YAMAHA基本操作教程第三章
YAMAHA 电子钢琴 快速操作指南
标准音高:440.0 Hz
(按任意加亮显示的键)
7
A#-1
C#0 D#0
F#0 G#0 A#0
C#1 D#1
F#1 G#1 A#1
C#2 D#2
F#2 G#2 A#2
C#3 D#3
F#3 G#3 A#3
C#4 D#4
F#4 G#4 A#4
C#5 D#5
F#5 G#5 A#5
C#6 D#6
F#6 G#6 A#6
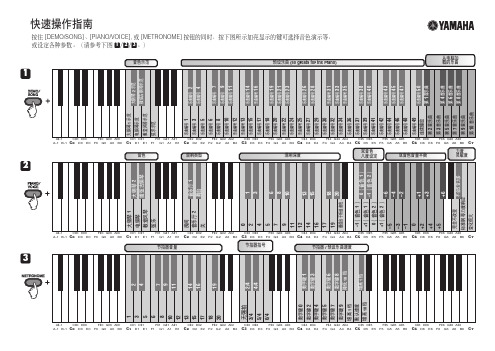
快速操作指南
按住下图中最左侧加亮显示键的同时,按其它加亮显示键可设定各种参数。(请参考下图 4 / 5 / 6 。) 按住 [DEMO/SONG] 和 [PIANO/VOICE] 按钮的同时,按下图中的加亮显示键可设定各种参数。(请参考下图 7 。)
音调升高:约以 0.2Hz 为单位 (按任意加亮显示的键)
音色
混响类型
混响深度
双音色 八度设定
双音色音量平衡
力度 灵敏度
乐曲编号 1 乐曲编号 3 乐曲编号 5 乐曲编号 6 乐曲编号 8 乐曲编号 10 乐曲编号 12 乐曲编号 13 乐曲编号 15 乐曲编号 17 乐曲编号 18 乐曲编号 20 乐曲编号 22 乐曲编号 24 乐曲编号 25 乐曲编号 27 乐曲编号 29 乐曲编号 30 乐曲编号 32 乐曲编号 34 乐曲编号 36 乐曲编号 37 乐曲编号 39 乐曲编号 41 乐曲编号 42 乐曲编号 44 乐曲编号 46 乐曲编号 48 乐曲编号 49
C#6 D#6
F#6 G#6 A#6
A-1 B-1 C0 D0 E0 F0 G0 A0 B0 C1 D1 E1 F1 G1 A1 B1 C2 D2 E2 F2 G2 A2 B2 C3 D3 E3 F3 G3 A3 B3 C4 D4 E4 F4 G4 A4 B4 C5 D5 E5 F5 G5 A5 B5 C6 D6 E6 F6 G6 A6 B6 C7
YAMAHA贴片机操作教程
YAMAHA贴片机操作教程第一节:贴片机的基本原理贴片机是电子制造中常用的自动插件设备,用于将电子元器件精确地安装在印刷电路板上。
贴片机的组成部分:1.供料系统:负责将元器件供给到贴片机的作业区;2.视觉定位系统:用图像采集和处理技术,准确地确定元器件和PCB 的位置;3.移动部分:控制贴片头在x、y、z方向上的移动,实现元器件稳定的贴片操作;4.贴片头:将元器件安装在PCB上的部件;5.控制系统:负责整个设备的控制和管理。
第二节:贴片机的操作步骤1.准备工作a.检查并确认贴片机的状态,确保设备正常;b.准备好需要安装的元器件和PCB板。
2.设置工作参数a.开启贴片机,并进入系统设置界面;b.根据需要设置工作参数,如贴片速度、吸嘴尺寸、吸嘴压力等。
3.调试校准a.运行自动校准程序,让贴片机自动检测和调整各个部件的位置和运动范围,以保证贴片的准确性;b.根据实际需要进行手动调整和校准,以进一步提高贴片的精度。
4.载入元器件库a.将元器件库文件导入贴片机系统;b.按照元件库中的信息,设置相应的元件参数,如类型、尺寸、引脚数等。
5.载入工程文件a.将需要贴片的PCB文件导入贴片机系统;b.根据实际需要设置PCB文件的参数,如尺寸、引脚数、层数等。
6.设置吸嘴和供料a.根据元器件的尺寸和类型,选择适当的吸嘴,并将其安装到贴片机上;b.调整供料系统,确保元器件正常供给到贴片机的作业区。
7.开始贴片a.执行自动贴片程序,让贴片机按照设定的参数和顺序进行贴片;b.观察贴片过程中的各项指标,如贴位精度、吸嘴压力等。
8.检查贴片质量a.完成贴片后,对贴片质量进行检查,确保元器件的位置、方向和焊接状况等符合要求;b.如发现问题,及时进行调整和修复。
9.结束操作a.关闭贴片机及相关设备,并清理工作区域;b.根据需要保存相关的工程文件和数据。
第三节:贴片机操作的注意事项1.在操作贴片机前,确保操作人员已经接受过相关的培训,熟悉相关的操作规程和安全注意事项。
YAMAHA900效果器说明书

YAMAHA900效果器说明书2006-11-17SPX990数字式效果处理器有30多种基本效果模式,每个模式都有多种可调参数量,可以说调整十分繁琐复杂所以给大家发表调控技巧。
首先打开电源,系统正常后MEMORY键灯亮,两种选择1按动MEMORY选择PRESET或USER发光二极管指示,确定使用工厂预置程序或用户自定程序,然后转动DATAENTRY钮,在MEMORY显示屏上选择一个自己需要的程序号MEMORY上的式数不断闪动,显示屏上将出现程序名,以及RECALL和处理模式交替闪显,如果程序选择正确,则按屏所示YES下面的∧键确认,不正确则继续转动DATA ENTRY键选择,或NO下面的∨键退回到前一选择上,程序选择的另一种方式使用热键选择,即显示板下的∧,∨键的左边四个键,方法是:开机直接按这四个键则相应的屏所示程序即被调出。
屏的式数为U或P或跟一个两为数字,表示用户自定程序热键的预置程序(USER)或工厂预置程序(PYESET)及其程序号。
热键的预置方法是先用前一种方法选好所需的程序号,在MEMORY显示屏上的数字不闪动状态下,不要按YES下面的键,直接按屏下左边四个键的其中之一,所选程序即被置于被接键位上,而此键上的原预置程序则被冲掉。
效果器的程序编辑方式:按下ETID键使其上的灯燃亮,屏上显示出主菜单,:PAGEI EFFECT PARAMETER(效果参数设置),MAINFX(主效果器)PREFX为(前效果器)POSTFX(后效果器),主菜单上的MAINFX处理单元的可调参数,不同程序模式的预置内容也不同,虽然本机的程序预置有80个但其基本处理模式只有30几个,其可调参数及调整方法如下:一、混响(REVERB)混响模式在SPX990上的所处的程序号位置是8,10,14,其可调参数有:开关(ON/OFF)。
可控制处理通道的开关状态。
直混/平衡(BALANCE)。
用于调整效果声与直达声的响度比,可调范围0至100。
YAMAHAYS操作使用培训资料
Insert:在光标所在位置插入空行,原有内容自动下移,OwPaste:将复制的内容贴到光标所在处,新的内容直接覆盖原来的内容。
InsPaste:将复制的内容贴到光标所在处,原来的内容自动下移,不会被覆盖。
Cut(Del):删除剪切当前行被删除,下面的内容直接上移,剪掉的内容还可以贴到其它位置。
Y
点击点击点击完成
N
※PCB宽度设定不可过宽(会导致PCB掉落),亦不可过窄(会导致PCB传送不顺)!
PCB固定以及顶针放置
YY
点击点击完成
※PCB厚度设定与TABLE上升的高度无关;但为了保持程式与其他机型的一致性,请按实际厚度录入.
※PCB的固定方式是采用PCBclamp及Edgeclamp配合的方式进行定位的.程式中的定位方式
只要选择成Edgeclamp即可
2.BOARD参数设置
(1):BOARD
BoardSize(X):指要生产的PCB在X方向上的尺寸.
Board Size(Y):指要生产的PCB在Y方向上的尺寸.
BoardSize Height:指要生产的PCB的厚度.
Board Comment:对当前程序的说明性语句,对机器运行不产生影响,如“For IBMMainBoard”等.
该标记表示机器处于自动运行状态,可以按操作面板上的“STOP”使机器停止运行
该标记表示机器处于安全停止状态位状态,必须消除掉安全停止的原因后才可以运行
该标记表示机器处于错误报警状态,如吸料错误,识别错误等
(3)基本操作
开关机步驟:
开机归原点、暖机选择程式调试、生产关机
※一定要按正常程序开关机器!
YAMAHA CL5 CL3 CL1 参考手册 -3

注意
某些数据可能包含导致数据载入控制台后让控制台立即输出信号的设置。因此,载入数据之前, 关闭连接到 CL 系列控制台所有设备的电源,和 / 或降低此类设备的音量,这样,即使有信号从 CL 控制台输出也不会造成问题。
1. 在功能存取区中,按 SETUP 按钮进入 SETUP 画面。
2. 按 SAVE/LOAD 按钮进入 SAVE/LOAD 弹出窗口。
3. 执行需要的编辑操作。
各种方法的详情,请查阅后文说明。
用户设置 (权限)
■ 排序和编辑文件名 / 注释
1. 要排序文件,请按下文件列表中各项目栏顶部的标题按钮 “FILE
NAME”、“COMMENT”、“READ ONLY”、“TYPE” 或 “TIME STAMP”。
该列表会根据您按下的栏目标题如下排列。
5. 输入名称或注释,然后按下 SAVE 按钮。
当完成文件保存,弹出窗口中显示的保存进度和数据类型将关闭。
注
• 如果要覆盖写入一个文件,或用相同的名称保存到相同文件夹,将出现一个对话框,提示您确认 覆盖写入。
• 您可以输入最多 32 个字符的注释。 • 您可能会输入超过 8 个字符的文件名。但是,驱动器名称、路径名称和文件名称被限制在总共
B FORMAT 按钮 初始化 USB 闪存 (参考第 175 页 )。
C WITH DANTE SETUP AND I/O RACK 按钮 如果该项关闭,载入一个设置文件时, DANTE SETUP 和 I/O rack 设置将被忽略。 注
即使 "WITH DANTE SETUP AND I/O RACK" 按钮打开,DANTE SETUP 设置 SECONDARY PORT 和 CONSOLE ID 也不会改变。
雅马哈调音台使用说明
雅马哈调音台使用说明雅马哈调音台是一种常见的专业音频设备,用于调节和处理音频信号的音频设备。
它通常由多个通道组成,每个通道都有自己的输入和输出控制,可以调节音频信号的音量、音色、平衡等参数。
本文将详细介绍雅马哈调音台的基本操作和常见功能。
一、基本操作1.音频输入和输出连接:首先,将音频设备(如麦克风、乐器等)的输出线缆连接到调音台的输入插孔中。
然后,将调音台的输出线缆连接到音频监听设备(如扬声器、录音设备等)中,确保正确连接和固定。
2.通道设置:调音台上有多个通道,每个通道都有自己的调节控制。
首先,选择一个空闲的通道,并确保其对应的通道开关关闭。
然后,调整输入增益控制旋钮,使输入信号的音量适中。
同时,还可以根据需要调整其他参数,如高音、低音、平衡等。
3.主输出设置:调音台的主输出控制主要是通过总线和输出选择开关来实现的。
首先,选择要输出的通道,并确保其对应的输出选择开关打开。
然后,调整主输出控制旋钮,以控制整体音量。
最后,将输出线缆连接到音频监听设备中,以进行音频信号的输出和播放。
二、常见功能1.输入信号调节:调音台可以调节输入信号的音量、音色、平衡等参数,以改变音频信号的属性。
通过旋钮、开关等控制,可以实现对音频信号的精确控制和调节。
2.效果器:调音台上通常配备有多个内置效果器,如混响、压缩、延迟等,可以实现对音频信号的实时处理和效果增强。
通过选择不同的效果器和调节参数,可以实现各种音效效果。
3.监听控制:调音台上通常有多个监听控制选项,如耳机输出、监听扬声器等,可以实现对音频信号的实时监听和调试。
通过选择不同的监听选项和调节参数,可以实现对音频信号的精确控制和调节。
4.设备连锁:调音台通常支持多个设备的连锁连接,如外部效果器、录音设备等。
通过选择不同的设备连接方式和调节参数,可以实现多个设备之间的数据传输和信号处理。
5.回放和录制:调音台通常具有回放和录制功能,可以实现对音频信号的回放和录制。
雅马哈调音台操作说明

雅马哈调音台操作说明1.音频输入设置-首先,将需要输入调音台的音频源连接到调音台的对应通道,可以是麦克风、乐器、音响设备等。
-通过调整通道上的增益控制旋钮来调整音频输入的音量。
一般情况下,增益控制旋钮应保持在适当的范围内,若增大过多可能会导致音频失真。
-如果需要,可以通过PAD按钮或开关来降低输入的音频信号的电平,以防止过载或失真。
-如果输入信号有问题,可以通过使用EQ控制旋钮来进行频率响应调整。
2.音频通道控制-每个音频通道都有独立的音量控制旋钮,可以用来调整输入信号的音量。
-还有一个用于平衡输入和输出的旋钮,称为平衡控制旋钮。
可以通过平衡控制旋钮将左右声道的音量平衡调整到理想的状态。
- 每个通道通常都有一个mute开关,可以用来临时静音该通道的音频信号。
-如果需要,可以将每个通道的音频信号发送到其他效果器或处理器中,如混响器、压缩器等。
3.主音量控制-调音台上通常有一个主音量控制旋钮,可以用来调整整个音频设备的总音量。
-主音量控制旋钮通常与输出设备相连,如音箱、录音设备等。
4.效果器和处理器设置-一些调音台上配备有内置的效果器和处理器,如混响、均衡器、压缩器等。
-可以通过选择相应的效果器和处理器,然后调整其参数,来对音频信号进行处理和增强。
5.子组设定-一些调音台上具有子组总线功能,可以将多个音频通道的信号发送到一个共同的子组总线上。
-这可以用于将不同乐器或声音分组,便于整合和处理。
6.监听和录制-调音台上通常有一个独立的监听控制台,可以用来监听和调整音频信号。
-可以通过调整监听控制台上的音量旋钮、左右声道平衡控制等来调整音频信号的输出。
-如果需要录音,可以将调音台的输出连接到录音设备,然后通过录音设备来录制音频信号。
7.音频信号处理技巧-在操作调音台时,还需要一些音频信号处理的技巧。
-例如,可以使用动态处理器(如压缩器和门限控制器)来控制音频信号的动态范围,以及混响器来添加空间感。
-使用均衡器可以调整音频信号的频率响应,并通过滤波器等工具来控制不必要的噪声。
YAMAHAws19340说明书

YAMAHAws19340说明书
第一部分:产品介绍
第二部分:功能介绍
第三部分:操作指南
1.开机和关机:长按电源按钮,设备将开机,同样的方式可以关闭设备。
2.切换音色:通过菜单界面选择“音色设置”,然后使用方向键选择
不同的音色,按确定键进行确认。
3.调音和效果处理:使用菜单界面的“调音设置”和“效果处理”选项,可以进行音调、音量和音效等的调整。
4.乐曲编排:进入菜单界面的“乐曲编排”选项,使用方向键输入音符,可以编排出自己的音乐作品。
5.演奏录制:在演奏界面按下录制按钮,即可开始录制自己的演奏,
再次按下结束按钮结束录制。
6.演奏评估:使用菜单界面的“演奏评估”选项,可以根据设备的指
引来进行演奏评估,评估结果将显示在屏幕上。
7.连接其他设备:使用设备背面的输入和输出接口,可以连接其他音
乐设备,如音箱、耳机等。
第四部分:维护和注意事项
1.使用干净的软布定期清洁设备表面,避免使用有化学成分的清洁剂。
2.避免将设备放置在潮湿或者高温的环境中,以免损害设备的功能。
3.避免将设备受到强烈的撞击或者摔落,以免损坏内部零部件。
4.在长时间不使用设备时,请将其断开电源。
YAMAHA 基本操作流程

置于供料器导轨的前部”出现。如果散装供料器已安装于供料平台上时 按空格键允许将散装元件置于供料器导轨的前部。如果没有安装,按除 空格键外的其他键。 参考 当 PCB 名称选择窗口出现时,你可以键入 PCB 名的前几个字母,键入的 字母出现在名称输入窗口中,同时 PCB 选择窗口的光标也会跳至相匹配的 PCB 程序名上。 PCB 名称输入窗口
将会出现。选择 PCB 名或按[ESC]使选择窗关闭,然后执行<D1 WARMUP> 命令
第三步 按空格键设置暖机时间 暖机时间在提示信息窗口中以分钟显示。每次按空格键,暖机时间增加
一分钟。通常情况我们推荐 10 分钟。 l 暖机时间设置
3-9
3-10
第三章 基本操作流程
第四步 按回车键开始暖机 机器开始暖机,开始慢然后逐渐加快,屏幕将显示当前日期,时间,已
参考 口令设置见第二章,“4.设置口令”。
5.贴装重试监视信息(1/1/C5 MONITOR RETRY) 贴装重试监视器窗口给出以下信息:
l 错误类型(拾取错误或识别错误)造成的重试 l 替换元件用尽给出的提示 l 在使用不停机换料时供料平台的情况 l 甩料传送带已满的信息
当多于 2Leabharlann 种错误显示的时候,按[PAGE UP]及[PAGE DOWN]见前页或后 页。 l 重试监视器窗口
此工具列出供料器类型及欲贴装的元件,检查是否所需的供料器安装在 正确的供料平台位置上。 编辑托盘计数
此工具用于使用托盘供料器的时候。检查或编辑第一个拾取元件的位置, 选择“手动编辑”并使用[INS]及[DEL]编辑显示的数据。 当你想从托盘中第一个元件开始拾取,例如使用装满元件的托盘,可选择“全 部清除”以初始化计数,此设置同时对全部托盘元件有效。 供给散装元件
YAMAHA操作说明
8.2控制器模式选择
按下相对应的按钮就会进入对应的模式,依次为自动、程序、手动、系统四种模 式
5/14/2020
9.手动模式
手动移动先了解机械手三种坐标系 操作机械手时的坐标系有以下3 种。 1.基准坐标系:即通用坐标系,意为三维直角坐标。其原点位于机械手的底座中 心。有两种显示模式:毫米单位显示和脉冲单位显示 2.工件坐标系(SHIFT):为各个轴与基准坐标系的各个轴平行的三维直角坐标系。 3.工具坐标系(HAND):机械界面坐标的原点为基准,定义偏移量和旋转角度的 三维直角坐标。
5/14/2020
6.2.SAFETY构建安全回路
5/14/2020
7.RS232通讯接口
通讯线使用交叉格式的方式连接公头和母头
5/14/2020
图例
7.1. 通讯参数设定
5/14/2020
8.手持编程器(RPB)认识
5/14/2020
8.1.画面构成
第3行至第14行内容的切换使用
5/14/2020
5.1.IO PIN脚定义
5.2..IO两种信号接线
输入信号
输出信号
6.SAFETY接头
SAFETY接头爆炸图
6.1.SAFETY接头信号表
急停信号没有引入到设备外部时,接头PIN3和PIN13短接,PIN4和PIN14 短接,引入到设备外部的急停按钮,可以任意选择其中一组接入。
YAMAHA使用说明
1.系统构成
图1 系统构成图
2.控制器各接口介绍
3.电源AC接入
L和L1并联,N和N1并联
4.机械手同控制相连
机械手本体有六个接头X轴Y轴、Z轴、R轴、X/Y的I/O 接头、R/Z的I/O接头,接线时对应控制器上的接口标记插 上即可。
YAMAHA100X操作教程

程 序 编 辑 ---元 件 信 息 (COMPONRNT INFO) <1>
元件名 称
元件数据库号 FEEDER类型 所需吸嘴型号 FEEDER设定的站位 FEEDER设定的相关位置
相同的资财,机器可以互用
16MM飞达
设定X,Y方向值 不可大于或小于0.2MM
程 序 编 辑 --- 元 件 信 息(COMPONRNT INFO) <2>
程 序 的 备 份 <2>
5.选择[4/1/B1 COPY PCB FILE]进行程序备份,确认内容后按[Enter]键,再按空格键,再按[Enter]键,这样就 将需要的程序复制在软盘中 6.注:从右边画面[软盘]复制程序到左边画面[设备],所作的步骤是一样的,以达到程序从一台贴片机复制到 多台贴片机共用的效果。 B1:复制程序 B2:剪切程序 B3:重命名程序 B4:删除程序
地面的清洁度。
白夜班交替时清洁
机种交换时清洁
设备内部的清洁:清洁 设备内部散落的资材至
散料盒统一区分
送料器台的清洁:首先用刷子从送料器 台供气的JOINT孔中朝着传送轨道清扫 ,接着从孔中朝着气阀方向清扫,间隙 用刷子横扫.最后点检,检查孔的中间, 有异物时,用镊子除去异物,如异物在 气阀中间,则FEEDER无法正常运行
BEPEAT INFO)中的方法编辑BLOCK F3光标移到MOUNT INFO 参照:程 序 编 辑 ---贴 装 信 息 (MOUNT
INFO)编辑贴装信息,将所有的焊点所用的 元件号输入,元件号与COMPONET INFO 对应,光标移动到X,Y列,用操纵杆移动, 找到焊点中心,F10两次记录坐标 依次做完所有的焊盘坐标,光标移动到R列,按 F9观察焊盘角度,电阻,电容的角度,横着 为0,竖着为90,其他方向性元件,根据进 料方向定,同理依次做完所有的元件角度
YAMAHA贴片机操作教程
YAMAHA贴片机操作教程第一章:基础知识1.1YAMAHA贴片机简介1.2YAMAHA贴片机的构造1.3YAMAHA贴片机的工作原理第二章:准备工作2.1检查贴片机的工作状态在操作贴片机之前,需要检查贴片机的各项功能是否正常,是否有足够的电子元件和焊盘供应。
2.2检查电路板和电子元件在贴片机操作前,需要检查电路板和电子元件的质量是否合格,是否有损坏或者变形。
2.3设置贴装参数根据贴片机的要求,设置好贴装参数,包括贴装位置、贴装速度、贴装压力等。
确保贴装参数与电子元件和焊盘的规格相匹配。
第三章:操作步骤3.1打开贴片机电源按照贴片机的操作手册,打开贴片机的电源,并等待贴片机系统的启动。
3.2设置贴装程序通过贴片机的控制系统设置贴装程序,包括电子元件的供料顺序、贴装顺序、贴装位置等。
3.3安装电子元件供料器根据贴装程序,安装好电子元件供料器,并确保元件供料器的供料正常。
3.4将电路板放置在传送带上将经过检查的电路板放置在传送带上,并根据贴装程序的要求进行定位。
3.5开始贴装启动贴片机的贴装程序,并观察贴装头的动作。
在贴装过程中,及时调整贴装参数,确保贴装的准确度和精度。
3.6完成贴装当所有的电子元件都贴装完成后,停止贴装机的工作,并检查贴装结果是否满足要求。
第四章:注意事项4.1在操作贴片机时,需要穿戴好防护设备,避免对人员的伤害。
4.2在进行贴装操作时,要注意安全,确保贴装机处于稳定状态,防止意外发生。
4.3在更换电子元件时,需要确保元件供料器中没有电流或电压,以免造成电击的危险。
4.4在操作过程中,要随时检查贴装机的工作状态,确保贴装的质量和效率。
4.5在停机之前,需要对贴装机进行清洁和维护,以延长机器的使用寿命。
第五章:故障排除5.1如果发现贴装头卡住或贴装不准确,需要停止贴装机操作,检查并清理贴装头。
5.2如果发现电子元件供料不正常,需要检查供料器内的元件是否堵塞或者缺乏。
5.3如果发现电路板上焊盘粘贴不牢固,需要检查焊盘的清洁度和贴装压力是否合适。
Yamaha 音频系统操作指南说明书
to submit a written repair order within six (6) weeks, Jet City Amplification shall return the unit to the customer C.O.D with an invoice that will include charges for the inspection and a separate additional charge for freight and packing costs. Such costs will also be billed separately when a customer has sent in a unit for repair with a written repair order form.
Warranty Regulation / Exclusions (Continued)
• Free inspections and maintenance/ repair work are expressly excluded from this warranty, in particular, if caused by improper handling of the product by the user. This applies to defects caused by normal wear and tear of items such as knobs, tolex® and similar parts.
• Damages caused by the following conditions are not covered by warranty:
• Improper handling, neglect or failure to operate the unit in compliance with the instructions given in the Jet City Amplification user manual.
YAMAHA_YV100xe设备安全操作规程

YAMAHA_YV100xe设备安全操作规程第一篇:YAMAHA_YV100xe设备安全操作规程1、目的:对SMT贴片的操作,保养进行控制,以保证产品品质。
2、范围:贴片机:YAMAHA YV100Xe3、职责:3.1 贴片部SMT操作员对的贴片机操作和日常保养。
SMT技术员对贴片机进行保养及维护。
4、运作过程:4.1 贴片机的基本操作步骤4.1.1 合上总开关,给机器供电。
4.1.2开电源。
(1)打开机器前右下方电源开关,机器进行自检。
(2)自检OK,主单显示后,旋开YPU上的[EMERGXENCYSTOP]键,按下[READY]键,[EMERGXENCYSTOP]信息消失,各轴处于伺服控制。
4.1.3回原点(1)选择[1/OPERATLON,1/RUNNING,D2INLT SERVO ORGIN]。
(2)用键盘F2或E1 SWLTCH PCB选择要生产的PCB名称。
(3)选择F4选择PRODUCTION MONLIOR确认物料与站位是否相符。
4.1.4 暖机(1)检查主机:异常停止解除、顶针不会移动、回原点完成、推杆锁紧、所有安全盖合上。
检查供料器:供料器正常安装、托盘未从支架上突出。
(2)在主菜单中选择(D1WARM UP)机器开始暖机。
(3)按[SPACE]键开始操作,正常情况下执行4-10分钟,选择ECS键或ENTER键停止暖机。
小心:暖机时发生异常,马上停止操作,检查问题原因并解决它。
4.1.5PCB开始生产:(1)在主菜单中选择F2键,再选择相应的产品程序。
(2)操作员根据各机种《SMT站料表》上料。
(3)选择菜单1/OPERATLON/M,1/RUNNING,A2 AUTO RUNNLNG LRNNGA开始生产。
4.1.6 障碍排除生产中遇到障碍时,红色指示灯亮,并有报警声。
排除障碍时,按下机器上方红色紧急停止键,打开安全门,处理完成后,旋开紧急停止键,关闭安全门,按[REPDY]恢复生产。
雅马哈电钢琴功能操作方法

雅马哈电钢琴功能操作方法雅马哈电钢琴作为一种现代化的乐器,功能操作非常简单和方便。
它具备许多功能,有助于演奏者实现不同风格和类型的音乐。
在接触这样一种电子乐器之前,初学者可能会觉得有点复杂,但只要理解和掌握了相关操作方法,就会发现其实非常容易上手。
首先,雅马哈电钢琴通常会配备一个液晶显示屏,用于显示各种操作和设置信息。
这个屏幕通常会显示提示信息,帮助演奏者了解当前的状态和设置。
接着,就是音色设置的调整。
电钢琴通常会内置数十种不同的音色,包括钢琴、电子琴、合成器、弦乐、管弦乐器等。
演奏者可以通过按下相应的按钮或者旋钮来选择不同的音色,使得演奏更丰富多样。
此外,电钢琴还通常配备了许多内置的音乐曲目和伴奏,演奏者可以通过操作按钮来选择不同的曲目和伴奏风格,这样可以更轻松地进行即兴创作或演奏。
在选择伴奏时,演奏者可以通过设置音量、速度和节奏等参数来调整伴奏效果,从而更好地与其演奏的乐曲相匹配。
此外,电钢琴通常还具备记录与播放功能。
演奏者可以通过按下记录按钮来录制自己的演奏,然后再通过按下播放按钮来进行回放。
这样非常有利于演奏者的学习和创作。
同时,在录制过程中,演奏者还可以进行一些基本的编辑工作,比如合成、剪切等,这样可以更好地发挥自己的创造力。
此外,一些高端的电钢琴还具备连接电脑或者移动设备的功能,这样可以实现更加复杂的编辑与控制。
演奏者可以通过连接设备来进行音色的编辑、录制编辑等操作,使得整个演奏流程更加高效和灵活。
总的来说,雅马哈电钢琴的功能操作非常丰富多样,但只要掌握了一些基本的操作方法,就可以轻松上手。
此外,电钢琴通常都会配备使用说明书,初学者可以通过仔细阅读说明书来深入了解其功能和操作方法。
希望通过这些简单介绍,能够帮助初学者更好地了解和使用电钢琴,让他们能够更好地享受音乐的魅力。
雅马哈调音台使用说明
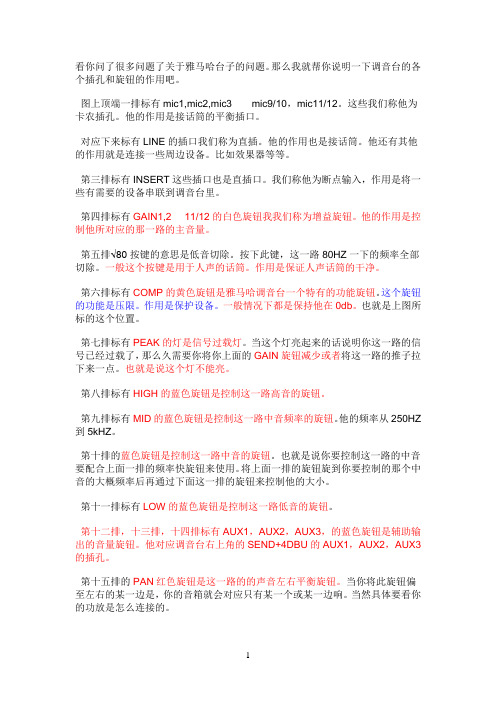
看你问了很多问题了关于雅马哈台子的问题。
那么我就帮你说明一下调音台的各个插孔和旋钮的作用吧。
图上顶端一排标有mic1,mic2,mic3······mic9/10,mic11/12。
这些我们称他为卡农插孔。
他的作用是接话筒的平衡插口。
对应下来标有LINE的插口我们称为直插。
他的作用也是接话筒。
他还有其他的作用就是连接一些周边设备。
比如效果器等等。
第三排标有INSERT这些插口也是直插口。
我们称他为断点输入,作用是将一些有需要的设备串联到调音台里。
第四排标有GAIN1,2····11/12的白色旋钮我我们称为增益旋钮。
他的作用是控制他所对应的那一路的主音量。
第五排√80按键的意思是低音切除。
按下此键,这一路80HZ一下的频率全部切除。
一般这个按键是用于人声的话筒。
作用是保证人声话筒的干净。
第六排标有COMP的黄色旋钮是雅马哈调音台一个特有的功能旋钮。
这个旋钮的功能是压限。
作用是保护设备。
一般情况下都是保持他在0db。
也就是上图所标的这个位置。
第七排标有PEAK的灯是信号过载灯。
当这个灯亮起来的话说明你这一路的信号已经过载了,那么久需要你将你上面的GAIN旋钮减少或者将这一路的推子拉下来一点。
也就是说这个灯不能亮。
第八排标有HIGH的蓝色旋钮是控制这一路高音的旋钮。
第九排标有MID的蓝色旋钮是控制这一路中音频率的旋钮。
他的频率从250HZ 到5kHZ。
第十排的蓝色旋钮是控制这一路中音的旋钮。
也就是说你要控制这一路的中音要配合上面一排的频率快旋钮来使用。
将上面一排的旋钮旋到你要控制的那个中音的大概频率后再通过下面这一排的旋钮来控制他的大小。
第十一排标有LOW的蓝色旋钮是控制这一路低音的旋钮。
第十二排,十三排,十四排标有AUX1,AUX2,AUX3,的蓝色旋钮是辅助输出的音量旋钮。
他对应调音台右上角的SEND+4DBU的AUX1,AUX2,AUX3的插孔。
YAMAHAYS12操作使用培训资料
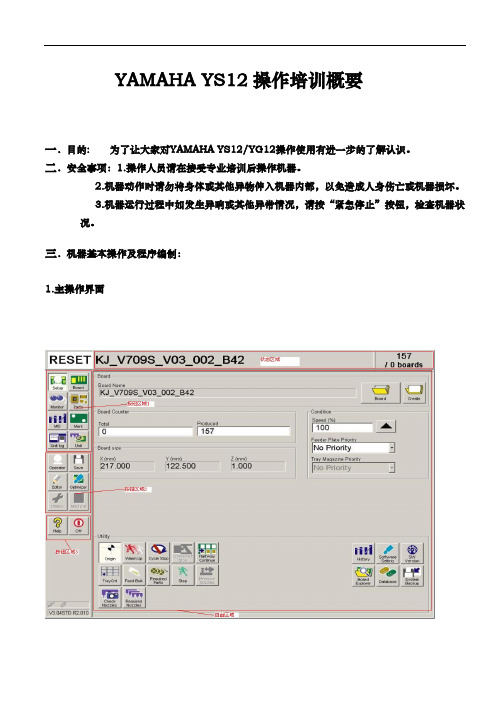
YAMAHA YS12操作培训概要一.目的: 为了让大家对YAMAHA YS12/YG12操作使用有进一步的了解认识。
二.安全事项:1.操作人员请在接受专业培训后操作机器。
2.机器动作时请勿将身体或其他异物伸入机器内部,以免造成人身伤亡或机器损坏。
3.机器运行过程中如发生异响或其他异常情况,请按“紧急停止”按钮,检查机器状况。
三.机器基本操作及程序编制:1.主操作界面(1)上图画面上的各区域意义:状态区域:左端显示当前的机器状态;中间显示所选基板的名称;右端显示基板的生产数量。
按钮区域1:可选择主要的操作菜单。
随着所选按钮,【自由区域】的画面内容自动切换。
按钮区域2:调用辅助功能的按钮。
按钮区域3:帮助按钮和切断电源按钮。
自由区域:显示由菜单按钮选择的操作画面。
(2)状态栏各状态意义介绍该标记表示机器处于停止状态.机器处于复位状态,确保安全的情况下可以按操作面板上的“START”使机器运行.该标记表示机器处于自动运行状态,可以按操作面板上的“STOP”使机器停止运行该标记表示机器处于安全停止状态位状态,必须消除掉安全停止的原因后才可以运行该标记表示机器处于错误报警状态,如吸料错误,识别错误等(3)基本操作开关机步驟:5到10分钟开机 归原点、暖机 选择程式 调试、生产 关机※ 一定要按正常程序开关机器!轨道调整Y 点击 点击 点击 完成 N※ PCB 宽度设定不可过宽(会导致PCB 掉落),亦不可过窄(会导致PCB 传送不顺)!PCB 固定以及顶针放置Y Y点击 点击 完成※ PCB 厚度设定与TABLE 上升的高度无关;但为了保持程式与其他机型的一致性,请按实际厚度录入. ※ PCB 的固定方式是采用PCB clamp 及Edge clamp 配合的方式进行定位的. 程式中的定位方式 只要选择成Edge clamp 即可2.BOARD 参数设置(1):BOARD机器启动 输入PCB 宽度 确认确认 不用输入PCB 厚度 放顶针Board Size(X):指要生产的PCB在X方向上的尺寸.Board Size(Y):指要生产的PCB在Y方向上的尺寸.Board Size Height:指要生产的PCB的厚度.Board Comment:对当前程序的说明性语句,对机器运行不产生影响,如“For IBM Main Board”等. Prod. Board Counter:产量计数器,每生产一块PCBA该数据就会自动累加1(如果是拼板则以整块产品计算).Prod. Board Counter MAX:以整块PCBA计算的计划产量,机器产量达到该值后会出现报警提示产量完成,设为0则表示无穷大.Prod. Block Counter:以小拼板计算的产品产量.Prod. Block Counter MAX:以小拼板计算的计划产量,机器产量达到该值后会出现报警提示产量完成,设为0则表示无穷大.Unloader Counter:机器轨道出口处的产量计数器,此处每有一块PCBA送出则自动加1.Unloader Counter Max:允许从机器轨道出口流出的产品数量.Board Fix Device:设定用于固定PCB的装置,一般选EDGE CLAMP方式.T rans Height:设定PCB生产完毕后P/U Table下降一定的高度,以便PCBA被松开送出机器. Conveyor Timer:轨道上感应PCB的Sensors信号延时,当PCB上有孔或较大缝隙影响到正常感应时,可适当设定该参数以便消除影响.Alignment:设定机器贴装材料时是否使用相机识别的功能.Vacuum Check:设定机器运行时是否通过真空检测来判断材料是否被正确吸取.Retry Sequence:设定当材料被抛弃后机器补贴的方式.有AUTO/BLOCK/GROUP三种. Precede Pick:设定是否使用预先吸取材料的功能.Conveyor Motor Speed:设定轨道传送的速度.Conveyor Y speed:有FAST、MIDDLE、VERY SLOW选项,表示TABLE移动的速度.Skip retry:设置因元件吸附错误、元件识别错误、元件用完等原因不能使用元件时是否贴装其他可以贴装的元件。
YAMAHA使用方法详解
YAMAHA使用方法详解首先,我们来说说最常见的乐器之一,钢琴。
YAMAHA的钢琴分为传统的竖式钢琴和现代的电子数字钢琴两种类型。
传统钢琴通常由木制外壳和黄铜制琴弦组成,琴键由象牙或塑料制成。
在使用传统钢琴时,首先需要把钢琴放在平坦的地面上,确保其稳定。
然后打开钢琴盖子,坐在琴凳上,双手放在键盘上,注意保持手指平直,轻轻按下琴键,可以发出音符。
现代的电子数字钢琴则比传统钢琴更便携和多功能。
它可以通过电源适配器或电池供电,并带有内置扬声器和各种音效。
使用电子数字钢琴,首先需要连接电源,然后打开电源开关。
根据需要,可以调节音量大小。
一般来说,音量旋钮位于钢琴的侧面或面板上。
接下来,选择所需的音色,可以通过面板上的按钮或旋钮进行调节。
电子数字钢琴还可以连接耳机、音响和电脑等外设,以进一步扩展音频输出选项。
接下来,我们来说说YAMAHA吉他的使用方法。
YAMAHA生产各种类型的吉他,包括尼龙弦吉他和钢弦吉他。
首先,在使用之前,需要进行吉他的调音。
吉他通常分为6个弦,从低音到高音分别是E、A、D、G、B、E。
可以使用调音器或耳朵来调整吉他的音调,确保每个弦的音都正确。
然后,可以使用吉他拨片或手指弹奏弦上的音符。
当拨动弦上的音符时,要注意手指的位置和力度,以获得所需的音效。
最后,我们来谈谈YAMAHA的电子乐器,如电子琴和电子鼓。
电子琴有许多琴键,可以模拟各种乐器的音色。
使用电子琴时,首先需要连接电源,并打开电源开关。
调整音量大小,选择所需的音色,可以通过面板上的按钮或旋钮进行调节。
电子琴还可以通过MIDI接口与其他乐器或计算机进行连接,以实现更多的音频控制选项。
电子鼓也是类似的原理,可以连接电源和音箱,通过敲击鼓面触发不同的鼓声。
总结一下,YAMAHA乐器的使用方法包括放置乐器在平坦的表面上,连接电源和音箱,调节音量和音色,选择正确的弦或琴键,根据需要调整音符的位置和力度。
同时,根据乐器的类型,还可以连接其他设备或外设来扩展音频输出选项。
YAMAHA数字调音台v中文使用说明书
1、初始化01V962、通常用场景记忆页面来存储和调入场景3、检查电池和系统版本4、使用监听初始化01V96您可以删除全部的用户设定并且恢复01V96到出厂的状态,同时可以复位操作锁的密码。
步骤如下:1确保01V96的电源关闭。
2按住SCENEMEMORY[STORE]按钮不放,然后打开电源开关。
片刻之后,出现如下的确定窗口:3如果要对01V96进行初始化,移动光标到INITIALIZE按钮,然后按[ENTER]。
取消初始化操作,移动光标到CANCEL按钮,然后按[ENTER]。
当01V96的内部信息重写后,01V96就回到了工厂设定。
4如果是要清除密码,在第二步的时候移动光标到PASSWORD按钮,然后按[ENTER]。
密码就重新设定成“1234”。
如果出现确认窗口后您不进行任何操作,该窗口会自动关闭然后启动01V96。
检查电池和系统版本Utility|Battery页面用于检查内部电池的情况和显示系统版本。
可以通过反复按DISPLAYACCES[UTILITY]按钮来显示该页面。
1Status(状态)如果状态显示“Okay”,说明电池的电量充足。
如果显示“VoltageLow!”,就提醒您赶快找YAMAHA的经销商或者是服务中心更换电池。
否则会引起01V96的记忆数据丢失。
2VerX.XX(X.XX是版本号。
)显示当前的系统版本。
当您要进行系统软件升级之前,一定要先检查当前系统版本。
请访问以下网站检查最新系统的版本号码:com/通常用场景记忆页面来存储和调入场景在SceneMemory(场景记忆)页面,您可以存储、调入、写保护、删除和编辑场景的标题。
1把您要作为场景保存的01V96参数调节好。
2反复按DISPLAYACCESS[SCENE]按钮直到出现Scene|Scenepage页面。
3旋转参数轮或者是按[INC]/[DEC]按钮来选择场景记忆,移动光标到其中一个按钮,然后按[ENTER]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数据备份
• 备份基板数据时必需使用YAMAHA机 器专用的「基板数据软盘」,以下简单说 明基板数据盘的生成方法和数据备份的方 法.
Step1:将软盘插入软盘驱动器.
将软盘(2HD)插入主机的FD驱动器, FD驱动器在主机右下方面板内.如下图 所示:
FD驱动器:
• Step2:按「基板保存」按钮,打开 基板保存对话框.
点击Tool
该对话框有两个选项,一个是拼块展开一个 是行列展开功能,最下面是展开后是否保存 原来拼块的数据.
拼板展开选项
行列展开选项
原数据 保存选
确认好选项后点击「OK」按钮.出现一个 对话框后按「是(Y)」按钮. 点击OK按 钮
按「是(Y)」 按钮
出现对话框按「确定」按钮.拼板展开完 成.
按「确定」按钮
键盘对话框
三、基本维护保养
• 为了维持机器的性能,在日常工作中必须 对机器进行一些最低限度的维护保养工作, 以保证机器的正常运行和贴装精度.本节 内容主要以点检、清洁、加油为中心,介 绍一些基本的维护保养作业的时间、位置 和具体操作方法.
1:点检位置
2:点检时间 按不同的点检时间说明点检内容 • 每日点检内容
Step1:按「优化」按钮,打开文件夹.
按「优化」 按钮
Step2:选择进行优化的程序
点击「Select」按钮选择程序.
按「Select」按钮
Step3:选择需优化的程序名按「Select」键
选择需要优化 的程序
要优化的程 序显示在这 里
选择文 件类型 按此按钮
Step4:进行吸嘴和Feeder站位编辑选择
日本N.E.D机械设备株式会社东莞代表处
基板搜索按 钮
基板搜索画面
Step3:将光标移至需备份的基板数 据行.
同时按「Ctrl」键、「Shift」键,可以复制 选择数据.需选择全部基板数据时,按 「全部选择」按钮.
Step4:指定保存位置
「右—左」复制时,按左測目录集上的「F D」键,「左—右」复制时,按按右測目 录集上的「FD」键.如下图:
一、拼板展开
• Step1:启动编辑功能,打开编辑按 钮.
编 辑 按 钮
Step2:选择进行拼板展开的基板
• 点击文件夹,显示「VIOS基板数据目录集」画 面,选择需进行偏差展开的基板数据,按 「SELECT」键.
点击此文件夹显示 VIOS目录
VIOS 数据目录
Step3:拼块展开
点击「Tool」→「BlockOffset」→ 「BlockDistribute」,出现如下对话框.
结束语
这次培训到此结束,希望这次培训能给 大家在以后的工作中有所帮助,对实际生产 的制程或设备保养维护有所帮助,同时希望 大家有任何问题及时反馈到我们这里,我们 会及时地提供优质服务,尽快解决问题.同时 欢迎对我们的服务多提一些意见或建议,我 们将及时地对我们的服务工作进行改进以 更好地配合大家的工作!! 谢谢大家!!
吸嘴编辑选项
按此按 钮
Feeder站位编 辑选项
Step5:编辑吸嘴和站位 进行吸嘴编 辑
进行Feeder站位编辑
编辑完后按此 键退出
Setp6:编辑完成后保存文件
保存数据
Step7:进行程序优化
选中文件名后按中间蓝色按钮.
按此按钮 选择文件
执行优化并保存文件.结束优化.
按执行按钮进行程 序优化
附件1:YG200的给油部位
X轴
Y轴
YT轴
附件2:W轴、NOZZLE给油部分
W轴 W轴
NOZZLE 给油位置
头部气路清洁
• 用扳手拧下螺丝后,用专用酒精瓶向内注入酒精后 气枪向上吹出,注意在吹之前用无棉纸挡在上面,防 止酒精溅出. 拆下螺丝
用气枪清洁
相机照明部分
• 先用弱风气枪吹掉照明装置和相机的灰尘,再用酒 精将无尘棉丝纸弄湿,然后轻轻擦拭或用棉签清洁, 注意不可用液体清洁剂清洁或硬物擦拭. 使用无尘棉纸清洁备株式会社东莞代表处
执行最优化
• 对程序进行优化可以节省生产时间提高生 产效率,优化时如程序中有拼板的需先进行 拼板展开,然后再进行优化,这样可以达到更 好的效果.使用「拼板展开」功能,也就是将 拼块基板的数据变为整块基板数据的功能, 也称为「偏差展开」. • 另外,在我们要对数据进行编辑或休整时,可 以将展开后的数据返回到拼板数据进行.
二:拼板返回
在我们需要对程序数据进行修改或编辑数 据时,就需要先返回拼板后再进行修改或 编辑部数据,拼板返回步骤同拼块展开一 样,唯一的区别在于选项时选择拼板返回 功能就行了!选择步骤如下: 「Tool」→「Block Offset」→「Block Dsitribute Return」
三:执行优化
数据复制
Step5:按「复制」按键
复制按 键
显示「基板搜索」的确认按钮,按「是」, 数据被复制.
按「是」按钮.数 据被复制.
Step6:根据需要,按「名称变更」 按钮,变更文件名称
• 为区分原数据和复制数据,可以变更复制后数据 的文件名称,复制后文件按左下「名称变更」按 钮、键盘对话框显示,输入名称后按「OK」 键. 名称变 更按钮
每周点检内容
每月点检内容
每六个月点检一次
3:机器各轴、导轨的清洁、加油. Step1:在对机器的螺旋丝杆、导轨进行清洁 加润滑油时必需退出软件系统,使电源呈 OFF状态,打开机器前面正下方面板,拔掉控 制器的X轴、Y轴马达电源(这样移动X、Y 轴非常容易). 前面控制 箱
Step2:擦试高钢性螺旋丝杆、导轨.
基板保存画面
「格式化」按钮
「生成软盘」按钮
Step3:生成基板数据软盘
1:未格式化软盘 按「格式化」按钮,根据画面指示执行. 2:已格式化软盘 Windows用的格式化软盘,只需按「生成 软盘」按钮即可.
用基板搜索备份数据
Step1:将基板数据软盘插入软盘驱动 器
Step2:按「程序」画面的「基板搜 索」按钮
将机器头部或X、Y轴臂移至一端,用不会产生灰 尘的棉丝纸擦拭螺旋丝杆全体,然后再将机器头部 或X、Y轴臂移至另一端再进行清洁一遍,注意仔 细擦拭螺旋丝杆的引线沟部并检查在擦拭中是否 产生了灰尘(包括W轴) 线形导轨 螺旋丝 杆
Step3:涂润滑油.
用手沾上润滑油再均匀的涂抹到螺旋丝杆、导轨 及其引线的沟部,用油枪往各个油嘴注入润滑油,完 成后用手移动X、Y轴数次,再擦出多余的润滑油, 然后接上控制器马达电源接插件,开启电源进行暖 机! 用油枪给各个油嘴注入润滑油
气、烟过滤器
• 为了使空气压缩机内的油、水、不纯物等不进入 机器,在机器上特别配置有气、烟过滤器.因此需定 期对其进行检查并进行清洁,清洁时可用水兑稀清 洁剂进行清洗,然后擦拭干再安装,安装好后通气检 查是否有漏气现象.如部品有损伤的要及时进行更 换以保证机器正常运行.
过滤杯的清洗
空气过滤器
5:电磁阀 通过气动驱动的传送装置和feeder站等装 置失效时,可以考虑是由电磁阀故障造成,此 时可先用I/O对故障进行确认,将画面切换到 「装置」—「 I/O 」图象画面,将光标移到 「Output」目录集中需点检的装置行,按 「ON/OFF」按钮,确认I/O表示由“1”向 “0”切换(或者按电磁阀上面的红色手动按 钮),同时观察电磁阀LED灯是否亮,如电磁阀 OK而装置无动作则可考虑是机械故障,需检 查机械部分并对故障进行维修,如电磁阀损 坏则对其进行更换.各装置的电磁阀安装在 机器后面右下方的面板内和feeder站台下 方.