3D的一般尺寸
各种版本电影格式与分辨率尺寸详解[指南]
![各种版本电影格式与分辨率尺寸详解[指南]](https://img.taocdn.com/s3/m/98e9a7e8900ef12d2af90242a8956bec0975a5d3.png)
各种版本电影格式与分辨率尺寸详解- 2K数字版(画质指数:2K)就从现在大家越来越熟悉的全高清FULL HD说起。
现在大家采购电视或摄像机时都熟悉了全高清和1080p的说法,即画面分辨率达到1920X1080,标准的蓝光碟BD的节目也支持这一分辨率。
与此对应,DVD格式的最大分辨率只有720X480,不到蓝光的一半。
而大家在电影院看到的数字版电影,目前主流的是2K,2048×1556分辨率(国内还有一些低档的1.3K的投影机,1280×1080分辨率)。
其实也就比BD高了一点,所以家里用PS3看BD,清晰度已经和电影院差别不大了。
- 35mm胶片版(1K-2K)而传统的胶片版就复杂一些。
本来电影胶片一般不标称分辨率,一定要推算,优质的35mm电影胶片对应分辨率约4K,或略好于4K;而且后期制作的母带的分辨率视制作水平也是有分别的,好的大概4K左右,差点的3K。
然而我们有幸看电影母带的可能性无限接近于零!因为电影院播放的是经过N次“拷贝”的拷贝。
拷贝质量好的,分辨率大概也就刚过2K的水平,差的分辨率甚至不足1K,而且会随着放映次数增多而衰减。
拷贝放映场次一多,就会被划伤,画面上会有黑雨丝;影片受到多次高温烘烤,画面会褪色,片基翘曲就会导致失焦。
看起来胶片版的画质不会超过2K的主流数字版。
不过,胶片电影的优势在于硕大的画面能造成的强烈震撼感和胶片特有的质感、色彩风格和景深效果,也会有偏好者。
从上面的分析可以看出。
我们在电影院里观看的电影的画质水准主要有4个决定因素。
前两个是摄制载体:A.摄影设备,B.制作规格;后两个是放映载体:C.拷贝规格,D.放映设备。
- 4K数字版(4K)目前商业故事片70%还是采用35mm胶片的电影摄影机。
刚才提到这类胶片素材可以制作4K(分辨率为4096x3112)的母带,这里有个DI数字中间片的概念。
它是基于胶片拍摄的生产流程,利用胶片扫描仪将胶片扫描成高分辨数字图像,利用数字后期生产流程创作完整的数字母版成片,最终再将成片转回胶片、或超高清分辨度的数字影院系统(2K或4K)。
Unity3D 美术资源规范
Unity3D 美术资源规范一.单位,比例统一在建模型前先设置好单位,在同一场景中会用到的模型的单位设置必须一样,模型与模型之间的比例要正确,和程序的导入单位一致,即便到程序需要缩放也可以统一调整缩放比例。
统一单位为米。
二.模型规范⒈所有角色模型最好站立在原点。
没有特定要求下,必须以物体对象中心为轴心。
⒉面数的控制。
移动设备每个网格模型控制在300-1500个多边形将会达到比较好的效果。
而对于桌面平台,理论范围1500-4000。
如果游戏中任意时刻内屏幕上出现了大量的角色,那么就应该降低每个角色的面数。
比如,半条命2对于每个角色使用2500-5000个三角面。
正常单个物体控制在1000个面以下,整个屏幕应控制在7500个面以下。
所有物体不超过20000个三角面。
⒊整理模型文件,仔细检查模型文件,尽量做到最大优化,看不到的地方不需要的面要删除,合并断开的顶点,移除孤立的顶点,注意模型的命名规范。
模型给绑定之前必须做一次重置变换。
⒋可以复制的物体尽量复制。
如果一个1000面的物体,烘焙好之后复制出去100个,那么他所消耗的资源基本和一个物体消耗的资源一样多。
三.材质贴图规范⒈我们目前使用的Unity3D软件作为仿真开发平台,该软件对模型的材质有一些特殊的要求,在我们使用的3dsMax中不是所有材质都被Unity3D软件所支持,只有standard(标准材质)和Multi/Sub-Objiect(多维/子物体材质)被Unity3D软件所支持。
注:Multi/Sub-Objiect(多维/子物体材质)要注意里面的子材质必须为standard(标准材质)才能被支持。
⒉Unity3D目前只支持Bitmap贴图类型,其它所有贴图类型均不支持。
只支持DiffuseColor(漫反射)同self-Illumination(自发光,用来导出lightmap)贴图通道。
Self-Illumination(不透明)贴图通道在烘焙lightmap后,需要将此贴图通道channel 设置为烘焙后的新channel,同时将生成的lightmap指向到self-Illumination。
3d打印基本要求
3d打印基本要求3D打印技术的出现和发展为许多领域的制造和设计带来了前所未有的便利和可能性。
然而,要想获得良好的打印效果,需要满足一定的基本要求。
本文将介绍3D打印的基本要求,以帮助读者更好地了解和应用这一技术。
一、硬件要求1.3D打印机3D打印机是进行3D打印的关键设备,必须选择适合自己需求的打印机。
根据应用和材料不同,打印机的技术和型号也会有所不同。
在选择打印机时,需要考虑以下几个方面:(1)打印尺寸:选择适合自己需求的打印尺寸,不同的打印机尺寸不同,可以打印的物品大小也不同。
(2)精度:精度是指打印机能够达到的最小细节大小。
如果需要打印高精度的模型,那么需要选择精度高的打印机。
(3)材料兼容性:不同的打印机支持的材料不同,需要选择能够打印所需材料的打印机。
(4)价格:价格也是选择打印机时需要考虑的因素之一。
不同的打印机价格也不同,需要根据自己的预算来选择。
2.打印材料3D打印机的打印材料有许多种,如PLA、ABS、PETG、尼龙等。
在选择打印材料时,需要根据打印物体的需求来选择合适的材料。
例如,需要打印外观光滑、表面质感好的模型时,可以选择ABS或PETG 等材料;需要打印轻质的模型时,可以选择PLA等材料。
在使用打印材料时,需要注意以下几个方面:(1)材料的温度:不同的材料需要不同的温度,需要根据材料的要求来设置打印机的温度。
(2)材料的密度:不同的材料密度不同,需要根据打印物体的要求来选择适当的密度。
(3)材料的耐热性:有些材料不耐高温,不能用于打印高温物体。
3.计算机和软件3D打印需要使用计算机和软件进行建模和切片等操作。
计算机的要求并不是很高,一般的个人电脑就可以满足需求。
软件方面,3D 打印需要使用建模软件和切片软件。
(1)建模软件建模软件用于创建3D模型,常用的有SolidWorks、AutoCAD、SketchUp等。
建模软件需要掌握基本的3D建模技能,例如:选择合适的工具、操作模型、调整模型大小和细节等。
3ds max室内建模常用尺寸参数
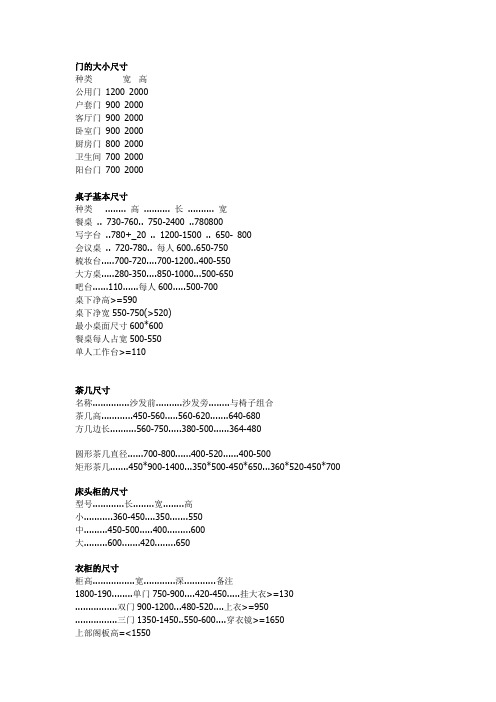
门的大小尺寸种类宽高公用门1200 2000户套门900 2000客厅门900 2000卧室门900 2000厨房门800 2000卫生间700 2000阳台门700 2000桌子基本尺寸种类 ........ 高 .......... 长 .......... 宽餐桌 .. 730-760.. 750-2400 ..780800写字台 ..780+_20 .. 1200-1500 .. 650- 800会议桌 .. 720-780.. 每人600..650-750梳妆台.....700-720....700-1200..400-550大方桌.....280-350....850-1000...500-650吧台......110......每人600.....500-700桌下净高>=590桌下净宽550-750(>520)最小桌面尺寸600*600餐桌每人占宽500-550单人工作台>=110茶几尺寸名称..............沙发前..........沙发旁........与椅子组合茶几高............450-560.....560-620.......640-680方几边长..........560-750.....380-500......364-480圆形茶几直径......700-800......400-520......400-500矩形茶几.......450*900-1400...350*500-450*650...360*520-450*700床头柜的尺寸型号............长........宽........高小...........360-450....350. (550)中.........450-500.....400 (600)大.........600.......420.. (650)衣柜的尺寸柜高................宽............深............备注1800-190........单门750-900....420-450.....挂大衣>=130 ................双门900-1200...480-520....上衣>=950 ................三门1350-1450..550-600....穿衣镜>=1650上部阁板高=<1550上部阁板间距>=190下部阁板间距>=250下部抽屉高度180-220一般为120-160[设计说明]室内设计常用尺寸家具设计的基本尺寸家具设计, 室内设计, 尺寸室内设计常用尺寸家具设计的基本尺寸(单位:厘米)衣橱:深度:一般60~65;推拉门:70,衣橱门宽度:40~65推拉门:75~150,高度:190~240矮柜:深度:35~45,柜门宽度:30-60电视柜:深度:45-60,高度:60-70单人床:宽度:90,105,120;长度:180,186,200,210双人床:宽度:135,150,180;长度180,186,200,210圆床:直径:186,212.5,242.4(常用)室内门:宽度:80-95,医院120;高度:190,200,210,220,240厕所、厨房门:宽度:80,90;高度:190,200,210窗帘盒:高度:12-18;深度:单层布12;双层布16-18(实际尺寸)沙发:单人式:长度:80-95,深度:85-90;坐垫高:35-42;背高:70-90 双人式:长度:126-150;深度:80-90三人式:长度:175-196;深度:80-90四人式:长度:232-252;深度80-90茶几:小型,长方形:长度60-75,宽度45-60,高度38-50(38最佳)中型,长方形:长度120-135;宽度38-50或者60-75正方形:长度75-90,高度43-50大型,长方形:长度150-180,宽度60-80,高度33-42(33最佳)圆形:直径75,90,105,120;高度:33-42方形:宽度90,105,120,135,150;高度33-42书桌:固定式:深度45-70(60最佳),高度75活动式:深度65-80,高度75-78书桌下缘离地至少58;长度:最少90(150-180最佳)餐桌:高度75-78(一般),西式高度68-72,一般方桌宽度120,90,75;长方桌宽度80,90,105,120;长度150,165,180,210,240圆桌:直径90,120,135,150,180书架:深度25-40(每一格),长度:60-120;下大上小型下方深度35-45,高度80-90 活动未及顶高柜:深度45,高度180-200木隔间墙厚:6-10;内角材排距:长度(45-60)*90室内常用尺寸:1、墙面尺寸(1)踢脚板高;80—200mm。
家用级3D打印机和工业级3D打印机有什么区别
家用级3D打印机和工业级3D打印机有什么区别在3D打印机发展这么多年来,工业级3D打印机较多,桌面家用级较少,近几年随着3D打印的潮流逐渐兴起,桌面级3D打印机才流入家庭市场。
而这两者的区别主要有六个方面:1) 打印精度由于家用机目前只有FDM,SLA 两种技术,从数据上看,工业机和家用机差别不大,FDM的最小分辨率由打印挤出口的大小决定,基本都在0.3-0.6MM之间,层厚由Z轴决定,由于家用机多用步进电机,工业3D打印机则采用伺服电机,在实际打印过程中避免了失步等导致精度失真的问题。
2) 打印速度打印速度是区分工业机和家用机另一重要区别,由于家用机在成本上的限制,多采用16位和32位芯片作为主控芯片,数据处理速度难以和64位的CPU相比,在FDM 上由于精度的原因,差别不大,但在SLA技术上前者扫描速度最多为1m/秒,而后者可达7m-15m/秒。
3) 打印支撑的设计和去除质量打印支撑和打印实体可分参数打印的设计是区分工业机和家用机的最重要标志,为什么呢?因为工业机是应用在实际生产领域,对最后打印的效果要有很高的可控性要求,用过家用机的朋友都知道,无论是FDM还是SLA设备,由于支撑和实体在打印过程中是不区分的,打印结束后支撑的剥离是个非常不可控的因数,最后往往会导致剥离失败,破坏实体。
而工业机就根本性解决了这个问题。
4) 打印尺寸是区分家用和工业级打印机的重要指标一般来说,支持的打印尺寸越大,打印机的价格越昂贵。
如果你需要一个能打印微波炉大小的3D打印机。
现在市场上绝大部分的家用3D打印机,都只能打比较小的东西。
工业打印机一般打印体积都很大,以适合于规模化的生产。
但是相应地,大的体积导致系统复杂性成倍提高,材料成本增加,测试、安装、运输、维护费用高昂;尤其是在保持可靠性的前提下,基本上每个零部件的指标都更加苛刻,才能保证整机的打印精度和稳定性。
这些因素都会成倍地提高打印机造价。
另外工业打印机不像家用打印机设计那么简单,一般还有各种关于合规(compliance)的设计,以符合不同工业的要求。
对一般机加工零件的通用技术要求[最新]
![对一般机加工零件的通用技术要求[最新]](https://img.taocdn.com/s3/m/45bf84c1c0c708a1284ac850ad02de80d4d806a1.png)
对一般机加工零件的通用技术要求,是否可直接作如下规定:1.未注尺寸公差按GB/T1804-2000中的中等精度等级(m级)。
2.未注形位公差按GB/T1184-1996中的中等精度等级(K级)。
对照表:未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±2中等m粗糙 e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗v ±3o ±2o ±1o ±30′±20′注:1o为1度未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2机加工规范1.目的对机加工产品质量控制,以确保满足公司的标准和客户的要求。
3D打印技术调研报告V1

基本概况
基本概况
为保证材料流动性能良好, 注塑模具需要加热到非常高的温度。铝模和钢模通常经历 500F(260℃)甚至更高温度环境, 尤其在加工高温塑料, 如PEEK和PEI(Ultem)材料。用这些金属 模具生产几千个零件很容易, 在最终量产模具出来前也可作为过渡模具使用。使用SLA或者相似 3D打印工艺制造的模具材料一般是光敏或者热固性树脂, 它们通过紫外光或者激光固化。这些 塑料模具尽管比较硬, 但是在注塑的热循环条件下损毁非常迅速。事实上, 在温和环境下3D打印 模具通常在使用100次以内会失效, 高温塑料比如聚乙烯和或苯乙烯。对玻璃填充聚碳酸酯和耐 高温塑料, 甚至只能生产几个零件。
3D打印在一些高端或尖端的制造业(如飞机)中早已广泛使用了, 只是不叫“3D打印”或“增材 制造”这样时髦的名字, 而是根据加工工具命名为“激光成型”、“电子束成型”等, 有的也直接 叫“快速成型”或“堆积成型”。国内一些厂家在数年前就自行研发了这样的加工机器, 不仅是用 于原型制造, 还能直接生产用于实际产品的金属零部件。在加工时间和材料损耗上, 都知道3D打印 比传统加工方式要优越得多。最关键的是加工件的性能, 3D打印的金属零件能接近甚至达到锻造 件的水平, 但3D打印不可能取代现有的所有机械加工技术。
基本概况
基本概况
桌面级之所以称为桌面级是因为在打印精度在可接受的范围内成本尽量低, 所以市面上几乎所有的 FDM机型都是差不多的控制方式, 开源主板, 步进电机。精度的控制也就只能靠装配精度和在结构上 做优化了。如果桌面级的厂商引进传统数控机床的控制方式怎么样呢, 伺服电机, 光栅尺, 高精度的 机械部件, 还有可能直接购买更加优秀的主控。这一套下来精度确实提高了, 但价格也随之上来了。 桌面级注重的是普通用户, DIY玩家, 非企业用户, 售价超过一万基本就没人买了。所以说桌面级3D 打印这块市场有很大的潜力, 国内通过这几年的积累也有优秀的产品出现, 通过优化结构, 提高设计, 制造, 装配精度来提高打印零度, 通过研发切片软件来优化用户体验是中国人很擅长的事情。就像PC 机的普及一样, 3D打印市场正等待着一场技术变革, 相信新的技术出现之后, 这个市场会有翻天覆地 的变化。
解决3D打印模型尺寸精度问题的校准方法

解决3D打印模型尺寸精度问题的校准方法3D打印技术的发展使得制造业迎来了一次重要的变革,它的应用范围涵盖了医疗、教育、汽车、航空等领域。
然而,与其它制造技术相比,3D打印技术仍存在一些局限性,其中之一就是模型尺寸精度问题。
而解决3D打印模型尺寸精度问题的校准方法正是为了提高打印件的精度和准确度。
为了解决3D打印模型尺寸精度问题,一种常见的方法是使用校准工具。
校准工具可以对打印机进行调整,以确保其能够精确地制造各种尺寸的打印件。
这些校准工具包括刻度尺、千分尺和千分尺块等。
使用这些工具可以检查打印机的X、Y和Z轴的运动精度,并对其进行微调,以提高尺寸的准确性。
此外,还可以通过调整打印机的温度和速度来改善模型尺寸的精度。
打印材料在不同温度下的收缩率是造成模型尺寸误差的主要原因之一。
通过对温度进行精确控制,可以减少材料的收缩率,从而提高打印件的尺寸精度。
此外,适当调整打印速度也可以减少挤出头的惯性,进一步提高打印件的精度。
除了校准工具和温度调整,还可以使用CAD软件进行优化设计。
在设计模型时,可以通过增加壁厚、调整支撑结构和填充密度等方式来提高打印件的尺寸精度。
增加壁厚可以增加模型的稳定性,减少变形的可能性。
调整支撑结构可以提供更好的支撑,防止打印件变形。
填充密度的优化则可以增加打印件的强度和稳定性,进一步提高尺寸的精度。
此外,选择合适的打印材料也是解决3D打印模型尺寸精度问题的重要一环。
不同材料具有不同的收缩率和机械性能,因此选取适合的材料对于提高尺寸精度非常关键。
一些高性能的材料,如尼龙和ABS(丙烯腈-丁二烯-苯乙烯共聚物),具有更低的收缩率和更高的强度,适合于需要高精度的打印件。
最后,定期维护和清洁3D打印机也是保持尺寸精度的重要因素。
打印机的运动系统和喷嘴等部件可能会因为长时间使用而产生磨损,导致尺寸精度下降。
定期检查和保养这些部件,以确保其正常工作,可以有效地减少尺寸误差。
同时,保持打印机的清洁也是非常重要的,因为杂质和灰尘可能会堵塞喷嘴和其他关键部件,影响打印件的精度。
3d资料

第一课:现成的三维物体建模1-1、3Dmax2010软件简介和安装3D Studio Max,常简称为3ds Max或MAX,是Autodesk公司开发的基于PC系统的三维模型制作和动画渲染软件,其广泛应用于室内设计、建筑设计、影视、工业设计、多媒体制作、游戏、辅助教学以及工程可视化等领域。
3Dmax2010中文版下载地址:我要自学网首页→ 学习辅助→ 常用软件1-2、3dmax2010界面组成和界面优化快速工具栏“文件”菜单3Dsmax2010界面优化:1、改变界面风格:自定义---加载自定义用户界面方案UI文件的位置在C:\Program Files\Autodesk\3ds Max 2010\ui2、隐藏动画轨迹栏:自定义---显示---3、隐藏石墨建模工具栏:4、以小图标来显示工具栏:自定义---首选项---常规---5、自定义布局:在“视图控制区”右击1-3、3dmax2010视图控制1-4、3Dmax2010标准基本体长方体、球体、圆柱体、圆环、茶壶、圆锥体、几何球体、管状体、四棱锥、平面1-5和1.6、实例:装饰品知识点:(1)、学习堆积木式的建模方法,(2)、学习“选择、移动、修改、复制”物体1-7、实例:桌几尺寸:1300*800 1000*500 25*480知识点:(1)、使用标准尺寸建模1-8、3Dmax2010扩展基本体异面体、切角长方体、油罐,纺锤,油桶、球棱柱、环形波,软管,环形结、切角圆柱体、胶囊、L-Ext , C-Ext、棱柱。
1-9、1-10 实例:简约茶几尺寸:玻璃半径:500mm 高10mm 环形结:半径:335mm P:1 Q:3 横截面半径:15mm知识点:(1)、借助其它物体来确定尺寸(2)、学习“对齐”和“旋转”物体1-11、综合实例:沙发尺寸:总的800*800*100 坐垫650*650*150 柱子两侧150*300 柱子后面150*500 脚25*50知识点:把前面学习的知识综合应用。
3d放样的方法步骤
3d放样的方法步骤
3D放样是指将一个三维物体展开成一个平面图,并保持其几何形状和尺寸不变。
以下是一般的3D放样方法步骤:
1. 确定需要放样的三维物体。
这可以是任何物体,例如立方体、圆柱体、锥体等。
2. 绘制三维物体的几何形状。
使用计算机辅助设计(CAD)软件或手工绘图工具,在三维坐标系中绘制或模型化物体的形状。
3. 分解三维物体。
将三维物体分解为较简单的几何形状,如平面、直线、弧线等。
4. 制作展开图。
根据分解的几何形状,在纸上绘制一个平面图,保持几何形状和尺寸不变。
5. 剪裁展开图。
根据展开图的形状,使用剪刀或切割工具将展开图剪裁出来。
6. 折叠展开图。
按照展开图上的边缘线和折叠标记,将剪裁得到的展开图折叠起来,恢复成原始的三维形状。
7. 完成放样。
校正、调整和精确放置折叠好的展开图,以确保它与原始三维物
体的形状和尺寸完全相同。
以上是一般的3D放样方法的步骤,不同的放样项目可能会有特定的步骤或技巧。
Unity3D模型制作标准

Unity3D模型制作规范Posted on 2013年03月21日 by U3d / Unity3D 基础教程/被围观 519 次Unity3D模型制作规范一.单位,比例统一在建模型前先设置好单位,在同一场景中会用到的模型的单位设置必须一样,模型与模型之间的比例要正确,和程序的导入单位一致,即便到程序需要缩放也可以统一调整缩放比例。
统一单位为米。
二.模型规范⒈所有角色模型最好站立在原点。
没有特定要求下,必须以物体对象中心为轴心。
⒉面数的控制。
移动设备每个网格模型控制在300-1500个多边形将会达到比较好的效果。
而对于桌面平台,理论范围1500-4000。
如果游戏中任意时刻内屏幕上出现了大量的角色,那么就应该降低每个角色的面数。
比如,半条命2对于每个角色使用2500-5000个三角面。
正常单个物体控制在1000个面以下,整个屏幕应控制在7500个面以下。
所有物体不超过20000个三角面。
⒊整理模型文件,仔细检查模型文件,尽量做到最大优化,看不到的地方不需要的面要删除,合并断开的顶点,移除孤立的顶点,注意模型的命名规范。
模型给绑定之前必须做一次重置变换。
⒋可以复制的物体尽量复制。
如果一个1000面的物体,烘焙好之后复制出去100个,那么他所消耗的资源基本和一个物体消耗的资源一样多。
三.材质贴图规范⒈我们目前使用的Unity3D软件作为仿真开发平台,该软件对模型的材质有一些特殊的要求,在我们使用的3dsMax中不是所有材质都被Unity3D软件所支持,只有standard(标准材质)和Multi/Sub-Objiect(多维/子物体材质)被Unity3D软件所支持。
注:Multi/Sub-Objiect(多维/子物体材质)要注意里面的子材质必须为standard(标准材质)才能被支持。
⒉Unity3D目前只支持Bitmap贴图类型,其它所有贴图类型均不支持。
只支持DiffuseColor(漫反射)同self-Illumination(自发光,用来导出lightmap)贴图通道。
3D打印设备中至关重要的几大参数
3 D 打 印
3口打 E 口 。 I * i r ' 1 1 , 备【 l 】
至 关 重 要 的 八 大 参 数
现
3 D打 印 机 。 机 器 设 备 的 尺 寸
萎
打 印 速 度 变 快 时 ,打 印 的 层 厚 越 大 ,模 型 就 变 粗 糙 了 ,
前 途 崎 岖
打 印专 利到 期 ,其 中包括 一 些关 键技 术 。而 涉及材 料
挤 出 、粉 末 熔 融 和 光 固 化 等 加 工 技 术 的 专 利 , 多数 已 在2 0 1 3 年4 月份到 期 。 简 单 的 说 就 是 ,如 果 哪 项 技 术 已 有 2 0 年 的历 史 ,
3 D打 印 材 料 有 各 种 各 样 的 ,并 不 是 所 有 材 料 都
能 适 用 于 一 种机 器 ,所 以在 这 里 提 醒您 ,在 购 买 3 D
也就 变 快 了 ,如 果 你 在 打 印 模 型 时 , 十 分 急 需 要 这 个 模 型 ,你 可 以 使 用 大 直 径 的 喷 嘴 ,如 果 你 想 让 打 印 的
的音 乐行业 中都 不 曾出现 过 。” 固
一
广东 印刷 2 0 1 6 .轻 , 定 位 准 确 ,但 是 打 印 出 来 的 模
速 度 ,精 度 ,层 厚 这 三 个 参 数 是 彼 此 相 关 的 , 有 时 候 我 们 不 得 不 在 效 率 与 质 量 之 间 做 平 衡 ,3 D 打 印
的 精 度 越 细 ,层 厚 就 越 小 ,但 是 打 印 速 度 就 越 慢 了 ,
在 打 印 模 型 时 ,可 以 根 据 您 想 要 的 模 型 效 果 来 在 这 几 个 参数 之间 做 平衡 。
照片像素尺寸对照表
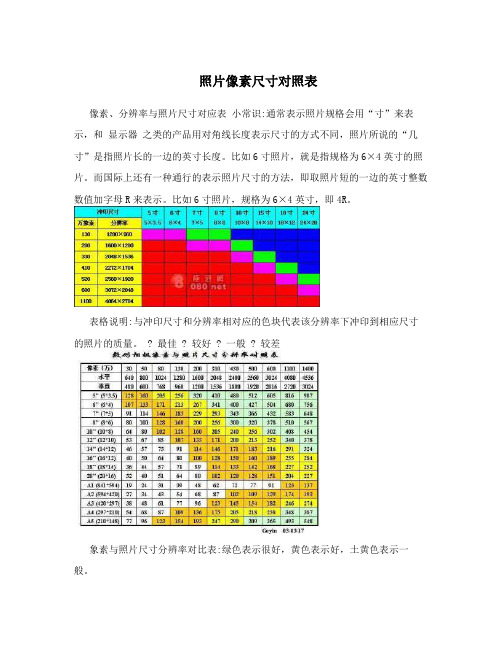
照片像素尺寸对照表像素、分辨率与照片尺寸对应表小常识:通常表示照片规格会用“寸”来表示,和显示器之类的产品用对角线长度表示尺寸的方式不同,照片所说的“几寸”是指照片长的一边的英寸长度。
比如6寸照片,就是指规格为6×4英寸的照片。
而国际上还有一种通行的表示照片尺寸的方法,即取照片短的一边的英寸整数数值加字母R来表示。
比如6寸照片,规格为6×4英寸,即4R。
表格说明:与冲印尺寸和分辨率相对应的色块代表该分辨率下冲印到相应尺寸的照片的质量。
? 最佳 ? 较好 ? 一般 ? 较差象素与照片尺寸分辨率对比表:绿色表示很好,黄色表示好,土黄色表示一般。
poverty alleviation, making stable poverty of village and exit in a timely manner, should support poverty alleviation into, from the ... The stability of families, not simply one off, not only to "help a horse", and "giving a lift" to prevent poverty and returning again. (D) to co-ordinate the configuration resource for poverty alleviation. One hand to work actively towards a superior policy. Central work Conference of poverty-alleviation, Central Government of General transfer payments, various types of special transfer payments involving the people's livelihood, in order to further to poor areas. National Revolutionary development seminars presented "five closely around the", developed to support development and construction of old revolutionary views. Prime Minister Li keqiang on the CPPCC was specifically proposed in the Government work report: "national waste management policies and the people's livelihood projects to impoverished areas." Meanwhile, provinces and cities will also be supporting the introduction of appropriate policies. These policies is very large, the ... ... For counties not only opportunities for poverty eradication, it is catching up, promote the development of opportunities in the surrounding area. Departments at all levels must firmly grasp this golden opportunity, let these opportunities become crucial for poverty eradication not only a powerful lever, also became ... ... Powerful breakthrough to overall development, with overtaking. Other integration-related funds. At the meeting, "two offices" introduced the integration of agriculture-related projects funds giving priority to poor implementation of village-poortilt, clear integration of the 4 major categories of funds and use of the process. The involved departments, under the unified command of the leading group of poverty alleviation and development in the County, 数码照片/相片尺寸对照表大全规格尺寸像素要求5寸 12.7*8.9 厘米 800*6006寸 15.2*10.2 厘米 1024*768全景6寸 15.2*11.4 厘米 1024*7687寸 17.8*12.7 厘米 1280*9608寸 20.3*15.2 厘米 1280*96010寸 25.4*20.3 厘米 1600*120012寸 20.3*30.4 厘米 1600*120016寸 30.4*40.6 厘米 2048*195318寸 30.4*45.7 厘米 2048*195320寸 40.6*50.8 厘米 2048*195324寸 50.8*60.9 厘米 3600x240030寸 60.9*76.2 厘米 3600x240040寸 76.2*101 厘米 3600x2400 照片尺寸大全1英寸25mm×35mm2英寸35mm×49mm3英寸35mm×52mm港澳通行证33mm×48mm赴美签证50mm×50mm日本签证45mm×45mm大二寸35mm×45mm护照33mm×48mm毕业生照33mm×48mm身份证22mm×32mm驾照21mm×26mm车照60mm×91mm数码相机和可冲印照片最大尺寸对照表500万像素有效4915200,像素2560X1920 可冲洗照片尺寸17X13,对角线21英寸 400万像素有效3871488,像素2272X1704 可冲洗照片尺寸15X11,对角线19英寸 300万像素有效3145728,像素2048X1536 可冲洗照片尺寸14X10,对角线17英寸 200万像素有效1920000,像素1600X1200 可冲洗照片尺寸11X8,对角线13英寸 130万像素有效1228800,像素1280X960 可冲洗照片尺寸9X6,对角线11英寸 080万像素有效786432,像素1024X768 可冲洗照片尺寸7X5,对角线9英寸 050万像素有效480000,像素800X600 可冲洗照片尺寸5X4,对角线7英寸 030万像素有效307200,像素640X480 可冲洗照片尺寸4X3,对角线5英寸5寸照片(3X5),采用800X600分辨率就可以了poverty alleviation, making stable poverty of village and exit in a timely manner, should support poverty alleviation into, from the ... The stability of families, not simply one off, not only to "help a horse", and "giving a lift" to prevent poverty and returning again. (D) to co-ordinate the configuration resource for poverty alleviation. One hand to work actively towards a superior policy. Central work Conference of poverty-alleviation, Central Government of General transfer payments, various types of special transfer payments involving the people'slivelihood, in order to further to poor areas. National Revolutionary development seminars presented "five closely around the", developed to support development and construction of old revolutionary views. Prime Minister Li keqiang on the CPPCC was specifically proposed in the Government work report: "national waste management policies and the people's livelihood projects to impoverished areas." Meanwhile, provinces and cities will also be supporting the introduction of appropriate policies. These policies is very large, the ... ... For counties not only opportunities for poverty eradication, it is catching up, promote the development of opportunities in the surrounding area. Departments at all levels must firmly grasp this golden opportunity, let these opportunities become crucial for poverty eradication not only a powerful lever, also became ... ... Powerful breakthrough to overall development, with overtaking. Other integration-related funds. At the meeting, "two offices" introduced the integration of agriculture-related projects funds giving priority to poor implementation of village-poor tilt, clear integration of the 4 major categories of funds and use of the process. The involved departments, under the unified command of the leading group of poverty alleviation and development in the County, 6寸照片(4X6),采用1024X768分辨率7寸照片(5X7),采用1024X768分辨率8寸照片(6X9),采用1280X960分辨率按照目前的通行标准,照片尺寸大小是有较严格规定的 1英寸证明照的尺寸应为3(6厘米×2(7厘米; 2英寸证明照的尺寸应是3(5厘米×5(3厘米; 5英寸(最常见的照片大小)照片的尺寸应为12(7厘米×8(9厘米; 6英寸(国际上比较通用的照片大小)照片的尺寸是15(2厘米×10(2厘米;7英寸(放大)照片的尺寸是17(8厘米×12(7厘米; 12英寸照片的尺寸是30(5厘米×25(4厘米。
3D渲染出图像素与PS图片尺寸换算关系

A1,A2,A3,A4纸的尺寸;像素换算;ABC号纸尺寸以前在做图片的时候从来没想过要做多大的尺寸,总觉得像素换算成我们常用的毫米、厘米等基本单位很难,而且还要考虑分辨率的大小,上次满怀信心地制作简历封面,图的效果很好,但用A4纸打印出来的模糊又难看,今天专门研究了这个问题,其实也并不难,分析如下:A4纸的尺寸是210mm*297mm,也就是21.0cm*29.7cm,而1英寸=2.54cm,当分辨率为72像素/英寸时,我们将其换算成像素/厘米就是28.3,现在,我们将其转换为制作图片时的像素就是(21*28.3)*(29.7*28.3),即:595*842(单位为像素);同样的道理,我们可以得到:当分辨率为300像素/英寸时,A4大小是2479*3508像素;当分辨率为120像素/英寸时,A4大小为1487*2105像素。
所以如果你要将做的图片打印出来的话,最好先进行换算,不然很可能会降低图片质量的!一般情况下,如果是印刷品,最好用300像素/英寸,如果是打印机或者喷绘,可以选择72像素/英寸的分辨率。
A0=1189*841mmA1=841*594mmA2=594*420mmA3=420*297mmA4=210*297mmA组A0 841×1189 mmA1 594×841A2 420×594A3 297×420A4 210×297A5 148×210A6 105×148A7 74×105A8 52×74A9 37×52A10 26×37B组B0 1000×1414 mmB1 707×1000B2 500×707B3 353×500B4 250×353B5 176×250B6 125×176B7 88×125B8 62×88B8 62×88B9 44×62B10 31×44C组C0 917×1297 mmC1 648×917C2 458×648C3 324×458C4 229×324C5 162×229C6 114×162C7 81×114C8 57×81DL 110×220C7/6 81×162A组纸张尺寸的长宽比都是1:√2,然后舍去到最接近的毫米值。
如何处理3D打印后模型的尺寸缩小问题
如何处理3D打印后模型的尺寸缩小问题3D打印技术的应用越来越广泛,其可以实现精确的、高强度的原型和零件制造。
然而,有时候我们在进行3D打印时可能会遇到一个尺寸缩小的问题,这可能会影响到打印结果的准确性和质量。
本文将介绍一些处理3D打印后模型尺寸缩小问题的方法,帮助您解决这一困扰。
首先,了解尺寸缩小的原因是解决该问题的关键。
尺寸缩小通常是由3D打印过程中材料的收缩和变形引起的。
当热塑性材料在冷却过程中发生收缩时,打印出来的模型尺寸会缩小。
此外,打印时受到的温度变化和打印参数的设置也会影响模型的尺寸。
现在,让我们来讨论一些可能的解决方案。
1. 调整打印设备和参数:如果模型的尺寸缩小是由于打印参数不当造成的,可以考虑调整打印设备和参数以解决问题。
首先,确保打印设备的温度稳定且均匀,以避免不必要的热胀冷缩。
其次,调整打印参数,例如打印速度、填充密度和层厚等,以获得更准确的尺寸。
需要注意的是,每种打印材料都有其特定的收缩率,所以在选择和调整参数时要充分考虑材料的特性和要求。
2. 使用校正工具:一些3D打印软件和设备提供了校准工具,可以帮助您解决尺寸缩小的问题。
这些校正工具通常基于用于校准模型尺寸的基准物体,通过调整打印参数来纠正尺寸。
校正工具可以帮助您精确地测量模型的实际尺寸,并根据需要进行调整。
3. 考虑设计补偿:在设计模型时,可以考虑通过增加一定的尺寸补偿来解决尺寸缩小问题。
这意味着在设计模型时将模型的尺寸增加一定比例,以弥补打印过程中的尺寸缩小。
然而,需要注意的是,增加的尺寸补偿应根据打印材料和机器的特性进行调整,以获得最佳的结果。
4. 使用不同的材料:选择适合您项目需求的打印材料也是解决尺寸缩小问题的一种策略。
不同的材料具有不同的收缩率,某些材料具有较小的收缩率,从而可以减少尺寸缩小的问题。
在选择材料时,您应该考虑到项目的具体要求,例如强度、耐热性和成本等。
5. 采用后处理技术:如果上述方法无法解决尺寸缩小问题,可以尝试一些后处理技术来修复模型的尺寸。
如何应对3D打印中的尺寸偏差问题
如何应对3D打印中的尺寸偏差问题在当今快速发展的科技领域中,3D打印技术成为了一种重要的制造方法。
然而,尺寸偏差问题一直困扰着许多从事3D打印的制造商和设计师。
尺寸偏差是指在实际制造过程中,打印出来的物体尺寸与设计模型的尺寸之间存在差异。
这既可能是由于材料的物理性质导致的,也可能是由于打印机的机械部件造成的。
为了解决3D打印中的尺寸偏差问题,下面将提供一些有效的应对方法。
首先,为了解决尺寸偏差问题,需要对3D打印机进行准确的校准。
在使用新的打印机或更换打印材料后,重新校准是非常重要的。
校准打印机包括调整坐标轴、调整打印床水平以及校准喷嘴高度等。
通过确保打印机的准确性,可以减少打印物体的尺寸偏差。
此外,打印机的机械部件也需要定期维护和清洁,以确保它们始终处于最佳状态。
其次,选择合适的打印材料也对解决尺寸偏差问题至关重要。
不同类型的材料在打印过程中会表现出不同的物理性质,如收缩率和热膨胀系数。
对于需要高精度的打印任务,选择低收缩率和低热膨胀系数的材料是至关重要的。
此外,合理调整打印机的温度参数也可以减少材料的热变形,从而减少尺寸偏差。
另外,设计过程中的一些技巧也可以帮助减少尺寸偏差。
首先,增加模型的悬臂支撑可以减少打印过程中的失稳和变形。
此外,在设计模型时,考虑到材料的收缩和热变形因素,并增加一定的补偿,可以使最终打印出来的物体的尺寸更接近设计要求。
此外,通过调整打印参数也可以改善尺寸偏差问题。
例如,调整打印速度和喷嘴温度可以对尺寸偏差产生影响。
一般来说,较慢的打印速度和适当的喷嘴温度可以减少热变形和收缩率产生的尺寸偏差。
此外,适当调整打印层数和填充密度也可以影响打印物体的尺寸精度。
最后,进行打印前的模型检查也是解决尺寸偏差问题的重要步骤。
使用专业的建模软件,检查模型的几何形状和尺寸,将尺寸偏差的问题发现在打印之前,可以在设计阶段进行必要的修正。
此外,还可以使用仿真软件来模拟打印过程,并预测模型的尺寸和形状变化,从而更好地了解和解决尺寸偏差问题。
如何进行3D打印技术的模型缩放

如何进行3D打印技术的模型缩放3D打印技术的发展使得人们能够以前所未有的方式进行创造和制造。
然而,随着打印尺寸和打印机功能的不断改进,如何进行3D打印模型的准确缩放变得越来越重要。
本文将介绍如何进行3D打印技术的模型缩放,以确保打印结果与设计意图完全一致。
一、了解3D模型缩放的原理在开始缩放3D模型之前,了解其原理是非常重要的。
3D打印技术使用的模型通常是通过计算机辅助设计(CAD)软件创建的。
这些软件通常使用一种被称为“尺寸单位”的度量来确定物体的大小。
常见的尺寸单位包括毫米、厘米和英尺。
当我们对模型进行缩放时,实际上是在改变模型的尺寸单位数值。
二、选择适当的缩放比例在进行3D模型缩放之前,需要确定合适的缩放比例。
首先,要了解打印机的最大打印尺寸,以确保所选择的模型可在打印机内完全打印。
其次,需要考虑模型的细节和实用性。
如果模型需要包含更多的细节,就需要选择较小的缩放比例,以确保细节不被失真。
然而,如果模型是用于实际应用的,适应性和可用性可能比细节更重要,这时可以选择较大的缩放比例。
三、使用专业的CAD软件进行缩放为了确保缩放的准确性和精度,最好使用专业的CAD软件来进行3D模型的缩放。
这些软件通常提供了直观的用户界面和多种工具,使得缩放过程更加简单。
常见的CAD软件包括AutoCAD、SolidWorks和Fusion 360等。
在选择CAD软件时,可以根据个人所需的功能和预算来进行选择。
四、根据需求调整模型尺寸一旦选择了合适的CAD软件,就可以根据需求开始调整模型的尺寸。
首先,要打开所需的3D模型文件,并将其导入到CAD软件中。
接下来,要找到缩放工具或者命令,通常可以在工具栏或者菜单中找到。
选择缩放工具后,可以使用鼠标或键盘输入数值来进行缩放。
一些CAD软件还提供了比例约束选项,可以根据比例关系自动调整模型的所有尺寸。
五、预览和修复模型在完成模型缩放后,最好进行预览和修复。
预览模型可以帮助我们检查缩放后是否满足我们的要求,同时检查是否出现了失真或其他问题。
glb模型格式尺寸
glb模型格式尺寸
GLB(GLTF Binary)是一种用于三维模型和场景的文件格式,
它是GLTF(GL Transmission Format)的二进制版本。
GLB文件通
常包含3D模型的几何形状、材质和其他相关数据。
GLB文件格式的
尺寸取决于所包含的具体内容和模型的复杂性,通常会因模型的大
小和复杂度而有所不同。
一般来说,GLB文件的尺寸可能会在几KB
到数十MB之间。
GLB文件的尺寸受到多个因素的影响,包括模型的多边形数量、纹理质量、动画数据等。
较复杂的模型通常会导致较大的文件尺寸,而简单的模型则可能会更小。
另外,纹理贴图的分辨率和数量也会
对文件尺寸产生影响。
在实际应用中,为了在网络上快速加载和显示3D模型,通常会
对GLB文件进行优化,包括减少多边形数量、压缩纹理等方式来减
小文件尺寸,以提高加载速度和性能。
总的来说,GLB文件的尺寸是一个动态的值,取决于模型的复
杂性和优化程度。
在实际应用中,需要根据具体的需求和场景来权
衡模型的质量和文件尺寸,以达到最佳的用户体验和性能表现。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
家具设计的基本尺寸(单位:厘米)衣橱:深度:一般60~65;推拉门:70,衣橱门宽度:40~65推拉门:75~150,高度:190~240矮柜:深度:35~45,柜门宽度:30-60电视柜:深度:45-60,高度:60-70单人床:宽度:90,105,120;长度:180,186,200,210双人床:宽度:135,150,180;长度180,186,200,210圆床:直径:186,212.5,242.4(常用)室内门:宽度:80-95,医院120;高度:190,200,210,220,240厕所、厨房门:宽度:80,90;高度:190,200,210窗帘盒:高度:12-18;深度:单层布12;双层布16-18(实际尺寸)沙发:单人式:长度:80-95,深度:85-90;坐垫高:35-42;背高:70-90双人式:长度:126-150;深度:80-90三人式:长度:175-196;深度:80-90四人式:长度:232-252;深度80-90茶几:小型,长方形:长度60-75,宽度45-60,高度38-50(38最佳)中型,长方形:长度120-135;宽度38-50或者60-75正方形:长度75-90,高度43-50大型,长方形:长度150-180,宽度60-80,高度33-42(33最佳)圆形:直径75,90,105,120;高度:33-42方形:宽度90,105,120,135,150;高度33-42书桌:固定式:深度45-70(60最佳),高度75活动式:深度65-80,高度75-78书桌下缘离地至少58;长度:最少90(150-180最佳)餐桌:高度75-78(一般),西式高度68-72,一般方桌宽度120,90,75;长方桌宽度80,90,105,120;长度150,165,180,210,240圆桌:直径90,120,135,150,180书架:深度25-40(每一格),长度:60-120;下大上小型下方深度35-45,高度80-90活动未及顶高柜:深度45,高度180-200木隔间墙厚:6-10;内角材排距:长度(45-60)*90室内常用尺寸:1、墙面尺寸(1)踢脚板高;80—200mm。
(2)墙裙高:800—1500mm。
(3)挂镜线高:1600—1800(画中心距地面高度)mm。
2.餐厅(1) 餐桌高:750—790mm。
(2) 餐椅高;450—500mm。
(3) 圆桌直径:二人500mm.二人800mm,四人900mm,五人1100mm,六人1100-1250mm,八人1300mm,十人l500mm,十二人1800mm。
(4) 方餐桌尺寸:二人700×850(mm),四人1350×850(mm),八人2250×850(mm),(5) 餐桌转盘直径;700—800mm。
餐桌间距:(其中座椅占500mm)应大于500mm。
(7) 主通道宽:1200—1300mm。
内部工作道宽:600—900mm。
(9) 酒吧台高:900—l050mm,宽500mm。
(10) 酒吧凳高;600一750mm。
3.商场营业厅(1)单边双人走道宽:1600mm。
(2)双边双人走道宽:2000mm。
(3)双边三人走道宽:2300mm。
(4)双边四人走道宽;3000mm。
(5)营业员柜台走道宽:800mm。
营业员货柜台:厚600mm,高:800—l 000mm。
(7)单*背立货架:厚300—500mm,高:1800—2300mm。
双*背立货架;厚;600—800mm,高:1800—2300mm(9)小商品橱窗:厚:500—800mm,高:400—1200mm。
(10)陈列地台高:400—800mm。
(11)敞开式货架:400—600mm。
(12)放射式售货架:直径2000mm。
(13)收款台:长:1600mm,宽:600mm4.饭店客房(1)标准面积:大:25平方米,中:16—18平方米,小:16平方米。
(2)床:高:400—450mm,床*高:850—950mm。
(3)床头柜:高500—700mm;宽:500—800mm。
(4)写字台:长;1100—1500mm;宽450—600mml高700—750mm。
(5)行李台,长9l0—1070mm宽500mm高400mm。
衣柜:宽:800—1200mm高1600—2000mm深500mm。
(7)沙发:宽:600一800mm高:350—400mm*背高1000mm衣架高:1700—1900mm。
5.卫生间(1)卫生间面积;3—5平方米。
(2)浴缸长度;一般有三种1220、1520、1680mm;宽;720mm,高450mm。
(3)坐便;750×350(mm)。
(4)冲洗器:690×350(mm)。
(5)盟洗盆:550×410(mm)。
淋浴器高:2100mm。
(7)化妆台;长:1350mm;宽450 mm。
6.会议室(1)中心会议室客容量:会议桌边长600(mm)。
(2)环式高级会议室客容量;环形内线长700—l 000mm。
(3)环式会议室服务通道宽:600—800mm。
7.交通空间(1)楼梯间休息平台净空:等于或大于2100mm。
(2)楼梯跑道净空:等于或大于2300mm。
(3)客房走廊高;等于或大于2400mm。
(4)两侧设座的综合式走廊宽度等于或大于2500mm。
(5)楼梯扶手高;850—1100mm。
门的常用尺寸:宽:850—1000mm。
(7)宙的常用尺寸;宽;400—1800mm,(不包括组合式窗子)窗台高;800—1200mm。
8.灯具(1)大吊灯最小高度:2400mm。
(2)壁灯高:1500—1800mm。
(3)反光灯槽最小直径:等于或大于灯管直径两倍。
(4)壁式床头灯高:1200—1400mm。
(5)照明开关高:1000mm。
9.办公家具(1)办公桌:长:1200—1600mm:宽:500—650mm 5高;700—800mm。
(2)办公椅:高;400—450mm长×宽:450×450(mm)。
(3)沙发:宽:600—800mm;高:350—400mm;*背面:1000mm。
(4)茶几;前置型:900×400×400(高)( mm);中心型:900x 900×400(mm)、700×700×400(mm);左右型:600×400×400(mm)。
(5)书柜:高:1800mm,宽:1200—1500mm;深:450—500mm。
书架:高:1800mm 6宽:1000—1300mm ;深:350—450mm在工地1、标准红砖23*11*6;标准入户门洞0.9米*2米,房间门洞0.9米*2米,厨房门洞0.8米*2米,卫生间门洞0.7米*2米,标准水泥50kg/袋。
在厨房1.吊柜和操作台之间的距离应该是多少?60厘米。
从操作台到吊柜的底部,您应该确保这个距离。
这样,在您可以方便烹饪的同时,还可以在吊柜里放一些小型家用电器。
2.在厨房两面相对的墙边都摆放各种家具和电器的情况下,中间应该留多大的距离才不会影响在厨房里做家务?120厘米。
为了能方便地打开两边家具的柜门,就一定要保证至少留出这样的距离。
150厘米。
这样的距离就可以保证在两边柜门都打开的情况下,中间再站一个人。
3.要想舒服地坐在早餐桌的周围,凳子的合适高度应该是多少?80厘米。
对于一张高110厘米的早餐桌来说,这是摆在它周围凳子的理想高度。
因为在桌面和凳子之间还需要30厘米的空间来容下双腿。
4.吊柜应该装在多高的地方?145至150厘米。
这个高度可以使您不用垫起脚尖就能打开吊柜的门。
在餐厅1.一个供六个人使用的餐桌有多大?120厘米。
这是对圆形餐桌的直径要求。
140*70厘米。
这是对长方形和椭圆形捉制的尺寸要求。
2.餐桌离墙应该有多远?80厘米。
这个距离是包括把椅子拉出来,以及能使就餐的人方便活动的最小距离。
3.一张以对角线对墙的正方形桌子所占的面积要有多大?180*180平方厘米这是一张边长90厘米,桌角离墙面最近距离为40厘米的正方形桌子所占的最小面积。
4.桌子的标准高度应是多少?72厘米。
这是桌子的中等高度,而椅子是通常高度为45厘米。
5.一张供六个人使用的桌子摆起居室里要占多少面积?300*300厘米。
需要为直径120厘米的桌子留出空地,同时还要为在桌子四周就餐的人留出活动空间。
这个方案适合于那种大客厅,面积至少达到600*350厘米。
6.吊灯和桌面之间最合适的距离应该是多少?70厘米。
这是能使桌面得到完整的、均匀照射的理想距离。
在卫生间1.卫生间里的用具要占多大地方?马桶所占的一般面积:37厘米×60厘米悬挂式或圆柱式盥洗池可能占用的面积:70厘米×60厘米正方形淋浴间的面积:80厘米×80厘米浴缸的标准面积:160厘米×70厘米2.浴缸与对面的墙之间的距离要有多远?100厘米。
想要在周围活动的话这是个合理的距离。
即使浴室很窄,也要在安装浴缸时留出走动的空间。
总之浴缸和其他墙面或物品之间至少要有60厘米的距离。
3.安装一个盥洗池,并能方便地使用,需要的空间是多大?90厘米×105厘米。
这个尺寸适用于中等大小的盥洗池,并能容下另一个人在旁边洗漱。
4.两个洗手洁具之间应该预留多少距离?20厘米。
这个距离包括马桶和盥洗池之间,或者洁具和墙壁之间的距离。
5.相对摆放的澡盆和马桶之间应该保持多远距离?60厘米。
这是能从中间通过的最小距离,所以一个能相向摆放的澡盆和马桶的洗手间应该至少有180厘米宽6.要想在里侧墙边安装下一个浴缸的话,洗手间至少应该有多宽?180厘米。
这个距离对于传统浴缸来说是非常合适的。
如果浴室比较窄的话,就要考虑安装小型的带座位的浴缸了。
7.镜子应该装多高?135厘米。
这个高度可以使镜子正对着人的脸。
在卧室1 双人主卧室的最标准面积是多少?12平方米夫妻二人的卧室不能比这个在小了。
在房间里除了床以外,还可以放一个双开门的衣柜(120*60厘米)和两个床头柜。
在一个3*4.5米的房间里可以放更大一点的衣柜;或者选择小一点的双人床,再在抽屉和写字台之间选择其一。
就可以在摆放衣柜的地方选择一个带更衣间的衣柜。
2 如果把床斜放在角落里,要留出多大空间?360*360厘米这是适合于较大卧室的摆放方法,可以根据床头后面墙角空地的大小在拜访一个储物柜。
3 两张并排摆放的床之间的距离应该有多远?90厘米两张床之间除了能放下两个床头柜以外,还应该能让两个人自由走动。
当然床的外侧也不例外,这样才能方便的清洁地板和整理床上用品。
4 如果衣柜被放在了与床相对的墙边,那么两件家具这间的距离应该是多少?90厘米这个距离是为了能方便地打开柜门而不至于被绊倒在床上5 衣柜应该有多高?240厘米这个尺寸考虑到了在衣柜里能放下长一些的衣物(160厘米),并在上部留出了放换季衣物的空间(80厘米)6 要想容的下双人床、两个床头柜外加衣柜的侧面的话,一面墙应该有多大?420*420厘米这个尺寸的墙面可以放下一张160厘米宽的双人床,和侧面宽度为60厘米的衣柜,还包括床两侧的活动空间(两侧60——70厘米),以及柜门打开时所占用的空间(60厘米)。