新一代炉卷轧机设计优化与分析
炉卷轧机单机架与双机架布置特点的分析与探讨

Zh a n g Ch u n mi a o
( J i g a n g I n t e na r t i o n l a E n g i n e e r i n g a n d T e c h n o l o g y C o . L t d )
Ab s t r a c t A c c o r d i n g t o l a y o u t f e a t u r e s o f s i n l g e s t a n d a n d t w i n s t nd a s t e c k e l m i l l p r o d u c i t o n l i n e a t h o me , t h e
关键词 炉卷轧机 单、 双机架 布置
An a l y s i s a n d I n v e s t i g a t i o n o f La y o u t Fe a t u r e s f o r
S i n g l e S t a n d a n d Twi n S t a n d S t e c k e l Mi l l
p a p e r ma k e s a n a l y s i s nd a c o mp a r i s o n f r o m v a io r u s a s p e c t s o f he t o u t p u t ,q u li a t y f o me d i u m — h e a v y p l te a nd a c o i l e d
现代炉卷轧机

世界金属导报/2006年/11月/7日/第A04版专题报告现代炉卷轧机翁心木约翰·托马斯最近几年来,上世纪30年代就发明的古老的炉卷轧机技术,因为技术的更新和改进又重新呈现出兴盛。
除了许多旧的炉卷轧机被中国和印度收购和搬迁外,最近更有许多新的炉卷轧机建成并投入生产。
根据我们的统计,从1995年以来,有15台新的炉卷轧机建成投产(其中北美5台,中国4台,东南亚2台,日本和欧洲各2台)。
上述数字也包括两个中板轧机改成的炉卷轧机。
另一个需要提及的是这些炉卷轧机并不都是传统的、像以往所建造那样的炉卷轧机,它们的布置与过去一般的热轧机有许多不同之处。
它们中间有许多生产中板的、单机架的卷板轧机(COILPLATE R MILL),生产供冷轧用的、热轧卷的双机架的连续可逆轧机,以及几台生产不锈钢和特殊合金的传统式的炉卷轧机。
还有几台炉卷轧机仍在设计过程中,更有许多客户正在计划建造新的炉卷轧机。
过去,当人们谈到炉卷轧机时,它的缺点也总是同时出现在他们的脑海中:产量低和质量差;头尾的损失致使收得率很低;表面质量有问题;带卷温度不均匀;产品厚度有限,特别是生产薄规格;生产与维修成本很高。
由于这些原因,过去成功的炉卷轧机仅仅限于专门生产不锈钢的商家。
虽然历史上全世界有一半的不锈钢是由炉卷轧机生产的,然而,成功的使用炉卷轧机进行普碳钢生产却寥寥无几,但是,现在情况已经出现很大改变。
1、炉卷轧机的物理原理在一台可逆轧机的两侧增加炉卷炉来生产薄规格产品的必要性是由物理的定律所决定的。
显而易见,当材料轧到35mm以下时,轧件的表面积迅速增加,温降速率也增加得非常快。
这是因为热辐射直接与轧件的厚度有关,因为它决定了轧件的表面积。
众所周知,热轧的关键是在一定的温度上完成轧制,否则,坯料会变得太硬,致使其抗变形力太大,而无法继续加工。
因此,在热轧过程中,只有两个办法能解决这一迅速温降的现象:1)用多机架的连轧机架进行升速轧制:第一个办法是利用多个机架尽快地完成轧制过程,并且利用升速轧制来补偿轧制过程中的温降。
现代炉卷技术特点

现代炉卷轧机技术特点与控制手段⑴加大了轧机刚度,提高了轧制能力,增加了单位卷重。
⑵提高了轧机功率和轧制速度。
老式炉卷轧机的最大轧制速度为6m/s,现代化炉卷轧机已把轧制速度提高到了14m/s。
这意味着轧机能在更短的时间内完成轧制,使得轧件温降更小、氧化铁皮更少,质量更好,可以轧制出更薄的产品。
⑶带钢厚度精度的提高是采用了液压自动厚度控制(HAGC)系统和轧制参数计算机予设定值与实测值比较后自适应控制系统。
这一方面借助HAGC系统的高精确度、反应迅速、响应性好(在短行程时,响应时间约35〜40m/s)的优点。
另一方面借助于可逆轧制的特点,对每道次设定值与实测值比较有差值时进行在线控制,以致最后道次轧制成品的厚度和精度达到预设定要求。
一般厚度公差可达到德国DIN标准允许公差的1/4。
⑷采用新机型,利用CVC工作辊串辊并结合弯辊或工作辊串辊加强力弯辊技术进行带钢板形、平直度控制。
⑸设置立辊轧机实施AWC控制,减少头尾切除量和边部轧裂,提高了带钢宽度、精度和收得率。
(6)提高带钢表面质量采取的措施:减少逆转时间,其中包括制动、甩尾逆转、带头送人轧机并穿人炉内卷鼓槽口、在上一道次带尾离开轧机而停止在送料辊时自动进行下一道次的辊缝设定。
加强工作辊冷却。
炉卷轧机前几道次轧件温度高,压下量大,轧辊磨损大,表面易粗糙,加强工作辊冷却可降低轧辊表面磨损程度,有利于提高钢板表面质量。
设在线磨辊装置和工作辊形检测装置。
在线磨辊装置可使轧制过程中的工作辊表面处于光滑状态,并起到保持工作辊辊径一致、改善工作辊与支持辊之间的接触状态的作用。
在线磨辊装置可减少换辊次数,增大二次换辊之间的轧制带钢量。
工作辊串辊可减轻轧辊磨损程度,适当改善带钢表面质量和增加二次换辊之间的轧制带钢量。
配置工艺润滑技术,可减少轧辊磨损,改善表面质量。
全过程多点除鳞,有效地去除一次、二次氧化铁皮,大大提高了带钢表面质量。
⑺采取一些减少头尾温降的措施:改善穿带操作,加快穿带速度,提高穿带成功率,缩短逆转时间;减少卷取炉外带钢尾端长度;采用带钢头尾补偿压下程序;密封卷取炉入口和提高卷取炉温度及提高卷鼓温度等。
安钢炉卷机组轧钢计划的分析与改进

文 章编 号 :0 2 17 (0 2 0 — 0 7 0 10 — 7 9 2 1 )3 0 3 — 3
安 钢 炉 卷 机 组 轧 钢 计 划 的分 析 与 改 进
口 张济涛 孙延斌
摘
李卫 东 樊建 刚
要: 结合安钢炉卷机组 的生产现状及生产 中出现的一些问题 , 从轧钢计划 的单元编排着手 , 针对
1双加 热炉能力不平衡 .
示。其中 l 加热炉加热能力强 、 装炉面积大, 且对装炉
坯料规格无太 多限制 , 在生产中担负着主要的加热任
务。2 加热炉加热能力低 , 且对坯料规格要求较细, 在生
产中主要是弥补单炉加热能力的不足, 以保证轧制节奏
为更好地发挥轧机的生产能力 , 安钢决定在炉卷轧
流畅性和满足离线钢板处理能力是轧制计划编排时需 要考虑的两个因素。
订单的完成质量。
,—— — —— —— ——— —— 、
, —— — ——。— —— — —— —
1 伸 道 卜 冷 长 l- l延 辊 【. 缓 切 I一 …一 … …- ' - .
’’
( 度> 0 l( 度>0 l 厚 1 )l 0 厚 5】
式( ) 厶为轧制长度, 1中: 厶为坯料长度 , 为坯料宽
度, 为轧制 目 标厚度 , 为轧制宽度 , 为金属损失补 偿率。
4 精整工序多, . 环节复杂
炉卷产线的精整工序包括 了火切 、 、 探伤 圆盘剪切 边、 取样、 横剪 、 修磨 、 冷矫、 打号及跺板入库等多个环 节, 各工序之间频繁穿插着钢板的离线或在线( 如图2
、
安钢炉卷生产工艺及问题分析
安钢炉卷轧机生产线的平面布置如图 1 所示。其主
2023年炉卷轧机行业市场分析现状
2023年炉卷轧机行业市场分析现状炉卷轧机是一种用于加工热轧卷板的机械设备,在钢铁、建筑材料、汽车等行业中有广泛的应用。
随着国内钢铁行业的快速发展,炉卷轧机行业市场也呈现出不断扩大的趋势。
在这篇文章中,我们将进行炉卷轧机行业市场分析,从市场规模、竞争格局、技术发展等方面进行现状分析。
首先是市场规模。
炉卷轧机行业市场规模主要受到钢铁行业的需求影响。
近年来,我国钢铁产量持续增长,钢铁行业处于快速扩张阶段,对炉卷轧机的需求逐渐增加。
根据统计数据显示,我国炉卷轧机市场规模已超过100亿元,预计未来几年还将保持高速增长。
其次是竞争格局。
目前,炉卷轧机行业市场竞争主要集中在国内企业之间。
国内的炉卷轧机企业数量众多,技术实力和生产能力也有较大差异。
其中,一些知名企业如鞍钢、宝钢等具有较大市场份额和较强的竞争力。
此外,国内炉卷轧机行业还存在一些中小型企业,他们通过特色产品、定制化服务等方式来迎合市场需求,取得一定的市场份额。
再就是技术发展。
随着科学技术的不断进步,炉卷轧机的技术也在不断革新升级。
目前,国内炉卷轧机行业的技术发展主要集中在以下几个方面:首先是炉卷轧机的自动化程度逐渐提高,通过自动化控制系统,实现对设备运行状态、轧制工艺参数等的实时监控和调整,提高了生产效率和产品质量。
其次,炉卷轧机的结构设计也在不断改进,采用新材料、新工艺,使设备更加稳定可靠。
最后,炉卷轧机的节能环保性能也成为行业发展的重要方向,通过改进设备的设计和工艺,减少能源消耗和废气排放,降低对环境的影响。
综上所述,炉卷轧机行业市场在我国钢铁行业的推动下呈现出不断扩大的趋势。
市场规模持续增长,竞争格局逐渐形成,技术水平也在不断提升。
随着国内钢铁行业的进一步发展,炉卷轧机行业将迎来更多的机遇和挑战。
企业应积极调整战略,提高技术创新和产品质量,抓住市场机会,实现可持续发展。
炉卷轧机应用的新趋势

热点述评炉卷轧机应用的新趋势张兆舟(钢铁研究总院,北京 100081)摘 要:对90年代新建和改建的炉卷轧机分析后得出,生产碳钢的炉卷轧机均以生产中厚板为主,兼生产薄板卷。
这是由于炉卷轧机本身的固有特点,使其生产带卷不如用热连轧机更好。
进而指出,中等厚度的连铸坯与现代炉卷轧机组合的成卷轧制中厚板的生产模式,是今后中厚板生产发展的一种新模式和方向。
关键词:炉卷轧机;中厚板;连续化生产中图分类号:T G33317+1 文献标识码:C 文章编号:1003-9996(2000)03-0048-02The new application tendency of Steckel millZHANG Zhao-zhou(Central Iron &Steel Research Institute,Beiji ng 100081,China)Abstract:The paper analyz ed the new constructed and reformed Steckel mi ll in th e nineties.Because of the i ntrinisic characteristi cof this kind of m i ll,it takes the plate as the main product,sometimes prodces the coils.T he paper put forw ard a new model and tenden cy of rolling plate w hich adopt the medi um thickness casting billet an d the modern Steckel mill.Key words:Steckel m i ll;plate;continuous production收稿日期:2000-03-23作者简介:张兆舟(1949~),男(汉族),北京人,教授级高工。
2024年炉卷轧机市场发展现状
2024年炉卷轧机市场发展现状摘要本文旨在研究和分析炉卷轧机市场的发展现状。
首先,介绍了炉卷轧机的定义和分类。
然后,详细解析了炉卷轧机市场的现状,包括市场规模、市场竞争、市场驱动因素等。
最后,展望了炉卷轧机市场的未来发展趋势。
1. 炉卷轧机的定义和分类1.1 定义炉卷轧机是一种用于加工金属卷材的设备,主要应用于冶金、轧钢、制铁等行业。
1.2 分类根据不同的工作原理和功能,炉卷轧机可分为以下几类: - 热轧机:用于将金属材料加热至高温后进行压轧加工。
- 冷轧机:在常温下对金属材料进行压轧加工。
-多辊轧机:由多对辊子组成,可进行更精细的轧制工艺。
- 单辊轧机:由一对辊子组成,主要用于特定材料的轧制。
2. 炉卷轧机市场的现状2.1 市场规模炉卷轧机市场在全球范围内具有较大的市场规模。
根据行业报告,2019年全球炉卷轧机市场的规模约为XX亿美元,并有望在未来几年保持稳定增长。
2.2 市场竞争炉卷轧机市场竞争激烈,主要厂商包括XXXX、YYYY和ZZZZ等。
这些公司竞争优势主要表现在技术研发、产品质量和售后服务方面。
2.3 市场驱动因素炉卷轧机市场的发展受到多种因素的驱动: - 冶金行业的发展需求,推动了炉卷轧机市场的增长。
- 新技术的应用,如自动化控制系统和智能化设备,提高了炉卷轧机的生产效率和质量。
- 环保要求的提高,促使企业采用高效节能的炉卷轧机设备。
3. 炉卷轧机市场的未来发展趋势3.1 技术升级随着科技的不断进步,炉卷轧机市场将不断迎来新的技术升级,如智能化控制系统、自动化生产线等,以提高生产效率和产品质量。
3.2 环保需求随着环保意识的提高,未来炉卷轧机市场将更加注重节能减排和绿色制造。
在炉卷轧机设备的设计和制造过程中,将更加注重能源消耗的降低和废气废水排放的减少。
3.3 市场国际化随着全球经济的一体化发展,炉卷轧机市场将更加国际化。
跨国公司将加大在全球范围内的市场拓展和产品推广力度。
现代炉卷轧机的技术特点及发展趋势薛建博
现代炉卷轧机的技术特点及发展趋势薛建博发布时间:2021-09-13T06:00:20.327Z 来源:《中国科技人才》2021年第16期作者:薛建博[导读] 虽然炉卷轧机在现阶段还存在一些问题,但并没有因此而阻碍其发展,随着技术、工艺的进步,炉卷轧机将会不断得以完善并得到更加广泛的应用,其影响是长远和巨大的。
一重集团天津重工有限公司天津市 30000摘要:虽然炉卷轧机在现阶段还存在一些问题,但并没有因此而阻碍其发展,随着技术、工艺的进步,炉卷轧机将会不断得以完善并得到更加广泛的应用,其影响是长远和巨大的。
关键词:炉卷轧机板带技术状况炉卷轧机是热带钢轧机的一种,其设计思想就是用一架可逆式精轧机配上2个卷取炉来取代板连轧的精轧机组。
由于轧制期间轧件在卷取炉中保持温度,可在炉卷轧机上实现多道次可逆轧制,因而特别适应一些特殊难轧钢种,如不锈钢、硅钢的生产。
世界上第1台炉卷轧机诞生于20世纪30年代,随后经历了传统型、改造型、现代型3个发展阶段,至今已发展成融合液压厚度自动控制(HAGC)、板形自动控制(AFC)等技术于一体的现代化炉卷轧机。
1现代炉卷轧机典型布局及工艺流程现代炉卷轧机生产线的结构布局有双机架粗轧前置式,单机架粗精轧一体型,双机架炉卷轧机型、双机架精轧后置型等。
其中最具代表性的是双机架粗轧前置式,典型工艺流程:连铸板坯→加热→高压水除鳞→立辊轧机→粗轧→切头→炉卷轧机→层流冷却→卷取→打捆→称重→标记→热轧钢卷→冷却→热轧商品卷。
该布局将带有立辊轧机的粗轧机布置在炉卷轧机前面,精轧道次由炉卷轧机完成。
采用这种布局形式兼顾了轧制效率和品种规格,可以轧制生产2mm的热轧薄板,年产量在80~100万t左右。
2炉卷轧机的发展状况2.1发展简史炉卷轧机已有60多年历史。
世界上第一台试验用炉卷轧机建于1932年的美国杨斯顿板管公司。
50年代,由于特殊钢生产的发展,炉卷轧机第一次受到人们重视,进入大发展阶段,共建20余台。
安钢150T转炉--3500mm炉卷轧机层流控制冷却系统分析及设计改进
措 施
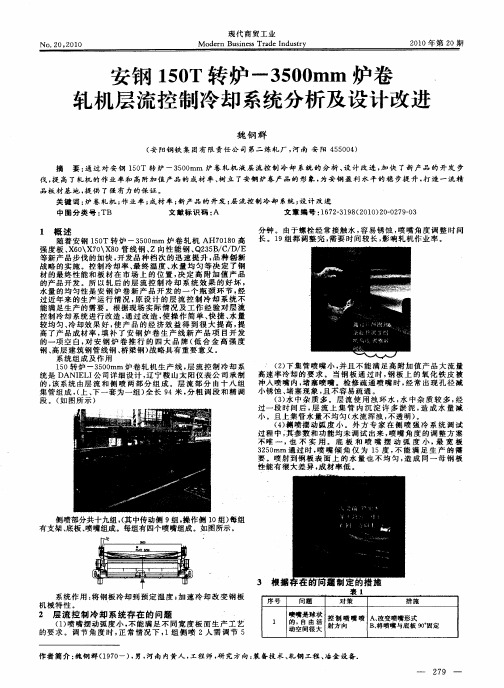
Hale Waihona Puke 2 层 流 控 制冷 却 系统存 在 的问题
,
() 嘴 摆 动 弧 度 小 , 能 满 足 不 同 宽 度 板 面 生 产 工 艺 1喷 不 的 要 求 。 调 节 角 度 时 , 常 情 况 下 , 侧 喷 2人 需 调 节 5 正 1组
侧 喷部 分 共 十 九组 ,其 中传 动 侧 9组 , 作 侧 1 ) ( 操 O组 每组 有支架、 底板 、 嘴组成。每组有四个喷嘴组成 。如图所示 。 喷
3 根 据
系统 作 用 : 钢 板 冷 却 到 预 定 温 度 ; 速 冷 却 改 变 钢 板 将 加
机械特性 。
序 号 1 问题 对 策
魏 钢 群
( 阳钢 铁 集 团 有 限责 任 公 司 第 二 炼 轧 厂 , 南 安 阳 4 5 0 ) 安 河 5 0 4 摘 要 : 过 对 安 钢 1 0 转 炉 一 3 0 mm 炉 卷 轧 机 液 层 流 控 制 冷 却 系统 的 分 析 、 计 改 进 , 快 了新 产 品 的 开 发 步 通 5T 50 设 加
控制冷却 系统 进行改造 , 过改 造 , 通 使操 作 简单 、 捷 、 量 快 水 较均匀 、 却效果 好 , 产 品 的经 济 效 益得 到 很 大 提 高 , 冷 使 提 高 了 产 品 成 材 率 , 补 了 安 钢 炉 卷 生 产 线 新 产 品 项 目开 发 填 的一项 空 白, 安 钢 炉 卷 推 行 的 四大 品 牌 ( 合 金 高 强 度 对 低 钢 、 层建筑 钢管线 钢 、 梁钢) 略具有 重要 意义 。 高 桥 战 系统 组 成 及 作 用 ( ) 集 管 喷 嘴 小 , 且 不 能 满 足 高 附 加 值 产 品 大 流 量 2下 并 1 0转 炉 一 3 0 mm 炉 卷 轧 机 生 产 线 , 流 控 制 冷 却 系 5 50 层 钢 统 是 DANI L 公 司 详 细 设 计 , 宁 鞍 山 太 阳 仪 表 公 司 承 制 高 速 率 冷 却 的 要 求 。 当 钢 板 通 过 时 , 板 上 的 氧 化 铁 皮 被 E I 辽 的 , 系 统 由层 流 和 侧 喷 两 部 分 组 成 。 层 流 部 分 由 十 八 组 冲 入 喷 嘴 内 , 塞 喷 嘴 。检 修 疏 通 喷 嘴 时 , 常 出 现 孔 径 减 该 堵 经 堵 且 集 管 组 成 ,上 、 一 套 为 一 组 ) 长 9 ( 下 全 4米 , 粗 凋 段 和 精 调 小 锈 蚀 、 塞 现 象 , 不 容 易 疏 通 。 分 () 中杂 质 多 。层 流使 用 浊环 水 , 中杂 质较 多 , 3水 水 经 段 。( 图 所 示 ) 如 过 一 段 时 间 后 , 流 上 集 管 内 沉 淀 许 多 淤 泥 , 成 水 量 减 层 造 小 。且 上 集 管 水 量 不 均 匀 ( 流 浑 浊 , 透 明 ) 水 不 。 ( ) 喷 摆动弧 度 小 。外 方专 家 在 侧 喷 强冷 系统 调 试 4稠 过 程 中 参 数 和 功 能 均 未 调 试 出来 , 嘴 角 度 的 调 整 方 案 其 喷 不 唯 一 , 不 实 用 。 底 板 和 喷 嘴 摆 动 弧 度 小 , 宽 板 也 最 3 5 mm 通过时 , 嘴倾 角 仅 为 1 20 喷 5度 , 能 满 足 生 产 的 需 不 要 。喷 射 到 钢 板 表 面 上 的 水 量 也 不 均 匀 , 成 同 一 母 钢 板 造 性能有很 大差异 , 材 率低 。 成
3500mm炉卷轧机主传动系统的优化改造共4页文档

3500mm炉卷轧机主传动系统的优化改造一、前言安钢3500mm炉卷轧机生产线是由意大利达涅利公司设计,生产规模为年产110万吨钢板,该生产线具备年产110万吨钢板的能力,具有高效、高成材率、高生产率、低消耗和优质和低成本的强竞争性。
水平轧机主传动系统主要由电机、轴承座、中间联结轴、万向接轴以及万向接轴平衡系统等这几部分组成。
经过近几年来的运行,水平轧机主传动系统在各方面都暴露出一些问题,致使设备不能满足现场的要求和效益的最大化。
二、3500mm炉卷轧机主传动系统存在的问题及优化改造1、水平轧机主传动电机止推轴瓦工作面为巴氏合金,巴氏合金的最高工作温度不得超过100℃,固相点温度为240℃,在有润滑油的情况下摩擦系数为0.005,没有润滑油的情况下摩擦系数为0.28。
主电机止推轴瓦的使用环境存在转速高,冲击大的特点,而止推轴瓦为开口式润滑,润滑油从上部开口注入,经油槽到达工作表面,而止推表面上的油槽过小,润滑油不能迅速的到达润滑表面,使止推表面形成干摩擦,使接触面局部产生瞬间高温,止推轴瓦表面的巴氏合金局部产生融化现象,并在压力的作用下挤压到油槽内,使流油更加不畅,进而更加剧了这种现象,使油槽堵塞,止推轴瓦润滑不良,甚至出现烧瓦现象。
再者,由于止推轴承的磨损,造成电机轴的轴向窜动增大,影响主电机的性能。
2008年6月更换下主电机止推瓦,而7月则由于磨损严重被更换,而8月在打开检查时,发现油槽有堵塞现象。
经研究认为是润滑不良所致,因此,决定对连通油槽进行扩大改造。
在9月再打开检查时,测量的止推面间隙为2.1mm,与8月份改造后测量的基本一致,从而解决了止推轴瓦的频繁出现的磨损、损坏事故。
2、万向接轴是水平轧机主传动系统中最主要的组成部件之一,由于其存在转速高、传输扭矩大以及现场使用环境粉尘大、温度高、水汽大的特点,使万向接轴的关节容易产生损坏。
再者,原设计使用的万向接轴为福伊特制造,是进口部件,备件存在进货成本高、周期长的特点,给备件的准备带来了制约,也增加了成本。
现代化的国产炉卷轧机设计特点

挥机 组能力 ( 轧浪 费减 少 ),生产 能力提 高 ,表面质 量 粗 有所 改善 ,占地 面积少 。缺 点 :第 一和第二 阶段的变形 分 配不够合 理 ,立 辊轧机不 能充分发挥 作用 ,影 响宽度控 制
吃 厚 度 较 大 的 连 铸 坯 , 生 产 能 力 较 高 。 精 轧 机 ( 卷 轧 炉
图中: 12 热炉 ;2 高压水 除鳞机 ;3 粗轧 机 ;4 废 -n 一 一 - 料 推 出机 :5 切 头尾 飞剪;6 前后 卷取炉 ;7 精轧机 ;8 一 一 一 一 层 流冷 却装置 ;9 地下卷 取机 :1 一 一 0 检查 线;1 卜打捆机 : 1一 2 称重机 ;1一 号机 。 3标 4 生产工艺特点
这 条 炉 卷 轧 机 生 产 线 采 用 了 2世 纪 9 年 代 末 热 轧 带 钢 O O
机 )道次压下 量较小 ,轧制负荷 较小 ,采用 小辊径 ,对 较 薄的带钢有好 的变形条 件 。缺 点: 由于机械 设备多使投 资 相对 高 ,粗轧 机主传动 的功率大而 轧制 负荷 低 ,粗S 9 有 LL
和 最 佳 切 头 、尾 控 制 。
从而 提高金 属收得 率。⑥厚度 和板形控 制 。为提 高厚度精 度 ,保 证钢 板长度方 向厚度均匀 性和 良好 的板 形,在精轧
综合 上述三种 炉卷轧机 轧制工 艺布 置 的比较 ,本着采
收稿 日 :2 0 — 5 1 修 回日期:2 0 — 6 1 期 08 0 — 1 08 0—5
平 面 布 置见 下 图所 示 。
带钢厚度 为,不锈 钢2 0 2 7 ,优特或碳 素结 构钢 . ~1、 咖
安钢3500mm炉卷轧机生产线卷取系统设备优化及改造

安钢3500mm炉卷轧机生产线卷取系统设备优化及改造[摘要] 卷取设备是钢板卷取轧钢稳定生产的保障,延长设备寿命、提高设备精度是生产出高品质、低成本钢板前提和支撑,同时也是我们设备管理者始终努力方向。
[关建词] 卷取炉卷轧改造前言安钢3500MM炉卷轧机是05年9月30日投产,引进达涅利技术和关键设备的一条具有国际先进水平的钢材生产线。
它与其它国内中厚板生产线的主要区别在于卷取轧制。
炉卷轧机投产初期,卷取作业率低,卷取设备故障率居高不下,生产事故繁发,造成设备损坏严重,备件消耗增加。
针对在卷轧生产过程中暴露出来的问题和不足,经过科研人员自主功关、不懈的努力,不断进行优化配置,仔细研究与反复论证、实践,最终对炉卷轧机卷取设备系统进行了包含机械、液压、水系统、电器的综合性的系统优化改造工程。
炉卷轧机卷取炉设备系统优化改造项目经现场应用,取得了良好的成效,主要体现在以下几个方面:1、卷取炉卷筒修复卷取炉卷筒是炉卷轧机生产线上关键的高价值进口设备部件,最初经过七个月的生产使用分别在两端变径处、卷板窗口两端及辊身正中处产生严重的大断面断裂裂纹,总长度达5米以上。
这种严重的裂纹失效程度,使卷筒几乎报废。
1.1卷筒损坏形式及化学成分分析卷筒直径1900mm,长度5230mm,材质ASTM A297HK25(奥氏体耐热钢),属于特大型铸件,截面构造变化复杂,如此大尺寸的卷筒采用整体模型一次铸造在同类设备中极为少见。
作为高温下运行的重点设备,出现如此严重的断裂缺陷,其寿命远低于设计寿命,是典型的关键部件早期失效。
对失效卷筒进行了多处取样,其典型的化学成分为:C0.14-0.17 Cr 24-26% Ni 19-22%Mn 1.7%Si 2.3%Mo0.41%如此的合金成分构成最接近的耐热合金牌号应为美国的310S和中国的1Cr25Ni20,但其含碳量却远高出上述两个牌号。
在相同的工况条件下,通常会选择0Cr25Ni20,其含碳量只有0.04%即只相当于该部件的四分之一。
一个改进的炉卷轧机模型及其实现研究

摘
要 :炉卷轧机 生产线是一条采用 卷板 生产工艺生产线 ,其控 制系统中数学模型是实现生产过程 计 算机 控制的基础 ,因诸多从 实验中总 结出来 的轧制 数学模型 因轧制 环境 的变化原有 参数 已不 能满足 高精度轧 制的 需要 ,因而在实 践中需要 根据 实际生产 工艺不 断的改进 炉卷轧 机模型 ,
参 数 难 以控 制 ,诸 多从 实 验 中 总 结 出来 的 轧 制 数
表 示 ,考 虑 到 化 学 成 分 、 变 形 温 度 等 因 素 的 影
响 , 应 采 用 非 线 性 函数 表 示 之 。变 形 速 率对 流 动
应 力 的 影 响 可 出幂 函数 表 示 , 指数 与变 形 温 度 等 因 素 有关 。 在 线 控 制 使 用 的数 学 模 型 精 度要 高 , 但结 构 不能 太复 杂 ,可 由下 面 的方程 式 给 出:
有 一 定 限 制 , 因 此 需 采取 一 些 简 化 措 施 抓 住 主 要
控 制 的最基 础 的数 学模 型 。炉卷 轧机 的 启动模 型为 粗 轧机 提 供 了启 动参 数 ,F S 流 动应 力模 型提 供 R为 了估计 数 据 ,流 动 应力 反过 来 为R S 供 了传输 数 F提
= 苎 !
(Байду номын сангаас 1
惫 f
精
一 变形 程 度 ; 一
k m, 和A均 为 常数 ; , n
1 炉卷轧机模型 思想
炉卷轧机 也是一种生产热带钢 的生产工艺 。 炉 卷 轧 机 目前 存 在 的 问题 是 ,带 钢 在 卷 取 炉 内加 热 时 间 长 , 产 生 氧 化 铁 皮 , 使 带 钢 表 面 质 量 较 差 ; 带 钢 头 尾 与 本体 温 差大 ,导 致 带钢 厚 度 偏 差 大 、板 形 较 差 ;卷 重 较 小 、 收 得 率 较 低 。基 于 以 上 问题 的解 决 ,为 炉 卷 轧机 系统 开 发 引 入 一 套 规
兼顾中板生产的带钢炉卷轧机技改方案分析

钢铁工程I2019年第2期兼顾中板生产的带钢炉卷轧机技改方案分析吕坤勇,徐梦欣(中冶赛迪上海工程技术有限公司轧钢部,上海200940)摘要:目前越来越多的带钢炉卷轧机厂希望通过适应性改造后具备生产中厚板产品的能力,而在带钢炉卷轧机中如何经济、高效、顺畅地生产中厚板产品长期都是工程师们的一个热门议题。
本文解析了带钢炉卷轧机厂兼顾生产中厚板产品的合理性与可行性,从工程设计与改造的角度介绍了三种典型工艺改造方案,并对其优缺点进行了客观的分析比较,提出了在不同的生产工艺条件下各技术改造方案的适用范围。
本文对已建成的炉卷轧机厂拓展生产中厚板产品提供了一定的参考。
关键词:炉卷轧机;带钢;中厚板;工艺布置1•前言在已建成的炉卷轧机中,根据轧机宽幅可以简单的区分为两大类:第一类为2800mm及以上的炉卷轧机,以卷板轧制的方式生产宽厚板为主;第二类为轧机宽幅2250nun及以下的炉卷轧机,以生产带钢为主,本文称其为带钢炉卷轧机。
在现有已建成的带钢炉卷轧机中如何通过技术改造可以经济、高效、顺畅地生产中厚板产品,一直是困扰国内外同行的一个较为复杂的技术问题。
2-带钢炉卷轧机厂有迫切的中板生产需求现代化的带钢炉卷轧机融入了当今热连轧带钢生产中先进、成熟、实用的技术,如厚度控制、平直度控制、温度控制、表面质量控制等,并结合炉卷轧机的生产特点,在炉卷轧机上开发和装备了一系列的新技术,使产品的质量、规格有了显著的突破。
在适应小批量、多品种和中等规模热轧带钢生产方面,炉卷轧机轧制工艺比热连轧轧机更具灵活性和实用性。
现代炉卷轧机在产品厚度、宽度、表面质量、终轧与卷取温度、成材率等方面的质量水平,已相当接近热连轧带钢轧机叭在国内不少中小规模冶金企业产品结构调整CISD1钢铁技朮/胡铁工程/能源环X/智能制造/产业研究/中,建立现代化带钢炉卷轧机厂已成为其进入热轧带钢生产领域的可选方案之一,并且基本都采用了最常见的1架粗轧机+1架炉卷精轧机的配置(双机架串列式炉卷轧机后文2.4中另议),如国内的酒钢、泰钢、张浦、嘉兴东方等炉卷轧机,其带钢产能为80〜100万t/ao随着这一批现代化的带钢炉卷轧机建成投产,无论是碳钢炉卷轧机还是不锈钢炉卷轧机,人们发现1架粗轧机匹配1架精轧机,粗轧机的能力严重过剩:带钢实际轧制过程中,粗轧工序基本上在80〜120秒左右即可完成,而炉卷轧机的精轧工序往往需要300-500秒左右才完成。
现代炉卷轧线高效节能改造技术实践

现代炉卷轧线高效节能改造技术实践发表时间:2019-05-23T17:02:46.563Z 来源:《基层建设》2019年第4期作者:陈金国田庆娜[导读] 摘要:本文通过炉卷轧机升级改造项目中设计施工方案和项目管理框架的优化实施,切实解决围绕施工和生产的技术难题,最大限度减少改造项目停产时间,取得了良好的经济效益,对在建或拟建类似工程具有重要的参考价值和有益的指导作用。
光阳工程技术公司有限公司山东济南 271199摘要:本文通过炉卷轧机升级改造项目中设计施工方案和项目管理框架的优化实施,切实解决围绕施工和生产的技术难题,最大限度减少改造项目停产时间,取得了良好的经济效益,对在建或拟建类似工程具有重要的参考价值和有益的指导作用。
关键词:推移;切割;改造1、前言近年来,国内传统炉卷轧机生产线得到了新的发展,我国不锈钢生产工艺装备水平有了大幅提高,但是常规炉卷线大都存在效率低、能耗高、产品质量水平不高,技术瓶颈明显的问题。
泰钢公司经过近半年的调研,决定实施炉卷轧线高效节能技术改造,采用炉卷+连轧工艺配置,提高不锈钢工艺设备装备水平、提升产品质量,提高生产效率,降低能耗。
具体改造改造项目包括增加3台精轧机组、1台卷取机、一座加热炉,实现加热、粗轧、精轧卷取最优工序匹配。
项目建设与生产交叉作业,同时进行,整个项目绝对停产时间仅仅50余天,比常规改造时间减少170余天,创造了国内同类型项目的典范,其中推移施工工法设计为国内首创,项目于2015年获得“第二届山东工业突出贡献奖”。
2、项目特点2.1、炉卷线集约高效工艺设计和工艺设备配置新型炉卷轧线包括加热、粗轧、炉卷精轧、卷取四个工序,工艺设备配置采用“2+1+4+2”,即2台加热炉、1台粗轧机、4台炉卷精轧机、2台卷取机,使各各工序产能匹配可以达到100%,而常规炉卷轧机最大只能达到60%。
并且,炉卷精轧机可以根据规格品种任意选择轧制道次,提高了生产效率、降低了能耗。
双机架紧凑式炉卷轧机模型自适应优化控制

03
双机架紧凑式炉卷轧机模 型建立
轧机机械结构与工作原理
轧机的基本结构
双机架紧凑式炉卷轧机主要由机架、轧辊、工作辊、支撑辊、驱 动装置和控制系统等组成。
轧机的工作原理
在轧制过程中,通过驱动装置和工作辊的转动,将加热后的钢坯 送入两架轧辊之间,经过多道次轧制完成钢板成型。
轧制过程中的物理现象
轧制过程中涉及到的物理现象包括金属的塑性变形、温度变化、 轧辊与钢坯之间的摩擦等。
结论与展望
研究成果总结
建立了双机架紧凑式炉卷轧机数学模型,并进行了实验验证,证明了模型的准确 性和有效性。
提出了基于自适应优化算法的控制系统,实现了对轧制过程的优化控制,提高了 产品质量和生产效率。
与传统控制系统相比,所提出的控制系统具有更高的控制精度和更快的响应速度 。
研究不足与展望
虽然所提出的控制系统在实验中取得了良好的 效果,但在实际工业应用中,还需要进一步验 证其可行性和可靠性。
化等
结合自适应优化算法,设计一 个能够根据实时信息自适应调
整参数的控制算法
控制算法实现流程
采集双机架紧凑式炉卷轧机的实时 数据,包括轧制力、速度、温度等
利用自适应优化算法对预处理后的 数据进行在线学习和优化,得到最 佳的控制参数
将采集的数据进行预处理,消除噪 声和异常值
根据得到的控制参数对双机架紧凑 式炉卷轧机进行实时控制
实验数据分析与结果讨论
数据采集
在实验过程中,对轧机的运行 数据进行实时采集,包括轧制 力、轧制速度、板材厚度等关
键参数。
数据处理
对采集到的数据进行处理和分析 ,包括数据清洗、异常值处理、 趋势分析等。
结果讨论
根据实验数据,对模型性能进行评 估和讨论。对比分析不同实验方案 下的结果,总结优缺点。
2024年炉卷轧机市场分析现状

2024年炉卷轧机市场分析现状摘要本文对炉卷轧机市场进行分析,通过市场规模、竞争格局、产品特点和发展趋势等多方面的研究,旨在给出对该市场现状的全面了解。
1. 引言1.1 炉卷轧机概述炉卷轧机是金属材料加工中的一种重要设备,广泛应用于制造、建筑、物流等领域。
炉卷轧机的主要功能是将金属材料通过连续轧制的方式使其达到预定的厚度和宽度。
1.2 研究目的本文旨在对炉卷轧机市场进行深入分析,包括市场规模、竞争格局、产品特点和发展趋势等方面的研究,以期为相关行业提供参考和决策依据。
2. 市场规模分析2.1 市场概述炉卷轧机市场是一个庞大而复杂的市场,涵盖了多个细分领域。
炉卷轧机的主要应用领域包括制造业、建筑业、物流业等。
据统计,全球炉卷轧机市场的规模在过去几年持续增长,并有望在未来几年保持稳定增长。
2.2 市场发展趋势随着制造技术的不断进步和工业化进程的加速推进,炉卷轧机市场面临更多的机遇和挑战。
一方面,炉卷轧机市场将受益于国家政府对制造业的支持政策,另一方面,市场竞争将越来越激烈。
因此,炉卷轧机厂商需要不断提高产品的质量和技术水平,以在市场竞争中立于不败之地。
3. 竞争格局分析3.1 主要厂商介绍目前,全球炉卷轧机市场的竞争格局相对较为集中,主要厂商包括国内外的知名企业。
国内厂商主要有XX、XX、XX等,而国外厂商主要有XX、XX、XX等。
3.2 市场份额根据统计数据显示,目前国内厂商在炉卷轧机市场中占据主导地位,其市场份额超过XX%。
而国外厂商则通过技术优势和品牌影响力在市场中拥有一定的份额。
然而,随着国内厂商技术的不断提高和产品质量的持续改善,国内厂商的市场份额有望进一步扩大。
4. 产品特点分析4.1 技术特点炉卷轧机采用先进的液压系统和控制系统,具有高精度和高效率的特点。
炉卷轧机的主要技术特点包括:•高压力轧制,保证轧制效果;•自动控制系统,提高生产效率;•优化设计,降低能耗。
4.2 产品优势炉卷轧机具有以下产品优势:•质量稳定,确保产品质量;•生产效率高,提高生产效益;•环保节能,符合绿色制造要求;•维护简便,降低使用成本。
炉卷轧机生产线布置型式及工艺特点分析薛建博

炉卷轧机生产线布置型式及工艺特点分析薛建博发布时间:2021-08-18T12:44:46.371Z 来源:《基层建设》2021年第15期作者:薛建博[导读] 根据炉卷轧机生产线适于轧制变形温度范围比较窄的钢种,而且生产线投资省、占地小、生产和布置型式灵活等特点,对不同布置型式的炉卷轧机生产线进行归纳,针对工艺流程、年产量、钢种、生产线长度、设备重量、极限规格及产品表面质量等工艺特点进行比较分析,以便配置出最能满足钢铁企业要求的生产线布置方案。
一重集团天津重工有限公司天津市 30000摘要:根据炉卷轧机生产线适于轧制变形温度范围比较窄的钢种,而且生产线投资省、占地小、生产和布置型式灵活等特点,对不同布置型式的炉卷轧机生产线进行归纳,针对工艺流程、年产量、钢种、生产线长度、设备重量、极限规格及产品表面质量等工艺特点进行比较分析,以便配置出最能满足钢铁企业要求的生产线布置方案。
关键词:炉卷轧机;布置型式;工艺目前我国钢铁行业的发展战略是增加高附加值、高技术含量合金钢材的品种和数量,发展有特色、有市场的精品特殊钢材,因此近年来国内不锈钢热轧市场需求不断加大[1]。
炉卷轧机生产线是热轧生产线的一种,其特点是在可逆轧机的入、出口侧分别配置一台卷取炉。
由于轧件在轧制过程中可以进入卷取炉中保温,减少轧件温降,因此适用于轧制变形温度范围比较窄的钢种,如不锈钢和特殊钢等[2]。
炉卷轧机生产线比之热连轧生产线具有投资较省、占地面积较小、生产和布置型式灵活等特点,但其产量较低,因此特别适用于资金不充足、厂房面积有限和年产量不高的中小型钢铁企业。
根据对目前国内市场情况进行的分析,预计炉卷轧机生产线将会成为今后部分钢铁企业发展的目标。
1炉卷轧机生产线布置型式分析目前国内已投产的炉卷轧机生产线典型布置型式分别为单机架布置型式、1+1布置型式、1+1+3布置型式和双机架串列布置型式,根据不同的产品大纲还可以扩展出更多的生产线布置型式。
2024年炉卷轧机市场前景分析

2024年炉卷轧机市场前景分析1. 引言炉卷轧机是一种用于热轧钢材的设备,广泛应用于钢铁行业。
随着经济的快速发展和工业化进程的加快,炉卷轧机市场呈现出稳定增长的趋势。
本文将对炉卷轧机市场的前景进行分析。
2. 市场规模与趋势据市场调研数据显示,全球炉卷轧机市场规模近年来持续扩大。
2019年全球炉卷轧机市场规模达到XX亿美元,预计到2025年将达到XX亿美元,年复合增长率为XX%。
这一增长趋势主要受以下因素驱动:•工业化进程的加快:随着全球许多国家工业化进程的加快,钢铁需求量逐年增加,炉卷轧机市场迎来了良好的发展机遇。
•技术进步驱动:随着钢铁制造技术的不断进步,炉卷轧机逐渐成为钢铁生产线上的关键设备之一,推动了市场需求的增长。
•市场竞争加剧:市场上炉卷轧机供应商数量众多,竞争激烈。
为了提升竞争力,供应商不断改进产品性能和降低成本,刺激了市场的增长。
3. 市场驱动因素3.1 钢材需求增加钢材是建筑、汽车、机械等众多行业的基础材料,随着这些行业的发展,对钢材的需求量不断增加。
炉卷轧机作为生产钢材的关键设备之一,随之受益并得到更多应用。
3.2 技术进步促进市场需求随着科学技术的迅速发展,炉卷轧机的技术水平不断提高。
高性能的炉卷轧机具有更高的生产效率和更低的能耗,可以满足钢铁行业对高质量产品的需求,因此受到市场青睐。
3.3 环保要求提升随着环保意识的增强和环境法规的日益严格,钢铁企业在生产过程中需要选择更加环保的设备。
炉卷轧机的技术改进减少了其对环境的影响,符合环保要求,因此市场需求持续增加。
4. 市场挑战与机遇4.1 市场竞争激烈炉卷轧机市场竞争激烈,供应商数量众多。
这对供应商来说是一种挑战,必须不断改进产品性能、提供创新解决方案以留住客户并争取新客户。
4.2 技术难题炉卷轧机的制造和技术要求较高,需要不断推进制造技术的能力和创新能力。
同时,应用新材料和新工艺,提高设备的精度和稳定性也是一个挑战。
4.3 市场机遇当前,发展中国家加快工业化进程,对钢铁产品的需求持续增长,这为炉卷轧机供应商带来了巨大的市场机遇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山 西 冶 金
S HANXI ME TA U URGY
To t a l l 54 No . 2,2 01 5
DOI : 1 0 . 1 6 5 2 5  ̄. c n k i . c n l 4 —1 1 6 7 / t f . 2 0 1 5 . 0 2 . 0 2
1 工艺 流程 ( 见图 1 )
机主要呈单机架布置形式 ,单机架炉卷轧机主要存 在生产组织不灵活 、 成材率低 、 能耗高的缺点 。山东 钢铁集团有限公司( 全文简称 山钢集团 ) 通过充分优
化 对 比分 析 , 设 计 了新 一代 双 机架 布 置炉 卷轧 机 , 该 炉 卷 轧 机 与 国 内 同类 型 轧机 相 比具 有 技术 先 进 、 投
2 生产 线设 计 的主 要技术 先 进性及 特 色分析
2 . 1 主要技术先进性分析
1 ) 首次创新设计第一套世界最宽 ( 3 8 0 0 m m ) 、 以生 产碳 钢板 为 主 的双机架 炉卷 生产 线 [ 。 2 ) 首次仓 J I j ; 十 在国内炉卷生产 线 实现转钢轧制。
1 —2号加热炉 ; 2 —1 号加热炉 ; 3 一 下高压水 除鳞 箱; 4 一上高压水除鳞箱 ; 5 —粗轧机及立辊轧机 ; 6 一炉卷轧机; 7 一预矫直机 ; 8 —转鼓式飞剪 ; 9 一控制冷却装置 ; 1 O 一热矫直机 ; 1 1 一l 号冷床 ; l 2 —2 号冷床 ; 1 3 一母板检查 台架 ; l 4 一 圆盘剪; l 5 一 滚切式双边剪 ; 1 6 一冷矫直机 ; 1 7 —2号滚切式定尺剪及试样剪 ; 1 8 —1 号滚切式定尺剪及试样剪 ; 1 9 一l 号成品检查 台及 翻板 机; 2 O 一1 号成品检查 台 ; 2 1 一超声波探伤装置 ; 2 2 —2号成品检查 台及 翻板机 ;
新一代炉卷 轧机 设计优化 与分析
张春 苗
( 济钢集团 国际工程技术有限公司 , 山东 摘 济南 2 5 0 1 0 1 )
要: 分析 了新 一代 炉卷生产 线设 计的主要技 术先进性及特 色 , 对 比分析 了生产线工艺先进性 , 介绍 了提 高
生产 线竞争力的质 量保证措施。山钢集 团设计 的新一代炉卷生产线工艺技 术先进 、 成材率高、 产 品质量好 、 市场
资低 、 产品竞争力强的优点。
3 ) 首次创新研究新一代钢铁材料的工程化应用
0
- _ I上
● \ , \
一 一
。 。 一 。
U \ o 、 .
× \ l . f . l t 1 l 因 |
\ \ | f 2
2 3 — 3号 垛 板 装 置 ; 2 4 —1 号垛板装置 ; 2 5 — 2号 垛 板 装 置
图1 山钢 集 团炉 卷 生产 线 平 面布 置 示意 图
及 实 现 ,在关 键工 序进 行 轧 制能 力 的提 升和 增加 新 的工 艺措 施 。 4 )首 次对 炉卷 轧 机 生 产 线 的 粗 轧机 增 加 矩 形
7 ) 首次提出“ 应用新一代预矫直机技术 , 提高冷 却后钢板 的性能均匀性 、 平直度” 的新思路 。 8 ) 首次提出“ 在炉卷生产线上应用超快冷技术 , 实现在线淬火和常规的控制冷却” 的新思路。
公司轧钢事 业部 工程师 ,主要从 事 冶金 工程设计研发 工作。
E — ma i l : z c m2 5 2 9 2 3 @1 6 3 . c o m
山西 冶 金
E - m a i l : s x y j b j b @1 2 6 . e o m
第3 8卷
9 ) 首次采用在线产品组织性能智能预报系统。 1 0 ) 首次采用新产 品开发离线智能仿真系统。
技术 ,解决了传统 中厚板轧机难 以生产宽薄果分析 2 . 2 . 1 加 热 炉 区域
在此区域设置一宽一窄两座加热炉 。一座宽加 热 炉重 点保 证薄 规格 钢 板全 纵轧 对板 坯 加 热均 匀性 的要求 ;一座窄加热炉重点保证转钢轧制对厚规格 短尺板坯加热的要求 ,并兼顾炉卷轧机全纵轧的要 求 。宽加热炉双排放料的加热尺寸与窄加热炉的单 排尺寸相同, 便于组织生产。 该方案实现 了加热炉适应不 同的生产工艺和板 坯加热要求 、 降低生产成本 、 满足坯料合理选择 、 增 加 生产 灵 活性 的 目的。 2 . 2 . 2 高压水除磷区域 在该区域设置上下两个除鳞箱 ,将上下除鳞箱 分开布置 , 避免上下 同时除鳞 , 从而减少 了除鳞泵等 设施的数量 , 节约了工程和运行成本。 2 . 2 . 3 粗轧机区域
5 ) 首次提出“ 改善卷取炉的炉 内气氛 、 采用辐射
管加 热 、 减 弱氧 化 、 提 高钢板 表 面质量 ” 的新思 路 。 6 ) 首 次提 出“ 综合应用飞剪 、 热 分段 剪 、 在 线 超
化 轧制技术 ( M A S o此技术 与立辊轧制技术 的结 合, 可改善产 品头尾形 状 , 提高成材率 l %~ 2 %, 成 材率达到 9 3 . 5 %~ 9 4 . 0 %。
收稿 日期 : 2 0 1 5 一 O 1 _ 2 4 作 者简介 : 张春 苗( 1 9 8 1 一) , 女, 济钢集 团国际工程技 术有 限
声波探伤 、在线钢板表面检测等全方位优化剪切技 术, 提 高剪 切分 段 精度 , 减少 改 尺钢 板 , 提 高成 材率 ”
的新 思路 。
适应 性 及 产 品竞 争 力 强 。 关键词 : 双机 架炉 卷 轧 机 技 术先进性 加热炉 矫 直机
中图分类号 : T G3 3 3 _ 7
文献标识码 : A
文章编号 : 1 6 7 2 — 1 1 5 2 ( 2 0 1 5) 0 2 — 0 0 l 0 3 一 O 3
目前 ,国 内外 用 于生 产碳 钢 和合 金 钢 的炉 卷轧