身缺陷3.铸铝件表面砂眼4.过度打磨(金属、油漆)5.摆放不当受压造成6.包装不合理序号问题点图片原因预防措施1.涂料粘度过高或一次喷涂过厚导致内部的溶剂无法挥发碰伤、划伤凹坑6鱼眼45喷涂检查气管,油水分离器完好;加强对工件的防护措施周转时做好防护措施、清洁工作台面、按照合理的装框方式进行装框、工件不得叠放超过1.2m,之间用EPE膜隔开周转时做好防护措施,打磨时打磨机要做直线运动,不可停留一处长时间打磨开盖使用的涂料后应加以密封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥2.前一道涂层干燥不彻底,下一道涂层又干燥过快3.涂料混入水或者油1.空气压缩器的压力过大或里面含有水分2.涂料粘度过高或一次性喷涂过多3.烘房的内外温差过大或烘房温度太高4.底涂未充分干燥就连续喷涂5.稀释剂挥发速度太快8起泡针孔7封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥前,务必让涂料内的溶剂有充分挥发的时间调整涂料粘度至适当,喷涂时不可一次喷涂过厚;选用与季节相配套的稀释剂;多次喷涂时,加强底层的干燥时间;过滤空气压缩器,空气压缩机要定时放水。
涂装常见缺陷分析

油污:表 面残留油 污影响涂 层附着力
锈蚀:金 属表面锈 蚀影响涂 层使用寿 命
氧化皮: 金属表面 氧化皮影 响涂层附 着力
水分:表 面残留水 分影响涂 层附着力
灰尘:表 面残留灰 尘影响涂 层附着力
旧涂层: 旧涂层未 清理干净 影响新涂 层附着力
表面预处理缺陷产生的原因及解决办法
原因:表面处理材料选择不当 如使用劣质材料、不适用材料 等
原因:涂装工艺流程不合理设备故障操作人员技术水平不足 解决办法:优化涂装工艺流程定期维护设备加强操作人员培训 原因:涂装材料质量不合格供应商管理不善 解决办法:选择优质供应商加强供应商管理定期进行质量检测 原因:涂装环境不符合要求如温度、湿度、通风等 解决办法:改善涂装环境确保温度、湿度、通风等符合要求
解决办法:加强表面处理如增 加清洗次数、提高打磨精度等
解决办法:选择合适的表面处 理材料如选择优质材料、适用
材料等
原因:表面处理工艺不当如 温度过高、时间过长等
原因:表面处理不彻底如清 洗不干净、打磨不均匀等
解决办法:调整表面处理工艺 如控制温度、缩短时间等
涂装工艺缺陷
涂装工艺流程
预处理:去除工件表面的油污、锈迹等
涂装缺陷的原因包 括原材料、工艺、 设备、环境等因素 。
涂装缺陷的预防和 改善是涂装工艺研 究的重要内容。
涂装缺陷的分类
外观缺陷:如 色差、光泽度 不均、颗粒等
性能缺陷:如 附着力不足、
耐候性差等
工艺缺陷:如 涂装不均匀、
流挂等
环境缺陷:如 温度、湿度、 空气污染等影
响涂装效果
涂装缺陷产生的原因
涂装常见缺陷分析
汇报人:
目录
添加目录标题
常见涂装缺陷及对策

常见涂装缺陷及对策1、垂流:在垂直面涂装时,涂膜向下流呈,凸部的现象,涂装效果不佳。
产生原因:可能一次涂装过厚或涂料浓度过高,喷枪气过大,出漆量过多,喷嘴离涂装特过近。
对策:稀释过当粘度,调整喷枪气,压力3.5-4.5kg/m2,压适当及出量,距离适宜(15cm-20cm)。
2、刷痕:涂刷后,涂膜呈条状凹凸不平的现象。
产生原因:施工时,粘度过高,湿膜再涂。
对策:将漆料调至适当粘度,再涂时,底膜需基本干燥,刷子用力不要过大。
3、针孔:涂膜干燥后,涂面呈现小孔状,该小孔由基材于表面的现象。
产生原因:涂膜施喷太厚,干燥温度过高,被涂物有湿气,尘漆等。
对策:一次施喷厚度不得太厚,控制适当的干燥温度,保持被涂物无污尘等。
4、干喷现象:涂料喷涂时经雾化的涂料未到被涂物以前即已干燥一部分,再附著时形成粗糙的涂面。
产生原因:喷涂时喷枪口与被涂物距离过远,喷枪气压过高等原因造成。
对策:调整喷枪口与被涂物距离,约15cm-20cm,压力调整为3.5-4.5kg/m2。
5、白化现象:涂膜表面苍白,无预期光泽。
产生原因:湿度过高(80%以上),稀释剂蒸发过快,被涂物太冷。
对策:涂装湿度应80%以上,或可加5-10%的防白水,要用过快干的稀释剂,被涂物不要太冷。
6、剥离脱落:涂膜从被涂物表面成片掉下。
产生原因:基材有蜡、油、水等,下涂未干而再涂,底材过于平滑,墙面已粉化或采用低劣补土,附着力不够。
对策:将底材彻底除干净,确保无蜡、油、水等杂物,已粉化的旧墙必须铲除干净;用油性批土,或水性批土批平,完全干燥后再涂膜。
7、桔皮现象:涂膜不平滑,象桔皮状凹凸涂膜。
产生原因:稀释剂蒸发太快,喷压力不定或压力过大,吹附距离太远,一次喷涂太厚,底层未干再涂。
对策:使用适当的稀释液,控制喷枪压力,距离要适中,不要一次厚涂,底层完全干燥再涂。
8、褪色现象:涂膜数日后,颜色部分褪掉,色泽不均一。
产生原因:新增未完全干燥,碱性太重,造成色泽退掉。
常见涂装缺陷及应对措施
涂装基础
缩孔 凹陷 鱼眼
涂面产生涂膜被压扁的凹状,由于上下两层的涂膜表面 张力不同,湿膜上层的表面张力低于下层,产生缩孔。 1.喷涂环境原因:周围使用了有机硅类或蜡等物质。应检 查所有设备辅料,绝对不能使用硅酮类等物质。 2.设备,人员:调漆工具,手套,工作服等不干净。 3.素材清洗:脱脂效果不良,有水,油,打膜灰,脱模剂 等异物。应检查前处理工艺参数:热脱脂温度,清洗剂 浓度,喷淋冲洗喷头口压力,堵塞情况等。 4.材料原因:所选涂料表面张力偏低,对缩孔的敏感性大, 涂料或溶剂等受污染,涂料不匹配。应检查湿膜表面张 力,跟换涂料。 5.返工件打磨:对原有类缺陷的问题打磨不彻底。
失光
涂膜干燥后没有达到应有的光泽,或出现雾状朦胧现象. 1.涂料方面:溶剂或固化剂等添加剂配套问题,混合比例 问题。应选择正确的配套溶剂,固化剂,添加剂及混合 比例。 2.膜厚不够:涂料干燥后没有形成完整的涂膜。 3.油漆吸收:素材或下层油漆对上层油漆吸收,因下层油 漆的粗糙,不均匀,2C1B的底漆没有表干等均会引起对 清漆的吸收。 4.漆雾干扰:喷房风速低,风向问题,漆雾过大,落至漆 膜表面,影响光泽。
橘皮
涂层如桔子表皮状凹凸不平,涂料湿膜因溶剂挥发内部 产生对流现象,流动过早停止而产生凹凸不平状. 1.环境原因:喷房,流平区温度高,风速快,导致溶剂挥 发过快。应设定最佳的稳定的喷房温度和风速。 2.涂料,溶剂:稀释剂挥发速度快,涂料粘度高,流平性 差。应降低溶剂挥发速度,降低涂料粘度,以改善涂料 的流动性。 3.喷涂工艺:喷涂压力低,雾化效果差导致涂料颗粒大, 不易流平,膜厚过薄,干燥过快。应调整适当的喷涂参 数设置。 4.被涂物温度高:零件温度过高,导致湿膜溶剂挥发过快。 应降低被涂物零件温度。
涂装缺陷和原因分析
颗粒:在漆膜内或表面有杂质微粒
1、油漆结晶受到污染。 2、喷涂环境污染(喷房、流平间、烘房、 静电除尘设备、滤网等)。 3、待施工件表面未处理干净(清洗不干净、 打磨不良等)。 4、喷太小、扇形空 气太小)。
➢ 2、喷枪距离工件距离太近,移动速度太慢。 ➢ 3、油漆粘度太低. ➢ 4、基材表面温度太低 ➢ 5、涂装环境温度太低。 ➢ 6、涂装环境湿度太高
气泡
1、喷涂雾化空气压力太低。 2、清漆膜厚太高。 3、流平时间不足。 4、涂装环境温度太高。 5、使用稀释剂挥发速度太快。
桔皮:产品喷涂油漆后表面呈疙瘩 状、不平整,类似桔子皮的 外观。
1、喷涂油漆膜厚太薄。 2、喷枪、离工件距离太远,移动速度太快。 3、涂装环境温度太高,喷房风向不好。 4、油漆粘度太高。
3、喷涂环境中或基材表面存在含硅的化合 物。
4、喷涂机械手的喷枪表面有油。
色差:喷涂的漆膜表面颜色(色调) 不同
1、喷枪离工件表面距离太近。 2、喷涂方法不当(流量太大、雾化和扇面
空气太小)。 3、油漆调配时搅拌不均匀、配比不正确。
缩孔(鱼眼):由于被涂面存在异 物而使漆面收缩凹陷,可能 造成内表面外露。
1、喷房内湿度太高。
2、油漆中含有不匹配的成分(使用溶剂不 符、含有油脂等污染物)。
涂装常见缺陷
涂装过程中产生的涂膜缺陷及防治一、遮盖力差(覆盖不良)现象:因涂料的遮盖力差或喷得太薄,透过漆膜可以看见下层表面的颜色,这种情况常常发生在难以喷漆的区域,车身下保护板或尖锐的边角处。
成因:喷涂方法不当。
UV,辐射,水性,粉末,溶剂使用过份慢干稀释剂,在未达到足够漆膜厚度前形成了垂流。
油漆混合不均匀或过份稀释。
由于研磨、抛光过度,减小了色漆层的厚度,或喷涂层数太少。
p'|使用了劣质不良的稀释剂。
预防:使用正确的喷涂方法,保证漆膜厚度适当,平整均匀。
喷涂室的空间要合适,照明条件要好,喷涂时要特别注意不可接近区域的涂膜质量。
要将油漆彻底混合均匀。
禁止对漆膜过度抛光。
要特别注意边角区域。
使用良好的正确的稀释剂。
补救:让漆料略干后重喷或将缺陷区域打磨平,然后重新喷漆。
二、失光(失去光泽或低光泽)涂剂现象:漆膜干燥前光泽丰满,干燥后缺少光泽或日后漆膜光泽逐渐消失。
成因:底漆附着力差,或底漆未彻底固化就在其上喷涂面漆。
油漆中使用的稀料质量太差或型号不对,或者使用了其他不配套或质量较差的固化剂。
油漆调配或喷涂方法不当,如粘度过低,雾化过度。
基底表面质量太差。
由于湿度太大或温度太低,油漆干燥速度太慢。
溶剂蒸气或汽车尾气侵入了漆膜表面。
漆膜表面受到了蜡、油、肥皂水或水的污染;或烤房中空气污秽,喷房中排气不良,使干固的喷粒落在已喷好的表面上。
在新喷涂的漆膜上使用了太强洗涤剂或清洁剂,或者喷完后过早地进行抛光,或者使用的抛光蜡太粗。
面漆或清漆喷得太薄。
预防:使用合格的底漆,要等底漆层充分干燥后再在其上喷涂面漆。
只使用推荐型号的稀料和合格的固化剂。
要充分搅拌油漆,保证喷漆环境符合要求,按照正确的方法进行喷涂,喷涂厚度适当。
彻底地清理基底表面。
要保证漆膜在温暖、干燥的条件下进行干燥。
干燥过程中,漆膜表面要有适当的空气流动。
喷涂面漆之前,应当用清洁剂揩擦底漆层,彻底清洁表面。
颜填料,助剂,树脂,乳液,分散sb-BeY!Y1IH禁止在新喷涂的漆膜表面使用强力洗涤剂或清洁剂。
涂装常见缺陷分析.共46页

41、实际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
▪
27、只有把抱怨环境的心情,化为上进的力量,者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
46
45、法律的制定是为了保证每一个人 自由发 挥自己 的才能 ,而不 是为了 束缚他 的才能 。—— 罗伯斯 庇尔
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
涂装常见缺陷

涂装过程中产生的涂膜缺陷及防治一、遮盖力差(覆盖不良)现象:因涂料的遮盖力差或喷得太薄,透过漆膜可以看见下层表面的颜色,这种情况常常发生在难以喷漆的区域,车身下保护板或尖锐的边角处。
成因:•喷涂方法不当。
UV,辐射,水性,粉末,溶剂•使用过份慢干稀释剂,在未达到足够漆膜厚度前形成了垂流。
•油漆混合不均匀或过份稀释。
•由于研磨、抛光过度,减小了色漆层的厚度,或喷涂层数太少。
p'| •使用了劣质不良的稀释剂。
预防:•使用正确的喷涂方法,保证漆膜厚度适当,平整均匀。
•喷涂室的空间要合适,照明条件要好,喷涂时要特别注意不可接近区域的涂膜质量。
•要将油漆彻底混合均匀。
•禁止对漆膜过度抛光。
要特别注意边角区域。
•使用良好的正确的稀释剂。
补救:让漆料略干后重喷或将缺陷区域打磨平,然后重新喷漆。
二、失光(失去光泽或低光泽)涂剂现象:漆膜干燥前光泽丰满,干燥后缺少光泽或日后漆膜光泽逐渐消失。
成因:•底漆附着力差,或底漆未彻底固化就在其上喷涂面漆。
•油漆中使用的稀料质量太差或型号不对,或者使用了其他不配套或质量较差的固化剂。
•油漆调配或喷涂方法不当,如粘度过低,雾化过度。
•基底表面质量太差。
•由于湿度太大或温度太低,油漆干燥速度太慢。
溶剂蒸气或汽车尾气侵入了漆膜表面。
•漆膜表面受到了蜡、油、肥皂水或水的污染;或烤房中空气污秽,喷房中排气不良,使干固的喷粒落在已喷好的表面上。
•在新喷涂的漆膜上使用了太强洗涤剂或清洁剂,或者喷完后过早地进行抛光,或者使用的抛光蜡太粗。
•面漆或清漆喷得太薄。
预防:•使用合格的底漆,要等底漆层充分干燥后再在其上喷涂面漆。
•只使用推荐型号的稀料和合格的固化剂。
•要充分搅拌油漆,保证喷漆环境符合要求,按照正确的方法进行喷涂,喷涂厚度适当。
•彻底地清理基底表面。
•要保证漆膜在温暖、干燥的条件下进行干燥。
•干燥过程中,漆膜表面要有适当的空气流动。
•喷涂面漆之前,应当用清洁剂揩擦底漆层,彻底清洁表面。
涂装不良现象原因分析及対策

涂装结果不良现象原因分析及对策一、颜色色差(OFFCOLOR):目视颜色或色差值与标准件(色板)不符合原因:1、标准件(色板)的参照或运用发生错误。
(上游厂分发至下游厂商的标准件(色板)已有不同程度的色差;或临时要求以其它物件取代既已发行的标准件,而未及时更换原先的标准件)2、出厂涂料色差判定失误。
3、使用涂料前,未适当予以搅拌均匀即加以施工喷涂。
4、涂装操作手法的差异(人为的湿喷或干喷)5、被涂物素材本身存在的差异性。
(对光反射显色的影响)6、喷涂膜厚未达到或超过标准规格值。
7、涂膜烘烤时间过长,超过工程作业标准书的规定。
8、喷涂设备的设定参数已偏离标准工程的管理值。
9、涂料补给更新率太低,循环管路有沉积物生成。
10、循环管路及循环桶受先前使用涂料残余物的污染。
处理方式:1、各方对标准件(色板)的制订及喷涂过程共同参与确认。
2、启用静置涂料时,对容器内的部分的涂料予以适当的搅拌至均匀为止。
(不可剧烈或强力搅拌)3、对喷枪的压缩空气压力、涂料吐出量、喷雾、喷幅大小等各项施工手法的统一规范。
4、尽量控制被涂物素材本身对光反射与折射的影响性。
5、依标准膜厚规格值进行并管制喷涂作业。
6、更换线上涂料时,应彻底清洗净循环管路及循环桶。
二、橘子皮(ORANGEPEEL):吐膜表面呈现规则性的似橘皮状的波浪型纹路。
原因:1、稀释剂太快干或溶解力不够。
2、喷枪压缩空气压力太高,造成涂料吐出量太少。
3、喷枪距离被涂物较远(或时远时近)4、涂料稀释程度不足,粘度太高。
处理方式:1、用的稀释剂,并选用调整予较慢干的稀释剂。
2、调节压缩空气压力及涂料吐出量比值至标准比例。
3、依照正常规定的喷涂距离及喷幅面积施工作业。
4、涂料稀释至标准的作业黏度(秒数)范围内。
三,针孔(PINHOLING):涂膜表层有细小似针孔的细微孔洞出现。
原因:1、稀释剂选用不当,蒸发速率太快。
2、喷涂过厚过湿,且至进炉烘烤前无足够的湿膜静置时间。
喷漆常见的缺陷及分析
喷漆常见的缺陷及分析喷漆常见的缺陷及分析一、桔皮<现象> :涂面如桔子表皮状凹凸不平引起的主要原因:1.环境原因:温度高;风速强2.设备、机器原因:喷枪口径小;压缩空气压力低,喷枪不佳或清扫不良,导致雾化不良3.涂装作业时的原因:构件表面温度高;涂膜过薄;喷涂压力低;吐出量过少;喷枪速度快;喷枪距离远;晾干时间短4.材料导致的原因:稀释剂挥发速度过快;涂料粘度高;涂料流平性不好二、流挂<现象>:垂直面涂膜成局部的过厚,产生不均匀的条纹和流痕。
引起的主要原因:1.环境原因:温度低;周围空气的溶剂蒸汽含量高;风速慢2.设备、机器原因:喷枪口径大;喷枪雾化不良;3.涂装作业时的原因:构件温度低;喷涂压力低;吐出量过大;喷枪速度慢;喷枪距离近;涂膜过厚4.材料导致的原因:稀释剂挥发速度慢;涂料粘度低三、针孔<现象>:涂膜上产生针刺状孔现象引起的主要原因:1.环境原因:温度高;风速快;湿度高2.设备、机器原因:升温过急、表面干燥过快3涂装作业时的原因:吐出量大;涂膜过厚4材料导致的原因:稀释剂挥发过快;涂料的流动性差;涂料中混入水分等异物四、起泡<现象>:涂膜层间产生无数大小水胀状隆起引起的主要原因:1.环境原因:温度高;湿度高;水溅到涂膜表面;晾干时间短2.设备、机器原因:压缩空气管道中含油、水等3.涂装作业时的原因:底材干底材燥不良;层间附着不良;溶解力不良的稀释剂五、咬起<现象>:底漆层被咬起脱离,产生皱纹、胀起、起泡等现象引起的主要原因:1.涂料方面:涂料不配套;底漆层耐溶剂性差;面漆含有能溶胀底涂层的强溶剂2.涂装方面:底涂层未干透;面漆喷涂太湿;面漆喷涂太厚。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
涂装常见缺陷分析分析 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景则殆。——孔子
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳