机器视觉(相机、镜头、光源 )全面概括
视觉系统的组成
视觉系统的组成⽬录1. 认识机器视觉1.1. 定义机器视觉(Machine Vision)是指通过光学装置和⾮接触传感器⾃动接收并处理真实物体的图像,分析后获取所需信息或⽤于控制机器运动的装置。
通俗地说,机器视觉就是⽤机器代替⼈眼。
机器视觉模拟眼睛进⾏图像采集,经过图像识别和处理提取信息,最终通过执⾏装置完成操作。
1.2. 视觉系统基本架构按照信号的流动顺序,机器视觉系统主要包括:光学成像光学成像模块设计合理的光源和光路,通过镜头将物⽅空间信息投影到像⽅,从⽽获取⽬标物体的物理信息;图像传感器图像传感器模块负责信息的光电信号转换,⽬前主流的图像传感器分为 CCD 与 CMOS 两类;图像处理图像处理模块基于以 CPU 为中⼼的电路系统或信息处理芯⽚,搭配完整的图像处理⽅案和数据算法库,提取信息的关键参数;IO & 显⽰IO 模块输出机器视觉系统的结果和数据;显⽰模块⽅便⽤户直观监测系统的运⾏过程,实现图像的可视化。
2. 术语(关键参数)的解释2.1. 像素图像是 256 级数据的集合体,像素是图像的基本单元:不同分辨率的差异2100万像素相机的实⼒:可取得有效像素数 2100 万 (5104×4092 pix)的⾼分辨率图像。
能够检测细微的缺陷、⼤⼯件的细微之处。
2.1.1. 常见的标准像素值由于⼈眼在左右的长度和上下的宽度⽅向上的⽐例约为 4:3 ,所以所成图⽚的尺⼨也是采⽤这个⽐例的居多,如: 15万像素480X320=15360020万像素640X320=20480030万像素640X480=30720050万像素800X600=48000080万像素1024X768=786432100万像素1140X900=1026000130万像素1280X960=1228800200万像素1600X1200=1920000300万像素2048X1536=3145728500万像素2576X1932=4976832或2592X1944=5038848或2560X1920=4915200800万像素3264X2448=79902721000万像素3648X2736=99809281200万像素4000X3000=120000001400万全线4228X3264=13800192也有采⽤16:9,如900万像素4000X2256=9024000更有采⽤3:2的呢!如600万像素3000X2000=60000001100万像素4000X2664=106560002.1.2. 像素是否越⼤越好?成本不同应⽤场景:对于定性检测,并不追求⾼像素⼯业相机与民⽤相机不同CCD / CMOS处理时间:芯⽚对像素的处理时长(检查效率)相机的像素数与处理时间的关系以下是⽤2432×204031 万像素、200 万像素、500 万像素的相机检测容器上的⿊点的例⼦。
机器视觉系统的5个主要组成结构介绍

机器视觉系统的5个主要组成结构介绍
从机器视觉系统字面意思就可看出主要分为三部分:机器、视觉和系统。
机器负责机械的运动和控制;视觉通过照明光源、工业镜头、工业相机、图像采集卡等来实现;系统主要是指软件,也可理解为整套的机器视觉设备。
下面我们重点说下机器视觉系统中的五大模块:
1.机器视觉光源(即照明光源)
照明光源作为机器视觉系统输入的重要部件,它的好坏直接影响输入数据的质量和应用效果。
由于没有通用的机器视觉照明设备,所以针对每个特定的应用实例,要选择相应的视觉光源,以达到最佳效果。
常见的光源有:LED环形光源、低角度光源、背光源、条形光源、同轴光源、冷光源、点光源、线型光源和平行光源等。
2.工业镜头
镜头在机器视觉系统中主要负责光束调制,并完成信号传递。
镜头类型包括:标准、远心、广角、近摄和远摄等,选择依据一般是根据相机接口、拍摄物距、拍摄范围、CCD尺寸、畸变允许范围、放大率、焦距和光圈等。
3.工业相机
工业相机在机器视觉系统中最本质功能就是将光信号转变为电信号,与普通相机相比,它具有更高的传输力、抗干扰力以及稳定的成像能力。
按照不同标准可有多种分类:按输出信号方式,可分为模拟工业相机和数字工业相机;按芯片类型不同,可分CCD工业相机和CMOS工业相机,这种分类方式最为常见。
4.图像采集卡
图像采集卡虽然只是完整机器视觉系统的一个部件,但它同样非常重要,直接决定了摄像头的接口:黑白、彩色、模拟、数字等。
比较典型的有PCI采集卡、1394采集卡、VGA 采集卡和GigE千兆网采集卡。
这些采集卡中有的内置多路开关,可以连接多个摄像机,同时抓拍多路信息。
5.机器视觉软件。
机器视觉系统的组成及工作流程

机器视觉系统的组成及工作流程机器视觉系统分别有以下配件组成:1.相机:黑白智能相机、线扫描智能相机、彩色智能相机、CMOS智能相机、读码器等;2.板卡:黑白图像采集卡、图象压缩/解压板卡、彩色采集卡、1394接口板卡、图象处理板卡等;3.软件包:图象处理软件、机器视觉工具软件;4.工业相机:cmos相机、ccd彩色相机、面阵相机、CAMERA-LINK相机、行扫描相机、红外相机、高速相机、1394接口相机;5.工业镜头:相机镜头、放大镜、高分辨率镜头、图象扫描镜头、聚光透镜、望远镜、摄象机镜头6.光源:led光源、氙气照明系统、紫外照明系统、红外光源、光纤照明系统、荧光照明系统;7.辅助产品:标定块、光栅、围圈、连线及连接器、电源、底板;8.图象处理系统:光学文字、识别系统、自动化/机器人技术、红外图象系统;9.光学系统:显微镜、激光扫描仪、电子视频内窥镜、工业内窥镜;机器视觉系统工作过程:1、工件定位检测器探测到物体已经运动至接近摄像系统的视野中心,向图像采集部分发送触发脉冲。
2、图像采集部分按照事先设定的程序和延时,分别向摄像机和照明系统发出启动脉冲。
3、摄像机停止目前的扫描,重新开始新的一帧扫描,或者摄像机在启动脉冲来到之前处于等待状态,启动脉冲到来后启动一帧扫描。
4、摄像机开始新的一帧扫描之前打开曝光机构,曝光时间可以事先设定。
5、另一个启动脉冲打开灯光照明,灯光的开启时间应该与摄像机的曝光时间匹配。
6、摄像机曝光后,正式开始一帧图像的扫描和输出。
7、图像采集部分接收模拟视频信号通过A/D将其数字化,或者是直接接收摄像机数字化后的数字视频数据。
8、图像采集部分将数字图像存放在处理器或计算机的内存中。
9、处理器对图像进行处理、分析、识别,获得测量结果或逻辑控制值。
10、处理结果控制流水线的动作、进行定位、纠正运动的误差等。
机器视觉所用的光学知识
机器视觉所用的光学知识
机器视觉是指让机器能够感知和理解图像或视频的能力。
光学知识在机器视觉中起着重要的作用,以下是一些与机器视觉相关的光学知识:
1. 光学原理:了解光的传播规律、折射、反射和干涉等基本原理。
2. 光学成像:理解光通过透镜、凸透镜和反射镜等光学元件进行成像的原理和方法。
3. 相机结构和镜头:了解相机的构造和工作原理,包括光圈、快门、传感器等部件,以及不同类型的镜头(如定焦镜头、变焦镜头)。
4. 相机标定:通过对相机的内部参数(如焦距、畸变等)和外部参数(相机与场景的相对位置和姿态)进行精确测量和校正,使得图像数据能够准确地与真实世界对应起来。
5. 光照和颜色:光照条件对图像的质量和机器视觉算法的性能有很大影响,了解光源的类型、光照强度和颜色等相关知识。
6. 图像传感器:了解不同类型的图像传感器(如CMOS和CCD),以及它们的工作原理、灵敏度、动态范围和噪声等特性。
7. 图像处理:理解图像的数字化表示和处理方法,包括灰度转换、滤波、边缘检测和图像配准等。
8. 特征提取:通过光学方法提取图像中的特征,如边缘、角点、纹理等,以用于目标检测、跟踪和识别等任务。
9. 立体视觉:利用两个或多个相机获取的图像来进行深度估计和三维重建,需要了解立体成像原理和深度计算方法。
10. 光学检测和测量:光学传感器和测量仪器可以用于检测和测量物体的尺寸、形状、颜色等特征,用于机器视觉中的物体分类、排序和质量控制等应用。
综上所述,了解光学知识对于机器视觉的算法和应用有很大帮助,可以提高图像质量、提取有用特征并准确解读图像中的信息。
机器视觉系统详述
右图中,绿色背景 采用红色光源提高 对比度 (灰阶图像)
光源
代码 R G B V W IR UV
颜色 红 绿 蓝 紫 白 红外 紫外
波长(nm) 625(600~720) 517(510~530) 465(430~480) 400 色温:5500k
应用 背景为黑色的透明软板孔位定位、绿色线路 板检测、透光膜厚度测量等。 红色背景产品检测、银色背景产品检测等。
• 特殊要求,需要用到红外或紫外相机情况
镜头--如何选择镜头
•
定焦与变焦 变焦镜头
工作距离不变的情况下获得不同的放大倍率
镜头--如何选择镜头
•
远心镜头与标准工业镜头
远心镜头
• 精密测量系统
CCTV镜头
• 一般工业测量、缺陷检测,对物体成像的放大倍率没有严格要求
远心镜头
CCTV镜头
镜头--如何选择镜头
目录
1 2
机器视觉系统构成 成像系统核心器件选型方法
3 4
5
机器视觉系统设计步骤 应用案例
飞行捕捉和相机丢帧解决办法
机器视觉系统构成
机 器 (Machine)
1、机器视觉系统介绍
+
视 觉 (Vision)
机械
运动
控制
视(硬件)
觉(软件)
机器视觉是一个系统的概念,运 用现代先进的控制技术、计算机 技术及传感技术,表现为光机电 的结合。
镜头
镜头畸变
畸变是镜头放大倍率随着视场变化而变化的现象。
测量应用,畸变越小越好
畸变可以通过软件进行校正
镜头
镜头景深
对于理想的光学系统,像平面对应一个理想物平面。实际光学
系统,能清晰成像的最远物面到理想物平面的距离称为远景深 度,能清晰成像的最近物面到对准平面的距离称为近景深度, 远景深度和近景深度的和就是光学系统的景深。
机器视觉相机光源镜头分类

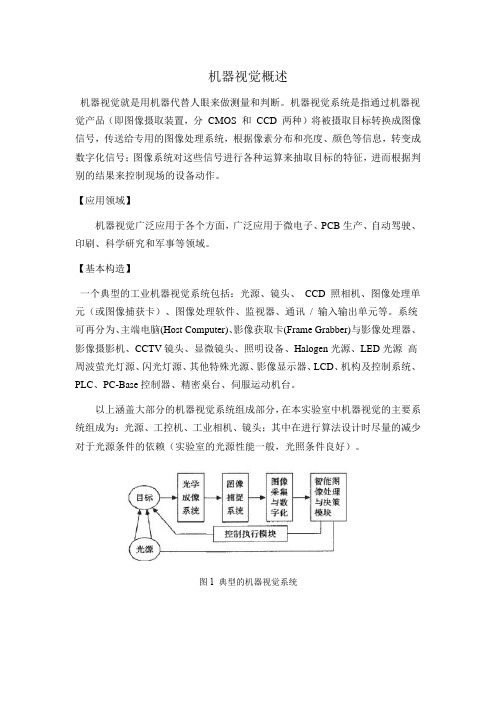
机器视觉就是用机器代替人眼来做测量和判断。 机器视觉系统是指通过机器视觉产品将被摄取 目标转换成图像信号,传送给专用的图像处理 系统,根据像素分布和亮度、颜色等信息,转 变成数字化信号;图像系统对这些信号进行各 种运算来抽取目标的特征,进而根据判别的结 果来控制现场的设备动作。
光源分类
• 6、线性光源:超高亮度,采用柱面透镜聚光,适用于各种流水线连 续检测场合。 • 7、同轴光:同轴光源可以消除物体表面不平整引起的阴影,从而减 少干扰;部分采用分光镜设计,减少光损失,提高成像清晰度,均匀 照射物体表面。 • 8、点光源:大功率LED,体积小,发光强度高;光纤卤素灯的替代品, 尤其适合作为镜头的同轴光源等,高效散热装置,大大提高光源的使 用寿命。 • 9、组合条形光:四边配置条形光,每边照明独立可控制;可根据被 测物体要求调整所需照明角度,适用性广。 • 10、对位光源:对位光源速度快,视场大;精度高;体积小;便于检 测集成,亮度高,可选配辅助环形光。
灵活性高,可扩充性强,支持远距离传输,支持多点传输,技术成熟, 鲁棒性强,成本低 • USB3.0 灵活性高,传输距离短,可靠性低,技术不成熟
镜头分类
• 镜头的基本参数: • FOV:视野范围;WD:镜头第一个工作面到被测物体的距离;DOF: 景深; β:光学放大倍率;NA:数值孔径;Flange dis tance:后背焦 • 镜头的分类: • 1、按相机的不同分为面阵镜头和线阵镜头 • 2、按焦距分为定焦镜头和变焦镜头 • 3、按放大倍数分为定倍镜头和变倍镜头 • 4、按远心类型分为物方远心镜头、像方远心镜头和两侧远心镜头
机器视觉系统的组成
• 图像获取:光源、镜头、相机、采集卡、机械平台 • 图像处理与分析:工控主机、图像处理分析软件、图形交互界面 • 判决执行:电传单元、机械单元
【机器视觉培训】机器视觉系统概论
机器视觉系统概论一、机器视觉系统构成1.机器视觉的概念机器视觉就是用机器代替人眼来做测量和判断。
机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS 和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
美国制造工程师协会(SME Society of Manufacturing Engineers)机器视觉分会和美国机器人工业协会(RIA Robotic Industries Association)的自动化视觉分会对机器视觉下的定义为:“机器视觉是通过光学的装置和非接触的传感器自动地接收和处理一个真实物体的图像,以获得所需信息或用于控制机器人运动的装置”。
在现代工业自动化生产中,涉及到各种各样的检验、生产监视及零件识别应用,例如零配件批量加工的尺寸检查,自动装配的完整性检查,电子装配线的元件自动定位,IC上的字符识别等。
通常人眼无法连续、稳定地完成这些带有高度重复性和智能性的工作,其它物理量传感器也难有用武之地。
由此人们开始考虑利用光电成像系统采集被控目标的图像,而后经计算机或专用的图像处理模块进行数字化处理,根据图像的像素分布、亮度和颜色等信息,来进行尺寸、形状、颜色等的判别。
这样,就把计算机的快速性、可重复性,与人眼视觉的高度智能化和抽象能力相结合,由此产生了机器视觉的概念。
1机器视觉系统的特点是提高生产的柔性和自动化程度。
在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来代替人工视觉;同时在大批量工业生产过程中,用于人工视觉检查产品质量的效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。
正是由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
机器视觉简介
机器视觉概述机器视觉就是用机器代替人眼来做测量和判断。
机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
【应用领域】机器视觉广泛应用于各个方面,广泛应用于微电子、PCB生产、自动驾驶、印刷、科学研究和军事等领域。
【基本构造】一个典型的工业机器视觉系统包括:光源、镜头、CCD 照相机、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯/ 输入输出单元等。
系统可再分为、主端电脑(Host Computer)、影像获取卡(Frame Grabber)与影像处理器、影像摄影机、CCTV镜头、显微镜头、照明设备、Halogen光源、LED光源高周波萤光灯源、闪光灯源、其他特殊光源、影像显示器、LCD、机构及控制系统、PLC、PC-Base控制器、精密桌台、伺服运动机台。
以上涵盖大部分的机器视觉系统组成部分,在本实验室中机器视觉的主要系统组成为:光源、工控机、工业相机、镜头;其中在进行算法设计时尽量的减少对于光源条件的依赖(实验室的光源性能一般,光照条件良好)。
图1 典型的机器视觉系统图2 本实验室的机器视觉的主要组成尽量以本实验室现有的实验条件为主,其他需要的部分按实际要求也可以添加。
【工作原理】机器视觉检测系统采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格/ 不合格、有/ 无等,实现自动识别功能。
【机器视觉系统的典型结构】一个典型的机器视觉系统包括以下五大块:1.照明照明是影响机器视觉系统输入的重要因素,它直接影响输入数据的质量和应用效果。
机器视觉系统之光源的分类
机器视觉系统之光源的分类
■迎下戴光源
机器视觉系统主要由三部分组成:图像的获取、图像的处理和分析、输出或显示。
而图像的获取是机器视觉的核心,图像的获取系统则是由光源、镜头、相机三部分组成。
光源的选取与打光合理与否可直接影响至少30%的成像质量。
所以光源是机器视觉系统中非常重要的一部分。
作用
通过适当的光源照明设计,使图像中的目标信息与背景信息得到最佳分离,可以大大降低图像处理算法分割、识别的难度,同时提高系统的定位、测量精度,使系统的可靠性和综合性能得到提高。
反之,如果光源设计不当,会导致在图像处理算法设计和成像系统设计中事倍功半。
因此,光源及光学系统设计的成败是决定系统成败的首要因素。
照亮目标,提高目标亮度;
突出测量特征,简化图像处理算法;
克服环境光的干扰,保证图像的稳定性,提高图像信噪比;
提高视觉系统的定位、测量、识别精度,以及系统的运行速度;
降低系统设计的复杂度,形成最有利于图像处理的成像效果;
分类
1、环形光源
环形光源提供不同照射角度、不同颜色组合,更能突出物体的三维信息;高密度LED阵列,高亮度;多种紧凑设计,节省安装空间;解决对角照射阴影问题;可选配漫射板导光,光线均匀扩散。
应用领域:PCB基板检测,IC元件检测,显微镜照明,液晶校正,塑胶容器检测,集成电路印字检查2、背光源
用高密度LED阵列面提供高强度背光照明,能突出物体的外形轮廓特征,尤其适合作为
显微镜的载物台。
红白两用背光源、红蓝多用背光源,能调配出不同颜色,满足不同被测。
机器视觉(重要基础)

螺口:0.75(M42/M58/M72等)、 C/CS(32thread/inch)
卡口:F口(Nikon)、Cannon、Petax等
远心镜头
在测量系统中,物距常发生变化,从而使像高发生变化,所以测得 的物体尺寸也发生变化,即产生了测量误差;
即使物距是固定的,也会因为CCD敏感表面不易精确调整在像平面 上,同样也会产生测量误差。
包括光源、镜头、相机、 图像采集卡等。
为什么要采用机器视觉
节省时间 降低生产成本 优化物流过程 缩短机器停工期 提高生产率和产品质量 减轻测试及检测人员劳动强度 减少不合格产品的数量 提高机器利用率
机器视觉应用简介
有一种镜头可以很大程度上降低以上误差, 甚至消除这些误差,这种镜头就是远心镜头。
远心镜头在机器视觉中的应用
如果一个镜头的投影中心在无穷远,称其为 物方远心镜头。
普通镜头
物方远心镜头镜头
远心镜头在机器视觉中的应用
VW 低频亮区最高亮度。
Vmin 频率 f 处的最低亮度 。
Vmax 频率 f 处的最高亮度 。
低频对比度 C(0) =(VW- VB )/(VW+VB) 。
频率 f 处的对比度
C( f ) =(Vmax - Vmin)/(Vmax + Vmin)
MTF( f )= 100%*C( f )/C(0)
GIGI(Gauge、Inspection、Guide、dentification)
一、Gauge(Measurement)
机器视觉应用简介
二、Inspection(应用范围最广)
机器视觉应用简介
三、Guide
机器视觉系统之光源的分类
机器视觉系统之光源的分类
光源
机器视觉系统主要由三部分组成:图像的获取、图像的处理和分析、输出或显示。
而图像的获取是机器视觉的核心,图像的获取系统则是由光源、镜头、相机三部分组成。
光源的选取与打光合理与否可直接影响至少30%的成像质量。
所以光源是机器视觉系统中非常重要的一部分。
作用
通过适当的光源照明设计,使图像中的目标信息与背景信息得到最佳分离,可以大大降低图像处理算法分割、识别的难度,同时提高系统的定位、测量精度,使系统的可靠性和综合性能得到提高。
反之,如果光源设计不当,会导致在图像处理算法设计和成像系统设计中事倍功半。
因此,光源及光学系统设计的成败是决定系统成败的首要因素。
照亮目标,提高目标亮度;
突出测量特征,简化图像处理算法;
克服环境光的干扰,保证图像的稳定性,提高图像信噪比;
提高视觉系统的定位、测量、识别精度,以及系统的运行速度;
降低系统设计的复杂度,形成最有利于图像处理的成像效果;
分类
1、环形光源
环形光源提供不同照射角度、不同颜色组合,更能突出物体的三维信息;高密度LED阵列,高亮度;多种紧凑设计,节省安装空间;解决对角照射阴影问题;可选配漫射板导光,光线均匀扩散。
应用领域:PCB基板检测,IC元件检测,显微镜照明,液晶校正,塑胶容器检测,集成电路印字检查
2、背光源
用高密度LED阵列面提供高强度背光照明,能突出物体的外形轮廓特征,尤其适合作为显微镜的载物台。
红白两用背光源、红蓝多用背光源,能调配出不同颜色,满足不同被测。
机器视觉光源概述、对光源的要求
机器视觉光源概述、对光源的要求一、机器视觉光源概述、对光源的要求机器视觉是一项综合技术,包括图像处理、机械工程技术、控制、电光源照明、光学成像、传感器、模拟与数字视频技术、计算机软硬件技术(图像增强和分析算法、图像卡、IO卡等)。
一个典型的机器视觉应用系统包括图像捕捉、光源系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块。
一个典型的工业机器视觉系统包括:光源、镜头(定焦镜头)、变倍镜头、远心镜头、显微镜头)、相机(包括CCD相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯Ⅰ输入输出单元等。
二、为什么要使用光源?目的:将被测物体与背景分离,获取高质量、高对比度的图像,好的光源可以很大程度上减少无关的背景信息,突出被测物体的特征。
重要性:直接影响处理精度和速度,甚至机器视觉系统的成败,优秀的打光工程能够降低算法开发的难度。
三、机器视觉对光源的要求(1)对比度:给被检测物体打光的根本目的就是提高缺陷与背景的对比度,将缺陷凸显出来,便于机器视觉算法进一步处理。
它是光源选择的最重要参考之一。
(2)均匀性;不均匀的照明会给后期的图像处理带来诸多不便,甚至会使得采集的图像变得没有处理的价值。
例如光滑的零件会产生镜面反射,因此会在其表面产生耀眼的光斑,如果缺陷刚好被光斑覆盖,就会出现漏检或者误检的情况。
(3)亮度:亮度太大的话,缺陷可能会被淹没,亮度太小,缺陷的对比度可能也会不明显,打光也就失去了原有的意义,所以要合理选择光源的亮度。
(4)稳定性:是指光源在一个时间范围之内稳定的发光。
(5)成本与寿命:价格很高的不一定是最合适的,也不一定承受的起。
光源的使用寿命越长越好,一来可以减少开支,二来可以减少更换光源带来的系统调整。
四、光学基础光:可见光的色散谱根据波长依次为红、橙、黄、绿、青、蓝、紫。
对应的波长(频率)在下表列出。
绿光波长为500-560nm,黄色波长为580-595nm。
机器视觉简介介绍

汇报人:日期:
contents•机器视觉概述
•机器视觉系统组成目录
•机器视觉关键技术
•机器视觉典型应用案例
01机器视觉概述
机器视觉的定义
机器视觉是一门学科
机器视觉是工业自动化重要组成部分
初始阶段
随着计算机技术的飞速发展,机器视觉在80年代开始逐渐应用于工业自动化领域。
发展阶段
成熟阶段
机器视觉发展历程
总之,机器视觉作为一门涉及多领域的交叉学科,在工业自动化、农业生产、医疗领域、安全监控安全监控:机器视觉技术可以用于人脸识别、行为分析等方面,提高公共安全水平。
医疗领域:机器视觉在医疗领域的应用也日益增多,如医学影像分析、病灶检测等。
农业:机器视觉技术可以应用于农产品的自动分拣、品质检测等方面,提高农业生产效率。
机器视觉的应用领域
02机器视觉系统组成
2. 镜头
1. 相机
3. 照明设备
5. 计算机
4. 图像采集卡
包括去噪、平滑、增强、边缘检测等算法,用于提升图像质量和突出目标特征。
1. 图像处理算法
2. 特征提取算法
3. 模式识别与分类算法
4. 机器视觉应用软件
通过形态学处理、连通域分析、轮廓提取等手段,从图像中提取与目标相关的特征信息。
基于提取的特征,通过训练好的分类器或深度学习模型,实现对目标的识别和分类。
集成了上述算法,提供用户友好的操作界面,使用户能方便地进行机器视觉应用的开发、调试和运行。
03机器视觉关键技术
机器视觉关键技术
04机器视觉典型应用案例
机器视觉典型应用案例
WATCHING。
机器视觉知识点总结

机器视觉知识点总结一、机器视觉概述机器视觉是一门研究如何使计算机“看”的技术,它利用计算机技术模拟人类的视觉功能,通过图像传感器采集目标信息,利用计算机进行分析与处理,进而实现对目标检测、识别、跟踪和理解等功能。
机器视觉技术被广泛应用于工业自动化、智能监控、智能交通、医学影像、军事侦察、机器人和虚拟现实等领域。
二、机器视觉基础知识1. 图像采集:图像采集是机器视觉的起点,图像可以通过摄像头、扫描仪、雷达和卫星等设备获得。
在进行图像采集前,需要考虑光照、角度、距离和分辨率等因素。
2. 图像处理:图像处理是指对采集到的图像进行预处理,包括颜色空间转换、滤波、锐化、边缘检测、图像分割等技术,目的是减少图像噪声、增强目标轮廓和提取目标特征。
3. 特征提取:特征提取是指从处理后的图像中抽取目标的关键特征,常用的特征包括纹理、形状、颜色、边缘等。
特征提取的目的是对目标进行描述和区分。
4. 目标检测:目标检测是利用特征提取技术,对图像中的目标进行定位和识别,常用的目标检测方法包括模板匹配、边缘检测、统计学方法、神经网络等。
5. 目标跟踪:目标跟踪是指在连续图像序列中,对目标的位置和运动轨迹进行跟踪,常用的目标跟踪方法包括卡尔曼滤波、粒子滤波、神经网络等。
6. 目标识别:目标识别是对检测到的目标进行进一步的识别和分类,实现对目标的自动识别和判别,常用的目标识别技术包括支持向量机、决策树、深度学习等。
三、机器视觉技术应用1. 工业自动化:机器视觉在工业领域的应用非常广泛,可以用于产品外观检测、质量控制、零件定位和装配、自动化检测等。
2. 智能监控:机器视觉技术可以用于监控系统,包括人脸识别、车牌识别、行人检测、烟火检测等,实现智能化监控和安全防范。
3. 智能交通:机器视觉可以应用于智能交通系统,包括车辆识别、交通流量检测、路况监测、智能停车等,提高交通管理效率和安全性。
4. 医学影像:机器视觉在医学影像诊断中的应用逐渐增多,包括医学图像分析、肿瘤检测、器官定位、医学影像处理等。
机器视觉系统基本原理照明光源镜头工业摄像机图像采集处理
2. 照明光源
简单视功能原理:人眼视网膜里存在着大量 光敏细胞,按其形状可分为杆状和锥状两 种。杆状光敏细胞的灵敏度极高,主要靠 它在低照度时辨别明暗,但它对彩色是不 敏感的;而锥状细胞既可辨别明暗,也可 辨别彩色。白天的视觉过程主要靠锥状细 胞来完成,夜晚视觉则由杆状细胞起作用。 所以在较暗处无法辨别彩色。
3. 镜头-镜头的理想模型
3. 镜头-镜头的理想模型
两个重要公式: 1/f = 1/S1 + 1/S2 S1=f *( H/h+1)
3. 镜头-有关镜头的基本概念
3. 镜头-有关镜头的基本概念
焦距(F): 视场角: 物距: 像距: 光圈:一般用口径系数f表示,指镜头口径与焦距之比,f/2.8即指
2. 照明光源-主要参数
照度:单位被照面上接收到的光通量称为 照度。如果每平方米被照面上接收到的光 通量为1(lm),则照度为1(lx)。单位: 勒克斯(lx或Lux)。1勒克斯(lx)相当 于每平方米被照面上光通量为1流明(lm) 时的照度。在高速运动条件下拍摄图像, 曝光时间很短,只有高亮度的光源才能得 到足够亮度的图像。
监制章检 测计算机
左侧微缩文字 检测计算机
右侧微缩文字 检测计算机
监制章图像 采集系统
微缩文字 图像采集 系统
微缩文字 图像采集 系统
第2章 照明光源
2. 照明光源
在我国国家标准GB 5698-85中,颜色定义 为:“色是光作用于人眼引起除形象以外的视觉 特性”。既:颜色是一种光学现象,是光刺激人 眼的结果,有光才有色。彩色也是一种心理感觉, 它与照明光源的辐射能力分布及观看者的视觉生 理结构有关。人眼可以感知的光谱范围为 380nm-780nm,但人感知一个物体的颜色一般 是指在日光照明的环境下所显示的色彩,对于同 一物体在不同光线的照射下人会感觉到不同的色 彩,可见光源对于正确认知物体的色彩是至关重 要的。
机器视觉入门介绍

机器视觉入门介绍机器视觉,这个词听起来很高大上,对吧?其实它就是让电脑“看”得像人一样,处理图像和视频。
想象一下,机器能通过镜头识别物体、分析场景。
这不单单是科幻电影里的情节,而是现实生活中的一部分。
首先,我们得聊聊机器视觉的基础。
简单来说,机器视觉系统通常由相机、照明和图像处理软件组成。
相机捕捉图像,照明提供清晰的视觉效果,软件则负责分析和理解。
就像人眼看东西,机器也得“看”得清楚。
比如,在工厂里,机器能通过视觉系统检测产品是否合格,省时省力。
再深入一点。
机器视觉的关键在于图像处理技术。
这部分就像是机器的“大脑”。
它需要对图像进行处理、分割和识别。
不同的算法让机器能够识别颜色、形状、纹理等。
举个例子,自动驾驶汽车就是利用机器视觉来识别路标、行人和其他车辆。
简直是未来科技的缩影!接下来,我们可以看看机器视觉的应用。
它的身影无处不在。
在医疗领域,机器视觉帮助医生进行精确的手术,识别病灶。
食品行业里,机器能实时监控产品质量,确保消费者的安全。
再往大了说,机器视觉还可以在安防监控中识别可疑行为,提升安全性。
真是无孔不入。
当然,技术的发展也伴随着挑战。
像光照变化、复杂背景都会影响识别的准确性。
不同于人类的灵活性,机器视觉系统在这些情况下可能会出错。
研究人员正努力寻找解决方案,提升系统的鲁棒性,让机器在各种条件下都能“看得清”。
未来的发展方向,可能会结合深度学习等先进技术,提升视觉系统的智能水平。
总的来说,机器视觉不仅改变了我们的工作方式,还潜移默化地影响着生活中的方方面面。
它让我们看到了一种全新的可能性。
未来,随着技术的不断进步,机器视觉将会更加强大、更加普及。
想象一下,未来的生活中,机器视觉将成为我们生活的“眼睛”,帮助我们更好地探索这个世界。
机器视觉基础知识[1]
![机器视觉基础知识[1]](https://img.taocdn.com/s3/m/a1bc4793d0f34693daef5ef7ba0d4a7302766cdd.png)
55
工业摄像机接口类型
CameraLink
Usb2.0
1394a
1394b
GigE
Ethernet
速度 Base: 1.5Gbps
480Mbps
Medium: 3.8Gbps
Full: 5.1 Gbps
400Mbps 800Mbps 1000Gbps
100Mbps
距离 10m
5m
4.5m
4.5m
100m
结果 孔 半径
1 3.147 mm ✓ 2 3.052 mm ✓ 3 2.785 mm
被测物体
应用
CCD/CMOS图像传感器
2021/7/17
11
机器视觉市场
机器视觉系统中部件包括: 光源、工业摄像机、图像采集卡、镜头、图像 处理设备等。
机器视觉市场包括: 部件生产商 代理商 系统集成商
Serial readout register
Output (Amplifier)
2021/7/17
43
CCD Sensor—Frame Transfer Sensor
Light sensitive CCD-sensor
解决了Full Frame Array Sensor发生 Smear现象的问题 从感光部分转移到屏蔽存储区域的时 间约为500us
人类视觉
机器视觉
空间分 辨力
分辨率较差,不能观看微小 的目标
目前有4K×4K的面阵摄像机和 12K的线阵摄像机,通过备置 各种光学镜头,可以观测小 到微米大到天体的目标
速度
0.1秒的视觉暂留使人眼无法 快门时间可达到10微妙左右,高
看清较快速运动的目标
速像机帧率可达到1000以上,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机器视觉(相机、镜头、光源)全面概括分类:机器视觉2013-08-19 10:52 1133人阅读评论(0) 收藏举报机器视觉工业相机光源镜头1.1.1视觉系统原理描述机器视觉就是用机器代替人眼来做测量和判断。
机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
2.1.1视觉系统组成部分视觉系统主要由以下部分组成1.照明光源2.镜头3.工业摄像机4.图像采集/处理卡5.图像处理系统6.其它外部设备2.1.1.1相机篇详细介绍:工业相机又俗称摄像机,相比于传统的民用相机(摄像机)而言,它具有高的图像稳定性、高传输能力和高抗干扰能力等,目前市面上工业相机大多是基于CCD(ChargeCoupled Device)或CMOS(Complementary Metal OxideSemiconductor)芯片的相机。
CCD是目前机器视觉最为常用的图像传感器。
它集光电转换及电荷存贮、电荷转移、信号读取于一体,是典型的固体成像器件。
CCD的突出特点是以电荷作为信号,而不同于其它器件是以电流或者电压为信号。
这类成像器件通过光电转换形成电荷包,而后在驱动脉冲的作用下转移、放大输出图像信号。
典型的CCD相机由光学镜头、时序及同步信号发生器、垂直驱动器、模拟/数字信号处理电路组成。
CCD作为一种功能器件,与真空管相比,具有无灼伤、无滞后、低电压工作、低功耗等优点。
CMOS图像传感器的开发最早出现在20世纪70 年代初,90 年代初期,随着超大规模集成电路(VLSI) 制造工艺技术的发展,CMOS图像传感器得到迅速发展。
CMOS图像传感器将光敏元阵列、图像信号放大器、信号读取电路、模数转换电路、图像信号处理器及控制器集成在一块芯片上,还具有局部像素的编程随机访问的优点。
目前,CMOS图像传感器以其良好的集成性、低功耗、高速传输和宽动态范围等特点在高分辨率和高速场合得到了广泛的应用。
、分类:任何东西分类一定有它自己的分类标准,工业相机也不例外,按照芯片类型可以分为CCD相机、CMOS相机;按照传感器的结构特性可以分为线阵相机、面阵相机;按照扫描方式可以分为隔行扫描相机、逐行扫描相机;按照分辨率大小可以分为普通分辨率相机、高分辨率相机;按照输出信号方式可以分为模拟相机、数字相机;按照输出色彩可以分为单色(黑白)相机、彩色相机;按照输出信号速度可以分为普通速度相机、高速相机;按照响应频率范围可以分为可见光(普通)相机、红外相机、紫外相机等。
区别:1、工业相机的性能稳定可靠易于安装,相机结构紧凑结实不易损坏,连续工作时间长,可在较差的环境下使用,一般的数码相机是做不到这些的。
例如:让民用数码相机一天工作24小时或连续工作几天肯定会受不了的。
2、工业相机的快门时间非常短,可以抓拍高速运动的物体。
例如,把名片贴在电风扇扇叶上,以最大速度旋转,设置合适的快门时间,用工业相机抓拍一张图像,仍能够清晰辨别名片上的字体。
用普通的相机来抓拍,是不可能达到同样效果的。
3、工业相机的图像传感器是逐行扫描的,而普通的相机的图像传感器是隔行扫描的,逐行扫描的图像传感器生产工艺比较复杂,成品率低,出货量少,世界上只有少数公司能够提供这类产品,例如Dalsa、Sony,而且价格昂贵。
4、工业相机的帧率远远高于普通相机。
工业相机每秒可以拍摄十幅到几百幅图片,而普通相机只能拍摄2-3幅图像,相差较大。
5、工业相机输出的是裸数据(raw data),其光谱范围也往往比较宽,比较适合进行高质量的图像处理算法,例如机器视觉(Machine Vision)应用。
而普通相机拍摄的图片,其光谱范围只适合人眼视觉,并且经过了mjpeg压缩,图像质量较差,不利于分析处理。
6、工业相机(Industrial Camera)相对普通相机(DSC)来说价格较贵。
如何选择:1、根据应用的不同分别选用CCD或CMOS相机CCD工业相机主要应用在运动物体的图像提取,如贴片机机器视觉,当然随着CMOS技术的发展,许多贴片机也在选用CMOS工业相机。
用在视觉自动检查的方案或行业中一般用CCD工业相机比较多。
CMOS工业相机由成本低,功耗低也应用越来越广泛。
2、分辨率的选择首先考虑待观察或待测量物体的精度,根据精度选择分辨率。
相机像素精度=单方向视野范围大小/相机单方向分辨率。
则相机单方向分辨率=单方向视野范围大小/理论精度。
若单视野为5mm长,理论精度为0.02mm,则单方向分辨率=5/0.02=250。
然而为增加系统稳定性,不会只用一个像素单位对应一个测量/观察精度值,一般可以选择倍数4或更高。
这样该相机需求单方向分辨率为1000,选用130万像素已经足够。
其次看工业相机的输出,若是体式观察或机器软件分析识别,分辨率高是有帮助的;若是VGA输出或USB输出,在显示器上观察,则还依赖于显示器的分辨率,工业相机的分辨率再高,显示器分辨率不够,也是没有意义的;利用存储卡或拍照功能,工业相机的分辨率高也是有帮助的。
3、与镜头的匹配传感器芯片尺寸需要小于或等于镜头尺寸,C或CS安装座也要匹配(或者增加转接口);4、相机帧数选择当被测物体有运动要求时,要选择帧数高的工业相机。
但一般来说分辨率越高,帧数越低。
2.1.1.2镜头篇镜头的基本功能就是实现光束变换(调制),在机器视觉系统中,镜头的主要作用是将成像目标在图像传感器的光敏面上。
镜头的质量直影响到机器视觉系统的整体性能,合理地选择和安装镜头,是机器视觉系统设计的重要环节。
基础知识:镜头匹配大家如何选择合适镜头,镜头选配时需要选择与摄像机接口和CCD的尺寸相匹配的镜头。
镜头C和CS的接口方式占主流。
小型的安防用的CS 接口摄像机得到普及、FA行业则大部分是C接口的摄像机与镜头的组合。
对应的CCD尺寸、市场上一般根据用途使用2/3寸到1/3寸的产品。
CCD CCD尺寸水平:H垂直:V对角:D1型12.89.616.02/3型8.8 6.611.01/2型 6.4 4.88.01/3型 4.8 3.6 6.01/4型 3.6 2.7 4.535mm胶片36.024.043.3互换性C接口镜头可以与C接口摄像机、CS接口摄像机互用;CS接口镜头不可以应用在C接口摄像机,只可以应用在CS接口摄像机。
KERARE摄像机如果使用配备小CCD尺寸的镜头,那么周边没有摄取到图像的部分呈现出黑色,我们称其为KERARE。
镜头的作用:将折射率不同的各种硝材通过研磨,加工成高精度的曲面、把这些镜头进行组合,就是设计镜头。
从伽利略时代开始使用的普遍技术是其基本原理。
为得到更清晰的图像,一直在研究开发试制新的硝材和非球面镜片。
焦距焦距是主点到成像面的距离。
这个数值决定了摄影范围的不同。
数值小,成像面距离主点近,是短焦距镜头。
这种情况下的的画角是广角、可拍摄广大的场景。
相反的、主点到成像面的距离远时、是长焦距镜头,画角变窄(望远)。
镜头通光量镜头的明亮度与口径和焦距的变化有关。
一般用F值表示镜头的明亮度,另外镜头里有用于调整亮度的光圈构件,可根据使用条件来调整通光量。
镜头计算公式Y=f*tanθ y:像的大小 f:焦距θ:半画角θ=2tan-1*y/2f例:1/2寸摄像机配12.5mm镜头时画面横向的视场面是:θ=2tan-1*6.4/2*12.5=28.72镜头的景深物体和镜头之间距离(W.D)虽然变化,介在前后一定范围内所成像仍然感觉清晰,这个距离范围补称为景深。
相反的,对应于确定的物平面,成像面和镜头之间的距离不同,但在一定的范围内图像仍感觉清晰,称为焦深。
计算方式:景深=F*ε*(1/β)ε容许弥散园参数2/3=0.02、1/2=0.015、1/3=0.01、β倍率。
工业镜头选择不同工业镜头的成像质量有着有着千差万别,就算是同一类型的工业镜头也是如此,这主要是由于材质、加工精度和镜片结构的不同等因素造成的,同时也导致不同档次的工业镜头镜头价格从几百元到几万元的巨大差异。
比较著名的如四片三组式天塞镜头、六片四组式双高斯镜头。
对于镜头设计及生产厂家,一般用光学传递函数OTF (Optical Transfer Function)来综合评价镜头成像质量,光学系统传递的是亮度沿空间分布的信息,光学系统在传递被摄景物信息时,被传递之各空间频率的正弦波信号,其调制度和位相在成实际像时的变化,均为空间频率的函数,此函数称为光学传递函数。
OTF一般由调制传递函数MTF(Modulation Transfer Function)与位相传递函数PTF(Phase Transfer Function )两部分组成。
像差是影响图像质量的重要方面,常见的像差有如下六种:球差:由主轴上某一物点向光学系统发出的单色圆锥形光束,经该光学系列折射后,若原光束不同孔径角的各光线,不能交于主轴上的同一位置,以至在主轴上的理想像平面处,形成一弥散光斑(俗称模糊圈),则此光学系统的成像误差称为球差。
慧差:由位于主轴外的某一轴外物点,向光学系统发出的单色圆锥形光束,经该光学系列折射后,若在理想像平面处不能结成清晰点,而是结成拖着明亮尾巴的慧星形光斑,则此光学系统的成像误差称为慧差。
像散:由位于主轴外的某一轴外物点,向光学系统发出的斜射单色圆锥形光束,经该光学系列折射后,不能结成一个清晰像点,而只能结成一弥散光斑,则此光学系统的成像误差称为像散。
场曲:垂直于主轴的平面物体经光学系统所结成的清晰影像,若不在一垂直于主轴的像平面内,而在一以主轴为对称的弯曲表面上,即最佳像面为一曲面,则此光学系统的成像误差称为场曲。
当调焦至画面中央处的影像清晰时,画面四周的影像模糊;而当调焦至画面四周处的影像清晰时,画面中央处的影像又开始模糊。
色差:由白色物体向光学系统发出一束白光,经光学系统折射后,各色光不能会聚于一点上,而形成一彩色像斑,称为色差。
色差产生的原因是同一光学玻璃对不同波长的光线的折射率不同,短波光折射率大,长波光折射率小。
畸变:被摄物平面内的主轴外直线,经光学系统成像后变为曲线,则此光学系统的成像误差称为畸变。
畸变像差只影响影像的几何形状,而不影响影像的清晰度。
这是畸变与球差、慧差、像散、场曲之间的根本区别。
在评价工业镜头质量时一般还会从分辨率、明锐度和景深等几个实用参数判断:1.分辨率(Resolution):又称鉴别率、解像力,指镜头清晰分辨被摄景物纤维细节的能力,制约工业镜头分辨率的原因是光的衍射现象,即衍射光斑(爱里斑)。
分辨率的单位是“线对/毫米“ (lp/mm)。