NEU铝氟板系统标准
欧标 铝合金 标准

欧标铝合金标准欧洲标准(European Standard)是指由欧洲标准化组织(European Committee for Standardization,简称CEN)制定的标准,在欧洲范围内具有法律效力。
其中,欧洲标准针对材料特性、产品规格、测试方法等方面提供了详细的标准要求和指导,以确保产品的质量和安全性。
本文将重点介绍欧洲标准中与铝合金相关的内容。
铝合金是一种由铝和其他金属或非金属元素合金化而成的材料。
它具有低密度、高强度、良好的导电性和导热性等优点,被广泛应用于飞机、汽车、建筑、家电和包装等行业。
为了确保铝合金产品的质量和安全性,欧洲标准为铝合金制定了一系列的标准要求和测试方法。
首先,欧洲标准制定了关于铝合金材料强度的标准要求。
根据不同应用领域的需要,铝合金可以分为多个等级,每个等级都有相应的强度要求。
欧洲标准规定了不同等级铝合金的化学成分、机械性能和热处理要求,以确保产品在不同工况下的可靠性和安全性。
此外,欧洲标准还规定了对铝合金材料进行拉伸、硬度、冲击和应力腐蚀等性能测试的具体方法。
其次,欧洲标准对于铝合金制品的尺寸和公差也做了详细的规定。
铝合金制品的尺寸和公差直接关系到产品的安装和使用效果,因此非常重要。
欧洲标准规定了铝合金板材、杆材、型材、薄板和铸件等制品的尺寸公差,以确保产品与其他部件的配合精度和装配性能。
此外,欧洲标准还强调了铝合金制品的表面处理和防腐蚀要求。
铝合金表面的处理和防腐蚀措施可以提高产品的装饰性和耐久性,延长使用寿命。
欧洲标准规定了铝合金制品的表面处理方法,如阳极氧化、电泳涂装和烤漆等,并对表面处理的耐久性和防腐蚀性能进行了测试要求。
此外,欧洲标准还为铝合金制品的焊接、连接和检测等方面提供了相应的标准要求。
焊接是铝合金加工中常用的连接方法,欧洲标准规定了铝合金焊接的方法、焊接材料的选择、焊接接头的强度和质量要求等。
此外,欧洲标准还制定了铝合金制品的无损检测和机械性能测试的具体要求,以确保产品的质量和安全性。
镍铝复合带标准

镍铝复合带标准镍铝复合带是一种由镍和铝两种金属材料通过复合工艺制造而成的复合材料。
它具有高强度、抗蚀性能好、导热性能良好等优点,被广泛应用于电子、航空航天、能源等领域。
制定相关标准是为了确保镍铝复合带的质量和性能符合要求,在使用过程中能够安全可靠地发挥其功能。
一、镍铝复合带的材料要求1. 镍成分:镍的含量应符合国家标准,一般要求不低于99%。
2. 铝成分:铝的含量应符合国家标准,一般要求不低于99%。
3. 复合层:镍和铝的复合层应具有良好的结合性,不得出现分层、剥离等缺陷。
4. 厚度:镍铝复合带的厚度应符合设计要求,一般为0.1mm-2.0mm。
二、镍铝复合带的物理性能要求1. 抗拉强度:镍铝复合带的抗拉强度应符合国家标准,一般要求不低于250MPa。
2. 屈服强度:镍铝复合带的屈服强度应符合国家标准,一般要求不低于150MPa。
3. 伸长率:镍铝复合带的伸长率应符合国家标准,一般要求不低于10%。
4. 硬度:镍铝复合带的硬度应符合国家标准,一般要求达到HB100-HB200之间。
三、镍铝复合带的化学性能要求1. 耐腐蚀性:镍铝复合带应具有良好的耐腐蚀性,能够抵抗酸、碱、盐等化学介质的腐蚀。
2. 焊接性能:镍铝复合带应具有良好的焊接性能,能够与其他材料进行可靠的焊接。
3. 热稳定性:镍铝复合带应具有良好的热稳定性,能够在高温环境下保持稳定性能。
四、镍铝复合带的检验方法1. 外观检查:对镍铝复合带的外观进行检查,包括表面平整度、无气泡、无裂纹等。
2. 尺寸检查:对镍铝复合带的厚度、宽度、长度进行检查,检测是否符合设计要求。
3. 力学性能检测:包括抗拉强度、屈服强度、伸长率等的测定,通过拉伸试验等方法进行检测。
4. 化学成分分析:对镍铝复合带的镍、铝含量进行化学分析,确保其符合国家标准。
5. 耐腐蚀性测试:将镍铝复合带放入酸碱溶液中,测定其耐腐蚀能力。
五、镍铝复合带的包装和贮存要求1. 包装要求:镍铝复合带应采取防潮、防油污、防震动等措施进行包装,确保产品不受损。
氟化铝 全国团体标准

氟化铝全国团体标准本文档旨在制定关于氟化铝的全国团体标准,以确保氟化铝的生产、储存和使用符合安全、环保和质量要求。
本标准适用于氟化铝各个环节的相关企业和机构,并应作为其操作实践的指导。
2. 术语和定义2.1 氟化铝:指化学式为AlF3的无机化合物,常见于铝冶炼、冶金工业和制冷剂等领域。
2.2 氟化铝原料:指生产氟化铝过程中所需的铝矾土、氢氟酸等原材料。
2.3 氟化铝产品:指通过冶炼、提纯等工艺生产出的氟化铝成品。
2.4 氟化铝储存:指氟化铝产品在企业仓库或其他储存设施中的保管和管理。
2.5 氟化铝使用:指将氟化铝产品应用于相关工艺或产品的生产过程。
3. 氟化铝生产3.1 原料采购:生产氟化铝所需的原材料,如铝矾土、氢氟酸等应符合相应行业标准,并保证其质量稳定、来源可靠。
3.2 生产工艺:氟化铝的生产工艺应采用先进、环保的技术,确保产品质量稳定、能耗低、废物排放符合国家标准。
3.3 产品检验:生产出的氟化铝产品应经过严格的质量检验,确保其符合国家相关标准和行业要求。
4. 氟化铝储存与运输4.1 储存条件:氟化铝产品在储存过程中应保持安全、稳定的环境,防止潮湿、暴露于高温或其他有害物质。
4.2 容器包装:氟化铝产品应储存在符合相关标准的包装容器中,确保产品不泄漏、不变质。
4.3 运输要求:氟化铝产品在运输过程中应符合国家相关法规和安全要求,采取适当的防护措施,防止意外事故发生。
5. 氟化铝使用5.1 安全操作:使用氟化铝的企业和机构应制定严格的操作规程和安全措施,确保作业人员的人身安全。
5.2 环保考虑:使用氟化铝的工艺应符合国家环保法规,防止氟化铝废物的排放对环境造成污染。
5.3 事故应急:使用氟化铝的企业和机构应建立健全的事故应急预案,确保在意外事故发生时能及时、有效地进行处理。
6. 质量监督和评定6.1 监督检查:相关监管部门应对生产、储存和使用氟化铝的企业进行定期检查,发现问题及时纠正。
6.2 质量评定:对生产的氟化铝产品和相关企业进行质量评定,推动行业内标准的提高和优胜劣汰。
铝板类产品常规质量标准-04A版本

发行版本04A内文页数10会签记录:市场部:工程部:国际事业部:采购部:甘毕峰销售管理部:计划物控部:产品技术部:财务部:质量部:韦可军行政人事部:生产部:卢志强审计部:总经办:吴相庆编制潘春军审核向海林文控刘庆宇代批准赵维版序变更章节变更事项编制部门编制人修订日期1 全部全新制定产品技术部向海林2012-06-212 3、5、7 修订产品技术部向海林2013-04-253 全部修订产品技术部潘春军2014-04-184 6 浅灰色背景色部分产品技术部潘春军2015-01-08发行版本04A页号1/101目的:1.1为了指导本公司铝板类产品的质量控制,特制定该质量控制内部标准。
2范围:2.1本标准是本公司的常规质量标准,本公司的铝板类产品(含原材料、半成品、样品、成品等)的内部加工与外协加工,应该遵照本标准执行。
2.2客户质量要求:如果客户订单、合同或其他约定有高于本标准的质量要求,需与客户书面确认后,再按照客户的要求执行。
2.3其他标准:如果某类铝板产品的质量标准超出了上述本公司标准及客户要求,则参照国家标准或其他标准执行。
3定义:3.1铝板类产品按用途可分为室内用板与室外用板两大类。
3.2铝板类产品按加工工艺分为钣金类铝板和一次辊压、冲压成型类铝板。
适合钣金类加工的产品有铝单板、挂钩板、条形板、方形板、穿孔板、弧形板、双曲板等;适合一次辊压、冲压成型类加工的产品有条形板、方形板、格栅、方通、垂片、冲孔板等。
4职责:4.1营销中心各部门:负责与客户沟通,得到客户明确的质量要求,并予以书面确认。
4.2产品技术部:及时制定、更新相关的标准,并确保各使用部门得到最新有效的标准。
4.3制造中心各部门:严格按照标准进行生产,并与产品技术部协商改进。
4.4质量部:严格按照标准进行质量检验,并与产品技术部协商改进。
4.5采购部:严格按照标准进行采购与外协管理,并与产品技术部协商改进。
5原材料质量要求:5.1化学成份及力学性能:5.1.1铝板类产品所用铝及铝合金的原材料(卷材、板材或型材)的型号应符合客户要求;5.1.2供应商供原材料前,采购部应要求供应商提供原材料化学成份及力学性能测试报告;5.1.3外协加工前,采购部应要求外协加工商提供原材料化学成份及力学性能测试报告;5.1.4质量部针对上述化学成份及力学性能测试报告应进行核实,不合格的应拒绝供货或拒绝外协加工。
EN 1090-3-2008铝结构用技术要求准备

BS EN 1090-3-2008铝结构用技术要求准备1.1 概述该条款指定铝结构执行部分的准备要求,包括冷成形加工超薄规格构件和薄片,除了涵盖产品标准的产品。
结构铝组件的生产应在11.2指定说明的公差之内。
注意焊接和机械扣件在条款7和8之内。
审查、实验、修正的要求在12.3中给出。
1.2 鉴定对于EX2、EX3、EX4,如是不同合金的产品或相同合金但使用不同回火,组成的产品应清晰标记或单独注明(如不同挤压型材)。
标记要采用永久的方法,如喷涂、贴纸、标签、条形码等。
制造商和建筑商应认可标记方法。
确保标记对最终产品的使用无害。
标记不允许凿刻、覆盖焊接。
不应使用硬冲压,除非规范允许。
EX2、EX3和EX4的每一步,铝材的任何部件或类似组件应清晰、永久地标记,或能独特辨别,直到建造。
1.3 卸载、存储和运输组成的产品和组件应妥善包装、卸载、运输、存储,以便不发生永久变形和最小的表面损坏。
应遵照相关制造商的说明。
变质、不再符合相关标准的组成产品应视为不合格产品。
1.4 切割按照切割面质量的要求,切割应符合欧洲标准。
切割应实行锯切、剪切、打孔、热切割或水注切割。
不可接受的公差或表面糙度应用合适的机械方法修正,如铣削、磨削、锉削或刮削。
切割表面应在给出的EN ISO 9013:2002 范围4限制之内,除非有其他说明。
这适用于垂直度、角公差和型材的平均高度。
剪切和打孔应免于破裂和切痕。
如不可以,切割边缘应进行移除破裂和切痕处理。
如锐利边缘由于技术原因需要移除,应详细说明。
合金EN AW-7020产品只应剪切或打孔,如果随后实行以下操作:---如果焊接,剪切或打孔边缘应完全熔凝至它们的整体长度。
如边缘没有用焊接完全熔凝,边缘应移除等同于厚度的0,4倍或3mm,无论哪个更小,焊接优先;---如果按照以上定义未焊或未机械加工,应实行额外的人工老化。
这只有在墙体厚度达到5mm时才允许。
注意:EN AW-7020人工老化的执行,见7.7。
sen铝和铝合金薄板带材和板材(整理)

英国标准BS EN 485-1: 1994铝以及铝合金——薄板材,带材以及板材第一部分:检验与交货技术规范欧洲标准EN 485-1: 1993 具有英国标准的地位UDC 669.71-41:669.715.018.26:620.1没有BSI的书面允许,不得以任何形式翻印合作组织在欧洲标准化委员会(CEN)的监督下,筹备了此欧洲标准。
欧洲标准化委员会包括下列国家的国家标准组织:奥地利奥斯泰弛斯柴斯标准局比利时比利时标准局丹麦丹麦标准局芬兰索门皇家标准局法国法国标准协会德国德国标准局希腊希腊标准局冰岛冰岛技术局爱尔兰爱尔兰标准局意大利意大利标准局卢森堡卢森堡标准局荷兰荷兰标准局挪威挪威标准局葡萄牙葡萄牙标准局西班牙西班牙标准协会瑞典瑞典标准局瑞士瑞士标准局英国英国标准局员会的授权下出版的,并于1994年1月15日生效。
©BSI 1994下列BSI参考资料涉及到此标准:委员会参考资料NFM/35说明草案91/40593 DCISBN 0 580 21709 4目录页码合作组织内部封面前言i序言2EN 485-1的内容3附录NA (信息性)负责的委员会内部封底附录NB (信息性)交叉对照内部封底前言BS EN 485的这一部分是在非铁金属标准政策委员会指导下准备完成的,为BS EN 485-1: 1993铝以及铝合金——薄板材,带材以及板材——第一部分:检验与交货技术规范的英文版本。
BS EN 485的这一部分同BS EN 485-3:1994铝以及铝合金——薄板材,带材以及板材——第三部分:热轧产品的形状公差与尺寸公差与BS EN 485-4:1994铝以及铝合金——薄板材,带材以及板材——第四部分:冷轧产品的形状公差与尺寸公差一起将取代BS 1470:1987用于普通工程的锻造铝以及铝合金的技术要求:板材,薄板材以及带材中的相应部分。
然而,BS 1470: 1987将不会被撤销直到代替它的其他剩余标准出版为止。
电解铝箔参数标准

电解铝箔参数标准电解铝箔是一种重要的制造材料,在工业生产和日常生活中广泛应用。
为了确保电解铝箔产品质量和安全性,制定了一系列参数标准。
本文将围绕电解铝箔的参数标准展开详细介绍,共分为以下几个方面:原材料标准、生产工艺标准、物理性能标准、化学性能标准和质量控制标准。
一、原材料标准1. 铝质要求:电解铝箔的原材料主要是纯度较高的铝材料,应符合GB/T 3190-2008《铝及铝合金化学成分测定方法》中规定的铝材化学成分标准。
2. 涂层材料:一些电解铝箔产品需要进行表面涂层处理,涂层材料应符合相应的国家标准,保证其耐腐蚀性和耐磨性。
二、生产工艺标准1. 电解工艺:电解铝箔的生产需要严格控制电解工艺,包括电流密度、电解液浓度、电解温度等参数,确保产品的均匀性和质量稳定性。
2. 轧制工艺:轧制是电解铝箔的重要工艺环节,应遵循国家标准GB/T 3880-2019《铝及铝合金板、带的轧制产品》的相关规定,确保产品尺寸和表面质量符合要求。
三、物理性能标准1. 厚度:电解铝箔产品的厚度应符合国家标准GB/T 3880-2019中规定的公差范围,以确保产品的尺寸精度。
2. 强度:产品的抗拉强度、屈服强度和延伸率等物理性能指标应符合相应的国家标准,保证产品的使用强度和可塑性。
四、化学性能标准1. 氧化膜厚度:电解铝箔产品的氧化膜厚度是影响其表面性能的重要因素,应符合国家标准GB/T 3198-2019《铝及铝合金的氧化膜测定方法》的规定。
2. 化学成分:产品的化学成分要求应符合国家标准GB/T 1196-2017《铝及铝合金化学成分的化学分析方法》,保证产品成分的稳定性和一致性。
五、质量控制标准1. 表面质量:电解铝箔产品的表面不得有明显的划痕、氧化、斑点等缺陷,应符合国家标准GB/T 3199-2017《铝及铝合金板带的表面质量检验方法》的要求。
2. 包装标准:产品的包装应符合国家标准GB/T 5584-2009《铝及铝合金板卷箔的包装》的规定,确保产品在运输和储存过程中不受损坏。
氟新材料设备标准

氟新材料设备标准下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!随着科技的不断发展和进步,氟新材料设备标准日益受到关注。
关于镀铝板国标标准的文章

关于镀铝板国标标准的文章镀铝板国标标准镀铝板是一种具有优异性能的建筑材料,广泛应用于建筑外墙装饰、室内装饰、广告牌、车身外壳等领域。
为了确保镀铝板的质量和安全性,国家制定了一系列的国标标准,以规范镀铝板的生产和使用。
首先,国标标准对于镀铝板的材质和成分进行了规定。
根据国家标准,镀铝板应采用高纯度的铝合金材料作为基材,并且表面应经过特殊处理以增加其耐腐蚀性能。
此外,国标还规定了镀铝板的厚度范围和允许的偏差值,以确保产品质量的稳定性。
其次,国标标准对于镀铝板的表面处理进行了详细规定。
根据国家标准,镀铝板表面应经过阳极氧化处理或喷涂处理,以增加其耐候性和耐腐蚀性。
此外,国标还规定了表面处理层的厚度范围和允许的偏差值,并对表面处理层的颜色进行了规定,以满足不同客户的需求。
此外,国标标准还对镀铝板的物理性能进行了规定。
根据国家标准,镀铝板应具有一定的强度和刚度,以确保其在使用过程中不会变形或破裂。
国标还规定了镀铝板的抗风压性能、抗震性能和防火性能等指标,以确保产品在各种环境下的安全使用。
最后,国标标准还对镀铝板的生产工艺和质量控制进行了规定。
根据国家标准,镀铝板的生产应符合相关的工艺要求,并且需要进行严格的质量控制。
国标还规定了对于镀铝板产品进行检验和测试的方法和要求,以确保产品质量符合国家标准。
总之,镀铝板国标标准为保证产品质量和安全性提供了重要依据。
通过遵循这些国家标准,生产商可以生产出高质量、安全可靠的镀铝板产品,并为用户提供更好的使用体验。
同时,这些国家标准也为行业发展提供了指导和支持,推动了我国建筑材料行业向更高水平发展。
锂电池用铝箔 标准体系建设

锂电池用铝箔标准体系建设英文回答:Lithium Battery Aluminum Foil Standard System Construction.Introduction.Lithium battery aluminum foil is a key component of lithium batteries. It serves as the current collector and provides structural support for the battery. The quality of the aluminum foil directly affects the performance and safety of the battery. Therefore, it is important to establish a standard system for the construction of lithium battery aluminum foil.Standards.The standards for lithium battery aluminum foil should include the following aspects:1. Material: The aluminum foil should be made of high-purity aluminum with a minimum purity of 99.5%.2. Thickness: The thickness of the aluminum foil should be between 5μm and 20μm.3. Surface roughness: The surface roughness of the aluminum foil should be less than 0.5μm.4. Tensile strength: The tensile strength of the aluminum foil should be greater than 100MPa.5. Elongation: The elongation of the aluminum foil should be greater than 10%.6. Corrosion resistance: The aluminum foil should be resistant to corrosion in a variety of environments, including high humidity and high temperature.Construction Process.The construction process of lithium battery aluminum foil should include the following steps:1. Smelting: The aluminum ingots are melted in a furnace and then cast into slabs.2. Rolling: The slabs are rolled into thin sheets.3. Annealing: The sheets are annealed to soften them and improve their ductility.4. Slitting: The sheets are slit into strips of the desired width.5. Coating: The strips are coated with a protective layer of oxide or other materials to improve their corrosion resistance.Quality Control.The quality of the lithium battery aluminum foil should be controlled throughout the construction process. Thefollowing tests should be performed to ensure the quality of the foil:1. Chemical composition analysis: The chemical composition of the foil should be analyzed to ensure that it meets the specified standards.2. Mechanical property testing: The mechanical properties of the foil, such as tensile strength, elongation, and surface roughness, should be tested to ensure that they meet the specified standards.3. Corrosion resistance testing: The corrosion resistance of the foil should be tested in a variety of environments to ensure that it meets the specified standards.Conclusion.The establishment of a standard system for the construction of lithium battery aluminum foil is essential to ensure the quality and safety of lithium batteries. Byfollowing the standards and implementing a rigorous quality control process, manufacturers can produce high-quality aluminum foil that meets the demands of the battery industry.中文回答:锂电池铝箔标准体系建设。
铝板技术规范及技术质量要求

第一章国家及行业技术规范及质量要求第一节技术规范一、一般规定除非合同文件中另有特别注明,本工程适用中华人民共和国现行有效的国家规范、规程和标准。
设计图纸和其他设计文件中有关文字说明是本工程技术规范的组成部分。
对于涉及新技术、新工艺和新材料的工作,相应厂家使用说明或操作说明等的内容,或适用的国外同类标准的内容也是本工程技术规范的组成部分。
合同中约定的任何一方应予遵照执行的国家规范、规程和标准都指他们各自的最新版本。
如果在构成本工程规范和技术说明的任何内容与任何现行国家规范、规程和标准包括他们适用的修改之间出现相互矛盾之处或不一致之处,卖方应书面请求买方和监理予以澄清;除非买方和监理有特别的指示,卖方应按照其中要求最严格的标准执行。
材料、施工工艺和本工程都应依照本工程规范和技术说明以及相关国家规范、规程和标准的最新版本;或把最新版本的要求当作对卖方工作的最起码要求,而执行更高的标准。
二、现行有效的主要设计和施工验收规范索引:1.《建筑装饰装修工程质量验收规范》(GB50210-2001)2.《民用建筑工程室内环境污染控制规范》(GB50325-2001)3.《高级建筑装饰工程质量验收规范》(DBJ/T01-27-2003)4.《铝及铝合金轧制板材》(GB/T3880-1997)5.《漆膜附着力测定法》(GB1720-79)6.《漆膜耐冲击测定法》(GB1732-93)7.《漆膜厚度测定法》(GB1764-89)8.《漆膜铅笔硬度测定法》(GB/T1739)9.《漆膜耐水性测定法》(GB/T1733)10.《漆膜耐热性测定法》(GB/T1735)11.《漆膜耐湿性测定法》(GB/T1740)12.《漆膜耐化学试剂型测定法》(GB/T1763)13.《漆膜光泽测定法》(GB/T1743)14.《建筑铝型材基材》(GB/T5237.1-2004)15.《建筑铝型材阳极氧化,着色型材》(GB/T5237.2-2004)16.《建筑铝型材电泳涂漆型材》(GB/T5237.3-2004)17.《建筑铝型材粉末喷涂型材》(GB/T5237.4-2004)18.《建筑铝型材氟碳漆喷涂型材》(GB/T5237.5-2004)19.《铝及铝合金冷轧带材》(GB/T8544-1997)20.《铝及铝合金轧制板材》(GB/T3880-1997)21.《混响室法吸音系数检测规范》(GB47-83)第二节技术要求一、原材料及加工工艺要求1、铝板:本工程各品种所用铝板原材料应为国内最好的铝板原材料生产厂家的产品或进口产品,应为不低于国际铝业协会认证的AA3005铝合金材质或国际铝业协会AA3XXX系列等级的产品;加工工艺:单块铝板及冲孔铝板在工厂的加工过程中四边应采用连续自动化辊压成型加工工艺或机械折弯以精确加工宽度尺寸,不得采用间歇式翻折工艺成型,也不得在现场进行二次加工;针孔类型:φ2.5MM 孔中心间距5.5mm 穿孔率16%,面层板内衬吸音纸。
电池铝箔技术标准

电池铝箔技术标准
Байду номын сангаас企业标准
目录
前言............................................................................................................................... 错误!未定义书签。 1. 范围...................................................................................................................................................... 0 2. 规范性援用文件 .................................................................................................................................. 0 3. 技术要求........................................................................................................................
铝塑板国家标准
铝塑板国家标准GB/T 17748-1999前言铝塑复合板以其质量轻、装饰性强、施工方便等特点,在国内外得到广泛应用。
国际上尚无同类产品标准,为提高产品质量,规范国内市场,特制定本标准。
本标准起草过程中,技术要求和试验方法的确定,尽量考虑了国内外生产和使用情况的一致性,以适应国内外贸易的要求。
本标准的技术指标是在参考了国外生产厂家的产品技术条件和美国建筑制造商协会标准AAMA605:1998《铝型材及铝板表面高性能有机涂层的技术说明、性能要求及试验方法》,收集了大量国内外产品,经过充分试验验证的基础上确定的。
在试验方法上,本标准等效采用了ASTM D732:1993《用落砂法测定有机涂层的耐磨耗性试验方法》、ASTM D4145;1983(1990年复审)《预涂板涂层柔韧性试验方法》。
其他方法尽量采用国家标准,而这些国家标准均等效采用了相关的ISO标准或其他先进国家标准。
本标准从1999年12月1日起实施。
本标准由国家建筑材料工业局提出。
本标准由全国轻质与装饰装修建筑材料标准化技术委员会归口。
本标准负责起草单位:中国建筑材料科学研究院测试技术研究所、国家建筑材料工业局标准化研究所。
本标准委托中国建筑材料科学研究院测试技术研究所负责解释。
1、范围本标准规定了铝塑复合板(以下简称铝塑板)分类、技术要求、试验方法、检验规则、标志、包装、储存和运输。
本标准主要适用于建筑装饰用的铝塑板,其他用途的铝塑板也可参照本标准。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 178-1977(1989)水泥强度试验用标准砂GB 191-1990 包装储运图示标志GB/T 1634-1979 塑料弯曲负载热变形温度(简称热变形温度)试验方法GB/T 1720-1979(1989)漆膜附着力测定法GB/T 1732-1993 漆膜耐冲击性测定法GB/T 1740-1979(1989)漆膜耐湿热测定法GB/T 1766-1995 色漆和清漆涂层老化的评级方法(NEQ ISO 4628-1:1980)GB/T 1771-1991 色漆和清漆耐中性盐雾性能的测定(EQV ISO 7253:1984)GB/T 2790-1995 胶粘剂180。
铝基板检验标准
金属基覆铜板的性能要求、标准及相关检测方法一、性能要求及标准工业发达国家如日本一些覆铜板制造企业70年代初期已经能生产铝基覆铜板并实现工业生产,但日本工业标准(JIS)未制定铝基覆铜板标准。
到目前为止,国际有影响的标准化组织如IPC,IEC,NEMA,ASTM尚未制定铝基覆铜板的标准。
在我国,随着铝基覆铜板市场逐步扩大,PCB及覆铜板行业迫切要求制定铝基覆铜板行业标准,1999年由704厂负责起草制订了电子行业军用标准《阻燃型铝基覆铜箔层压板规范》。
其主要技术要求介绍如下。
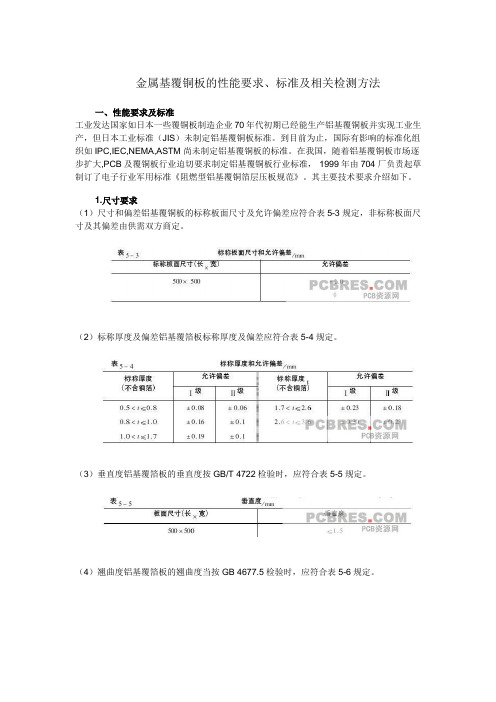
1.尺寸要求(1)尺寸和偏差铝基覆铜板的标称板面尺寸及允许偏差应符合表5-3规定,非标称板面尺寸及其偏差由供需双方商定。
(2)标称厚度及偏差铝基覆箔板标称厚度及偏差应符合表5-4规定。
(3)垂直度铝基覆箔板的垂直度按GB/T 4722检验时,应符合表5-5规定。
(4)翘曲度铝基覆箔板的翘曲度当按GB 4677.5检验时,应符合表5-6规定。
1 翘曲度测量时,试样尺寸应不大于300mmx300mm若为整板或边长大于300mm,则应切成300mmx300mm。
但是计算时边长为被测边长。
2.外观1铝基覆箔板端面应整齐,不应有分层、裂纹和毛刺。
2铝板面平整,氧化膜均匀,光洁,不应有影响使用的凹陷、裂纹、划痕等缺陷。
3铜箔面不应有影响使用的气泡、皱折、针孔、划痕、麻点和胶点。
任何变色或污垢应能用密度为1.02g/c㎡的盐酸溶液或合适的有机溶剂擦去。
3.性能要求铝基覆箔板的各项性能应符合表5-7规定1对LI-11型铝基覆铜板板高频下介电常数和介质损耗角正切的性能指标由供需双方协商。
二、铝基覆铜板的检验方法电子行业军用标准《阻燃型铝基覆铜箔层压板规范》中制定了两项铝基覆铜板的专用检测方法:1介电常数及介质损耗角正切测量方法———变Q值串联谐振法;2热阻测量方法。
1.介电常数和介质损耗角正切测量方法———变Q值串联谐振法1)方法原理本方法利用将试样与调谐电容串联接入高频电路,测量串联回路的品质因数E 值的原理,测量大电容,小电阻,小电感板状试样的介电常数和介质损耗因数,测量电路如图5-3所示。
欧洲铝蜂窝标准
欧洲铝蜂窝标准欧洲铝蜂窝标准是指欧洲地区在铝蜂窝制造领域所采用的技术标准和规范。
铝蜂窝是一种具有优异力学性能的金属材料,广泛应用于航空航天、轨道交通、建筑等领域。
本文将介绍欧洲铝蜂窝标准的主要内容,包括材料要求、制造工艺、性能测试和质量控制等方面。
材料要求根据欧洲铝蜂窝标准,铝蜂窝材料必须符合一定的化学成分和物理性能要求。
常见的要求包括材料的强度、刚度、密度、热导率和抗腐蚀性等。
,材料的尺寸及表面质量也需要满足标准要求。
制造工艺欧洲铝蜂窝标准规定了制造铝蜂窝的工艺要求。
,原料铝板需要经过表面处理,如去污、氧化等,以提高粘合性能。
然后,将处理过的铝板覆盖在铜网上,并在高温下进行烧结,使铝板与铜网牢固粘合。
,通过切割和整形等工艺,将铝蜂窝制造成所需尺寸和形状。
性能测试为了确保铝蜂窝的性能符合标准要求,需要进行一系列的性能测试。
常见的性能测试项目包括弯曲强度测试、压缩强度测试、剪切强度测试和热性能测试等。
这些测试项目可以评估铝蜂窝的力学性能、热性能和耐久性等指标。
质量控制欧洲铝蜂窝标准还规定了质量控制的要求。
在铝蜂窝制造过程中,需要对原材料、工艺参数和产品进行严格的控制。
常见的质量控制措施包括原材料检验、工艺监控、产品检测和质量记录等。
通过这些措施,可以确保铝蜂窝的质量稳定和一致性。
欧洲铝蜂窝标准是欧洲地区在铝蜂窝制造领域的技术规范和标准。
本文介绍了欧洲铝蜂窝标准的主要内容,包括材料要求、制造工艺、性能测试和质量控制等方面。
遵循这些标准,可以保证铝蜂窝的质量和性能达到预期要求,并为相关行业的发展提供支持。
双零铝标准

双零铝标准双零铝标准是一种针对铝材的国际性标准,也是全球范围内应用最广泛的铝材标准之一。
下面将以简体中文的形式详细介绍双零铝标准的背景、应用、特点以及对铝材产业的影响。
背景:双零铝标准(Double Zero Aluminum)起源于欧洲,最早是用于标示铝箔的品质。
随着铝箔在包装、食品加工、建筑等众多领域的广泛应用,双零铝标准被引入到铝材的其他领域,成为一种衡量铝材质量的重要指标。
应用:双零铝标准主要应用于铝合金板、卷材和铝箔等产品的生产和质量检测过程中。
在铝合金板和卷材的生产中,双零铝标准标志着产品的表面平整度和厚度均匀性达到了非常高的水平。
在铝箔的生产中,双零铝标准则要求产品的表面光洁度和机械性能达到极高的标准,并且具有一定程度的延展性和可焊性。
特点:双零铝标准的特点主要体现在以下几个方面:1.表面平整度高:铝合金板和卷材的生产中,双零铝标准要求产品表面的波纹、划痕、斑点等缺陷几乎为零,并且表面光洁度达到了极高的水平。
2.厚度均匀性好:双零铝标准要求铝合金板和卷材在任意位置的厚度误差控制在非常小的范围内,确保产品的均匀性和一致性。
3.环保节能:双零铝标准要求铝箔产品使用的材料必须符合环保要求,并且在生产过程中要尽量减少能源消耗和废气排放,以减少对环境的影响。
4.金属性能稳定:双零铝标准要求铝合金板和卷材的机械性能稳定,具有一定的强度和延展性,以满足不同领域的应用需求。
对铝材产业的影响:双零铝标准的出现和应用对铝材产业产生了深远的影响。
首先,双零铝标准的引入提高了铝材的质量标准,推动了铝材产业的技术进步和产品升级。
生产企业需要不断优化生产工艺和设备,提高产品的表面质量和厚度均匀性,以满足双零铝标准的要求。
其次,双零铝标准的应用促进了铝材产业的国际化发展。
双零铝标准是国际通用的标准,通过与国际接轨,铝材产品的质量和规格可以更好地适应国际市场的需求,提升了铝材产品的竞争力。
再次,双零铝标准的推广促进了铝材产业与其他相关产业的合作与创新。
国家标准《电解铝生产全氟化碳排放限额》编制说明
国家标准《电解铝生产全氟化碳排放限额》编制说明1 工作简况1.1 任务来源目前,我国节能减排管理制度体系正在进一步完善。
随着各级政府和人民的环保意识不断增强,对污染物的排放管理更加严格。
为适应新形势,根据《关于下达2011年第二批国家标准制修订计划的通知》(国标委综合[2011]66号)、《关于转发2011年第二批有色金属国家标准制(修)订项目计划的通知》(有色标委[2011]41号),《电解铝生产全氟化碳排放限额》(项目编号20111258-Q-610)由中国有色金属工业标准计量质量研究所、中国铝业股份有限公司山东分公司等负责起草,标准性质确定为强制,为首次制定,完成时间为2012年,技术归口单位为全国有色金属标准化技术委员会。
1.2 主要工作过程到目前,《电解铝生产全氟化碳排放限额》技术标准项目已进行了国内有代表性的企业调研,预审稿进行了五次讨论,形成现在的送审稿。
1.2.1 下发调研通知,确定调研内容2011年2月,全国有色金属质量计量标准研究所下发关于对标准《电解铝生产全氟化碳排放限额》调研的通知,调研内容主要是:通过走访征求对标准编制意见,了解各主要厂家近三年二氧化碳、全氟化碳排放情况,探讨制定排放限额分档的基本思路和依据。
1.2.2 征求意见,形成原始讨论稿根据调研通知,我们与有关企业进行了电话沟通,形成了《电解铝生产全氟化碳排放限额》技术标准的讨论稿。
2011年6月,在大连标准会议上轻金属分标委会对《电解铝生产全氟化碳排放限额》讨论稿进行了讨论,确定了基本文本格式,要求结合《铝电解排放烟气中全氟化碳的测试与计算方法》预审稿内容抓紧进行调研。
1.2.3 实地调研,形成第二次讨论稿2011年10月11日-17日,全国有色金属质量计量标准研究所、中国铝业山东分公司对主持制定的国家标准《电解铝生产全氟化碳排放限额》进行了调研走访。
受访单位有:中铝包头铝业有限公司、中电投宁夏青铜峡能源铝业集团有限公司、中铝兰州分公司、中铝青海分公司、黄河鑫业有限公司等5家单位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/XNEU 004-2009Q/XNEU 厦门纽优新型工艺有限公司产品体系工法Q/XNEU 004-2009纽优节能艺术墙板(NEU铝氟板)外墙外保温系统(一体化)2009-06-20 发布 2009-07-01 实施厦门纽优新型工艺有限公司发布前言本一体化系统工法是根据《建筑工程施工质量验收统一标准GB50300—2001》、《建筑节能工程施工质量验收规范》、GB50210-2001 《建筑装饰装修工程质量验收规范》GB50411-2007 《建筑节能工程施工质量验收规范》、GB50203-2002《砌体工程施工质量验收规范》、ISO4892-2《塑料暴露于实验室光源的方法》、GB50404-2007《硬泡聚氨酯保温防水工程技术规范》、QB/T 3806-1999《建筑物隔热用硬质聚氨酯泡沫塑料》、ASTM E84-08 《建筑材料表面燃烧特性测试方法》等而制定。
本一体化系统工法编写格式遵循了GB/T 1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》,标准技术要素符合GB/T1.2-2002《标准化工作导则第2部分标准中规范性技术要素内容的确定方法》,本一体化系统工法由厦门纽优新型工艺有限公司提出并负责起草。
本一体化系统工法主要起草人:黄绪银本一体化系统工法首次发布于2009年06月。
1、简介厦门纽优新型工艺有限公司《纽优节能艺术墙板(NEU铝氟板)外墙外保温系统(一体化)》(以下简称:一体化系统)是以既有的《PU(聚氨酯)文化石装饰外墙板》和《建筑幕墙》为基础,充分发挥本公司在聚氨酯领域的独特优势,结合当前外墙外保温系统的潮流,研制开发了一体化系统施工工法。
纽优硬泡聚氨酯NEU铝氟板是基于聚氨酯发泡过程中易于不同材料(除聚丙稀、聚乙烯、硅酮或氟乙烯等少数材料外)主动粘结的特点,在工厂将聚氨酯在饰面基材之间发泡并经过后续饰面处理或直接与带有饰面材料的板材/卷材发泡复合而得,是集保温和装饰于一体的新型墙体保温材料.聚氨酯保温层遇火后表面形成焦化层,可阻止火势的蔓延,故采用一体化系统解决了当前保温行业内的诸多问题.而且与干挂铝单板、干挂铝塑板、石材幕墙等价格昂贵、施工复杂、维修困难的因素相比较,在具有同等饰面效果的条件下,其优势就更加明显。
经国家建筑材料测试中心检测,一体化系统及其组成材料的性能符合国家和省市相关标准的规定。
一体化系统工法是在工程实践的基础上,汇集业内诸多专家、施工和设计人员的意见编制而成的。
公司已建成数家纽优外墙外保温体验馆、纽优经销商等,产品销售至国内外(如国外:日本、美国、澳大利亚,国内:新疆、重庆、福建等),受到社会各界人士的亲睐。
2、工法特点一体化系统施工工法主要具有以下特点:(1)保温性能好:采用硬泡聚氨酯作为保温材料,因为导热系数很小,所以具有优良的保温性能。
(2)工期短:一体化系统工法中只需在现场粘贴NEU铝氟板、锚固、嵌缝、打胶密封即可。
从以上工序可以看出它可以把大量的现场工人操作施工的挂网、抹灰、找平等工序转化到工厂内设备实现,缩短了施工周期,提高了产品质量的稳定性,较好的解决了保温层和墙体的隔离、面层开裂、平整度低的缺点,提高了系统的寿命。
(3)质量高:由于NEU铝氟板在工厂中预制而成,能够得到良好的质量监控,故对体系的质量可靠性有所增强;另外,由于工序较少,由于施工失误引起的质量隐患就更小。
(4)安全可靠:一体化系统工法采用粘贴和锚固相结合的方式,有效地保证了保温系统的安全性。
(5)造价低:就初期投入而言,一体化系统相对较高;但是,考虑到传统薄抹灰系统的质量相对不稳定和维修等费用,就整个保温系统寿命周期内,一体化系统费用更低。
(6)性价比:综合而言,一体化系统施工工法具有诸多优势,具有良好的社会和经济价值。
3、适用范围本工法适用于不同气候地区(特别是寒冷和严寒地区)新建建成筑和既有建成筑节能改造的外墙外保温工程;建成筑高度宜在100M以内。
相对来说,本系统和工法更适用于对外墙饰面效果要求高、施工工期要求短的外墙保温工程。
4、工艺原理一体化系统是以聚氨酯高效保温材料作为保温层,用水泥基胶粘剂将NEU铝氟板粘贴于基层(混凝土或各种砌体)墙体外表面(粘贴面积应大于40%),并辅以塑料膨胀锚栓锚固,确保NEU铝氟板与基层墙体的可靠边接;然后在相邻板块之间填充聚乙烯棒或聚氨酯棒等具有保温性能的弹性材料,避免板间缝口部位形成热桥;最后用耐候型密封胶嵌填板缝表面,可防止外界水分渗入保温系统。
基本构造见图4.0.1膨胀锚栓型固定件型固定件注:1、考虑到与建筑物勒角部位的板比较容易受破坏,以及配合土建方的地平施工,一般在施工时从第二块板开始贴板,把勒角部位的板留在最后贴。
2、Ⅰ型固定件用于起固定作用和承重作用的部位上(一般为NEU铝氟板的下口部位)。
Ⅱ型固定件用于起固定作用的部位上,(一般为NEU铝氟板的侧口和上口部位)。
图4.0.1-1一体化系统构造示意图(横向排列)饰面基材聚氨酯保温增强卷材纹理效果图4.0.1-2NEU铝氟板构造示意图不同基层墙体采用NEU铝氟板的厚度按表4.0.2选用。
5、材料与设备5.1主要材料技术指标5.1.1NEU铝氟板注:其他规格的尺寸允许偏差,可由供需双方商定。
5.1.3金属固定件6.16.2操作要点6.2.1现场踏勘(1)勘查工程项目概况,施工难度,脚手架的搭接情况或吊篮安装情况。
(2)查看水通、电通、及物料、运输等情况,并落实办公和材料库房场地。
(3)了解与施工有关联的施工单位的进展情况(如门窗安装、外墙抹灰等)。
6.2.2施工交底(1)自甲方处提供相应的建施图纸,并获悉具体施工面。
(2)与甲方、设计单位协商书面确定外墙分格方案和样板颜色。
(3)与有关联的施工单位商讨确定连接处的节点做法,并交甲方、设计院、监理,签字确认。
(4)根据招标文件和合同要求的施工工期、质量标准等编制施工组织设计方案,交与甲方和监理签字确认。
6.2.3基层检查与处理(1)操作要点基层墙体应干燥、平整、顺直、坚实。
基层表面应清洁,无油污、蜡、脱模剂等妨碍粘贴的附着物,凸起、空鼓和疏松部位应剔除并找平。
找平层应与墙体粘结牢固,不得有胶层、空鼓、有害裂缝。
面层不得有粉化、起皮、爆灰等现象。
A:新建墙体a)检查基层墙体的墙面平整度、立面垂直度、阴阳角方正度。
如果达不到普通抹灰的要求,应采用1:3水泥砂浆或聚合物水泥砂浆重新进行找平处理。
b)若基层有空鼓和起壳现象,应凿掉并用1:3水泥砂浆或聚合物水泥砂浆重新进行找平处理。
c)检查门窗洞口的方正度和一致性,如果达不到普通抹灰的要求,应采用1:3水泥砂浆或聚合物水泥砂浆重新进行找平处理。
d)若砂浆层裂缝≥2mm,应敲击检查进行处理。
B、旧墙体a)若基层墙体为面砖等时,墙体检查清理完毕后应用墙体界面剂(0.8公斤每平方以内的用量)滚涂两遍。
b)若基层墙体为涂料饰面时,检查涂料是否有粉化开裂现象,如有能铲掉即铲掉,如铲不掉则封闭或用封底专用胶进行处理。
c)检查腻子附着情况,如不合格即铲掉再涂刷界面剂。
d)墙体为干粘石饰面时,检查其粘结强度,如不合格则清理掉并涂刷界面剂。
e)在旧墙体经界面处理后,检查基层墙体的墙面平整度、立面垂直度、阴阳角方正度。
如果达不到普通抹灰的要求,应采用1:3水泥砂浆或聚合物水泥砂浆重新进行找平处理。
f)现场检测胶粘剂与基层的粘结强度,应不小于0.3MPa。
(2)工序质量标准表面平整度≤4mm,立面垂直度≤4mm,阴阳角方正度≤4mm。
6.2.4建筑物外立面实际尺寸的测量(1)工具:激光经纬仪、水平管、钢卷尺、墨斗、红蓝铅笔、十字激光仪(2)施工方法:a)利用激光经纬仪的测量点弹出垂直控制线、利用十字激光仪的测量点弹出水平控制线。
b)由控制线处开始测量出建筑物门窗、线条、墙体等的实际尺寸。
c)根据测量数据绘制建筑外立面草图。
(3)注意事项a)在测量时钢卷尺要拉直,用水平管时管道里应无气泡。
b)弹线时墨线绷紧,且墨线的线宽不能过粗。
6.2.5计算机分格优化处理(1)工具:计算机(2)施工方法:a)在计算机上绘制出建筑外立面草图。
b)根据与甲方、设计院确定方案再结合板材的规格优化排版分格方案。
(3)注意事项:a)在阴阳角处要注意加保温厚度和胶粘剂厚度。
b)分格时要合理的利用板材,降低损耗。
c)分格时要注意外立面的美观效果。
6.2.6施工准备与技术要点(1)作为条件准备a)基层墙体基层墙体经过工程验收达到质量标准,墙面的残渣和脱模剂清理干净,墙面平整度超差部分已剔凿或修补,伸出墙面的(设备、管道)联结件已安装安毕。
外保温施工的墙体基面的尺寸偏差应符合普通抹灰的规定。
在轻质墙体上施工或对既有建筑进行外保温改造时,需对外保温墙体表面进行检查,通过计算验证,确认其与所用胶粘剂达到应有的粘结强度。
即F=B*S≥0.1N/m㎡式中,F——应有的粘结强度(N/ m㎡)B——基层墙体与所用胶粘剂的实测粘强度(N/ m㎡)S——粘结面积率对于未达到应有的粘结强度的墙面应彻底清理原外墙面层,剔除暴皮、粉化、松动、裂缝空鼓部分,进行修补,加固找平。
经处理后的墙体如仍不能满足要求,应根据实测数据设计特定的联结方案。
b)门窗口门窗洞口经过验收,洞口尺寸位置达到设计要求和质量验收标准;门窗框或附框安装完毕。
c)气候条件操作环境和基底温度不低于5℃,风力不大于5级,雨天不得施工(室内除外)。
厦季施工,施工面应避免阳光直射,必要时可在脚手架上搭设防晒布,遮挡墙面。
如施工中突然遇降雨,应采取有效措施,防止雨水冲刷墙面。
d)施工工具电闸箱、电动搅拌器、角磨机、电锤、称量衡器、密齿手锯、壁纸刀、剪刀、螺丝刀、钢丝刷、腻子刀、抹子、阴阳角抿子、托线板、2M靠尺、墨斗等。
(2)材料准备材料进场后按照相关标准或规范规定的技术要求进行验收。
材料应分类挂牌存放:NEU铝氟板应按我司包装说明存放,液态胶存放温度不得低于5℃;粉料应防潮、防雨淋。
根据分格图纸确定现场的保温面积,由保温面积和单位面积的材料用量定额可计算出一体化系统其各种组成材料的用量。
通过计划的每天施工消耗材料量分批准备妥当材料。
(3)人员与机具准备根据工程的施工工期和NEU铝氟板施工的人工定额确定施工人员的数量,由承建工队的人数合理规划一定量的施工机具,并落实机具存放地和施工人员住宿等问题。
(4)技术要点a)根据建筑面立面特点,以楼层为基准,施工层从下至上施工,水平方向应出墙角及门窗处向两侧粘贴(对整栋建筑面言,施工顺序为由上至下)。
b)夏季时避免在阳光直射和没有防护网的环境下进行施工,环境温度不得高于40℃,冬季施工的环境温度不低于5℃,5级大风及雨天停止施工,且在雨天设置遮雨措施。
6.2.7弹分格线、拉平整度控制线(1)材料:施工线(铁丝)、水泥钉;(2)工具:墨斗、激光经纬仪、十字激光仪、水平管、钢卷尺、红蓝铅笔。