MAZAK M-PLUS系列SYSTEM SETUP要领书
卧式MAZAK加工中心培训资料

MAZAK卧式加工中心培训资料一、程序的建立:分两种情况:1、MAZAK 编程2、EIA/ISO编程二、R点在哪设定?在MAZAK编程时R点是Z方向相对参考基面往上安全距离3mm,其值是在用户数据D41中设定,也可以设定为5mm或其它值三、大刀径如何设定四、EIA/ISO模式下如何按MAZATROL刀具数据的刀具补偿⑴通过参数选择,使用MAZATROL刀具数据的刀具直径、刀具长度数据能够进行刀具长度补偿、刀具直径补偿。
⑵通过使用参数,选择要不要使用MAZA TROL刀具数据用户参数:F92 位7=1:使用MAZA TRO“刀具资料”的“刀具径”(刀具直径数据)进行刀具直径补偿。
F93 位3=1:使用MAZA TRO“刀具资料”的“刀具长度”(刀具长度数据)进行刀具长度补偿。
F94 位2=1:以参考点返回指令设定成不至于取消使用MAZATROL刀具数据进行的刀具长度补偿F94 位7=1:使用MAZA TROL刀具数据的直径、长度补偿或补偿号码(F94位7=0时使用刀具偏移画面的补偿量)⑶刀具长度补偿1、功能即使不在程序上指令,也能够以对应指令刀具号码的MAZATROL刀具数据的“刀具长度”(刀具长度数据)自动进行刀具长度补偿2、设定方法参数设定成F93位3=1,F94位2=1。
3、详细说明⑷刀具数据改写(自动运转中)1、功能:在EIA/ISO程序进行MAZAROL刀具数据的改写2、设定方法:参数设定为L57=13、详细说明:在EIA/ISO程序运转时,可以改写主轴刀具以外的全部数据注意1:关于MAZATROL程序与EIA/ISO程序的判别,包括子程序按照执行中的程序是哪一个来进行。
(当时,主程序=MAZA TROL,子程序=EIA/ISO时,视为MAZA TROL程序。
)注意2:EIA/ISO程序运转时,如果进行了主轴刀具的数据变更,将成为“428禁止输入(自动加工进行中)”五、程序刀具补充输入:G101、功能及目的通过G10指令能够从程序进行刀具补偿、工件补偿、参数的设定或改变。
MAZAK加工中心作业指导书

MAZAK加工中心作业指导书(工序号OP1300;工序名:加工左右侧斜孔;加工程序:OP1300)(注:工作时必须穿戴好劳保用品,保护好自己;严格执行工艺要求,落实三检制,三不原则)一、开机前的准备确认工作1.检查上一班次设备交接班记录本及点检量检具并填写好记录;2.检查液压站、集中润滑站的油质油量,油位要求处于最高和最低之间,不足时添加,变质时更换;3.检查切削液是否达到液位要求,浓度是否达标(折光仪读数为2.6%--4.6%);4.检查机床内是否有异物,有则弄清楚原因并及时处理好;5.检查面板(手轮)上各按钮是否灵活有效,位置是否正确,机床指示灯是否正常;最低最高6.检查刀具及工装是否完好、紧固,并填写好相关记录7.检查各防护门是否安全有效二、启动机床过程及加工前准备:(启动前必须确认机床处于安全状态)1.确认机床安全后,打开机床总开关(注:此开关一般情况下常开);2.启动操作面板,等面板完全启动好后,开启机床照明灯,顺时针旋转打开急停按钮,并启动机床液压;3.手动回零(先回Z轴,然后回其它各轴),然后检查各气压表是否正常并检查刀具情况(保证数据正确、刀号与刀套号是否对应、查看刀具磨损情况、保证无崩刃、断刀现象);操作面板处防护门刀库防护门上下料处防护门4.确认切削液等是否全部选择自动,如果没有要全部选择自动;5.检查工装夹具各压块及辅助定位装置拧紧情况(保证热机时无干涉),一切正常无误后,然后选择热机程序(REJI)进行热机3—5分钟后复位返回位置界面并各轴回零,把各进给倍率打到最低;三、加工过程操作1、检查待加工零件是否有缺陷并确认待加工状态是否正确,确认可加工后才能进行上料装夹(装夹时要擦干净零件和工装的各定位面定位销并注意落销,然后预紧各压块→逐个拧紧各辅助支撑→拧紧各压块→检查确认零件定位面和工装定位块件无缝隙→关上料处防护门并按下“一次工作循环”按钮);2、选择加工主程序(OP1300),再次确认刀具数据正确、切削液等全部选择自动后打开排屑装置,选择自动加工键;查看是否磨损、崩刃或断刀3、首件加工,必须先确认各进给倍率打到10%以下才能按循环启动按钮,观察第一把刀是否调对(如不对必须马上停止),却认第一把刀调对后,必须在进给倍率为10%以内进行观察加工,确认无语后逐步增大进给倍率直到100%后运行加工;4、首件加工,操作者必须全过程监控,看是否有异常现象,听是否有异常响声,从而确保出现异常时能及时停止加工并进行处理;5、加工完后,用机床上水枪把零件上铁屑冲洗掉并用气枪吹干、下料(注意下料时吊车要摆正,不要拉销,在零件吊离工装后,必须用水枪把副油道内的铁屑清理干净);6、把加工好的零件吊到检测台上进行自检,然后通知专检员来专检,自检、专检合格后送入车间三坐标进行检测;然后进行下一件加工。
MAZAK机床操作说明书

MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。
M-System MD7ST 产品说明书

BEFORE USE ....Thank you for choosing M-System. Before use, please check contents of the package you received as outlined below .I f you have any problems or questions with the product, please contact M-System’s Sales Office or representatives. ■PACKAGE INCLUDES:Surge protector ....................................................................(1) ■MODEL NO.Confirm Model No. marking on the product to be exactly what you ordered.■INSTRUCTION MANUALThis manual describes necessary points of caution when you use this product, including installation, connection and basic maintenance procedures.When using this product in potentially explosive atmos-phere or hazardous (classified) location, you have to follow the safety procedure to install it. Please refer to “SAFE IN-STALLATION MANUAL” for each type of certification.LIMITATION APPLICABLE TO M-RESTERThe M-RESTER will protect electronics equipment from damage caused by lightning by absorbing most of the surge voltages.However, M-RESTER may not be effective against cer-tain extremely high voltages caused by a direct or almost direct hit by lightning.M-RESTER must be installed according to this installa-tion / instruction manual.GENERAL■FUNCTION & FEATURES• High discharge current capacity 20 kA (8 / 20 µs), 1 kA (10 / 350 µs)• Ultra-thin 7-mm-wide module can be mounted in high density• Excellent protection employing multi-stage SPD circuits • DIN rail mounting and grounding • Shield terminal provided ■SPECIFICATIONS See Table 1.Table 1. SpecificationsMODEL NO.NOMINAL VOLTAGE MD7ST -24MD7ST -60SHLD TERMINAL FF FG GF GG FF FG GF GGMax. continuousoperating voltage (Uc)Line to Line 30V 70VLine to Earth ±160V 30V ±160V 70V Line to SHLD±160V 30V ±160V 70V SHLD to Earth±160V short ±160V short ±160V short ±160V shortVoltage protection level (Up)@4kV (1.2 / 50 µs)Line to Line 60V 115VLine to Earth ±800V ±60V ±800V ±115VLine to SHLD±1200V ±800V ±60V ±1200V ±800V ±115V SHLD to Earth±800V short ±800V short ±800V short ±800V shortLeakage current @Uc Line to Line ≤5µA ≤5µA Other sections ≤5µA ≤5µA Response time Line to Line≤4 nsec.≤4 nsec.Other sections≤20 nsec.≤20 nsec.Max. discharge current (Imax)20kA (8 / 20 µs), 1.0kA (10 / 350 µs)Nominal current (I N )250mAInternal series resistance Without fuse 4.7Ω ±10% per line 10Ω ±10% per line With fuse 7.5Ω ±10% per line 12.5Ω ±10% per line056 222 38 18SEN TRONIC AGPOINTS OF CAUTION■ENVIRONMENT• Indoor use.• When heavy dust or metal particles are present in the air, install the unit inside proper housing with sufficient ventilation.• Do not install the unit where it is subjected to continuous vibration. Do not subject the unit to physical impact.• Environmental temperature must be within -25 to +85°C (-13 to +185°F) with relative humidity within 30 to 90% RH in order to ensure adequate life span and operation.• This unit needs a DIN rail as earth grounding bar. Ox-ide coating of an aluminium rail may lower the electric conductivity between this module and the ground. Use a steel or copper rail.■DIELECTRIC STRENGTH TESTING• The surge protector starts discharging when 160V or greater voltage (with floating shield type) or several volts (with grounding shield type) is applied between lines and earth. Remove the grounding wire before conducting a test. Be sure to return the wire after the test.■AND ....• We recommend that you keep spare surge protectors so that you can replace them when necessary.• Lightning surge can enter not only through signal lines but also through power supply lines. We recommend that you also use the Lightning Surge Protector for Power Lines for adequate protection. COMPONENT IDENTIFICATION*Option identified by model number suffix.INSTALLATIONMount the unit on a DIN rail. Once installed, do not move it to another DIN rail.■MOUNTING THE UNIT ON A DIN RAILA) Hang the upper hook of the DIN rail mounting adaptor at the rear side of unit, on the DIN rail.B) Push in the lower in keeping pressing the unit to the DIN rail.C) DIN rails generally have slight individual variability in size. If you find it difficult to push in the lower part, go back to (A) and hang the upper part more deeply onto the rail and try (B) again.■REMOVING THE UNITA) Push down the spring loader utilizing a minus screwdriv-er.B) Confirm that it is pulled enough down and pull out the lower part of the unit.C) Detach the upper part from the DIN rail.REPLACING FUSE1)Hang the tip of a minus screwdriver on the groove at ei-ther side of the fuse and push it out of the housing.2)I nsert a replacement fuse. There is no polarity for thefuse to be observed.TERMINAL CONNECTIONConnect the unit as in the diagram below .Be sure to ground the DIN rail on which the unit is mounted and cross-wire between the rail and FG terminal of the protected device as shown in Figure 1 in order to equalize the earth potential.When the unit is connected with a device which has no FG terminal, ground the surge protector only . ■EXTERNAL DIMENSIONS unit: mm (inch)8–M3 EURO■Figure 1. GROUNDINGCross-wire from the DIN rail to the metal housing of the protected device to equalize the ground potential.Ground only the surge protector when the protected device has no grounding terminal.■CAUTION WHEN WIRINGHold the module steady at the front when you tighten/loosen screw terminals.■CONNECTION DIAGRAM• Specify ‘Loop disconnect fuse’ type when multiple transmitters are connected to single power bus.• Loop disconnect fuse is used to separate a transmitter loop from the power bus when it fails in the shortcircuit mode.4 – 20mA Field-mount*1. O xide film on the surface of an aluminium rail may lower the electric conductivity between this module and the ground.Use a steel or copper rail.*2. B e sure to ground the DIN rail. Recommended grounding resistance ≤100Ω*3. C ross-wire between the DIN rail and the metal housing of the protected device to equalize the earth potential. Ground only the surge protector when the protected device has no ground terminal.*4. S hield wiring method is an example. Proceed according to the system requirements.WIRING INSTRUCTIONS■EURO TERMINALTorque: 0.3 N·mApplicable wire size: 0.2 – 2.5 mm2Stripped length: 8 mmMAINTENANCECheck surge protectors periodically. Many cases of light-ning are ignored, and even lightning at a far distance often causes inductive surges.We recommend that you check your surge protector about twice a year, before and after the rainy season. Check whenever you experience a strong lightning occurrence. Checking procedure is explained in the following:■CHECKINGWIRING1)Make sure that wiring is done as instructed in the con-nection diagram.2)Make sure that the DI N rail is connected to the metal enclosure of protected device.3)Make sure that the surge protector is securely attached to the DIN rail, and that the rail is grounded to earth.■DISCHARGE ELEMENT1)Remove all wiring connected to the surge protector when you test the module.2)Check resistance across the terminals indicated in Table 2 on the high resistance range of multimeter and confirm no conduction. The tester should show 10 MΩ or greater.3)Confirm conduction across the same terminals with a 500 V DC 1000 MΩ insulation tester. The tester should show 20 MΩ or less.With loop disconnect fuse option, confirm conduction across the following terminals on the high resistance range of multimeter. The tester should show 15 Ω or less.1 – 4,2 – 5Polarity of the insulation tester does not matter.4)I f any of the above tests shows negative, replace the surge protector.Table 2.TERM.MODEL MD7ST-xFF MD7ST-xFG MD7ST-xGF MD7ST-xGG4 – 5Yes Yes Yes Yes4 – 8No Yes Yes Yes5 – 8No Yes Yes Yes8 – 5No No Yes Yes5 – DIN rail Yes Yes No Yes8 – DIN rail Yes No Yes No Note 1: A pply (+) voltage of the multimeter to the terminal number indicated on the left side.Note 2: Polarity does not matter for the insulation tester.。
M-System产品使用前注意事项说明书

BEFORE USE ....Thank you for choosing M-System. Before use, please check contents of the package you received as outlined below.If you have any problems or questions with the product, please contact M-System’s Sales Office or representatives.■PACKAGE INCLUDES:Signal conditioner (body + base socket) (1)Input resister (2)Input resistors are provided only with current input type.■MODEL NO.Confirm Model No. marking on the product to be exactly what you ordered.■INSTRUCTION MANUALThis manual describes necessary points of caution when you use this product, including installation, connection and basic maintenance procedures.POINTS OF CAUTION■POWER INPUT RATING & OPERATIONAL RANGE• Locate the power input rating marked on the product and confirm its operational range as indicated below:AC power: R ating ±10%, 50/60 ±2 Hz, approx. 2VA(approx. 3VA with Option /E2)DC power: R ating ±10%, approx. 2W(approx. 3W with Option /E2)or 85 – 150V, approx. 2W for 110V rating■GENERAL PRECAUTIONS• Before you remove the unit from its base socket or mount it, turn off the power supply and input signal for safety.■ENVIRONMENT• Indoor use.• When heavy dust or metal particles are present in the air, install the unit inside a proper housing with sufficient ventilation.• Do not install the unit where it is subjected to continuous vibration. Do not subject the unit to physical impact.• Environmental temperature must be within -5 to +60°C (23 to 140°F) with relative humidity within 30 to 90% RH in order to ensure adequate life span and operation.■WIRING• Do not install cables close to noise sources (relay drive cable, high frequency line, etc.).• Do not bind these cables together with those in which noises are present. Do not install them in the same duct.■AND ....• The unit is designed to function as soon as power is sup-plied, however, a warm up for 10 minutes is required for satisfying complete performance described in the data PONENT IDENTIFICATION■HOW TO OPEN THE FRONT COVER:Hang your finger on the hook at the top of the front cover and pull.■FRONT PANEL CONFIGURATIONS• Option /E • Option /E2INSTALLATIONDetach the yellow clamps located at the top and bottom ofShape and size of the base socket are slightly different with varioussocket types. ■DIN RAIL MOUNTINGSet the base socket so that its DIN rail adaptor is at the bot-tom. Hang the upper hook at the rear side of base socket on the DIN rail and push in the rail adaptor utilizing a minus screwdriver and pull.■WALL MOUNTING Refer to “EXTERNAL DI-MENSIONS.”TERMINAL CONNECTIONSConnect the unit as in the diagram below or refer to the connection diagram on the top of the unit.When an input resistor is provided with the module, attach it together with input wiring to the input screw terminals. ■EXTERNAL DIMENSIONS unit: mm (inch)CLAMP• When mounting, no extra space is needed between units.■CONNECTION DIAGRAM*Input shunt resistor attached for current input.U(+)V(–)■TERMINAL ASSIGNMENTS unit: mm (inch)INPUT RESISTORInput shunt resistor attached for current input.*2. Subtracted value.SIMPLE LOOP TEST OUTPUT Option /E2 Simulated 0% and 100% output is available with Option /E2. Switch the Loop Test Selector positions.Top position: 0% fixedMiddle position: 100% fixedBottom position: C ancel the loop test mode(Back to the normal operating mode) CHECKING1) Terminal wiring: Check that all cables are correctly con-nected according to the connection diagram.2) Power input voltage: Check voltage across the terminal 7 – 8 with a multimeter.3) Input: Check that the input signal is within 0 – 100% of the full-scale.4) Output: Check that the load resistance meets the de-scribed specifications.ADJUSTMENT PROCEDUREThis unit is calibrated at the factory to meet the ordered specifications, therefore you usually do not need any calibration.For matching the signal to a receiving instrument or in case of regular calibration, adjust the output as explained in the following.■HOW TO CALIBRATE THE OUTPUT SIGNALUse a signal source and measuring instruments of sufficient accuracy level. Turn the power supply on and warm up for more than 10 minutes.1) ZERO: Apply the input signals which should lead the calculated result as 0%, and adjust output to 0%.2) SPAN: Apply the input signals which should lead the calculated result as 100%, and adjust output to 100%.3) Check ZERO adjustment again.4) When ZERO value is changed, repeat the above proce-dure 1) – 3).EQUATIONOutput = K1 × Input 1 – K2 × Input 2(K1 × Input 1 > K2 × Input 2)K1, K2: 0.10 – 2.00 (parameters)Output, Input 1 × K1, Input 2 × K2: 0 – 100%K1, K2 are ex-factory specified. MAINTENANCERegular calibration procedure is explained below:■CALIBRATIONWarm up the unit for at least 10 minutes. Apply the input signals which should lead the calculated results as 0%, 25%, 50%, 75% and 100%. Check that the output signal for the respective input signal remains within accuracy described in the data sheet. When the output is out of tolerance, re-calibrate the unit according to the “ADJ USTMENT PRO-CEDURE” explained earlier.LIGHTNING SURGE PROTECTIONM-System offers a series of lightning surge protector for protection against induced lightning surges. Please contact M-System to choose appropriate models.。
马扎克MAZAK说明书维修保养培训-QTN

2016/11/4
17
售后服务科培训教室
2.主轴
卡盘拆卸
检测油缸跳动
2016/11/4
18
售后服务科培训教室
2.主轴
卡盘保养 卡盘每天添加润滑脂
油缸保养 定期清理油缸后部切屑
2016/11/4
19
售后服务科培训教室
3.刀塔
刀塔结构
2016/11/4
20
售后服务科培训教室
3.刀塔
刀塔结构
2016/11/4
2.轴承外预压量测量 测量轴承累计高度及轴承座高度,根据固定的预压量,换算端盖端盖配磨量。 3.轴承内圈预压量(主轴锥面) 利用GB规,根据主轴锥度,将直径测量值换算成轴向预压量,配磨轴环。
2016/11/4
10
售后服务科培训教室
1.主轴
主轴装配与检测
2016/11/4
11
售后服务科培训教室
1.主轴
单元组装完成后主轴连接盘精度检测
组装完成后进行主 轴连接盘精度 检测,要求: 端面跳动0.01mm PLG 与测速盘之间 的调整间隙要求为: 0.15MM
主轴箱翻转过来后,进行同轴度的测量要求为0.04mm以内。 也要进行垂直度的测量要求为0.04mm以内。
2016/11/4 12
售后服务科培训教室
2016/11/4
37
售后服务科培训教室
7:原点调整方法
刀塔原点调整:
1:刀塔原点调整作业指导书—手动 2:刀塔原点调整作业指导书—MRJ2
2016/11/4
38
售后服务科培训教室
谢谢!
2016/11/4
39
售后服务科培训教室
2.主轴
M-System产品使用前检查包装内容说明书

BEFORE USE ....Thank you for choosing M-System. Before use, please check contents of the package you received as outlined below.If you have any problems or questions with the product, please contact M-System’s Sales Office or representatives.■PACKAGE INCLUDES:Signal conditioner(body + base socket + input resistor) (1)Input resistor is provided only with current input type.■MODEL NO.Confirm M odel No. marking on the product to be exactly what you ordered.■INSTRUCTION MANUALThis manual describes necessary points of caution when you use this product, including installation, connection and basic maintenance procedures.POINTS OF CAUTION■POWER INPUT RATING & OPERATIONAL RANGE• Locate the power input rating marked on the product and confirm its operational range as indicated below:AC power: Rating ±10%, 50/60 ±2 Hz, approx. 3VADC power: Rating ±10%, approx. 2W■GENERAL PRECAUTIONS• Before you remove the unit from its base socket or mount it, turn off the power supply and input signal for safety.■ENVIRONMENT• Indoor use.• When heavy dust or metal particles are present in the air, install the unit inside proper housing with sufficient ventilation.• Do not install the unit where it is subjected to continuous vibration. Do not subject the unit to physical impact.• Environmental temperature must be within -5 to +55°C (23 to 131°F) with relative humidity within 30 to 90% RH in order to ensure adequate life span and operation.■WIRING• Do not install cables close to noise sources (relay drive cable, high frequency line, etc.).• Do not bind these cables together with those in which noises are present. Do not install them in the same duct.■AND ....• The unit is designed to function as soon as power is sup-plied, however, a warm up for 10 minutes is required for satisfying complete performance described in the data PONENT IDENTIFICATIONINSTALLATIONDetach the yellow clamps located at the top and bottom ofShape and size of the base socketare slightly different with varioussocket types.■DIN RAIL MOUNTINGSet the base socket so that itsDIN rail adaptor is at the bot-tom. Position the upper hookat the rear side of base socketon the DIN rail and push inthe lower. When removing therail adaptor utilizing a minusscrewdriver and pull.■WALL MOUNTINGRefer to “EXTERNAL DI-MENSIONS.”TERMINAL CONNECTIONSConnect the unit as in the diagram below or refer to the connection diagram on the front of the unit.When an input resistor is provided with the module, attach it together with input wiring to the input screw terminals. ■EXTERNAL DIMENSIONS unit: mm (inch)CLAMP• When mounting, no extra space is needed between units.■CONNECTION DIAGRAM*Input shunt resistor attached for current input.U(+)V(–)■TERMINAL ASSIGNMENTS unit: mm (inch)INPUT RESISTORInput shunt resistor attached for current input.CHECKING1) Terminal wiring: Check that all cables are correctly con-nected according to the connection diagram.2) Power input voltage: Check voltage across the terminal 7 – 8 with a multimeter.3) Input: Check that the input signal is within 0 – 100% of the full-scale.4) Output: Check that the load resistance meets the de-scribed specifications.ADJUSTMENT PROCEDUREThis unit is calibrated at the factory to meet the ordered specifications, therefore you usually do not need any cali-bration.For matching the signal to a receiving instrument or in case of regular calibration, adjust the output as explained in the following.■HOW TO CALIBRATE THE OUTPUT SIGNALUse a signal source and measuring instruments of sufficient accuracy level. Turn the power supply on and warm up for more than 10 minutes.1) ZERO: Apply 0% input and adjust output to 0%.2) SPAN: Apply 100% input and adjust output to 100%.3) Check ZERO adjustment again with 0% input.4) When ZERO value is changed, repeat the above proce-dure 1) – 3).MAINTENANCERegular calibration procedure is explained below:■CALIBRATIONWarm up the unit for at least 10 minutes. Apply 0%, 25%, 50%, 75% and 100% input signal. Check that the output signal for the respective input signal remains within accu-racy described in the data sheet. When the output is out of tolerance, recalibrate the unit according to the “ADJUST-MENT PROCEDURE” explained earlier. LIGHTNING SURGE PROTECTIONM-System offers a series of lightning surge protector for protection against induced lightning surges. Please contact M-System to choose appropriate models.。
mazake操作面板 操作面板功能键的介绍
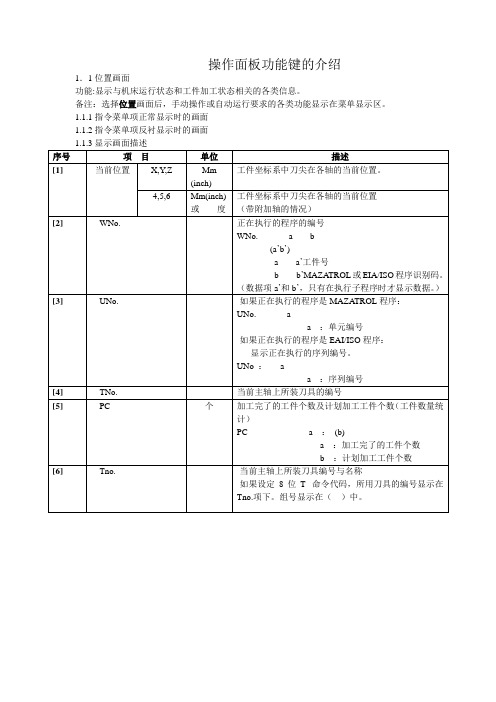
操作面板功能键的介绍
1.1位置画面
功能:显示与机床运行状态和工件加工状态相关的各类信息。
备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区。
1.1.1指令菜单项正常显示时的画面
1.1.2指令菜单项反衬显示时的画面
注
* 含有G28的程序段
* EOB(程序结束)程序段
MAZATROL程序运行时,当内部控制指令与上述命令相吻合时,不显示。
注 2 :因为相关刀尖路径自动插入,对于具有直径补偿的外角加工,有时程序中没有的指令也回显示出来。
1.2.机床显示面板图如下:
2.机床操作面板图如下
注:第一次回原点是指机床断电开机后机床回零那一次;第二次回原点是指第一次回零后的所有回原点的操作。
马扎克MAZAK说明书QTN全功能车床结构及选项介绍-精品文档
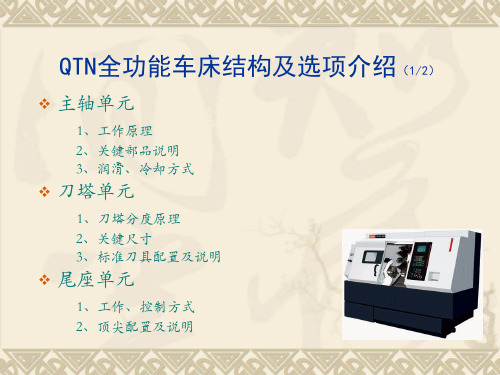
❖ 主轴单元
1、工作原理 2、关键部品说明 3、润滑、冷却方式
❖ 刀塔单元
1、刀塔分度原理 2、关键尺寸 3、标准刀具配置及说明
❖ 尾座单元
1、工作、控制方式 2、顶尖配置及说明
QTN全功能车床结构及选项介绍(2/2)
❖ 驱动单元 ❖ 液压单元 ❖ 气动系统 ❖ 冷却单元 ❖ 润滑单元 ❖ 标准选项
3
53208000301 23418041090
1
53208000100 23208084890
53208000400 23208103090
2
53208000201 43201948870
5
53178010101 33178132490 Φ32
1
53178010201 33178132480 Φ25
自动卸除已加工完零件;与棒料输送 机复合使用时,可自动运行。因减少 了开关前面的操作,可减少工件加工 的循环时间。
标准选项(8/11)
12. 液压压力互锁(压力保证)
通过压力开关检测压力,控制机床的停止动作。
13. 卡盘开闭确认
安全作业选项 在使用棒料输送机及自动装卸 工件时,必须选用该选项。
标准选项(9/11)
在操作者离开现场时,加工完毕后,电源自动关断。 注:使用机械手及棒料输送机时,不可选用该选项。
标准选项(5/11)
7. 卡爪自动开闭
控制方式:利用M代码自动控制卡爪的开、闭 适用场合:使用棒料输送机及机械手
卡盘张开:M06 卡盘闭合: M07
8. 卡爪气吹
运行时,在卡盘的上部装有喷嘴,以去除工件和 卡盘上的铁屑,适合在使用棒料输送机及机械手 时使用。
Mazak立式加工中心重新设定ATC臂电气原点作业指导书
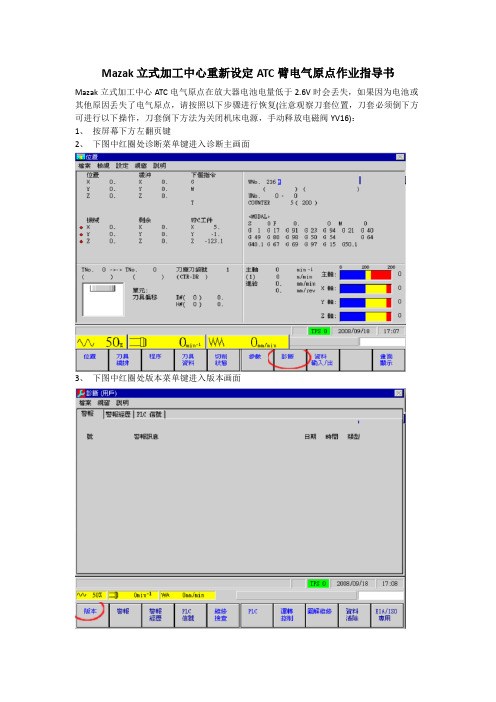
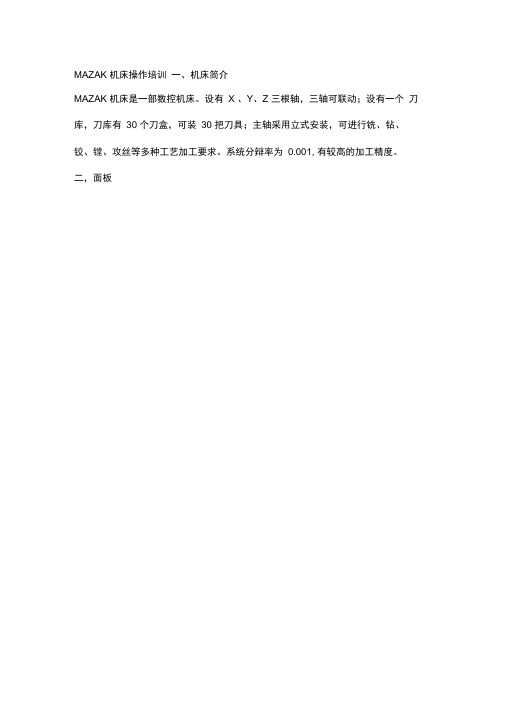
Mazak立式加工中心重新设定ATC臂电气原点作业指导书Mazak立式加工中心ATC电气原点在放大器电池电量低于2.6V时会丢失,如果因为电池或其他原因丢失了电气原点,请按照以下步骤进行恢复(注意观察刀套位置,刀套必须倒下方可进行以下操作,刀套倒下方法为关闭机床电源,手动释放电磁阀YV16):1、按屏幕下方左翻页键2、下图中红圈处诊断菜单键进入诊断主画面3、下图中红圈处版本菜单键进入版本画面4、在版本界面,按机床屏幕下方右翻页键5、现在就可以从机床操作面板直接输入密码1131,如下图所示11316、输入1131后,按机床操作面板上的“INPUT”7、打开机床数据编辑锁。
8、按屏幕下方左翻页键,点击下图红圈处参数菜单,进入参数菜单界面。
9、点击下图红圈处PLC参数菜单,进入PLC参数菜单界面。
10、点击下图红圈处RB参数菜单。
(VTC-160将R2105参数0043更改为4043)11、选择RB12号参数,然后点击下图红圈处位输入菜单。
12、选择RB12号参数,然后点击下图红圈处位6菜单,使位6菜单点亮。
13、关闭系统,等待10秒开启系统。
14、按机床面板上扳手键,然后点击下图红圈出F0菜单,进入机械菜单。
15、按机床面板上右软键。
16、同时按住MF1+MF2+ATC臂原点模式菜单键使ATC臂原点模式菜单键点亮,同时按住MF1+MF2+ATC臂原点设置菜单键使ATC臂原点设置菜单键点亮。
17、按ATC臂马达CW或ATC臂马达CCW菜单键,使ATC臂原点模式和ATC臂原点设置键灯熄灭,完成ATC电气原点的设置。
18、关机——开机。
19、重新进入ATC臂调整界面,重复点击ATC臂0度键,直到该菜单键灯点亮。
20、用三件套检查ATC臂位置是否正确,如果不正确,调整ATC臂后按以上步骤重新设定ATC电气原点。
21、重新进入设置,将RB12号参数位6灯熄灭,关机——开机,完成整个ATC臂零点的设置。
马波斯气动量仪气电转换放大器调整说明书(优选)word资料

马波斯气动量仪气电转换放大器调整说明书(优选)word资料马波斯气动量仪气电转换放大器灵敏度及零位调整操作说明书一、概略各部图示:放大器电源a.灵敏度调节钮(倍率调节钮。
d.放大器进气口。
b.零位调节钮。
e.排气口。
c.放大器出气口(至气测头。
f.电源指示灯。
g.电源开关。
二、测量前准备1.按要求准备好马波斯工作的电源和气源。
(供气压力0.15~0.2Mpa,供气压力恒定,气源干燥无水、无油2.将“灵敏度调节钮”、“零位调节钮”右旋到底(全部关闭。
三、确认当前测量事件对于放大器灵敏度和零位所需要调节的方向,方法如下:1.样件或标准环选用的原则:1.1 要避免样件圆度及锥度不良对测量所造成的误差。
1.2 要尽量按照工艺控制上下限的范围选用样件。
2. 准备好二个已经标定好实际尺寸的产品样件或标准环,按标定值计算出它们的绝对值差如 D1 = V1max-V1min;3. 将两个样件分别放入气动测头,按触摸屏显示值计算出它们的绝对值差如D2 = V2max-V2min;4. 调整方向的确定:如D1 > D2,则“灵敏度调节钮”和“零位调节钮”都要统一向右调节; 如D1 < D2,则“灵敏度调节钮”和“零位调节钮”都要向左调节。
四、内径测量调整举例说明:1. 假定两个产品样件标定值分别为 V1max = -1μm;V2max = -10μm;则 D1 = V1max-V1min = -1-(-10=9μm;那么D = D1/2 = 9/2 = 4.5μm;2.将气动测头放入大尺寸样件,调节“灵敏度调节钮”直至触摸屏显示值 = D= 4.5μm;3.将气动测头放入小尺寸样件,调节“零位调节钮”直至触摸屏显示值 = -D= -4.5μm;4.再将气动测头放入大尺寸样件,调节“灵敏度调节钮”直至触摸屏显示值 =D = 4.5μm;5.再将气动测头放入小尺寸样件,调节“零位调节钮”直至触摸屏显示值 = -D = -4.5μm;6.反复多次直至气动测头放入大尺寸样件显示值= 4.5μm;气动测头放入小尺寸样件显示值 = -4.5μm;7.最后将气动测头放入小尺寸样件,调节“零位调节钮”使显示值 = -10μm即可。
Mazak QA Platform 4.0 产品说明书

Joint Simulation Tool CheckMobile STbench for fast and reliable quality testing of tool performance.Non-Torque CheckFull operator guidance for any non-torque related checks managing full traceability, assignable causes and corrective action.Dimensional CheckAutomatic dimensional check traceability can be performed with STpad or STpalm.Joint CheckSTpad and STpalm add visual guidance, flexibility andtraceability to residual checks with STwrench.Turn data into valuable insight23453Automatic Station Spindle, Multispindle and Robot station can be easily tested with IRC-Connect and STpad for testing on automated stations.1124With QA Platform 4.0 you can make sure that every step of quality assurance is under control. Document your results and turn them into valuable data, to give you quality assurance over time.The more insight you have on quality process performance the more accurate actions you can take – this is imperative for the complete quality of the assembly line.In-line tool Check Simple andeffective test in the line with STa 6000.77Visual Check Standardization and FullTraceability of visual test like go-no go test and defects correction.8Quality Process Control Schedule operator tasks and monitor the process with QA Supervisor – easily accessible from your PC.6856You can connect to QA Supervisor from any device with a web browser connection.Measuring with accuracy As a reliable base, you have products that measure every application result.The Atlas Copco STbench and our transducers. Theese products makes sure you can test tool capability – either in the crib or along the line.Collecting and executing To take care of the datareported from the tools, you have products that collect the data.With the STpad and STpalm at hand, you can program tests, guide your operators in execution and collect results. And with the STa6000 you can collects data on tool performance, repeatability and accuracy for all types of power tools and torque wrenches.Managing and verifying Overlooking this, you have the QA Supervisor managing the process. QA Supervisor is installed on a server and can easily be accessed via a web browser. The software Quality Supervisor is the core of the solution – gathering data, delivering insight, and handing out tasks.With the QA Platform 4.0 you can cover all the aspects of quality assurance in your applications – with one single solution.The three stages of quality assuranceThe QA Platform 4.0 product portfolio, is a flexible modular solution for quality assurance with exact configuration for your applications. It is designed to meet your needs in three stages of quality assurance.Smart connected solutions for quality assuranceEach component of the platform has a modularity by itself, customize the solution to suit your needs.Improved testing speedThe new hydraulic system design allows for faster test start and an increased speed of tool under test. A new encoder increases the angle resolution, and the improved robust brushes increase transducer lifetime. Real traces from the actual joint are automatically uploaded.Fast tools testingIncluding TurbotightErgonomicLight, small andwirelessModularAccessibleMove to stationInnovative advanced solution for tool checkThe Atlas Copco STbench lets you test the tool capability in the crib or along the line. Meaning you no longer need to take the tool out off the floor and away to test center – and instead taking the test center to your tool. Together with an STpad it enables faster testing with up to 30 tests in just three minutes.This means you can calibrate your tools quick and convenient, controlling its performances along the line, preventing possible tool errors. Real time checking of tightenings with an advanced algorithm helps you to avoid operator errors and influence.Full accessibilityWith an advanced joint simulation from trace and multistep management you achieve a reliable high quality fastening the operator is fully guided in the complete test process.Equip your STbench with an STpad for full accessibility. Thanks to the removable STpad and IRC-Connect, you can reach automated stations, robots or difficult to reach areas.STbenchTesting of automated stationsThanks to IRC-Connect Smart Transducer you can deliver highest test reliability and operator independence in latest assembly technology such as robot and automated spindles. With an STpad or STpalm, you can have real time control over tightening results to assure the high quality you need for a satisfactory result. Through IRC-Connect your automated stations can be tested while the user performs other operations. And thanks to the STpad you have complete access to anything you need for the task, while gaining advantages of the portability of the STpad – and the non-dependency of connectivity that the IRC-Connect brings.IRC-Connect transforms your transducer to a smart wireless transducer. Data is safely stored, and the test is reliable in all working conditions.Fast tools testingIncludingTurbotightErgonomicLight, small andwireless ModularAccessibleMove to stationAutomatic StationHighest flexibility and operator guidance for residual torque checksWith the STwrench, STpalm or STpad you can benefit from the portability and access everything you need, wherever you are. The factory layout, including building, lines, stations and joints can be defined in QA Supervisor.Pictures can be added to guide the operator through STpador STpalm, that also features trace analysis.ResidualdetectionPatented real timealgorithm forresidual detectionFlexible route execution ModularityOperatorindependencyVisualizationTraces visualizationon STpad or STpalmRouteprogrammingJoint CheckVisual CheckOperator guidance for visual checksWith smart connected tools, you can measure you results with accuracy and efficiency. And when this is done, you need to collect and take care of the data reported. This is where the handheld devices STpad and STpalm make a difference.STpad and STpalm guide the operator also for those checks that don’t require numerical measurement, such as defects collection and go-no go test.QA Supervisor support you in the standardization of the visual checks optimizing the route according the layout of you factory.Using STpad and STpad, the effort of manual inputs and human error are eliminated, digitalizing the complete process. The advance guidance reduces the need of operator trainings.The full traceability is kept including barcode, assignable causes and corrective action.Every quality step of the way is digitalized. Even the important non-torque checks are reported digitally to provide you with a complete offer.Reporting measurements outside torqueThere will always be productions where non-torque related checks need to be conducted –and reported – manually.Non-Torque ChecksThese measurements can be crucial informationwhen working with quality assurance over thewhole production. So whereas torque is reportedautomatically into the system, measurementsfrom for example length or pressure, gaugeneeds to be reported manually to complete thebig picture.QA Platform 4.0 is a smooth way to record thisimportant data. With an easy to use interfaceand operator guidance, and the portability forperfect usability, the operator can report andstore data through the device, straight into thesystem.With QA Platform 4.0 you can set up anymeasurement criteria needed, independently ofwhat you are checking.Non-Torque ChecksManage your qualityassuranceMonitor the process and take care of reporting. You can collectand manage data to eliminate related problems and reduce production defects.Defective parts cause warranty costs and there are consequences for end-users as well as your brand image are a serious matter. From scheduling to reportingQA Supervisor is a web based software, accessible from any device – always connected. It manages scheduling of the tests requested and shows status overview. The collection of data from all devices covers all the QA applications – and each user can work smoothly with a quality dashboard with personalized widgets. Even the reports are customizable to better meet user needs.QA Supervisor requires one single installation to a server to be managed, this provides different advantages: - Reduce maintenance and IT costs- Each user can log in from any device connected to the network with user/password accessEvery single detail of the plant structure can be defined in QA Supervisor. It then keeps track of every change in the line setup, making any audit quick and effectiveEfficient schedulingTracking of any changes for easy auditsOptimized overview andcontrolOptimized preventive maintenanceQuality Assurance process managementReal Time Quality DashboardPersonal quality KPI through customizable widgets always updated in QA Supervisor home page for each user.Innovative user experienceNavigation by cards assures data access fromanywhere with just a click. The software interface is optimized to show multiple data at the same time, includind direct web links to Atlas Copco ServAid.9833 2175 01 – E N © A t l a s C o p c o B L M S .r .l . - P a d e r n o D u g n a n o (M I ) - I t a l y . P r o d u c t i o n : A t l a s C o p c o B L M S .r .l .. P r i n t : B r a n d F a c t o r y , A p r i l 2019.Atlas Copco BLM S.r.l.Via Guglielmo Pepe, 1120037 Paderno Dugnano (MI) - Italy Phone: +39 02 990 Description Electronic deliveryPhysical delivery IRC-ConnectIRC-Connect BluetoothN/A8059 0956 81Description Electronic deliveryPhysical delivery Device STpad N/A 8059 0957 00STpalm*N/A 8059 0957 15AccessoriesSTpad docking stationN/A 8059 0957 03STpad external battery charger N/A 8059 0957 04STpalm gauges USB adapter N/A 8059 0957 17STpalm cradle Ethernet N/A 8059 0957 18STpalm cradle USB N/A 8059 0957 19STpalm cover with strap N/A 8059 0957 20Licenses Tool Check 8059 0981 608059 0981 65Joint Check 8059 0981 618059 0981 66Visual Check 8059 0981 628059 0981 67Dimensional Check8059 0981 638059 0981 68Parts and order numbersDescription Electronic delivery Physical delivery QA Supervisor Tool Check 8059 0982 008059 0982 30Joint Check 8059 0982 018059 0982 31Dimensional Check 8059 0982 028059 0982 32Visual Check8059 0982 038059 0982 33STa 6000 only Tool Check 8059 0982 048059 0982 34Joint report 8059 0982 058059 0982 351 more device 8059 0982 088059 0982 385 more devices 8059 0982 098059 0982 3910 more devices 8059 0982 108059 0982 40More than 30 devices 8059 0982 118059 0982 41QA Supervisor JSB client 8059 0982 208059 0982 50VDI Norms 8059 0982 148059 0982 44Dashboard8059 0982 158059 0982 45*check availability with your local Atlas Copco representative。
马扎克面板

面板介绍之马矢奏春创作1电源打开按钮 2电源关闭按钮3 主菜单4 扩展键5 菜单键 6光标键7 翻页键(PAGE) 8 数据取消键(CANCEL)9 EOB键 10 字母/数值键11上档键(SHIFT) 12 确定键(INPUT)13 删除键(CLEAR) 14 复位键(RESET)15 手轮倍率键 16 快速进给键(RAPID)17 回零点键(HOME) 18 自动运行键(MEMORY)19 单段键(SINGLE BLOCK) 20 MDI键21 执行外部程序键(TAPE) 22 冷却液停止键(COOLANT STOP)23 G00速度修调键(RAPID) 24 S转速修调键(SPINDLE)25 G01速度修调键(FEED) 26 VFC键(加工时用于修调S和F,人机对话有效)27切换键(TAB) 28辅助键(MF1)41 主轴启动键(SPINDLE START) 42 主轴停止键(SPINDLE STOP)43 刀具选择按键(TOOL SELECT) 44 轴移动按键45 选择XZC键(AXIS SELECT) 46 手轮47 尾座主轴用按键(TAIL SPINDLE) 48 进给停止按钮(红色)(FEED HOLD)49 启动按钮(绿色)(CYCLE START) 50 开门操纵(MACHINE SETUP)51 排屑器启动键(CHIP CONVEYOR) 52 程序改写开关(带钥匙)53 门开锁按键 (DOOR UNLOCK) 54 GL/CF 切换按键卡爪的设置至于卡爪夹持直径的调整,需手动调节卡爪的啮合齿的位置。
通常卡爪与卡盘外圆齐平时,夹持棒料外圆为40mm,根据此基准调节啮合齿的位置,注意每齿啮合位置要一致,否则工件转动起来为偏心状态。
提示:在卡爪夹持好工件后,将脚踏开关置于脚不容易踩踏处,防止走动过程中误操纵尾座的操纵Quick Turn100M车削中心简要操纵说明:一律假设工件静止不动,刀具相对运动。
马扎克MAZAK说明书维修保养培训VCN_2022年学习资料

2.刀库与机械手-VCN与VTC刀库机械原点-转盘-aQ⊙®ooo-刀库支架-刀家调控治具-用®型的日交的8座-X67-ND.1刀E-65-刀库机械原点由装配调整完成,通过治具确认。-可能出现的问题:无-202 /3/29-售后服务科培训教室
1.主轴-主轴典型装配工艺及精度检测-油缸和主轴平面度-油缸和主轴垂直度-配键-c-主轴弹刀量确认-主轴锥 跳动-主轴变位量-振动检测-2020/3/29-13-售后服务科培训教室
1.主轴-典型问题-1.机床长期使用后,拉刀杆叠簧疲劳变形,造成刀柄在主轴内有晃动,切削振刀,可更换-拉刀 。-2.由于弹刀量不足或过大,造成刀具弹刀或拉刀不到位,调整弹刀量。-3机床开机后,未暖机运行,直接高转速 行,造成主轴烧死,必须进行暖机运行。-4主轴异音,共振、护罩产生声音,伺服电机和伺服放大器电流声。-5.主 不能定向,主轴未锁紧。-6.主轴旋转,停止指令后不能立即停转,惯性旋转。主轴预紧套可能松动。需要更换主轴。 7.撞机后的精度检测,恢复。主轴锥孔精度修复。用砂纸将高点去除,利用检棒检测精度。-2020/3/29-1 -售后服务科培训教室
1.主轴-液压单元:只用于刀具卡紧/松开,所以不需要定期更换油品-HYDRAULIC PUMP MOTOR 压站控制电路图:562002403000-SPINDLE主轴卡紧/松开和油气润滑电路图:562002401 40-2020/3/29-售后服务科培训教室
1.主轴-主轴油气润滑-注意:开机后,必须进行暖机运行。-迎已-外部气源-压力表-0.5MPa 5kgf/ m2-调整手柄-油水分离器-排水口-HEAD LUBE PUMP主轴油气润滑电路图:56200240340 -2020/3/29-7-售后服务科培训教室
Байду номын сангаас
MAZAK快速熟练操作手册范本
MAZAK 机床操作培训一、机床简介MAZAK 机床是一部数控机床。
设有X 、Y、Z 三根轴,三轴可联动;设有一个刀库,刀库有30 个刀盒,可装30 把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001, 有较高的加工精度。
二,面板di SI一⑥§4 Z£ ---------4CD-QDMoot am I MM OU»_______ 0 VW 仁倉13妙您回-" 严e| a禺昶O€Z> •—££ 9€S€8t •rwt OlO ---------& SO o]-------- XI三操作说明3 . 1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够3. 2开机 (1) 接通电源;(2) 按下机床启动键,等待“ REDAY ”指示灯亮后(绿色),再进行下一步 工作。
(期间约 一分钟)〈屏幕鬼示 ^ZFRORFTtlRX^L 按下 ^HOME 1” 礎;C O 按下主菜犀谴,宜到出现“LIGim (灯)菜轼 再按LIGHT,憾明灯退即亮:诃丰m 二苣="宀1».干诗沖吏嗔竿DS -I 匸垃至“仏X. \\上轴回零。
依次按下EOES趾机床自动旦到零点;注:如果机床关机时不在零点位置「卄机也零点时,应先依秋下 使各毎偏雲零点一疋距离.然后冉一賣按下| *z] | ~Y j | ~x ][ZlLZltZ]1「直主各轴回到零点;立AIJTOALCLAMPT :m、rp按下"JOG"按提・将(ZQ 打到 “MANUAL"一边,将(1 打到"CLAXiy一边.则夹具实宾,*\ 2>C7)将(§)打到"AUTO" 一边”按WV RAPO—Th SPT?<DAI.VW rrFI>fflffl按® 阿S萱、零占住豐的标志绘:屏幕上机乐坐标X 、 ¥、£前面堆小圆產交我小MUN,AI TO:vt ANU ATcry PUT )键.则斫运行程字显不在屏幕右上角,⑼ 按下"START"自动馆环启或铸「呑丰樺作)”机昧开始运存CYCLE STLRTG 0注:本机未面板上的 二|爵戟说胃为无栽-工3装、卸刀3.3 1装刀刀」刀直核到建为二C2)打幵訪护门.向下隹装、却刀手衙.〔加趋洁刀稱和刀盒:并把刀具放入刀盒" 〔4 把刀具世好峙别妥注意刀具妊口问前斥下C5)向上拉手柄,刀具自动装入刀盒。
MAZAK上岗培训指导书
MAZAK上岗培训指导书MAZAK上岗培训指导书1. 简介在本指导书中,我们将详细介绍MAZAK的上岗培训内容,包括操作要点、安全规定以及必备知识等。
本指导书旨在帮助员工熟悉并掌握MAZAK设备的操作和维护流程。
2. 操作要点2.1 设备启动和关闭- 确保设备周围没有障碍物,并且处于稳定工作状态。
- 检查设备的电源并确认电源开关处于关闭状态。
- 启动设备时,按照正确的顺序打开电源开关。
- 关闭设备时,按照正确的顺序关闭电源开关。
2.2 设备操作流程- 熟悉设备的控制面板和按键功能。
- 操作设备前,确认材料和工具准备齐全。
- 按照正确的顺序进行设备操作,遵循制定的工艺流程。
- 在操作过程中,注意维持设备的稳定运行,及时处理异常情况。
2.3 设备维护- 定期清洁设备,包括清除杂物和灰尘。
- 使用正确的工具和设备进行设备维护。
- 定期检查设备各部件的运行状态,并及时修复或更换损坏的部件。
- 遵循设备维护手册中的维护指导。
3. 安全规定3.1 个人安全- 在操作设备前,穿戴好个人防护装备,如安全帽、防护眼镜和手套等。
- 遵守设备操作指导,严禁使用不适合的工具或方法操作设备。
- 对不熟悉的操作,可以寻求上级或专业人士的帮助。
- 注意设备周围的环境,确保没有危险的障碍物。
3.2 设备安全- 仅授权人员可以操作设备,未经允许禁止他人接触设备。
- 确保设备运行期间,周围没有不相关的人员进入。
- 在设备运行期间,避免离开设备或分心操作。
- 定期检查设备安全装置的运行情况,确保其有效性。
4. 必备知识4.1 MAZAK的基本概念- 了解MAZAK的工作原理和主要组成部件。
- 知晓MAZAK的常见故障和解决方法。
- 学习MAZAK的技术术语和缩写。
4.2 设备操作技巧- 掌握设备的常用指令和操作方法。
- 学习调节设备的工艺参数,以适应不同的加工需求。
- 熟悉设备的手动和自动操作模式。
4.3 故障排除与维修- 学习快速判断设备故障的原因和性质。
M-System产品说明书.pdf_1693882039.0267787

BEFORE USE ....Thank you for choosing M-System. Before use, please check contents of the package you received as outlined below.If you have any problems or questions with the product, please contact M-System’s Sales Office or representatives.■PACKAGE INCLUDES:Signal conditioner (body + base socket) (1)Input resister (2)Input resistors are provided only with current input type.■MODEL NO.Confirm Model N o. marking on the product to be exactly what you ordered.■INSTRUCTION MANUALThis manual describes necessary points of caution when you use this product, including installation, connection and basic maintenance procedures.POINTS OF CAUTION■POWER INPUT RATING & OPERATIONAL RANGE• Locate the power input rating marked on the product and confirm its operational range as indicated below:AC power: R ating ±10%, 50/60 ±2 Hz,approx. 2VA (approx. 3VA with Option /E2) DC power: R ating ±10%, approx. 2.5W(approx. 3.5W with Option /E2)or 85 – 150V, approx. 2.5W for 110V rating■GENERAL PRECAUTIONS• Before you remove the unit from its base socket or mount it, turn off the power supply and input signal for safety.■ENVIRONMENT• Indoor use.• When heavy dust or metal particles are present in the air, install the unit inside a proper housing with sufficient ventilation.• Do not install the unit where it is subjected to continuous vibration. Do not subject the unit to physical impact.• Environmental temperature must be within -5 to +60°C (23 to 140°F) with relative humidity within 30 to 90% RH in order to ensure adequate life span and operation.■WIRING• Do not install cables close to noise sources (relay drive cable, high frequency line, etc.).• Do not bind these cables together with those in which noises are present. Do not install them in the same duct.■AND ....• The unit is designed to function as soon as power is sup-plied, however, a warm up for 10 minutes is required for satisfying complete performance described in the data PONENT IDENTIFICATION■HOW TO OPEN THE FRONT COVER:Position your finger on the hook at the top of the front cover and pull.■FRONT PANEL CONFIGURATIONS• OPTION /E2OPTION /E2INSTALLATIONDetach the yellow clamps located at the top and bottom ofShape and size of the base socket are slightly different with varioussocket types. ■DIN RAIL MOUNTINGSet the base socket so that its DIN rail adaptor is at the bot-tom. Position the upper hook at the rear side of base socket on the DIN rail and push in the lower. When removing the socket, push down the DIN rail adaptor utilizing a minus screwdriver and pull.■WALL MOUNTING Refer to “EXTERN AL DI-MENSIONS.”TERMINAL CONNECTIONSConnect the unit as in the diagram below or refer to the connection diagram on the top of the unit.When an input resistor is provided with the module, attach it together with input wiring to the input screw terminals. ■EXTERNAL DIMENSIONS unit: mm (inch)CLAMP• When mounting, no extra space is needed between units.■CONNECTION DIAGRAM*Input shunt resistor attached for current input.U(+)V(–)■TERMINAL ASSIGNMENTS unit: mm (inch)INPUT RESISTORInput shunt resistor attached for current input.SIMPLE LOOP TEST OUTPUT Option /E2 Simulated 0% and 100% output is available with Option /E2. Switch the Loop Test Selector positions.Top position: 0% fixedMiddle position: 100% fixedBottom position: C ancel the loop test mode(Back to the normal operating mode) CHECKING1) Terminal wiring: Check that all cables are correctly con-nected according to the connection diagram.2) Power input voltage: Check voltage across the terminal 7 – 8 with a multimeter.3) Input: Check that the input signal is within 0 – 100% of the full-scale.4) Output: Check that the load resistance meets the de-scribed specifications.MAINTENANCERegular calibration procedure is explained below:■CALIBRATIONWarm up the unit for at least 10 minutes. Apply 0%, 25%, 50%, 75% and 100% input signal. Check that the output signal for the respective input signal remains within accu-racy described in the data sheet.LIGHTNING SURGE PROTECTIONM-System offers a series of lightning surge protector for protection against induced lightning surges. Please contact M-System to choose appropriate models.。
M-System产品使用前检查说明书

BEFORE USE ....Thank you for choosing M-System. Before use, please check contents of the package you received as outlined below.If you have any problems or questions with the product, please contact M-System’s Sales Office or representatives.■PACKAGE INCLUDES:Signal conditioner (1)Mounting screw (M3.5 × 10) (2)■MODEL NO.Confirm Model No. marking on the product to be exactly what you ordered.■INSTRUCTION MANUALThis manual describes necessary points of caution when you use this product, including installation, connection and basic maintenance procedures.POINTS OF CAUTION■GENERAL PRECAUTIONS• Before you remove the unit or mount it, turn off the input signal for safety.■ENVIRONMENT• Indoor use.• When heavy dust or metal particles are present in the air, install the unit inside proper housing with sufficient ventilation.• Do not install the unit where it is subjected to continuous vibration. Do not subject the unit to physical impact.• Environmental temperature must be within -5 to +55°C (23 to 131°F) with relative humidity within 30 to 90% RH in order to ensure adequate life span and operation.■WIRING• Do not install cables close to noise sources (relay drive cable, high frequency line, etc.).• Do not bind these cables together with those in which noises are present. Do not install them in the same duct.• Be sure to put the terminal cover on while the power is supplied.■AND ....• The unit is designed to function as soon as the input sig-nal is supplied, however, a warm up for 10 minutes is re-quired for satisfying complete performance described in the data PONENT IDENTIFICATIONINSTALLATIONUse Standard Rack (model: 15BX).TERMINAL CONNECTIONSConnect the unit as in the diagram below or refer to the connection diagram on the side of the unit.■EXTERNAL DIMENSIONS unit: mm (inch)■CONNECTION DIAGRAM+–+–WIRING INSTRUCTIONS■SCREW TERMINALTorque: 0.8 N·mCHECKING1) Terminal wiring: Check that all cables are correctly con-nected according to the connection diagram.2) Input: Check current with an ammeter. The input im-pedance is equivalent to 250 Ω. Check specifications ofthe connected instrument.3) Output: Check that the minimum load (50 kΩ) is met.LIGHTNING SURGE PROTECTIONM-System offers a series of lightning surge protector forprotection against induced lightning surges. Please contactM-System to choose appropriate models.15SN。
MAZAK上岗培训指导书.doc

MAZAK机床上岗培训指导书1・Purpose目的1.1此作业书的口的是为了机械加工人员能更好的加工出质量合格的机械密封零件。
2 Scope范围2.1本作业书适用于福斯苏州机械密封机加工所有人员。
3 Definitions 定义3.1 CNC: Computer Numerical Control 计算技术只控制3.2 Feed:机床数值运动进给量3.3 Speed:主轴旋转速度4 Responsibility 职责4.1牛产主管负责本文件的维护及监督执行4.2生产主管、编程员及组长担当培训讲师,负责对操作员进行各方面培训。
4.3机械师根据相关作业指导书,图纸,刀具等技术规范对产品进行加工及检验8.1.1CNC操作员必须以认真勤学的态度对待每一次培训。
在规定时间内要通过培训考核5 Procedure 程序5.1 CNC机加工5.1.1 CNC机械师编程限制8.5.3机械师只能在进行首件调试时改变CNC程序屮的进给速度,主轴转速。
首件通过后,记录更改内容并通知现场ME或编程员,机床的主轴倍率,进给都应按100%执行。
8.5.4机械师不能改变程序中的零件规格。
程序运行中,机械师发现任何影响零件规格的异常,均应及时通知领班,编程人员或ME,编程人员负责每天回收记录更新程序。
5.1.2 CNC值改变限制1.机械师只能改变机床的工作补偿值,刀具补偿值。
2.机械师不能作影响设计规格的程序变化。
5.1.3零件加工1.机械师根据图纸,原料,程序,刀具等对零件进行机械加工2.速度及进给控制5.1.4首件和过程检验a.首件检验机械师必须对每道CNC加工工序完成后的首件全尺寸和外观进行全捡,并根据检验结果记录在图纸上。
首件必须是木班木批量的三件之一,如三件还未加工出合格的零件,必须告知当班班长及工程师b.过程检验每间隔五件,机械师必须将零件提供给检验员进行尺寸和外观检验,公差+/-.003以内的尺寸必须全捡并记录于FS乙SMFF・003 (机加工零件检查记录表)中并盖章。