3D打印机Z601安装流程图
3D打印机Z601安装流程英文版中性
•NO: 9
•Put the components on No.6, No.7 and No.8 togethe r as shown below
PPT文档演模板
3D打印机Z601安装流程英文版中性
•NO: 10
•Put the components on No.5 and No.9 together as shown below, and lock it.
•NO:
2
•Install as shown below
•2-M8*290MM leadscrew
•Post-install
•In the center No lock
PPT文档演模板
•Symmetry on both side No lock
3D打印机Z601安装流程英文版中性
•NO:
3
•Install as shown below
•M3 jackscrew 2PCS
•Y axis motor •3PCS M3*10 screw+ shim
PPT文档演模板
3D打印机Z601安装流程英文版中性
•NO: 16
•Red line connect blue line •Black line connect green line
•Z axis motor
PPT文档演Βιβλιοθήκη 板3D打印机Z601安装流程英文版中性
•NO: 11
•Install M8*400 lead screw as shown below
•M8*400 lead-screw
•No lock. Calibrate after the top is installed
3D打印机安装手册
---Mojo,uPrint
Mojo
一、安装注意事项
1 连接系统
确保完成下列物理现场准备工作: • 为避免发生掉落,系统必须放置在能够承受 34.1 千克重量的稳 固平面上。 • 用于打开系统包装的工作区域应为高 1.22 米、宽 1.83 米、深 1.02 米。 • 接地电源插座(6 安(交流 100–127 伏)或 2.5 安(交流 220-240 伏) 50/60 赫兹600 瓦)必须连接到所提供的欧式或 美式电源线插头,并且必须距离系统2米内。不要使用延长线或 接线板。否则,可能会导致间歇性电源问题。 • 操作环境温度必须介于 15 °C 到 30 °C (59 °F 到 86 °F) 之间。 • 操作环境湿度必须介于 20% 到 80% 的相对湿度之间(无冷凝)。
Mojo 3D Printer Software 1. 从启动套件中找到 3D Printer Software CD,将其插入主机的 CD 驱动 器中。 2. 按照提示在主机上加载 3D Printer Software。 3. 加载软件可能需要几分钟时间。 注意:在软件安装过程中收到连接 USB 电缆的提示后,在打印机背面 的 USB电缆连接器和主机之间连接 USB 电缆。 注意:切勿将 USB 电缆插入标有 的端口或 USB 3.0 端口。
⑥ 更新IP地址: • 按“增加”,每次将值提高一个数。 • 按“下一位数”将光标向右移动一个位置。 • 按“上一位数”将光标向左移动一个位置。 ⑦ 使用上面列出的三项功能设置IP地址。
⑧ 设置了Internet协议(IP)地址的最后一位数后,将光标向右再移动一个位 置。此时光标移动到子网掩码(NM)地址。按照上述步骤设置NM地址和网关 (GW)地址。 ⑨ 完成地址的设置后,在显示面板中按“完成” 。显示屏会显示:“是否 更改 IP、子网掩码和网关? (Change IP, Netmask and Байду номын сангаасateway?)” ⑩ 按“是”。然后,面板将显示“正在重新设置网络”。 11 按“完成”,直至显示“空闲”。 ○
3d打印机使用说明解

SD卡插入打印
设置好参数的打印文件保存Gcode(注意文件 名不能保存中文)然后拷入SD卡中。
插入电源线和SD卡
显示屏显示正常,轻按显示屏旁的旋钮,旋转选择print from SD(旋钮轻按为确定,旋转为上下选择)
选择保存好的打印文件轻按旋钮确认打印。如需要停止打 印,轻按旋钮然后旋转选择stop print。
3D打印机
产品介绍 配件安装说明 智能用户界面 时尚小巧外观设计 高质量3d打印输出
成型原理:熔融堆积 打印尺寸:200X200X200mm 打印层厚:0.1-0.3mm 打印速度:10-300mm/s
配件安装说明
1 .安装送料轴,旋紧壳体内部的三个固定螺丝 2 .送料电机螺丝拧松,材料安装(注意材料卷方向)
软件选择专业设置- 运行平台向导- 连接打印机- RESUME 使打印机的打印头和平台归初始位置。
打印机归位后拔掉电源线,数据线可拔可不拔 用一张A4纸的厚度来测量平台四个角和打印头的间隙,刚刚好则符合打印条件
若哪个角不平,就拧哪个角的平台支撑螺丝
插上电源线和数据线 导入打印文件,开始打印
设置打印参数 (图为打印参考)
3 .材料捅入打印头蓝色小孔,(注意深度,捅到 底,深入大约7CM)送料棒按入蓝色小孔
4 .拧紧送料电机螺丝,夹紧材料,保证送料
产品使用方法
1.数据线连接打印 2.SD卡插入打印
数据线连接打印
插入数据线和电源线,显示屏显示正常即可运行软件
打开设备管理器查看端口名称,然后打开软件机型设置选择相同名 称串口
注意事项1
红色按钮为热床温度控制按 钮,左边为非智能加热,即 无限制加热至最顶峰;右边 为智能加热,即加热至打印 参数设定热床温度
3d打印机的使用流程

3D打印机的使用流程1. 准备工作在使用3D打印机之前,首先需要进行一些准备工作。
以下是你需要做的准备工作清单:•确保3D打印机能够正常工作,并已连接好电源和电脑。
•准备好3D打印机所需的耗材,例如3D打印笔、3D打印纸、3D打印油墨等。
•安装并配置3D打印机所需的软件,确保能够正常和打印机进行通信。
2. 设计并准备3D模型在使用3D打印机之前,你需要设计并准备好要打印的3D模型。
以下是一些步骤和工具,可帮助你设计和准备3D模型:•使用3D建模软件,如AutoCAD、SolidWorks等,设计出你想要打印的3D模型。
•确保你的模型符合3D打印的要求,例如模型的大小、形状、细节等。
3. 导入和准备模型一旦你设计好了3D模型,你需要将其导入到3D打印机的软件中,并做好准备。
以下是一些步骤:•使用3D打印机软件打开你的3D模型文件。
•检查模型是否正确导入,确保模型的大小和比例正确。
•如果需要,调整模型的摆放位置和姿态,以便更好地适应3D打印的要求。
4. 配置3D打印机参数在开始打印之前,你需要配置一些3D打印机的参数,以确保打印过程的顺利进行。
以下是一些建议的参数配置:•确定打印速度和层高,这将影响打印时间和打印质量。
•调整打印温度,以适应不同的打印材料。
•确定支撑和填充的设置,以确保模型的稳定性和结构完整性。
5. 开始打印一切准备就绪后,你可以开始打印了。
以下是一些步骤和注意事项:•将已经配置好的3D模型加载到打印机的平台上。
•确保打印平台和喷头干净,没有残余物。
•将打印机设置为开始打印状态,并确保所有的参数设置正确。
•等待打印过程完成,不要干扰或移动打印机。
6. 完成打印和后处理一旦打印完成,你需要进行一些后处理工作,以使模型达到最佳效果。
•将打印好的模型从打印平台上取下,并小心处理。
•检查模型的质量和细节,确定是否需要进行润色或修复。
•去除支撑结构,清洁模型,使其达到最佳的外观效果。
7. 故障排除和维护在使用3D打印机的过程中,可能会遇到一些故障和问题。
3d打印机的基本使用流程
3D打印机的基本使用流程1. 准备工作在开始使用3D打印机之前,确保以下准备工作已完成: - 选择3D打印机:根据需求和预算选择适合自己的3D打印机。
市面上有多种不同类型和品牌的3D打印机可供选择。
- 安装软件:根据3D打印机型号,下载并安装相关的3D打印软件,例如Cura、Simplify3D等。
确保软件与操作系统兼容。
- 购买和准备材料:根据3D打印机的材料要求,购买相应的3D打印材料,如PLA、ABS等,以及必要的辅助材料,例如支撑材料、卸料工具等。
2. 设计和准备模型在开始打印之前,需要进行以下模型设计和准备的工作: - 模型设计:使用CAD软件,设计或下载所需的3D模型文件。
可以通过在线3D模型库或者自行设计制作。
- 模型修复:在导入或下载的模型文件上应用修复工具,确保模型没有损坏或错误。
- 模型调整和分割:根据打印机的打印范围和需要,对模型进行缩放、旋转或分割等调整。
3. 准备3D打印机在开始打印之前,需要进行以下3D打印机的准备工作: - 清洁打印床:确保打印床干净,无灰尘或残留物。
如果需要,可以使用洗涤剂或酒精擦拭。
- 安装打印材料:按照打印机厂商提供的指南,正确安装所选的打印材料。
这可能涉及将打印材料放入打印机的料盘或挤出器中。
- 校准打印床:使用打印机的自动校准功能或手动调整打印床的水平性和高度。
确保打印床与挤出器的距离适当并均匀。
4. 设置打印参数在开始打印之前,需要根据模型和材料的要求设置合适的打印参数: - 层高和打印速度:选择适当的层高和打印速度。
较小的层高可以提供更高的打印精度,但会延长打印时间。
- 填充密度:根据模型的强度需求,选择合适的填充密度。
较高的填充密度可以增加模型的强度,但会增加打印时间和材料消耗。
- 支撑结构:对于具有悬空部件的模型,需要设置支撑结构以确保打印的成功并提高打印质量。
- 温度设置:根据打印材料的要求,设置合适的挤出头温度、打印床温度等参数。
教你如何安装打印机
图文实战手把手教你如何安装打印机责任编辑:陈志勇【转载】 2006年07月18日 [评论30条]打印机的安装分2个步骤:硬件安装和驱动程序安装。
这两个步骤的顺序不定,视打印机不同而不同。
如果是串口打印机一般先接打印机,然后再装驱动程序,如果是USB口的打印机一般先装驱动程序再接打印机。
(细看说明书要求)一、打印机硬件安装实际上现在计算机硬件接口做得非常规范,你把打印机得数据线只有一端在计算机上能接,所以不会接错。
这个部分略。
二、驱动程序安装如果驱动程序安装盘是以可执行文件方式提供,则最简单直接运行SETUP.exe就可以按照其安装向导提示一步一步完成。
如果只提供了驱动程序文件,则安装相对麻烦。
这里以Windows XP系统为例介绍。
首先打开控制面板,然后双节面板中的打印机和传真图标。
如下图接着弹出如下窗口:这个窗口将显示所有已经安装了的打印机(包括网络打印机)。
安装新打印机直接点左边的添加打印机,接着弹出添加打印机向导,点下一步,出现如下窗口询问是安装本地打印机还是网络打印机,默认是安装本地打印机:(1)如果安装本地打印机直接点下一步,系统将自动检测打印机类型,如果系统里有该打印机的驱动程序,系统将自动安装。
如果没有自动安装则会报一个错,点下一步出现如下窗口:这里一般应使用默认值,点下一步,弹出询问打印机类型的窗口:如果能在左右列表中找到对应厂家和型号,则直接选中然后点下一步;如果没有则需要我们提供驱动程序位置,点从磁盘安装,然后在弹出的对话框中选择你驱动程序所在位置,比如软驱,光盘等,找到正确位置后点打开(如果提供位置不正确,点打开后将没有相应,暗示你重新选择),系统将开始安装,然后系统提示你给正在安装的打印机起个名字,并询问是否做为默认打印机(即发出打印命令后,进行相应的那一台),如下图:选择后点下一步。
然后出现如下窗口,询问是否打印测试页,一般新装的打印机都要测试:选择后点下一步,最后点确定,完成整个安装过程。
打印机各部件组装步骤
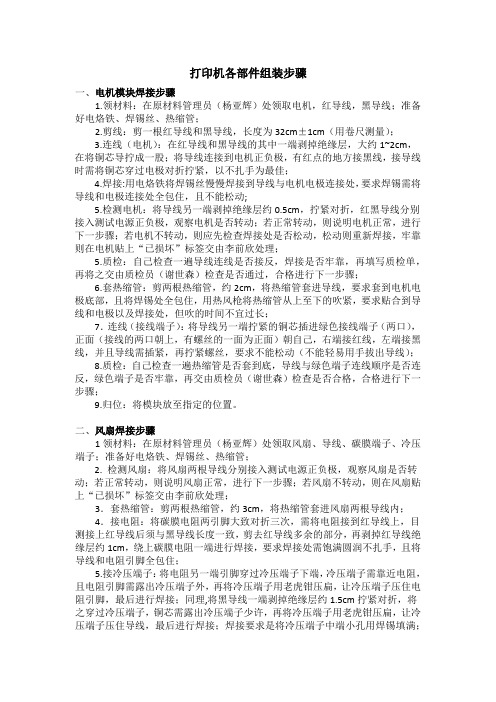
打印机各部件组装步骤一、电机模块焊接步骤1.领材料:在原材料管理员(杨亚辉)处领取电机,红导线,黑导线;准备好电烙铁、焊锡丝、热缩管;2.剪线:剪一根红导线和黑导线,长度为32cm±1cm(用卷尺测量);3.连线(电机):在红导线和黑导线的其中一端剥掉绝缘层,大约1~2cm,在将铜芯导拧成一股;将导线连接到电机正负极,有红点的地方接黑线,接导线时需将铜芯穿过电极对折拧紧,以不扎手为最佳;4.焊接:用电烙铁将焊锡丝慢慢焊接到导线与电机电极连接处,要求焊锡需将导线和电极连接处全包住,且不能松动;5.检测电机:将导线另一端剥掉绝缘层约0.5cm,拧紧对折,红黑导线分别接入测试电源正负极,观察电机是否转动;若正常转动,则说明电机正常,进行下一步骤;若电机不转动,则应先检查焊接处是否松动,松动则重新焊接,牢靠则在电机贴上“已损坏”标签交由李前欣处理;5.质检:自己检查一遍导线连线是否接反,焊接是否牢靠,再填写质检单,再将之交由质检员(谢世森)检查是否通过,合格进行下一步骤;6.套热缩管:剪两根热缩管,约2cm,将热缩管套进导线,要求套到电机电极底部,且将焊锡处全包住,用热风枪将热缩管从上至下的吹紧,要求贴合到导线和电极以及焊接处,但吹的时间不宜过长;7.连线(接线端子):将导线另一端拧紧的铜芯插进绿色接线端子(两口),正面(接线的两口朝上,有螺丝的一面为正面)朝自己,右端接红线,左端接黑线,并且导线需插紧,再拧紧螺丝,要求不能松动(不能轻易用手拔出导线);8.质检:自己检查一遍热缩管是否套到底,导线与绿色端子连线顺序是否连反,绿色端子是否牢靠,再交由质检员(谢世森)检查是否合格,合格进行下一步骤;9.归位:将模块放至指定的位置。
二、风扇焊接步骤1领材料:在原材料管理员(杨亚辉)处领取风扇、导线、碳膜端子、冷压端子;准备好电烙铁、焊锡丝、热缩管;2.检测风扇:将风扇两根导线分别接入测试电源正负极,观察风扇是否转动;若正常转动,则说明风扇正常,进行下一步骤;若风扇不转动,则在风扇贴上“已损坏”标签交由李前欣处理;3.套热缩管:剪两根热缩管,约3cm,将热缩管套进风扇两根导线内;4.接电阻:将碳膜电阻两引脚大致对折三次,需将电阻接到红导线上,目测接上红导线后须与黑导线长度一致,剪去红导线多余的部分,再剥掉红导线绝缘层约1cm,绕上碳膜电阻一端进行焊接,要求焊接处需饱满圆润不扎手,且将导线和电阻引脚全包住;5.接冷压端子:将电阻另一端引脚穿过冷压端子下端,冷压端子需靠近电阻,且电阻引脚需露出冷压端子外,再将冷压端子用老虎钳压扁,让冷压端子压住电阻引脚,最后进行焊接;同理,将黑导线一端剥掉绝缘层约1.5cm拧紧对折,将之穿过冷压端子,铜芯需露出冷压端子少许,再将冷压端子用老虎钳压扁,让冷压端子压住导线,最后进行焊接;焊接要求是将冷压端子中端小孔用焊锡填满;6.质检:自己检查一遍焊接是否松动,再填写质检单,再将之交由质检员(谢世森)检查是否通过,合格进行下一步骤;7.吹热缩管:将热缩管放置导线最前端,套住冷压端子和焊接处,再用热风枪将热缩管从上至下的吹紧,要求贴合到导线和冷压端子以及焊接处,但吹的时间不宜过长;8.归位:将模块放置指定位置。
3D打印机的安装和配置指南
3D打印机的安装和配置指南随着科技的不断进步,3D打印技术已经逐渐走进了普通家庭。
在过去,3D打印机被视为昂贵且高级的设备,只能在专业实验室或工业领域使用。
然而,如今市面上已经有了许多价格实惠且易于操作的3D打印机,使得普通人也能够亲手体验到这项令人兴奋的技术。
本文将为您提供一份详细的3D打印机安装和配置指南,帮助您顺利开始您的3D打印之旅。
1. 选择合适的3D打印机在开始之前,首先需要选择一台适合您需求的3D打印机。
市面上有许多不同型号和品牌的3D打印机,它们具有各自的特点和功能。
您可以根据自己的需求,比如打印尺寸、材料兼容性、打印速度等因素来选择适合您的3D打印机。
2. 准备工作在开始安装和配置3D打印机之前,您需要做一些准备工作。
首先,确保您有一个稳定的工作台或桌面来放置打印机。
其次,准备好所需的工具,如螺丝刀、扳手等。
最后,确保您已经阅读了3D打印机的用户手册,了解每个部件的名称和功能。
3. 组装3D打印机根据您选择的3D打印机型号,按照用户手册的指引进行组装。
一般来说,组装过程包括安装打印床、挂载打印头、连接电源和电线等步骤。
请确保您按照正确的顺序进行操作,并注意遵循安全规范,以避免意外发生。
4. 连接电脑将3D打印机与您的电脑进行连接是配置过程中的关键一步。
通常情况下,您可以通过USB线缆将打印机连接到电脑。
一些高级型号的3D打印机可能还支持Wi-Fi或蓝牙连接。
确保您的电脑已经安装了适当的驱动程序和软件,以便与打印机进行通信。
5. 安装和配置软件在开始打印之前,您需要安装和配置3D打印软件。
市面上有许多不同的软件可供选择,如Cura、Simplify3D等。
这些软件可以帮助您将3D模型转换为可打印的文件,并进行打印参数的调整。
请根据您的打印机型号和软件的要求进行安装和配置。
6. 调整打印参数在开始打印之前,您需要根据打印对象和材料的要求,调整打印机的参数。
这些参数包括打印速度、打印温度、层高等。
打印机的安装步骤
打印机的安装步骤
打印机是由约翰·沃特、戴夫·唐纳德合作发明的。
将计算机的运算结果或中间结果以人所能识别的数字、字母、符号和图形等,依照规定的格式印在纸上的设备。
下面,小编为大家分享打印机的安装步骤,希望对大家有所帮助!
①先打开打印机的电源,并确定打印机的信号线已经和计算机主机相连,然后单击“开始”-“设置”-“打印机”,双击“添加打印机”。
②出现“添加打印机向导”,单击“下一步”。
③选择“本地打印机”,然后单击“下一步”。
④出现一个选择画面,请选择您的打印机厂牌和打印机的型号,然后单击下一步。
⑤如果您的打印机的型号在列表中没有,请单击“从磁盘安装”,然后选择驱动程序的位置,找到打印机型号后单击“下一步”。
⑥然后为打印机指定名称,一般说来不用改变,系统询问您“是否希望Windows环境中的应用程序将这台打印机视为默认打印机?”,如果您只有一台打印机可以使用,那就选“是”。
如果您还有其他的打印机可以使用,您可以考虑用哪一台作为默认打印机,默认打印机就是说在需要打印文档时,如果没有选择打印机而按下“打印”,内容就会从默认的打印机里打印出来,选择好后单击“下一步”。
⑦在这个地方需要为打印机选择一个输出端口,一般来说选择LPT1打印机端口
⑧完成打印机的安装,可以选择是否打印测试页来判断打印机的安装是否正确,最后单击完成结束打印机的安装。
3d打印的操作流程

3d打印的操作流程
朋友!今天来跟你唠唠 3D 打印这档子事儿,讲讲这 3D 打印的操作流程。
先说啊,我搞这行都 20 多年啦,想当年刚开始接触的时候,那叫一个头疼!啥都不懂,到处碰壁。
不过呢,慢慢也就摸出点门道来了。
咱先来说说准备工作哈。
你得有台 3D 打印机,这就好比战士上战场得有把好枪!我记得我刚开始的时候,买的那台打印机,别提多闹心了,三天两头出毛病。
然后就是模型设计,这可是关键的一步!你得想好要打印个啥,用那些专业软件把模型弄出来。
这一步可不容易,我当时学那些软件的时候,脑袋都快炸了,感觉比登天还难!嗯...不过坚持下来也就会了。
材料选择也很重要哦!不同的材料打印出来效果可不一样。
有一次我选错了材料,打印出来的东西那叫一个惨不忍睹,唉!
打印的时候要注意设置参数,速度啦、温度啦,这都得调合适。
我记得有一回,我把温度设高了,好家伙,那味儿,别提多难闻了!
打印完了还没完事儿,还得后期处理一下。
打磨打磨,让它更光滑。
哇,看到自己打印出来的成品,那感觉,真的太棒啦!
我这说着说着好像有点乱了,不过没关系,咱接着来。
我跟你说啊,这行里还有些有趣的八卦呢。
有个同行,打印了个超大的模型,结果打印机都累瘫了,哈哈!
对了,现在这 3D 打印技术发展得可快了,新的材料和技术不断出来。
我这老骨头有时候都跟不上啦,不过还得努力学不是?
我记得好像是这样,不过也可能记错喽,你要是发现不对的地方,可得跟我说哈。
好啦,朋友,我就先跟你说到这儿,剩下的就靠你自己去摸索摸索啦!。
D打印机Z 安装流程英文版 中性
NO: 6
Install as shown below
4-M8*370MM lead-screw
NO: 7
Install as shown below
Insert 2 M3 nuts
Used to fix Z axis feed rod(no lock) M3*20 screw + shim
NO: 8
2
Install as shown: Lock those 12 M4 screw and make sure aluminum sheet can move f reely.
NO: 15
Install Y axis motor and synchronizing wheel as shown below
Z601 ASSEMBLY PROCESS
NOTES: 1.Please ensure that the packaging is intact
before signing.
2. After unpacking, please confirm the goods and quantity is consistent with enclosed packing list.
NO: 1
M8 locknut
400MM
M8 nut
M8 shim
NO: 2
Install as shown below
2-M8*290MM lead-screw
Post-install
In the center No lock
Symmetry on both side No lock
NO: 3
NO: 43
Install Z axis limit switch as below
3D打印机Z601安装流程英文版中性
•NO:40
•Install limit switch
•M3*16+locknut
学习改变命运,知 识创造未来ቤተ መጻሕፍቲ ባይዱ
3D打印机Z601安装流程英文版中性
•NO:
41
•Install X axis limit switch as below
•Right here
学习改变命运,知 识创造未来
•M3*16+M3 nut
学习改变命运,知 识创造未来
•4-M8*370MM leadscrew
3D打印机Z601安装流程英文版中性
•NO:
7
•Install as shown below
•Insert 2 M3 nuts
•Used to fix Z axis feed rod(no lock ) •M3*20 screw + shim
3D打印机Z601安装流程英文版中性
•NO:
42
•Install Y axis limit switch as
below
学习改变命运,知 识创造未来
3D打印机Z601安装流程英文版中性
•NO:
43
•Install Z axis limit switch as below
学习改变命运,知 识创造未来
•Lock these 12 M4 screw and make sure extruder platform can move freely.
3D打印机Z601安装流程英文版中性
•NO:
34 •Install extruder and fan as shown below
•400mm feed rod
学习改变命运,知 识创造未来
打印机各部件组装步骤
打印机各部件组装步骤一、电机模块焊接步骤1.领材料:在原材料管理员(杨亚辉)处领取电机,红导线,黑导线;准备好电烙铁、焊锡丝、热缩管;2.剪线:剪一根红导线和黑导线,长度为32cm±1cm(用卷尺测量);3.连线(电机):在红导线和黑导线的其中一端剥掉绝缘层,大约1~2cm,在将铜芯导拧成一股;将导线连接到电机正负极,有红点的地方接黑线,接导线时需将铜芯穿过电极对折拧紧,以不扎手为最佳;4.焊接:用电烙铁将焊锡丝慢慢焊接到导线与电机电极连接处,要求焊锡需将导线和电极连接处全包住,且不能松动;5.检测电机:将导线另一端剥掉绝缘层约0.5cm,拧紧对折,红黑导线分别接入测试电源正负极,观察电机是否转动;若正常转动,则说明电机正常,进行下一步骤;若电机不转动,则应先检查焊接处是否松动,松动则重新焊接,牢靠则在电机贴上“已损坏”标签交由李前欣处理;5.质检:自己检查一遍导线连线是否接反,焊接是否牢靠,再填写质检单,再将之交由质检员(谢世森)检查是否通过,合格进行下一步骤;6.套热缩管:剪两根热缩管,约2cm,将热缩管套进导线,要求套到电机电极底部,且将焊锡处全包住,用热风枪将热缩管从上至下的吹紧,要求贴合到导线和电极以及焊接处,但吹的时间不宜过长;7.连线(接线端子):将导线另一端拧紧的铜芯插进绿色接线端子(两口),正面(接线的两口朝上,有螺丝的一面为正面)朝自己,右端接红线,左端接黑线,并且导线需插紧,再拧紧螺丝,要求不能松动(不能轻易用手拔出导线);8.质检:自己检查一遍热缩管是否套到底,导线与绿色端子连线顺序是否连反,绿色端子是否牢靠,再交由质检员(谢世森)检查是否合格,合格进行下一步骤;9.归位:将模块放至指定的位置。
二、风扇焊接步骤1领材料:在原材料管理员(杨亚辉)处领取风扇、导线、碳膜端子、冷压端子;准备好电烙铁、焊锡丝、热缩管;2.检测风扇:将风扇两根导线分别接入测试电源正负极,观察风扇是否转动;若正常转动,则说明风扇正常,进行下一步骤;若风扇不转动,则在风扇贴上“已损坏”标签交由李前欣处理;3.套热缩管:剪两根热缩管,约3cm,将热缩管套进风扇两根导线内;4.接电阻:将碳膜电阻两引脚大致对折三次,需将电阻接到红导线上,目测接上红导线后须与黑导线长度一致,剪去红导线多余的部分,再剥掉红导线绝缘层约1cm,绕上碳膜电阻一端进行焊接,要求焊接处需饱满圆润不扎手,且将导线和电阻引脚全包住;5.接冷压端子:将电阻另一端引脚穿过冷压端子下端,冷压端子需靠近电阻,且电阻引脚需露出冷压端子外,再将冷压端子用老虎钳压扁,让冷压端子压住电阻引脚,最后进行焊接;同理,将黑导线一端剥掉绝缘层约1.5cm拧紧对折,将之穿过冷压端子,铜芯需露出冷压端子少许,再将冷压端子用老虎钳压扁,让冷压端子压住导线,最后进行焊接;焊接要求是将冷压端子中端小孔用焊锡填满;6.质检:自己检查一遍焊接是否松动,再填写质检单,再将之交由质检员(谢世森)检查是否通过,合格进行下一步骤;7.吹热缩管:将热缩管放置导线最前端,套住冷压端子和焊接处,再用热风枪将热缩管从上至下的吹紧,要求贴合到导线和冷压端子以及焊接处,但吹的时间不宜过长;8.归位:将模块放置指定位置。
Kossel 3D打印机组装说明
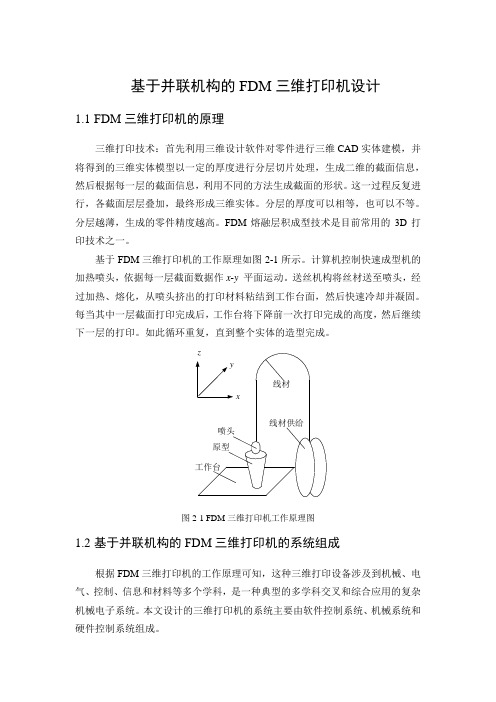
基于并联机构的FDM三维打印机设计1.1FDM三维打印机的原理三维打印技术:首先利用三维设计软件对零件进行三维CAD实体建模,并将得到的三维实体模型以一定的厚度进行分层切片处理,生成二维的截面信息,然后根据每一层的截面信息,利用不同的方法生成截面的形状。
这一过程反复进行,各截面层层叠加,最终形成三维实体。
分层的厚度可以相等,也可以不等。
分层越薄,生成的零件精度越高。
FDM熔融层积成型技术是目前常用的3D打印技术之一。
基于FDM三维打印机的工作原理如图2-1所示。
计算机控制快速成型机的加热喷头,依据每一层截面数据作x-y平面运动。
送丝机构将丝材送至喷头,经过加热、熔化,从喷头挤出的打印材料粘结到工作台面,然后快速冷却并凝固。
每当其中一层截面打印完成后,工作台将下降前一次打印完成的高度,然后继续下一层的打印。
如此循环重复,直到整个实体的造型完成。
图2-1 FDM三维打印机工作原理图1.2基于并联机构的FDM三维打印机的系统组成根据FDM三维打印机的工作原理可知,这种三维打印设备涉及到机械、电气、控制、信息和材料等多个学科,是一种典型的多学科交叉和综合应用的复杂机械电子系统。
本文设计的三维打印机的系统主要由软件控制系统、机械系统和硬件控制系统组成。
1.2.1机械系统FDM机械系统主要包括运动机构、热头、挤出机构、工作台四个部分(如图2-2所示)。
送丝机构将低熔点丝状材料送给加热器,加热器通过挤压热头将丝材熔化成液体,喷头将熔化后的热塑材料丝挤出,挤压头按照零件的每一截面信息准确运动,半流动的热塑材料被挤出并沉积固化成精确的实际部件薄层,覆盖于已建造的零件之上,并在1/10s内迅速凝固,每当一层完成成型,工作台便下降上一层打印的高度,喷头再进行扫描喷丝完成下一层截面成型,如此循环反复,直到完成最后一层成型,这样由底到顶逐层地堆积成一个实体模型或零件。
加热融化膛给丝头支撑泡沫板工作台支撑材料丝盘制作材料盘图2-2 FDM机械系统(1)基于Delta结构的运动系统部分本文设计的三维打印机框架结构是一种基于3-P[2-SS]的Delta运动结构。
ZX-601UPS设备示范报告(室内型)
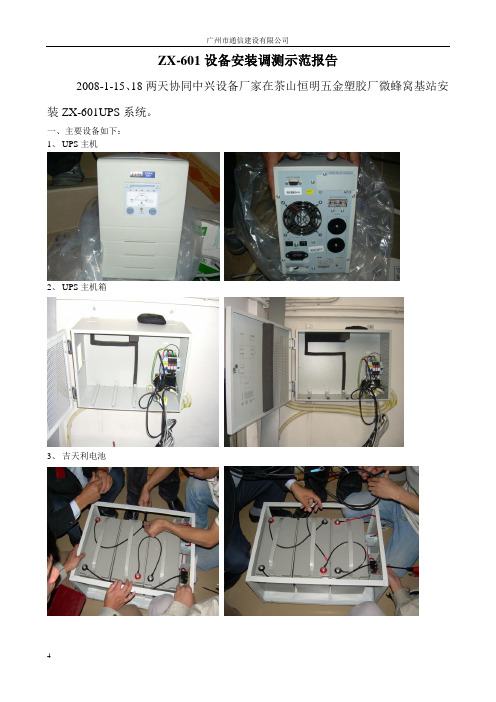
ZX-601设备安装调测示范报告2008-1-15、18两天协同中兴设备厂家在茶山恒明五金塑胶厂微蜂窝基站安装ZX-601UPS 系统。
一、主要设备如下:1、 UPS 主机2、 UPS 主机箱3、 吉天利电池4、 电池柜5、 告警板二、安装流程首先,完成UPS 主机箱的安装,将接好主机箱工作地线。
UPS 主机箱应按图纸挂墙安装,安装后的主机箱要便于UPS 主机的日常维护,尽量装在通风处便于主机的散热。
其次,完成UPS 主机告警板安装,将主机安装到挂墙的主机箱内,布放主机箱到微蜂窝的告警线。
(告警线的制作:连接UPS 主机的告警接口为15针串口,第1脚收集UPS 主机故障告警(UPS ALARM )、第2脚收集UPS 市电输入告警(AC ABNORMAL )、第4脚为告警公共接线端、第5脚收集UPS 电池电压低告警(OUTPUT VOTSL LOW ),将这些告警连到微蜂窝相的告警板上)再次,完成电池柜的安装,并将3个电池单体串接到UPS 主机的后备电源上另由于目前厂家发货的是带有轮子的电池柜,需要将其固定在设计位置(可采用走线架配件装其固定等方式)最后,完成UPS 的调测及微蜂窝的告警设置。
(UPS 调测顺序:UPS 电池上电、UPS 主机上电、市电输入、告警接入)施工建议:1、 建议室内UPS 电池柜用角码固定在地上,防止电池柜来回滑动发生不必要的意外。
2、 建议UPS 告警增加UPS 主机告警(UPS ALARM )。
3、 注意UPS 调测时开机的顺序(测试各接线柱的电压及正负极是否正确、UPS 电池上电、UPS 主机上电、市电输入、告警接入)。
4、 在安装告警板时一定要上接地螺丝。
5、三、存在的问题和安全隐患1、电池和UPS分离,电池使用手推箱安装,没有余留和墙壁及地面固位的螺帽孔,容易移动,造成极为容易被盗。
解决意见:使用膨胀螺丝在电池箱四周对地或对墙壁进行固定,使电池箱不止于被推动。
2、告警分为三路,设备故障告警、交流实效告警、电池低压告警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NO: 36
依图上标示安装x轴皮带
锁紧皮 带夹
M3*25
NO: 37
依图上标示安装零件
将喷头往 上塞进去
NO: 38
依图上标示安装零件
此螺丝锁电机 M3*25+弹簧垫片
此两孔为锁喷头用 M3*20+弹簧垫片
NO: 39
喷头安装后
NO:40
安装限位器
M3*16+自锁螺母
NO: 41
依图上标示安装X轴限位
极光Z601 安装流程
注意事项: 1.快递接收货品时,先确认完好之后再签收。 2.打开包装箱之后,对照“装箱单”进行物
品的清点确认,每个小箱内都会有单独的装箱清 单。
3.如有疑问,请及时联系公司售后客服。
机器全部零件
机器全部的塑料件
丝杆及光杆各长度
用于安 装料架
整机图示
NO: 1
准备好各尺寸规格的零件
红线接蓝线 黑线接绿线
使用螺丝规格: M3*8 需加垫片
NO: 17
依图上标示安装皮带
使用螺丝规格: M3*10 4PCS
NO: 18
依图上标示安装热敏电阻
高温棉
热敏电阻
黑电木
槽位
先在黑电木一面贴上高温胶,塞上 高温棉后将热敏电阻以槽位方向安 装,再以高温胶封住。
NO: 19
依图上标示安装零件
NO: 32
依图上标示安装零件
M3顶 丝
注:前面NO25有将M3的螺母 放到里,现在安装M3的顶丝将 其锁住X轴光杆
NO: 33
依图上标示安装零件
挤出机安装座, 待其在光杆上运 动顺畅后再锁紧 上面的轴承螺丝
NO: 34
依图上标示安装挤出电机和风扇
挤出 电机
M3*1 6
NO: 35
依图上标示安装x轴皮带
NO: 27
依图上标示安装零件
将弹簧压入安装座中, 用螺母将其锁住
NO: 28
安装后效果图
最终M8螺母 要压到里面
NO: 29
依图上标示安装连轴器
连 轴 器 安 装 时 距 离 马 达 不 能 太 远
NO: 30
依图上标示安装零件
垫片
NO: 31
依图上标示安装零件
安装X轴电机 M3*10+3PCS垫片
400MM
M8自锁螺母
M8螺母
M8垫 片
NO: 2
依图上标示安装各零件
2-M8*290MM丝杆
居中位置 暂不锁紧
安 装 后
对称预安 装夹子暂 不锁紧
NO: 3
依图上标示安装各零件
此三物件以居中“位置”安装
2-M8*290MM丝杆
NO: 4
依图上标示安装零件
此物件以居中“位置”安装(2-M8*370MM丝杆)
轴承安装需转动顺畅
NO: 23
依图上标示安装挤出机12垫片453
用M3顶丝将挤 出齿轮锁紧
M3*12
M3*20
NO: 24
依图上标示安装零件
M3*1 0
NO: 25
依图上标示安装零件
下图4处标红色圆圈里面需放置M3的螺母,后面NO:32用于安装顶 丝
NO: 26
将NO:22中零件组合安装到一起
NO: 5
将NO:2~4组合安装成以下结构。将图上红线圈处,锁紧 框架脚。
NO: 6
依图上标示安装零件
框架顶
4-M8*370MM丝杆
NO: 7
依图上标示安装零件
里面放置两个M3螺 母
安装Z轴光杆方块(暂不锁紧) M3*20螺丝+垫片
NO: 8
依图上标示安装零件
M8*400丝杆
NO: 9
将NO:6~8组合安装成以下结构
将加热板和电木安装好
NO: 20
依图上标示安装热床
用M3螺丝将以下三块板四个角方向固定
M3*20
弹簧 自锁螺母
加热板 黑电木
铝板
NO: 21
依图上标示安装挤出机平台
使用螺丝规格: M4*16
安装后螺 丝暂不锁 紧待后续 校正
NO: 22
依图上标示安装零件
准备零件:623小轴 承、M3*16平头螺丝、 M3自锁螺母、弹簧 座
X轴限位器 安装位置
M3*16+M3螺 母
NO: 42
依图上标示安装Y轴限位
NO: 43
依图上标示安装Z轴限位
NO: 44
依图上标示安装零件
NO: 45
依图上标示接线
第二代热床板 接线:上黑下 红
NO: 46
接线完成后
特别注意:电路板后 面不要与机器金属部 份有接触,否则会短 路,切记!
NO: 47
NO: 14 1 3
依图上标示安装零件
安装 方向
2
将光杆套入底座两端的夹子当中 调整距离,使滑动铝板座运动顺 畅无阻碍,再对称锁紧夹子两端 的螺丝和铝板导轨上的12个M4 螺丝
NO: 15
依图上标示安装Y轴电机和同步轮
M3顶丝 2PCS
安装Y轴电机
M3*10+3pcs垫 片
NO: 16
依图上标示安装Z轴电机
NO: 10
将NO: 5和9 组合安装成以下三角架结构并锁紧
NO: 11
依图上标示安装M8*400丝杆
M8*400
红圈处螺丝暂不锁 紧,待顶部安装好 后再进行校正
NO: 12
依图上标示安装箱式轴承
安装前准备 (M4*10)
安装后螺丝暂不锁紧待后续校正
NO: 13
依图上标示安装零件
将400光杆以旋转方式插入,特别注意导轨内小滚珠勿碰 掉下(直线滑块内偶有个别滚珠掉出,不影响使用)
安装后效果图
NO: 48
安装后效果图
NO: 49
安装后效果图
NO: 50
安装后效果图
此四处用我们 提供的长尾夹 夹住即可
NO: 51
电源线路安装
依接线图上顺 序接线
安装完成,如有改善之 处还请提出你宝贵意见, 我们后续将做的更加完 美,谢谢!!