936A电焊台电路图
白光936原版电路图2

* NOTE: NEC, is now part of Renesas Electronics Corp. CAL TEMP CTRL NOTE: In the 936, the CAL TEMP pot is 300 Ohms, however we were unable to find a pot in this physical format rated at 300 Ohms, so a 500 Ohm device has been specified as a suitable substitute.
26 MAR 2011
v1.7
IC1 TRIAC DRIVER NC B A C G F E D 8 7 6 5 R4 1k C4 .01/50V R3 15k
NEC* µPC1701C Zero Volt Switch
VREF VCC
ALPS RK09L 1140A65 5K (502B) LINEAR
5
R8 390 1%
CAL CTRL
300
1 3
HANDSET SOCKET
C7 SENSOR PINS 0.1 25V
13 12
IC2D LM324 OUT 14 SOLDERING IRON/CHASSIS GND
HEATER PINS
HANDSET TIP GND
R5
1k0 1% HOT BLK
Rendered by: Tom Hammond, NØSS 26 MAR 2011 v1.7 PC BOARD AS VIEWED FROM THE COMPONENT SIDE
HAKKO 936 TEMPERATURE-CONTROLLED SOLDERING STATION PC BOARD LAYOUT
国产936 (A1322芯)恒温焊台改用A1321芯后赛进口白光

相信很多搞维修的朋友刚接触936焊台时,由于对国产936焊台不了解,为了省钱专找价钱低廉来买,买回来后一点都不好用,如焊电脑主板CPU供电的电容就不能对付了,焊嘴回温太慢了,这和进口的白光,威乐等焊台简直无得比,但进口的价钱对我们普通的维修用户来说太高不能承受的,先来说说进口白光936和国产有些牌子936的区别:进口白光是采用原装进口A1321发热芯,冷态电阻是3欧左右,热态是10欧左右,工作状态功率是2.4X24=57W左右,热电耦是40~50欧左右,电源变压器220v/24v 大于60W。
而国产有的牌子是采用A1322 A1323发热芯,冷态电阻是13欧左右,热态是17欧左右,工作状态功率是1.4X24=33W左右,热电耦是1~2欧左右,变压器220V/24V 40W左右,从以上分析进口和国产936区别是相差很大的,想把国产936焊台达到进口性能,一定要把变压器功率换成220/24 60W以上。
其次换成A1321发热芯,单把以上2项更换了是还没能正常工作的,因为2种发热芯的热电偶的电阻值不同,所以还要把恒温电路改动才成,以下是以采用LM324的936型恒温铬铁电路为例来改,把R8改动就可以了,温度校准可以调VR2和VR3。
若需联系QQ:470389765。
936焊台的原理
936焊台的原理自制936焊台的原理分析和测试报告自制936焊台的原理分析和测试报告(国产控制板+二手白光手柄+二手白光头)原创:wxleasyland日期:2009年7月-8月本文引用了部分SHENGMG、别人或其它论坛的图片。
一、各个部分分析1.控制板原理分析控制板是向论坛或淘宝的SHENGMG买的,板30元,航空插头7元,邮费10元。
这个板的原理和HAOSEN 936B型恒温铬铁原理图是一样的。
下面是网上流传的HAOSEN 936B型恒温铬铁的原理图(可放大),画得很乱,看不懂吧:下面是我画的SHENGMG板原理图(可放大),容易看懂了吧:SHENGMG板的R13未接(实际是不好的,应该要接)。
R10是150欧。
ZD4是4.3V的。
原理分析:由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx 反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。
烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。
再进入第二个LM358进行电压比较。
ZD2和ZD4之间提供设定电压,由电位器W控制。
我们通过调节W,来设定焊台的温度。
温度低时,Rx上电压不高,第二个LM358输出为负电压,Q2导通,BT137导通,对芯加热。
达到设定温度时,第二个LM358输出为正电压,Q2截止,BT 137截止,停止加热。
注意,这里ZD2和ZD1给LM358提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点。
R8的作用是:触发BT137导通。
C2上的电压通过R8、BT137的T1端、BT1 37的G端、Q2、R17,再回到C2,这样使BT137控制端G导通,从而BT137的T 2、T1端得以导通。
2.白光手柄和分析二手白光手柄是在TAOBAO上给ROOR买的,加一个二手白光3C头,加邮费,一百多元了。
手柄锈迹斑斑,橡胶套烂得不成样子,上面的K头也已经很烂了,也生锈了。
焊台的原理

自制936焊台的原理分析和测试报告自制936焊台的原理分析和测试报告(国产控制板+二手白光手柄+二手白光头)原创:wxleasyland日期:2009年7月-8月本文引用了部分SHENGMG、别人或其它论坛的图片。
一、各个部分分析1.控制板原理分析控制板是向论坛或淘宝的SHENGMG买的,板30元,航空插头7元,邮费10元。
这个板的原理和HAOSEN 936B型恒温铬铁原理图是一样的。
下面是网上流传的HAOSEN 936B型恒温铬铁的原理图(可放大),画得很乱,看不懂吧:下面是我画的SHENGMG板原理图(可放大),容易看懂了吧:SHENGMG板的R13未接(实际是不好的,应该要接)。
R10是150欧。
ZD4是4.3V的。
原理分析:由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx 反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。
烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。
再进入第二个LM358进行电压比较。
ZD2和ZD4之间提供设定电压,由电位器W控制。
我们通过调节W,来设定焊台的温度。
温度低时,Rx上电压不高,第二个LM358输出为负电压,Q2导通,BT137导通,对芯加热。
达到设定温度时,第二个LM358输出为正电压,Q2截止,BT1 37截止,停止加热。
注意,这里ZD2和ZD1给LM358提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点。
R8的作用是:触发BT137导通。
C2上的电压通过R8、BT137的T1端、BT13 7的G端、Q2、R17,再回到C2,这样使BT137控制端G导通,从而BT137的T2、T1端得以导通。
2.白光手柄和分析二手白光手柄是在TAOBAO上给ROOR买的,加一个二手白光3C头,加邮费,一百多元了。
手柄锈迹斑斑,橡胶套烂得不成样子,上面的K头也已经很烂了,也生锈了。
采用LM358的936焊台控制电路详细说明_自制

采用LM358的936焊台控制电路详细说明_自制制作人:何惠森2013/6/16936焊台电路原理图:备注:本款936采用的是单IC结构(LM358双运放),电路相对简单,已被多个品牌使用(1321发热芯)白光原厂控制电路加入了运放作缓冲器以及控制芯片C1701,所以结构更复杂一些,但基本结构相似说明:供电部分1)变压器通常为220V AC转24V AC,功率在100W左右,部分品牌有使用28V AC或32V AC的本电路采用4Ω的发热丝,则极限功率 (24V/4Ω)2 x 4Ω =144W2)为了简便使用,电路仅采用D1和D3两个1N4007构成半桥整流,只要C1电容足够大,就可以保证LM358的供电正常。
3)由于本结构中LM358需要控制没有经过整流的可控硅和发热丝电路,所以采用的是双电源结构,即通过两个7.5V稳压管(ZD1和ZD2)形成正负电源。
分别接到358的VCC端(8脚)和VEE端(4脚)4)为便于说明,我们将热电偶的负极端(Rx-)定义为0电位,故如图所示,两个稳压管两端分别为+7.5V和-7.5V。
且每个稳压管上各串了一个限流电阻,所以有358的VCC端(8脚)与热电偶的负极端(Rx-)之间的电压略大于+7.5V,358的VEE 端(4脚)与热电偶的负极端(Rx-)之间的电压略低于 - 7.5V。
5)两个稳压管(ZD1和ZD2)也可以使用9V的稳压管6)整流二极管D3上并联了一个330Ω的电阻R8,其作用是在交流电压较低时通过C1给双向可控硅微供电,防止可控硅关死。
控制部分1)热电偶通过航空插头的RX+和RX-两端接到358第一个放大器的两个输入端上,注意,热电偶是有正负极的,有些厂家用的是没有极性的热电阻替代的。
2)本电路中热电偶常温阻抗约在50Ω左右,随温度变化正比例变化。
300O C时阻抗约在90Ω左右。
3)RX+和RX-两端之间的电压是由热电偶电阻与电阻R4串联分压得到的,例如:热电偶阻抗(300O C)=90Ω,本电路R4=1KΩ,以RX-为0电位参考,得到RX+的电压为7.5V x 90Ω/(90Ω+1KΩ)=619mV 4)RX+和RX-两端之间的电压差通过358的第一个放大器进行电压放大,得到温度采样点评,此时微调旋钮VR2可以根据R3还有R6的比例关系控制放大的倍数。
936焊台地原理

自制936焊台的原理分析和测试报告自制936焊台的原理分析和测试报告(国产控制板+二手白光手柄+二手白光头)原创:wxleasyland日期:2009年7月-8月本文引用了部分SHENGMG、别人或其它论坛的图片。
一、各个部分分析1.控制板原理分析控制板是向论坛或淘宝的SHENGMG买的,板30元,航空插头7元,邮费10元。
这个板的原理和HAOSEN 936B型恒温铬铁原理图是一样的。
下面是网上流传的HAOSEN 936B型恒温铬铁的原理图(可放大),画得很乱,看不懂吧:下面是我画的SHENGMG板原理图(可放大),容易看懂了吧:SHENGMG板的R13未接(实际是不好的,应该要接)。
R10是150欧。
ZD4是4.3V的。
原理分析:由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx 反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。
烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。
再进入第二个LM358进行电压比较。
ZD2和ZD4之间提供设定电压,由电位器W控制。
我们通过调节W,来设定焊台的温度。
温度低时,Rx上电压不高,第二个LM358输出为负电压,Q2导通,BT137导通,对芯加热。
达到设定温度时,第二个LM358输出为正电压,Q2截止,BT1 37截止,停止加热。
注意,这里ZD2和ZD1给LM358提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点。
R8的作用是:触发BT137导通。
C2上的电压通过R8、BT137的T1端、BT13 7的G端、Q2、R17,再回到C2,这样使BT137控制端G导通,从而BT137的T2、T1端得以导通。
2.白光手柄和分析二手白光手柄是在TAOBAO上给ROOR买的,加一个二手白光3C头,加邮费,一百多元了。
手柄锈迹斑斑,橡胶套烂得不成样子,上面的K头也已经很烂了,也生锈了。
自制936焊台的原理分析和测试报告
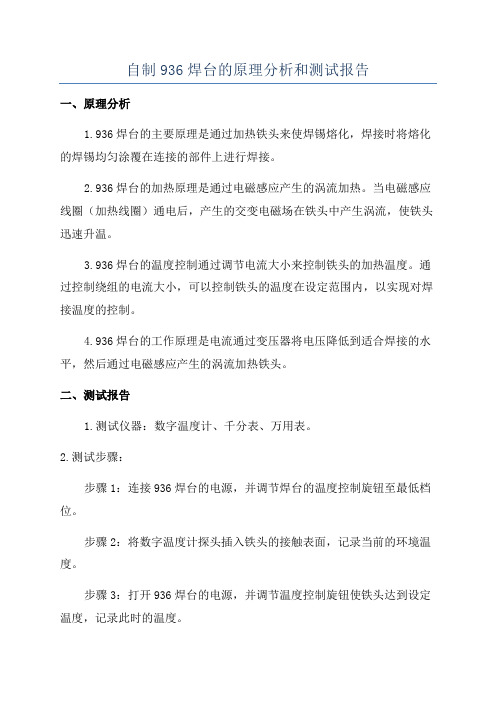
自制936焊台的原理分析和测试报告一、原理分析1.936焊台的主要原理是通过加热铁头来使焊锡熔化,焊接时将熔化的焊锡均匀涂覆在连接的部件上进行焊接。
2.936焊台的加热原理是通过电磁感应产生的涡流加热。
当电磁感应线圈(加热线圈)通电后,产生的交变电磁场在铁头中产生涡流,使铁头迅速升温。
3.936焊台的温度控制通过调节电流大小来控制铁头的加热温度。
通过控制绕组的电流大小,可以控制铁头的温度在设定范围内,以实现对焊接温度的控制。
4.936焊台的工作原理是电流通过变压器将电压降低到适合焊接的水平,然后通过电磁感应产生的涡流加热铁头。
二、测试报告1.测试仪器:数字温度计、千分表、万用表。
2.测试步骤:步骤1:连接936焊台的电源,并调节焊台的温度控制旋钮至最低档位。
步骤2:将数字温度计探头插入铁头的接触表面,记录当前的环境温度。
步骤3:打开936焊台的电源,并调节温度控制旋钮使铁头达到设定温度,记录此时的温度。
步骤4:使用千分表测量铁头的最大升温时间。
将铁头放置在最低温度下,记录升温至设定温度所需的时间。
步骤5:使用万用表测量936焊台的电流和电压的大小,记录并计算出温度控制范围内的电流和电压的平均值。
3.测试结果:结果1:当前环境温度为25°C。
结果2:设定温度为300°C。
结果3:铁头从最低温度升至设定温度所需的时间为45秒。
结果4:温度控制范围内的平均电流为1.5A,平均电压为14V。
结果5:测试中未发现温度控制不准确或漂移的问题。
4.测试结论:根据测试结果,我们可以得出以下结论:结论1:936焊台在设定的温度下能够稳定工作并保持恒温状态。
结论2:温度控制准确,没有出现明显的温度漂移问题。
结论3:温度升温速度较快,可以快速达到设定温度。
结论4:电流和电压的大小符合936焊台的设计规范,没有异常。
综上所述,自制的936焊台在原理分析和测试中表现出良好的性能,能够满足常规焊接的要求,具有一定的实用性。
936焊台控温原理

936焊台控温原理摘要:1.恒温电焊台936 的原理2.936 焊台的特点3.936 焊台的使用技巧4.936 焊台与850 风枪的实际操作温度及技巧正文:一、恒温电焊台936 的原理恒温电焊台936 是一款以低电压工作的手工焊接工具,具有可调温、恒温及防静电的功能。
其内部主要由温度调控电路和温度数显电路组成。
通过调节电路中的电阻,实现对焊接温度的精确控制。
烙铁精致、小巧,头部尖细,特别适合手工焊接微小型电子元器件。
此外,特备固定温度螺丝,防止工作人员滥调温度,确保焊接质量。
二、936 焊台的特点1.精度高:936 焊台具有精确的温度调控功能,可以实现对焊接温度的精确控制,确保焊接质量。
2.安全性高:采用低电压工作,降低了触电风险。
3.适用范围广:特别适合手工焊接微小型电子元器件。
4.操作简便:温度调控电路和温度数显电路使得操作更加直观便捷。
三、936 焊台的使用技巧1.焊接前需检查烙铁头是否清洁,焊接过程中要避免烙铁头与焊接物短路。
2.根据焊接物的材质和要求,选择合适的焊接温度。
一般来说,有铅焊接时,温度控制在300 度左右;无铅焊接时,温度控制在380-400 度。
3.焊接过程中要注意控制烙铁头的移动速度,确保焊接物各部位均匀受热。
四、936 焊台与850 风枪的实际操作温度及技巧1.在拆卸时,需掌握好温度,避免对焊接物造成损害。
可以通过观察风枪吹出的气的温度来判断,一般约为2500c 左右。
2.在吹焊IC 时,最好使用风枪的大头,这样可以使IC 各部位均匀受热。
3.可以用一张纸测试风枪头部距离纸面的距离,以确保吹出的气流温度适中。
936焊台工作原理
936焊台工作原理
焊台是一种用于焊接金属的工具。
其工作原理可以简要描述如下:
1. 加热:焊台通过电能将电能转化为热能。
通常使用的是电烙铁作为焊台的热源,电烙铁的头部通常有一个加热元件(例如加热丝),通过通电使其加热。
2. 导热:热能从加热元件传导到焊接区域。
焊台通常使用金属材料(如铜)作为导热板,其作用是将热量均匀地传递到焊接区域。
3. 焊接:当焊台加热到一定温度时,焊接材料(如焊条或焊丝)会被带入焊接区域。
焊接材料在高温下熔化,与工件表面接触后迅速冷却和凝固,从而实现焊接。
4. 辅助功能:焊台还可以具备辅助功能,例如温度控制功能,可以调整焊台的加热温度,以适应不同的焊接要求;以及锡槽功能,用于存放焊锡。
需要注意的是,焊台的工作原理基于热能的转化与传导,以及焊接材料的熔化和凝固过程。
这些基本原理是焊台工作的关键。
936焊台控温原理
936焊台控温原理
【实用版】
目录
1.恒温电焊台 936 的原理概述
2.936 焊台的温度控制功能
3.936 焊台的使用技巧与注意事项
4.936 焊台在实际操作中的应用
正文
一、恒温电焊台 936 的原理概述
恒温电焊台 936 是一款专为手工焊接设计的低电压工作工具,具有可调温、恒温及防静电的功能。
其工作原理主要是通过温度调控电路和温度数显电路来实现对焊接温度的精确控制,以保证焊接质量。
二、936 焊台的温度控制功能
936 焊台通过温度调控电路来实现对焊接温度的控制。
用户可以根据焊接需要,通过调整电路中的电阻值来改变焊接温度。
此外,温度数显电路可以实时显示焊接温度,方便用户进行温度监控。
三、936 焊台的使用技巧与注意事项
1.在使用 936 焊台进行焊接时,应先检查烙铁头的连接是否牢固,以及烙铁头是否损坏。
2.根据焊接材料和焊接对象的不同,选择合适的焊接温度。
一般来说,有铅焊接时,温度控制在 300 度左右;无铅焊接时,温度应稍高,建议控制在 380-400 度。
3.焊接过程中要注意控制烙铁头的移动速度,以保证焊接效果的均匀性。
4.在焊接结束后,应及时关闭焊台电源,并等待烙铁头冷却至室温后再进行拆卸。
四、936 焊台在实际操作中的应用
936 焊台特别适用于手工焊接微小型电子元器件,如 IC 芯片、电感器、电容器等。
在实际操作中,可以根据焊接对象的大小和形状,选择合适的烙铁头,并调整合适的焊接温度,以保证焊接效果。
总之,恒温电焊台 936 是一款性能优越的焊接工具,通过精确控制焊接温度,可以有效提高焊接质量。
白光HAKKO 936原理分析

HAKKO936学习 by homer 2015-05-10图1是由 TOM Hammond 整理的HAKKO 936 V1.7的原理图。
图1 936原理图图2是LM324电源及VREF的产生电路,图中 ZD2这样接有点奇怪。
后来网上找了些国内抄的936原理图,ZD2的接法与Tom Hammond的相反,而且Tom Hammond后面提到ZD2是5.1V是量出来的,所以基本可以确定这个图中的ZD2画反了,Vref应该是5.1V。
图2 936的基准电压图3是 936控温电位器的调节电路,计算LM324运放7脚电压时,可以在R15与R16连接点用戴维南等效,然后用分压或者KCL算出5脚电压,便可得出7脚电压,范围在0.25~0.6V之间。
表1就是根据控温电位器在不同位置算出来的7脚控温电压。
图3 uPC1701的基准电压由图3计算出LM324的7脚电压如下表1:表1 LM324---7脚输出电压备注:1 .X是温度控制电位器与R16并联部分电位器电阻的比例;2.R15'是温度控制电位器与R15并联后的电阻;3.R16'是温度控制电位器与R16并联后的电阻;4.RT是R15'与R16'的戴维南等效电阻;5.VT是VREF经过R15'与R16'经过戴维南等效后的电压。
图4 由表1 绘出的LM324---7脚电压由图4可知,温控电位器调出的7脚电压不是线性的,不知道为啥。
难道是因为发热芯A1321加热所需的功率和温度的关系不是线性的。
在网上看到936用的A1321发热芯,红线之间的电阻在2.5~3.5Ω,蓝线之间的电阻在45~55Ω之间。
蓝线是温度传感器,阻值会随温度升高而变大,450℃时大概在130Ω。
图5是936的温度采样电路,由图可见:温度传感器和R5并联,因为R5电阻远大于温度传感器的电阻,所以如果温度传感器断路了,那么936将一直不会加热,有一定保护作用。
936焊台工作原理

936焊台工作原理
936焊台是一种常见的焊接设备,它主要由焊接枪、电源、控制电路和冷却系统组成。
它的工作原理如下:
1. 电源供电:936焊台需要连接电源才能正常工作。
当电源接通后,电流流入控制电路,从而提供给焊接枪所需的电能。
2. 温度控制:936焊台的控制电路会监测焊接枪的温度,并根据设定的温度值进行调节。
通常情况下,焊接枪的温度会通过热敏电阻等元件来检测,一旦温度超过了设定值,控制电路会自动降低供电,以保持焊接枪的温度在设定范围内。
3. 可调功率:936焊台还具有功率可调的特点。
通过控制电路中的调节器,用户可以灵活地调整焊接枪所需的功率大小。
这样一来,不同的焊接需求可以得到满足,从而实现高效的焊接作业。
4. 冷却系统:焊接枪在长时间使用后会产生一定的热量。
为了保护焊接枪的正常工作,936焊台通常都配备了冷却系统。
这个系统可以通过供水或风扇等方式将焊接枪的温度降低,从而延长焊接枪的使用寿命。
总的来说,936焊台的工作原理就是通过电源供电、温度控制和冷却系统配合,使焊接枪能够稳定、高效地完成焊接任务。
936焊台控温原理

936焊台控温原理摘要::1.936焊台简介2.控温原理a.温度调控电路b.温度数显电路c.烙铁头d.调温范围3.功能与应用a.恒温功能b.防静电功能c.适用范围4.维修与保养a.烙铁头更换b.电路故障排查c.温度调节技巧第二步正文::936焊台是一款具有高精度温度控制功能的电焊设备,广泛应用于电子制造行业。
它的控温原理主要基于温度调控电路和温度数显电路的相互作用。
首先,温度调控电路是焊台控制温度的核心部分。
它通过控制加热元件的工作电流,从而实现对烙铁头的温度调节。
这种电路通常具有较高的灵敏度和稳定性,能够满足不同焊接需求。
其次,温度数显电路是焊台显示温度的重要部分。
它通过连接烙铁头,实时监测其温度变化,并将数据反馈给调控电路。
这样,操作人员可以通过观察数显屏幕,了解烙铁头的实时温度,从而更好地控制焊接过程。
此外,936焊台的烙铁头也具有特殊的结构设计。
它的头部尖细,有利于焊接微小型电子元器件。
而且,烙铁头采用低压工作,具有恒温功能和防静电功能,可以有效保护焊接物品免受静电损伤。
在功能方面,936焊台主要用于微电子制造行业,尤其适用于焊接集成电路、晶体管等微小元件。
它能够满足各种复杂的焊接需求,如焊接不同材质、不同形状的元件等。
在维修与保养方面,936焊台需要定期检查烙铁头的工作状况。
如果发现烙铁头磨损严重或无法正常工作,需要及时更换。
此外,如果电路出现故障,需要排查故障原因,并进行修复。
在使用过程中,还需要掌握温度调节技巧,以保证焊接质量和效率。
总之,936焊台凭借其先进的控温原理和实用的功能,成为了电子制造业中一款不可或缺的设备。