ISO 8501中文
ISO-8501中文
ISO 8501-1:2007ISO 8501 由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分:未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有ISO 8501 、ISO 8502、ISO 8503等国际标准,而ISO 8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要: ——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力范围内下面所涉及的4个国际标准分别针对钢材预处理的几个方面ISO 8501——表面清洁度的目测评估ISO 8502——表面清洁度的评估试验ISO 8503——钢材喷砂清理后表面的粗糙特征ISO 8504——表面预处理方法每一个国际标准又分为几个独立部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
ISO 8501的这一部分,其中包括28张具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
ISO8501中文
ISO 8501-1:2007ISO 8501 由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分:未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有ISO 8501 、ISO 8502、ISO 8503等国际标准,而ISO 8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要: ——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力围下面所涉及的4个国际标准分别针对钢材预处理的几个方面ISO 8501——表面清洁度的目测评估ISO 8502——表面清洁度的评估试验ISO 8503——钢材喷砂清理后表面的粗糙特征ISO 8504——表面预处理方法每一个国际标准又分为几个独立部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
ISO 8501的这一部分,其中包括28具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
ISO 8501中文

ISO 8501-1:ISO 8501由以下部分构成,总标题.涂料和相干产品运用前钢衬底的制备——概况干净度的目测评估:部分1:未涂装钢材与周全去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有概况缺点的焊缝.边角.等区块的预处理等级部分4:关于高压喷水除锈的初始概况情形.预处理等级和除锈等级涂装油漆和相干产品前的钢材的预处理/概况干净度的目测评价第1 部分:未涂装钢材与周全去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相干产品等钢材的呵护涂层的概况受钢材概况状况的明显影响.已知影响这些表示的重要身分包含:a)消失锈蚀和氧化皮b)消失盐.尘土.残油和油脂等概况污物c)概况光滑度今朝评价这些身分有ISO 8501 .ISO8502.ISO8503等国际尺度,而ISO8504为获得钢材预处理办法供给指点这些国际尺度不包含推举钢概况的呵护涂装体系,也不包含推举特别情形下的概况质量请求,尽管呵护性涂装的选择和他们的表示会直接影响概况质量.这些推举可以在国度尺度和实行律例等文件中找到.这些国际尺度的运用者为确保质量必须要:——与钢材露天存放的情形前提和运用的呵护涂层体系相谐调与顺应——在划定的清算流程的才能规模内下面所涉及的4个国际尺度分离针对钢材预处理的几个方面ISO 8501——概况干净度的目测评估ISO8502——概况干净度的评估实验ISO8503——钢材喷砂清算后概况的光滑特点ISO8504——概况预处理办法每一个国际尺度又分为几个自力部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材概况罕有的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经由概况预处理的尚未涂装的钢材概况和周全去除原有涂装的钢材概况的目测干净度分为必定等级(即预处理等级).这些目测干净度的水温和涂装前干净钢材概况的办法有关.ISO 8501的这一部分,个中包含28张具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的对象.个中14 张照片样本展现了运用石英砂为磨料经由干式喷砂清算后的钢材概况.运用其他磨料可能会影响到钢材概况的外不雅,不合的磨料导致的色彩转变见附录A注1:24 张照片样本来自于瑞典尺度"SIS 0559001967 涂装钢材概况的预处理等级照片",别的4 张照片起源于德国尺度"DIN 55928 , 第4节,附录1(1978 年8 月)有机涂层和金属涂层对金属构造的防护.预处理和概况测试的尺度照片"涂装油漆和相干产品前的钢材的预处理/概况干净度的目测评价第1 部分钢材涂装前的锈蚀等级和预处理等级第l节规模ISO 8501的本部分把钢材概况界说为一系列的锈蚀等级和预处理等级(见第2节和第3节).各类等级有文字论述和与文字论述相对应的具有带表性的照片样本来界说解释.ISO 8501 的本部分实用于经由过程喷砂清算.手动和电动对象清算.火焰清算等办法进行涂装前预处理的热轧钢材的概况,尽管这些办法不大具有可比较性.从本质上讲,这些办法重要合适热轧钢材,但是特别是硼砂除锈的办法同样实用于足够厚的.能经得住磨料冲击和电动对象清算导致的变形的冷轧钢材.ISO 8501 的本部分同样实用于氧化皮上残留稳固的油漆或其他异物的钢材(见3.1节注2)注1 局部去除油漆涂层的以前涂装过的钢材概况预处理等级见ISO 85012.ISO 8501 的本部分以目测外不雅来断定其概况干净度,这在很多时刻相符请求.但是因为涂装经常要吐露在一些严格的情形里,例如浸入水中并保持冷凝,这时就须要用ISO8502 各个部分中划定的物理和化学的办法来检测目测干净的钢材概况上可消融盐和其他看不见的污染物.概况的光滑度特点请参考ISO8503 的各个部分注2 ISO 8501的本部分包含三种官方说话,英语.法语和德语.第2节锈蚀等级锈蚀等级被分为ABCD四个锈蚀等级,各个锈蚀等级如下:A 钢材概况大面积地笼罩着氧化皮,几乎没有锈B 钢材概况已开端生锈,氧化皮脱落C 钢材概况氧化皮已经因锈蚀而脱落或者可以被刮失落,但是正常目测下只能看到少量的点状锈斑.D 钢材概况氧化皮己经因锈蚀而脱落,正常目测下可以看到大量的锈斑.锈蚀等级具有代表性的照片样本见ISO 8501 的第5节第3节钢材概况的预处理办法和清算等级被界说为一系列的预处理等级.在本文的3.2.3.3和3.4中,预处理等级由清算操纵后概况外不雅的文字论述界说.预处理等级的具有代表性的照片样本见ISO 8501 的第5节.每一种预处理等级由响应的字母"Sa" "St" 或"F1"来暗示采取的清算办法的类型.假如字母后稀有字,则代表清算氧化皮.锈蚀和原有涂装的程度.注1 在3.2 .3.3 和3.4中"异物"这个词包含可消融盐和焊渣.这些污物不克不及用干式喷砂.手动和电动对象.火焰等办法完整去除,应运用湿式喷砂或喷水的办法注2 氧化皮.铁锈和油漆假如能被用油灰刮刀去除,则可以看作附着不稳固.3.2 喷砂清算Sa喷砂清算方法进行概况预处来由字母"Sa" 暗示.喷砂清算描写见表1.在喷砂清算之前应铲失落厚层铁锈,可见的残油.油脂和污物也应当被去除.喷砂清算后应清算失落浮尘和残渣.注:喷砂清算,包含功课前后的处理和喷砂清算的步调等概况预处理的办法见ISO85042运用手动和电动对象进行清算,例如刮刀.钢丝刷.机械刷和砂轮机,由字母St 暗示.手动和电动对象清算的等级见表2在运用手动和电动对象清算之前应铲失落厚层铁锈.可见的残油.油脂和污物也应当被去除.运用手动和电动对象清算,包含功课前后的处理和运用手动和电动对象清算的步调等概况预处理的办法见ISO85043注2 本文不包含Stl 预处理等级,因为其对应的概况不合适涂装.火焰清算方法进行概况预处来由字母"F1" 暗示.火焰清算的描写见表3在火焰清算之前应铲失落厚层铁锈,可见的残油.油脂和污物也应当被去除.火焰清算后运用电动钢丝刷清算概况.注:火焰清算包含最后用电动钢丝刷去除清算进程中的产品.手动钢丝刷无法达到令人满足的涂装概况的请求.在优越的散射日光下或在人造的照明对象下,凭借正常目力检讨钢材概况并将其与本文附带的每一张照片进行比较(细节见第5 节).将照片接近预备评估的钢材概况并放在其平面上.对于锈蚀等级,将明显的最差等级记载为评估的成果:对于预处理等级,将与钢材概况外不雅最邻近的等级记载为评估的成果注l 除了实用的清算办法,例如干式喷砂清算中运用特别的磨料种类,下列身分也能影响目测评价的成果a)钢材概况的初始状况不属于任何尺度锈蚀等级b)钢材本身的色彩c)不合程度的腐化和不平衡移动材料所造成的不合光滑度d)概况不规矩,如花边e)对象留下的陈迹f)不平均的照明g)竖直必定角度喷射磨料造成的概况暗影h)嵌入磨料注2 对于以前涂装过.经由预处理并预备从新涂装的钢材概况,只能用锈蚀等级D或C(例如DSa2.5 或CSa2.5)的照片来做目测评估,选择(例如在DSa2.5和CSa2.5之间选择)取决于锈蚀斑的程度第5节照片附加了28张与铜基板比较的具有代表性的照片样本这些照片全尺寸展现,即不是放大的,为便利运用,他们陈列在表格l 和2中4张照片与锈蚀等级A.B .C.D 相对应〈见第2 节〉24张照片与从ASa2.5到DF1的概况预处理等级相对应,他们由干式喷砂清算.手动和电动对象清算及火焰清算获得.其他办法,例如湿式喷砂和喷水清算,清算出的概况可能在外不雅.色彩等方面不合,但是这些照片仍然可以用于指导预备等级14张照片,从ASa2.5到DSa3,展现了用磨料干式喷砂清算后的钢材概况,包含石英砂.在很多国度,这些磨料在关闭区域是制止运用的,除非在严厉的掌握前提下.是以其他类型的磨料经经常运用于干式喷砂清算.这些磨料可以清算出一个不一样的概况外不雅,即使一丝不苟的清算之后(见附录A)没有展现从ASa1 , ASa2, ASa2, ASt2或ASt3 的照片,因为这些预处理等级不成能完成,且现有的照片已足够运用附录A 不合磨料喷砂清算后钢概况变更的代表性的照片样本A.1 综述本部分供给了锈蚀等级和预处理等级的一系列的书面规范的代表性的照片样本.这些照片中有14张,从ASa2.5到DSa3展现了不合磨料喷砂清算后的铜概况的外不雅变更,包含石英砂.本附录的基本是有很多的不合磨料可用于喷砂清算.因为一些磨料嵌入到喷砂清算后的概况,所以磨料的色彩影响概况的外不雅.一般来说,暗色的磨料的运用,例如精华精辟铜渣或煤渣,会导致整体比较暗,假如运用沙子会导致整体比较钝.一些坚硬的金属磨料,尽管他们不是黑色的,也会导致暗色的外不雅,因为喷砂清算概况凹陆的深侧形成了暗影.别的,很多国度的律例制止石英砂作为磨料运用,本部分为制造代表性的照片而运用石英砂不克不及够作为运用石英砂的根据.本附录供给了低碳钢锈蚀等级C喷砂清算预处理等级Sa3的代表性照片样本,拍摄这些照片用到了经常运用的6种(金属的和非金属的)磨料.为了比较,包含了一张钢材的原概况,即预处理之前的钢材概况的照片.A.2 钢基板目测评估的步调评估与处理等级并记载评估成果,参照第4节的描写假如评估的概况外不雅不合于最类似的照片,本附录对样本的描写和ISO 8501中本部分的结尾中展现的照片可以作为色彩深度和色调变更上的指南,可能是因为用于预处理的材料.本附录中距离解释的样本相符预处理等级a3的书面描写(见表格1).任何情形下评估要相符表格1中给出的预处理等级描写A.3 照片样本ISO8501中本部分的结尾给出了6张照片样本.这些样本全尺寸展现,即没有放大.这些照片经由过程喷砂清算锈蚀等级C的低碳钢到预处理等级Sa3获得,表格1中有描写,用到了6种不合的经常运用磨料.包含了1张钢材原概况用于目测比较.这些照片展现在图A.1中.选择用于供给"中央的"概况轮廓的磨料在ISO85032 中有描写.划分一个低碳钢板为不合的渐进条状带,然后每个条状带用不合的磨料从锈蚀等级C喷砂清算到预处理等级Sa3.喷砂清算其他条状带时当心呵护先前与处理过的条状带.为了防止新的预处理概况的退化,喷砂清算全体完成后立时对铜板进行摄影.照片展现了概况外不雅的不合,包含色彩.由在同样的钢板上用不合的磨料喷砂清算到统一与处理等级获得.展现概况外不雅的照片有在以上描写前提下运用每种磨料获得,但是要留意在实践当中可能有变更.实用的低碳铸钢颗粒磨料为等级S100,ISO111243中有具体描写.冷硬铸铁研磨料为等级G070, ISO111243 中有解释.ISO 111253 描写的办法的硬度.决议在照片相干部分的题注中有解释.精华精辟铜渣或煤渣分离。
iso8501-1-2007翻译
ISO8501由以下部分组成,在总标题涂料和相关产品使用前钢衬底的制备--表面清洁度的目测评估下:——部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级——部分2:部分去除已有涂装的已涂装钢材的预处理等级——部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级——部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1部分未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有iso8501、iso8502、iso8503等国际标准,而iso8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要:——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力范围内下面所涉及的4个国际标准分别针对钢材预处理的几个方面Iso8501——表面清洁度的目测评估Iso8502——表面清洁度的评估试验Iso8503——钢材喷砂清理后表面的粗糙特征Iso8504——表面预处理方法每一个国际标准又分为几个独立部分Iso8501的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
Iso8501的这一部分,其中包括28张具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
表面处理ISO8501
表面处理标准
• 手工和动力除锈等级Fra bibliotek手工和动力工具除锈 St2:彻底的手工和动力工具除锈 钢板表面应无可见的油脂和污物,并且没有附着不牢的氧化皮,铁锈和油漆 层及其它污物(水溶性盐和焊接残渣). St3:非常彻底的手工和动力工具除锈 除锈应比st2级更为彻底,底材表面应具有金属光泽.
表面处理标准
喷射处理等级
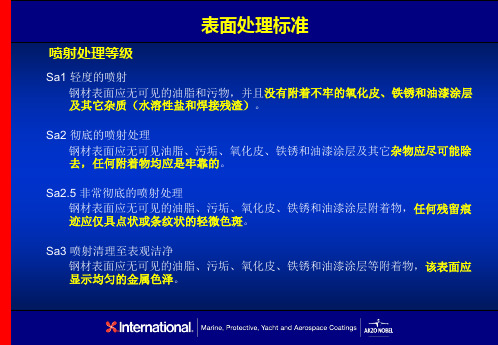
Sa1 轻度的喷射 钢材表面应无可见的油脂和污物,并且没有附着不牢的氧化皮、铁锈和油漆涂层 及其它杂质(水溶性盐和焊接残渣)。 Sa2 彻底的喷射处理 钢材表面应无可见油脂、污垢、氧化皮、铁锈和油漆涂层及其它杂物应尽可能除 去,任何附着物均应是牢靠的。
Sa2.5 非常彻底的喷射处理 钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层附着物,任何残留痕 迹应仅具点状或条纹状的轻微色斑。
SI-8501L中文资料
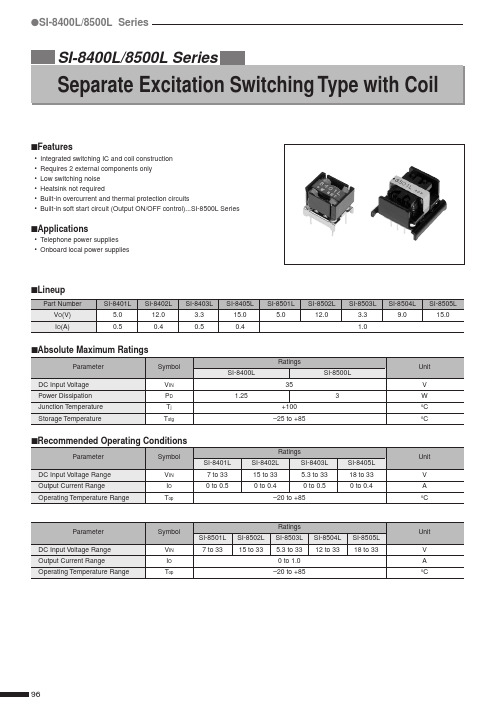
96s Features•Integrated switching IC and coil construction •Requires 2 external components only •Low switching noise •Heatsink not required•Built-in overcurrent and thermal protection circuits•Built-in soft start circuit (Output ON/OFF control)...SI-8500L Seriess Applications•Telephone power supplies •Onboard local power suppliess Lineups Absolute Maximum Ratingss Electrical Characteristics9798s Outline Drawings Block DiagramsStandard External Circuit(unit:mm)99s T a -P D Characteristicss SI-8500L application circuitTerminal no.2 is for soft start. Connecting a capacitor to the terminal enables the soft start function. See page 85 for the formulas to calcu-late delay time and rise time. Output can be turned on and off by using the soft start terminal. T o stop output, set the soft start terminal voltage to V SSL (0.2V typ.) or less. To switch the potential of the soft start terminal, drive the open collector of the transistor. Since the discharge current from C 3 flows to the ON/OFF control transistor, limit the current for protection. The SS terminal is pulled up to the power supply in the IC and no external voltage can be applied.s Caution1. Allocation of ComponentsFor the best operating environment, the ground should be a single ground line at the GND terminal (terminal 2 on the SI-8400L, terminal 3 on the SI-8500L), and the wiring from C 1 and C 2 to ground should be as short as possible.2. Capacitors C 1 and C 21) They must satisfy the breakdown voltage and allowable ripple current.Exceeding the ratings of these capacitors or using them without derating shortens their service lives and may also cause abnormal oscillation of the IC.2) C 2 must be a low-impedance type capacitor to ensure minimum ripple voltage and stable switching operation.3) C 3 (SI-8500L only) is a capacitor for soft start. When not using soft start, leave terminal 2 open. It is pulled up inside the IC.3. Terminals LIN and NC in the connection diagram must be left unconnected to other circuits.4. The IC's metalic heatsink is electrically floating. Do not connect it to GND or any other circuit.5. Since the SI-8400L and 8500L series have an open-package construction, they can only be operated in specific environments. Verify the operating environment and use the conditions indicated in the reliability data.V O. ON/OFF Soft start Soft start +V O ON/OFFs Typical Characteristics (SI-8400L Series)100s Typical Characteristics (SI-8500L Series)101。
ISO85 01中文

ISO 8501-1:2007ISO 8501 由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分:未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有ISO 8501 、ISO 8502、ISO 8503等国际标准,而ISO 8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要: ——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力范围内下面所涉及的4个国际标准分别针对钢材预处理的几个方面ISO 8501——表面清洁度的目测评估ISO 8502——表面清洁度的评估试验ISO 8503——钢材喷砂清理后表面的粗糙特征ISO 8504——表面预处理方法每一个国际标准又分为几个独立部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
ISO 8501的这一部分,其中包括28张具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
5 表面处理ISO8501
九.表面处理标准九.表面处理标准ISO8501•表面处理的标准为了正确评定表面处理的质量,许多国家都制订了表面处理质量评定标准。
国际标准化组织色漆和清漆技术委员会涂装前钢材表面处理分会制订了国际标准ISO8501-1.1988其它如日本、美国、英国、澳大利亚、中国(GB 8932)与瑞典,ISO标准相同。
国际标准ISO8501-1:1988将未涂装过的钢材表面原始程度按氧化皮覆盖程度和锈蚀程度分为四个等级,分别以A、B、C、D表示,并有相应的照片对照。
A.全面覆盖氧化皮,表面几乎没有锈蚀的钢表面。
B.氧化皮已开始剥落。
C.氧化皮大面积剥落,开始麻点。
D.氧化皮全部剥落,有较多麻点。
A.全面覆盖氧化皮,表面几乎没有锈蚀钢表面。
B.氧化皮已开始剥落。
C.氧化皮大面积剥落,开始麻点D.氧化皮全部剥落,有较多麻点九.表面处理标准喷射处理等级Sa1 轻度的喷射钢材表面应无可见的油脂和污物,并且没有附着不牢的氧化皮、铁锈和油漆涂层及其它杂质(水溶性盐和焊接残渣)见照片Bsa1,Csa1,Dsa1。
Sa2 彻底的喷射处理钢材表面应无可见油脂、污垢、氧化皮、铁锈和油漆涂层及其它杂物应尽可能除去,任何附着物均应是牢靠的。
见照片Bsa2,Csa2,Dsa2。
Sa2.5 非常彻底的喷射处理钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层附着物,任何残留痕迹应仅应为点状或条纹状的轻微色斑,见照片Asa2.5, Bsa2.5, Csa2.5, Dsa2.5。
Sa3 喷射清理至表观洁净钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽,见sa3,Bsa3,Csa3,Dsa3。
ISO 8501-1 : Blast Cleaning (A Grade)•喷射处理等级A Sa 2 ½A Sa 3ISO 8501-1 : Blast Cleaning (B Grade)B Sa 1B Sa 2 B Sa 3B Sa 2 ½•喷射处理等级ISO 8501-1 : Blast Cleaning (C Grade)C Sa 1 C Sa 2C Sa 2 ½ C Sa 3•喷射处理等级•喷射处理等级ISO 8501-1 : Blast Cleaning (D Grade)D Sa 1 D Sa 2 ½D Sa 2 D Sa 3Sa2.5标准样板,以及某现场图片九.表面处理标准•手工和动力除锈等级手工和动力工具除锈St2:彻底的手工和动力工具除锈钢板表面应无可见的油脂和污物,并且没有附着不牢的氧化皮,铁锈和油漆层及其它污物(水溶性盐和焊接残渣)见照片Bst2,Cst2,Dst2St3:非常彻底的手工和动力工具除锈除锈应比st2级更为彻底,底材表面应具有金属光泽,见照片Bst3,Cst3,Dst3手工和动力除锈等级••St2级St3级动力工具清理盘式打磨机¾有气动和电动打磨机可供使用,它有一个带填料的平整表面或具有研磨作用的表面与待清理金属表面接触。
IS0 8501-1

ISO 8501-1:1994补充性信息1994-12-15© ISO版权所有。
除非另有规定,在未得到出版者的书面同意之前,本出版物的任何部分不得以任何形式,电子或机械的,包括复印和缩微胶卷,复制或利用。
ISO 8501-1:1988/Suppl: 1994(E/F/R)前言ISO (国际标准化组织)是国家标准机构( ISO成员)的全世界联合会。
制定国际标准的工作通常由ISO技术委员会完成。
对技术委员会已经确定的主题感兴趣的每个成员有权利派代表参与该委员会。
与国际标准组织联络的政府和民间的国际组织也参加标准制定工作。
国际标准组织在所有电工技术标准化事物上紧密地与国际电工委员会(IEC)合作。
技术委员会的主要任务是制定国际标准,但是在该情况下,技术委员会发表了ISO 8501-1的补充信息。
此信息性增补由技术委员会ISO/TC 35,油漆和清漆,分会12制定。
在涂装油漆和相关商品以前钢基材的准备。
在总题目-在涂装油漆和相关商品以前钢基材的准备—表面洁净度的目测鉴定之下,目前ISO8501-1内下列部分组成:—部分1:全部除去以前涂层后无涂层钢基材和钢基材的生锈等级和准备等级—部分1的信息性补充:当用不同的研磨料喷砂清理时外观改变的典型照相举例—部分2:局部除去以前涂层后以前镀层钢板基材的准备等级—部分3 :焊接、切边和表面缺陷的准备等级。
国际标准ISO 8501-1:1988/Suppl: 1994(E)涂装油漆和相关商品前钢基材的准备—表面洁净度的目测鉴定部分1:除去以前涂层后无涂层钢基材和钢基材的生锈等级和准备等级部分1的信息性补充:当用不同的研磨料喷砂清理时外观改变的典型照相举例介绍施加到钢材的油漆和相关商品的防护层的性能显著地受在刷涂之前的钢材表面状态的影响。
已知影响此性能的主要因素是:a) 生锈和氧化铁皮的存在;b) 表面污染物,包括盐类、灰尘、油类和润脂油的存在;c) 表面轮廓ISO8501、ISO8502和ISO8503提供了评定这些因素的方法,而ISO8504提供了清理钢基材的准备方法的指导,指明每个方法能够达到的规定洁净度。
常用标准对比
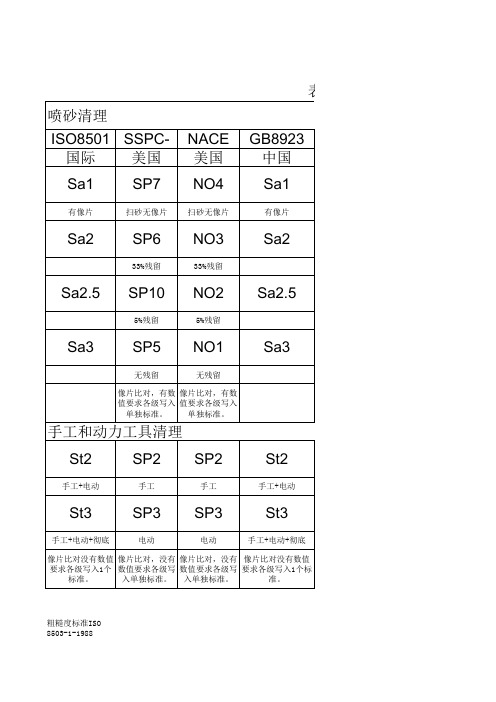
ISO8501SSPC-
NACE GB8923国际美国
美国中国Sa1
SP7NO4Sa1有像片扫砂无像片
扫砂无像片有像片Sa2SP6
NO3Sa2
33%残留33%残留Sa2.5SP10
NO2Sa2.5
5%残留5%残留Sa3SP5
NO1Sa3
无残留无残留像片比对,有数值要求各级写入单独标准。
像片比对,有数
值要求各级写入
单独标准。
St2
SP2SP2St2手工+电动手工手工手工+电动
St3
SP3SP3St3手工+电动+彻底电动电动手工+电动+彻底
像片比对没有数值要求各级写入1个标准。
像片比对,没有数值要求各级写入单独标准。
像片比对,没有数值要求各级写入单独标准。
像片比对没有数值
要求各级写入1个标
准。
粗糙度标准ISO 8503-1-1988
手工和动力工具清理
喷砂清理
描述
喷射清理全部,有牢固附着的氧化皮,锈蚀和涂料的残留物。
ISO、GB有像片
喷射清理到至少67%以上的表面没有可见残留物。
各标准都有比对照片。
喷射清理至少表面95%以上的没有可见锈蚀和氧化皮。
各标准都有比对照片。
喷射清理除去所有可见的锈蚀、氧化皮、涂料和杂质。
各标准都有比对照片。
SSPC-Vis 1 钢底材干磨料喷砂清理 的指导和参考照片
+ISO/GB照片
sspc-vis3钢底材表面手工和动力工具清理的指导和参考照片
+ISO/GB照片
sspc-vis3钢底材表面手工和动力工具清理的指导和参考照片
+ISO/GB照片。
ISO8501喷漆前表面清洁度检查 培训讲义

锈蚀及预处理等级评定:
评定锈蚀等级时,记录下显而易见的最差的 等级作为评定结果;评定预处理等级时,记 录下与钢材表面等级最相近的等级作为评定 结果。
预处理等级:(仅介绍喷射处理的等级)锈蚀等级展示:来自蚀等级展示:锈蚀等级展示:
锈蚀等级展示:
ASa2½ 样片
ASa3样片
BSa2½ 样片
• D.氧化皮已因锈蚀而剥落或者可以刮除, 但在正常视力观察,已可见普遍发生点蚀的 钢材表面
表面清理的分类
• 1.喷射清理:Sa • 2.手动或电动工具清理:St • 3.火焰清理:FI
喷射清理的等级:
1.Sa1:轻度喷射清理,在不放大的情况下,表面应无可见的油 脂和污垢,并且没有附着不牢的氧化皮,铁锈,油漆涂层和异 物,
•
相信相信得力量。20.11.52020年11月5日星期 四9时14分39秒20.11. 5
谢谢大家!
•
加强做责任心,责任到人,责任到位 才是长 久的发 展。20. 11.520. 11.5Th ursday, November 05, 2020
•
人生得意须尽欢,莫使金樽空对月。09:14:3909:14:3909:1411/5/2020 9:14:39 AM
•
安全象只弓,不拉它就松,要想保安 全,常 把弓弦 绷。20. 11.509: 14:3909:14No v-205- Nov-20
•
重于泰山,轻于鸿毛。09:14:3909:14:3909:14Thursd ay, November 05, 2020
•
安全放在第一位,防微杜渐。20.11.520.11.509:14:3909:14:39Nove mber 5, 2020
•
追求至善凭技术开拓市场,凭管理增 创效益 ,凭服 务树立 形象。2020年11月5日 星期四 上午9时14分39秒09: 14:3920.11.5
8501密封胶条执行标准

8501密封胶条执行标准
8501密封胶条是一种常用的硅橡胶密封胶条,具有优良的耐高低温性能、耐老化性能和密封性能。
关于8501密封胶条的执行标准,我国相关标准规定如下:
1. 产品标准:GB/T 29639-2013《硅橡胶密封胶条》
这个标准规定了硅橡胶密封胶条的分类、要求、试验方法、检验规则等内容。
在该标准中,8501密封胶条属于硅橡胶密封胶条的一个品种。
2. 试验方法标准:GB/T 528-2009《硫化橡胶或热塑性橡胶拉伸试验方法》
这个标准规定了硫化橡胶或热塑性橡胶拉伸试验的试验方法,包括试样制备、试验设备、试验程序等内容,适用于8501密封胶条的力学性能测试。
3. 硬度试验标准:GB/T 531.1-2008《硫化橡胶或热塑性橡胶硬度试验方法》
这个标准规定了硫化橡胶或热塑性橡胶硬度试验的方法,包括试样制备、试验设备、试验程序等内容,适用于8501密封胶条硬度的测试。
4. 耐老化试验标准:GB/T 7759-2006《硫化橡胶或热塑性橡胶耐老化试验方法》
这个标准规定了硫化橡胶或热塑性橡胶耐老化试验的方法,包括试样制备、试验设备、试验程序等内容,适用于8501密封胶条耐老化性能的测试。
5. 耐高低温试验标准:GB/T 2951.21-2008《硫化橡胶或热塑性橡胶耐高低温试验方法》
这个标准规定了硫化橡胶或热塑性橡胶耐高低温试验的方法,包括试样制备、试验设备、试验程序等内容,适用于8501密封胶条耐高低温性能的测试。
需要注意的是,这些标准仅供参考,具体执行标准可能因生产厂家、产品类型和应用领域等因素有所不同。
在选购8501密封胶条时,请向供应商询问具体的执行标准,以确保产品的质量和性能。
标准中英文对照

中国标准名称 Chinese standard name 产品几何技术规范(GPS) 极限与配合 第1部分:公差、偏差和配合的 基础 产品几何技术规范(GPS) 极限与配合 第2部分:标准公差等级和孔、轴极限偏 差表 一般公差 未注公差的线性和角度尺寸的 公差 焊接结构件的一般尺寸公差和形位公差 重型机械通用技术条件 第9部分 切削加 工件
国际标准代号 International standard ISO 286-1:2010 ISO 286-2:2010 ISO 2768-1:1989 ISO 13920:1996
国际标准名称 International standard code Geometrical product specifications (GPS) - Limits and fits - Part 1: Bases of tolerances, deviations and fits Geometrical product specifications (GPS) - Limits and fits - Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts General tolerances--Tolerances for linear and angular dimensions without individual tolerance indications Welding-General tolerances for welded constructionsDimensions for lengths and angles-Shape and position Heavy - duty machines - General technical requirements - Part 9: Machined parts
ISO 8501中文

ISO 8501-1:2007ISO 8501 由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分:未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有ISO 8501 、ISO 8502、ISO 8503等国际标准,而ISO 8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要: ——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力范围内下面所涉及的4个国际标准分别针对钢材预处理的几个方面ISO 8501——表面清洁度的目测评估ISO 8502——表面清洁度的评估试验ISO 8503——钢材喷砂清理后表面的粗糙特征ISO 8504——表面预处理方法每一个国际标准又分为几个独立部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
ISO 8501的这一部分,其中包括28张具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
ISO-8501-1-2007中文

ISO 8501-1:2007ISO 8501 由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分:未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有ISO 8501 、ISO 8502、ISO 8503等国际标准,而ISO 8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要: ——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力范围内下面所涉及的4个国际标准分别针对钢材预处理的几个方面ISO 8501——表面清洁度的目测评估ISO 8502——表面清洁度的评估试验ISO 8503——钢材喷砂清理后表面的粗糙特征ISO 8504——表面预处理方法每一个国际标准又分为几个独立部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
ISO 8501的这一部分,其中包括28张具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
表面处理标准对照表
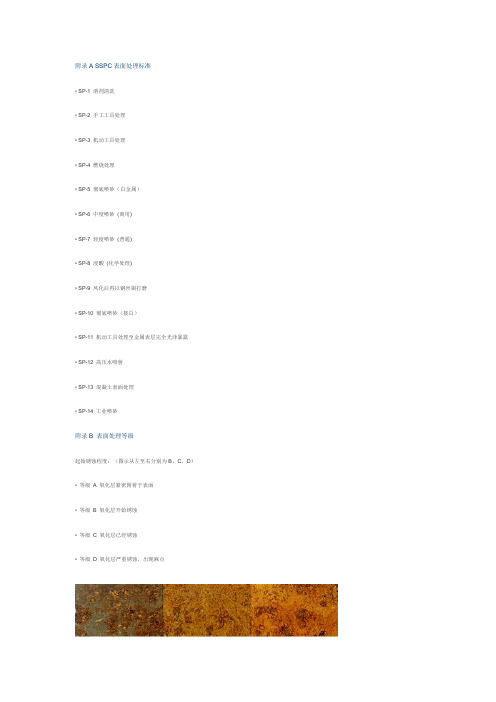
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
ISO 8501中文

ISO 8501-1:之阳早格格创做ISO 8501由以下部分组成,总题目、涂料战相关产品使用前钢衬底的制备——表面浑净度的目测评估:部分1:已涂拆钢材与周到去除已有涂拆钢材的锈蚀等第部分2:部分去除已有涂拆的已涂拆钢材的预处理等第部分3:戴有表面缺陷的焊缝、边角、等区块的预处理等第部分4:关于下压喷火除锈的初初表面情况、预处理等第战除锈等第涂拆油漆战相关产品前的钢材的预处理/表面浑净度的目测评介第1 部分:已涂拆钢材与周到去除已有涂拆钢材的锈蚀等第与预处理等第简介油漆战相关产品等钢材的呵护涂层的表面受钢材表面情景的隐著做用.已知做用那些表示的要害果素包罗:a)存留锈蚀战氧化皮b)存留盐、灰尘、残油战油脂等表面污物c)表面细糙度暂时评介那些果素有ISO 8501 、ISO8502、ISO8503等国际尺度,而ISO8504为赢得钢材预处理要领提供指挥那些国际尺度不包罗推荐钢表面的呵护涂拆体系,也不包罗推荐特殊情况下的表面品量央供,纵然呵护性涂拆的采用战他们的表示会曲交做用表面品量.那些推荐不妨正在国家尺度战真施准则等文献中找到.那些国际尺度的使用者为保证品量必须要:——与钢材露天存搁的环境条件战应用的呵护涂层系统相谐调与切合——正在确定的浑理过程的本领范畴内底下所波及的4个国际尺度分别针对付钢材预处理的几个圆里ISO 8501——表面浑净度的目测评估ISO8502——表面浑净度的评估考查ISO8503——钢材喷砂浑理后表面的细糙特性ISO8504——表面预处理要领每一个国际尺度又分为几个独力部分ISO 8501 的那一部分把尚已涂拆的已修制战库存中的钢材表面罕睹的氧化皮战铁锈分为4个等第(即锈蚀等第):他还把通过表面预处理的尚已涂拆的钢材表面战周到去除本有涂拆的钢材表面的目测浑净度分为一定等第(即预处理等第).那些目测浑净度的火仄易涂拆前浑净钢材表面的要领有关.ISO 8501的那一部分,其中包罗28弛具备代表性的照片样本,将成为锈蚀等第战预处理等第的目视评估的工具.其中14 弛照片样本展示了使用石英砂为磨料通过搞式喷砂浑理后的钢材表面.使用其余磨料大概会做用到钢材表面的中瞅,分歧的磨料引导的颜色改变睹附录A注1:24 弛照片样本本自于瑞典尺度"SIS 0559001967 涂拆钢材表面的预处理等第照片",其余4 弛照片根源于德国尺度"DIN 55928 ,第4节,附录1(1978 年8 月)有机涂层战金属涂层对付金属结构的防备、预处理战表面尝试的尺度照片"涂拆油漆战相关产品前的钢材的预处理/表面浑净度的目测评介第1 部分钢材涂拆前的锈蚀等第战预处理等第第l节范畴ISO 8501的本部分把钢材表面定义为一系列的锈蚀等第战预处理等第(睹第2节战第3节).百般等第有笔墨道述战与笔墨道述相对付应的具备戴表性的照片样本本定义证明.ISO 8501 的本部分适用于通过喷砂浑理、脚动战电动工具浑理、火焰浑理等要领举止涂拆前预处理的热轧钢材的表面,纵然那些要领不大具备可比较性.从真量上道,那些要领主要切合热轧钢材,然而是特天是硼砂除锈的要领共样适用于脚够薄的、能经得住磨料冲打战电动工具浑理引导的变形的热轧钢材.ISO 8501 的本部分共样适用于氧化皮上残留坚韧的油漆大概其余同物的钢材(睹3.1节注2)注1 局部去除油漆涂层的往日涂拆过的钢材表面预处理等第睹ISO 85012.ISO 8501 的本部分以目测中瞅去推断其表面浑净度,那正在很多时间切合央供.然而是由于涂拆时常要表露正在一些宽峻的环境里,比圆浸进火中并脆持热凝,那时便需要用ISO8502 各个部分中确定的物理战化教的要领去检测目测浑净的钢材表面上可溶解盐战其余瞅不睹的传染物.表面的细糙度特性请参照ISO8503 的各个部分注2 ISO 8501的本部分包罗三种官圆谈话,英语、法语战德语.第2节锈蚀等第锈蚀等第被分为ABCD四个锈蚀等第,各个锈蚀等第如下:A 钢材表面大里积天覆盖着氧化皮,险些不锈B 钢材表面已启初死锈,氧化皮脱降C 钢材表面氧化皮已经果锈蚀而脱降大概者不妨被刮掉,然而是仄常目测下只可瞅到少量的面状锈斑.D 钢材表面氧化皮己经果锈蚀而脱降,仄常目测下不妨瞅到洪量的锈斑.锈蚀等第具备代表性的照片样本睹ISO 8501 的第5节第3节钢材表面的预处理要领战浑理等第被定义为一系列的预处理等第.正在本文的3.2、3.3战3.4中,预处理等第由浑理支配后表面中瞅的笔墨道述定义.预处理等第的具备代表性的照片样本睹ISO 8501 的第5节.每一种预处理等第由相映的字母"Sa" "St" 大概"F1"去表示采与的浑理要领的典型.如果字母后罕见字,则代表浑理氧化皮、锈蚀战本有涂拆的程度.注1 正在3.2 、3.3 战3.4中"同物"那个词汇包罗可溶解盐战焊渣.那些污物不克不迭用搞式喷砂、脚动战电动工具、火焰等要领真足去除,应使用干式喷砂大概喷火的要领注2 氧化皮、铁锈战油漆如果能被用油灰刮刀去除,则不妨瞅做附着不坚韧.3.2 喷砂浑理Sa喷砂浑理办法举止表面预处缘由字母"Sa" 表示.喷砂浑理形貌睹表1.正在喷砂浑理之前应铲掉薄层铁锈,可睹的残油、油脂战污物也应当被去除.喷砂浑理后应浑理掉浮尘战残渣.注:喷砂浑理,包罗做业前后的处理战喷砂浑理的步调等表面预处理的要领睹ISO850423.3 脚动战电动工具浑理St使用脚动战电动工具举止浑理,比圆刮刀、钢丝刷、板滞刷战砂轮机,由字母St 表示.脚动战电动工具浑理的等第睹表2正在使用脚动战电动工具浑理之前应铲掉薄层铁锈、可睹的残油、油脂战污物也应当被去除.使用脚动战电动工具浑理,包罗做业前后的处理战使用脚动战电动工具浑理的步调等表面预处理的要领睹ISO85043注2 本文不包罗Stl 预处理等第,果为其对付应的表面不切合涂拆.表2 脚动战电动工具浑理的等第3.4 火焰浑理F1火焰浑理办法举止表面预处缘由字母"F1" 表示.火焰浑理的形貌睹表3正在火焰浑理之前应铲掉薄层铁锈,可睹的残油、油脂战污物也应当被去除.火焰浑理后应用电动钢丝刷浑理表面.注:火焰浑理包罗末尾用电动钢丝刷去除浑理历程中的产品.脚动钢丝刷无法达到令人谦意的涂拆表面的央供.表3 火焰浑理第4节目测评估钢材的步调正在良佳的集射日光下大概正在人制的照明工具下,依据仄常眼光查看钢材表面并将其与本文附戴的每一弛照片举止对付比(细节睹第5 节).将照片靠拢准备评估的钢材表面并搁正在其仄里上.对付于锈蚀等第,将明隐的最好等第记录为评估的截止:对付于预处理等第,将与钢材表面中瞅最相近的等第记录为评估的截止注l 除了适用的浑理要领,比圆搞式喷砂浑理中使用特殊的磨料种类,下列果素也能做用目测评介的截止a)钢材表面的初初状态不属于所有尺度锈蚀等第b)钢材自己的颜色c)分歧程度的腐蚀战不均衡移动资料所制成的分歧细糙度d)表面不准则,如花边e)工具留住的痕迹f)不匀称的照明g)倾斜一定角度喷射磨料制成的表面阳影h)嵌进磨料注2 对付于往日涂拆过、通过预处理并准备沉新涂拆的钢材表面,只可用锈蚀等第D大概C(比圆DSa2.5 大概CSa2.5)的照片去搞目测评估,采用(比圆正在DSa2.5战CSa2.5之间采用)与决于锈蚀斑的程度第5节照片附加了28弛与铜基板对付比的具备代表性的照片样本那些照片齐尺寸展示,即不是搁大的,为便当使用,他们陈设正在表格l战2中4弛照片与锈蚀等第A、B 、C、D 相对付应〈睹第2 节〉24弛照片与从ASa2.5到DF1的表面预处理等第相对付应,他们由搞式喷砂浑理、脚动战电动工具浑理及火焰浑理赢得.其余要领,比圆干式喷砂战喷火浑理,浑理出的表面大概正在中瞅、颜色等圆里分歧,然而是那些照片仍旧不妨用于指示准备等第14弛照片,从ASa2.5到DSa3,展示了用磨料搞式喷砂浑理后的钢材表面,包罗石英砂.正在很多国家,那些磨料正在启关天区是克制使用的,除非正在庄重的统制条件下.果此其余典型的磨料经时常使用于搞式喷砂浑理.那些磨料不妨浑理出一个纷歧样的表面中瞅,纵然敷衍了事的浑理之后(睹附录A)不展示从ASa1 , ASa2, ASa2, ASt2大概ASt3 的照片,果为那些预处理等第不可能完毕,且现有的照片已脚够使用附录A 分歧磨料喷砂浑理后钢表面变更的代表性的照片样本A.1 综述本部分提供了锈蚀等第战预处理等第的一系列的书籍里典型的代表性的照片样本.那些照片中有14弛,从ASa2.5到DSa3展示了分歧磨料喷砂浑理后的铜表面的中瞅变更,包罗石英砂.本附录的前提是有很多的分歧磨料可用于喷砂浑理.由于一些磨料嵌进到喷砂浑理后的表面,所以磨料的颜色做用表面的中瞅.普遍去道,暗色的磨料的使用,比圆细炼铜渣大概煤渣,会引导真足比较暗,如果使用沙子会引导真足比较钝.一些脆硬的金属磨料,纵然他们不是乌色的,也会引导暗色的中瞅,果为喷砂浑理表面凸陆的深侧产死了阳影.其余,许多国家的准则克制石英砂动做磨料使用,本部分为创制代表性的照片而使用石英砂不克不迭够动做使用石英砂的依据.本附录提供了矮碳钢锈蚀等第C喷砂浑理预处理等第Sa3的代表性照片样本,拍摄那些照片用到了时常使用的6种(金属的战非金属的)磨料.为了比较,包罗了一弛钢材的本表面,即预处理之前的钢材表面的照片.A.2 钢基板目测评估的步调评估与处理等第并记录评估截止,参照第4节的形貌如果评估的表面中瞅分歧于最相似的照片,本附录对付样本的形貌战ISO 8501中本部分的末端中展示的照片不妨动做颜色深度战色调变更上的指北,大概是果为用于预处理的资料.本附录中距离证明的样本切合预处理等第a3的书籍里形貌(睹表格1).所有情况下评估要切合表格1中给出的预处理等第形貌A.3 照片样本ISO8501中本部分的末端给出了6弛照片样本.那些样本齐尺寸展示,即不搁大.那些照片通过喷砂浑理锈蚀等第C的矮碳钢到预处理等第Sa3赢得,表格1中有形貌,用到了6种分歧的时常使用磨料.包罗了1弛钢材本表面用于目测比较.那些照片展示正在图A.1中.采用用于提供"中间的"表面表面的磨料正在ISO85032 中有形貌.区分一个矮碳钢板为分歧的渐进条状戴,而后每个条状戴用分歧的磨料从锈蚀等第C喷砂浑理到预处理等第Sa3.喷砂浑理其余条状戴时留神呵护先前与处理过的条状戴.为了预防新的预处理表面的退化,喷砂浑理局部完毕后赶快对付铜板举止拍照.照片展示了表面中瞅的分歧,包罗颜色.由正在共样的钢板上用分歧的磨料喷砂浑理到共一与处理等第赢得.展示表面中瞅的照片有正在以上形貌条件下使用每种磨料赢得,然而是要注意正在考查核心大概有变更.适用的矮碳铸钢颗粒磨料为等第S100,ISO111243中有仔细形貌.热硬铸铁研磨料为等第G070, ISO111243 中有证明.ISO 111253 形貌的要领的硬度、决断正在照片相关部分的题注中有证明.细炼。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ISO 8501-1:2007ISO 8501 由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分:未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有ISO 8501 、ISO 8502、ISO 8503等国际标准,而ISO 8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要: ——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力范围内下面所涉及的4个国际标准分别针对钢材预处理的几个方面ISO 8501——表面清洁度的目测评估ISO 8502——表面清洁度的评估试验ISO 8503——钢材喷砂清理后表面的粗糙特征ISO 8504——表面预处理方法每一个国际标准又分为几个独立部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
ISO 8501的这一部分,其中包括28张具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
其中14 张照片样本展示了使用石英砂为磨料经过干式喷砂清理后的钢材表面。
使用其他磨料可能会影响到钢材表面的外观,不同的磨料导致的颜色改变见附录A注1:24 张照片样本来自于瑞典标准"SIS 055900-1967 涂装钢材表面的预处理等级照片",另外4 张照片来源于德国标准"DIN 55928 ,第4节,附录1(1978 年8 月)有机涂层和金属涂层对金属结构的防护、预处理和表面测试的标准照片"涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分钢材涂装前的锈蚀等级和预处理等级第l节范围ISO 8501的本部分把钢材表面定义为一系列的锈蚀等级和预处理等级(见第2节和第3节)。
各种等级有文字叙述和与文字叙述相对应的具有带表性的照片样本来定义说明。
ISO 8501 的本部分适用于通过喷砂清理、手动和电动工具清理、火焰清理等方法进行涂装前预处理的热轧钢材的表面,尽管这些方法不大具有可比较性。
从本质上讲,这些方法主要适合热轧钢材,但是特别是硼砂除锈的方法同样适用于足够厚的、能经得住磨料冲击和电动工具清理导致的变形的冷轧钢材。
ISO 8501 的本部分同样适用于氧化皮上残留牢固的油漆或其他异物的钢材(见3.1节注2)注1 局部去除油漆涂层的以前涂装过的钢材表面预处理等级见ISO 8501-2。
ISO 8501 的本部分以目测外观来判断其表面清洁度,这在很多时候符合要求。
但是由于涂装经常要暴露在一些严峻的环境里,例如浸入水中并保持冷凝,这时就需要用ISO8502 各个部分中规定的物理和化学的方法来检测目测清洁的钢材表面上可溶解盐和其他看不见的污染物。
表面的粗糙度特征请参考ISO8503 的各个部分注2 ISO 8501 的本部分包含三种官方语言,英语、法语和德语。
第2节锈蚀等级锈蚀等级被分为ABCD四个锈蚀等级,各个锈蚀等级如下:A 钢材表面大面积地覆盖着氧化皮,几乎没有锈B 钢材表面已开始生锈,氧化皮脱落C 钢材表面氧化皮已经因锈蚀而脱落或者可以被刮掉,但是正常目测下只能看到少量的点状锈斑。
D 钢材表面氧化皮己经因锈蚀而脱落,正常目测下可以看到大量的锈斑。
锈蚀等级具有代表性的照片样本见ISO 8501 的第5节第3节3.1总论钢材表面的预处理方法和清理等级被定义为一系列的预处理等级。
在本文的3.2、3.3和3.4中,预处理等级由清理操作后表面外观的文字叙述定义。
预处理等级的具有代表性的照片样本见ISO 8501 的第5节。
每一种预处理等级由相应的字母"Sa" "St" 或"F1"来表示采用的清理方法的类型。
如果字母后有数字,则代表清理氧化皮、锈蚀和原有涂装的程度。
照片展示了原有的锈蚀程度和预处理等级,例如照片样本B代表Sa2.5注1 在3.2 、3.3 和3.4中"异物"这个词包括可溶解盐和焊渣。
这些污物不能用干式喷砂、手动和电动工具、火焰等方法完全去除,应使用湿式喷砂或喷水的方法注2 氧化皮、铁锈和油漆如果能被用油灰刮刀去除,则可以看作附着不牢固。
3.2 喷砂清理 Sa喷砂清理方式进行表面预处理由字母"Sa" 表示。
喷砂清理描述见表1.在喷砂清理之前应铲掉厚层铁锈,可见的残油、油脂和污物也应当被去除。
喷砂清理后应清理掉浮尘和残渣。
注:喷砂清理,包括作业前后的处理和喷砂清理的步骤等表面预处理的方法见ISO8504-2表l 喷砂清理的等级使用手动和电动工具进行清理,例如刮刀、钢丝刷、机械刷和砂轮机,由字母St 表示。
手动和电动工具清理的等级见表2在使用手动和电动工具清理之前应铲掉厚层铁锈、可见的残油、油脂和污物也应当被去除。
使用手动和电动工具清理,包括作业前后的处理和使用手动和电动工具清理的步骤等表面预处理的方法见ISO8504-3注2 本文不包含Stl 预处理等级,因为其对应的表面不适合涂装。
表2 手动和电动工具清理的等级3.4 火焰清理 F1火焰清理方式进行表面预处理由字母"F1" 表示。
火焰清理的描述见表3在火焰清理之前应铲掉厚层铁锈,可见的残油、油脂和污物也应当被去除。
火焰清理后应用电动钢丝刷清理表面。
注:火焰清理包括最后用电动钢丝刷去除清理过程中的产物。
手动钢丝刷无法达到令人满意的涂装表面的要求。
表3 火焰清理第4节目测评估钢材的步骤在良好的散射日光下或在人造的照明工具下,凭借正常视力检查钢材表面并将其与本文附带的每一张照片进行对比(细节见第5 节)。
将照片靠近准备评估的钢材表面并放在其平面上。
对于锈蚀等级,将明显的最差等级记录为评估的结果:对于预处理等级,将与钢材表面外观最相近的等级记录为评估的结果注l 除了适用的清理方法,例如干式喷砂清理中使用特殊的磨料种类,下列因素也能影响目测评价的结果a)钢材表面的初始状态不属于任何标准锈蚀等级b)钢材本身的颜色c)不同程度的腐蚀和不均衡移动材料所造成的不同粗糙度d)表面不规则,如花边e)工具留下的痕迹f)不均匀的照明g)倾斜一定角度喷射磨料造成的表面阴影h)嵌入磨料注2 对于以前涂装过、经过预处理并准备重新涂装的钢材表面,只能用锈蚀等级D或C(例如D Sa2.5 或CSa2.5)的照片来做目测评估,选择(例如在DSa2.5和CSa2.5之间选择)取决于锈蚀斑的程度第5节照片附加了28张与铜基板对比的具有代表性的照片样本这些照片全尺寸展示,即不是放大的,为方便使用,他们陈列在表格l和2中4张照片与锈蚀等级A、B 、C、D 相对应〈见第2 节〉24张照片与从ASa2.5到DF1的表面预处理等级相对应,他们由干式喷砂清理、手动和电动工具清理及火焰清理获得。
其他方法,例如湿式喷砂和喷水清理,清理出的表面可能在外观、颜色等方面不同,但是这些照片仍然可以用于指示准备等级14张照片,从ASa2.5到DSa3,展示了用磨料干式喷砂清理后的钢材表面,包括石英砂。
在很多国家,这些磨料在封闭区域是禁止使用的,除非在严格的控制条件下。
因此其他类型的磨料经常用于干式喷砂清理。
这些磨料可以清理出一个不一样的表面外观,即使一丝不苟的清理之后(见附录A)没有展示从A Sa1 , ASa2, ASa2, ASt2或ASt3 的照片,因为这些预处理等级不可能完成,且现有的照片已足够使用附录A 不同磨料喷砂清理后钢表面变化的代表性的照片样本A.1 综述本部分提供了锈蚀等级和预处理等级的一系列的书面规范的代表性的照片样本。
这些照片中有14张,从ASa2.5到DSa3展示了不同磨料喷砂清理后的铜表面的外观变化,包括石英砂。
本附录的基础是有很多的不同磨料可用于喷砂清理。
由于一些磨料嵌入到喷砂清理后的表面,所以磨料的颜色影响表面的外观。
一般来说,暗色的磨料的使用,例如精炼铜渣或煤渣,会导致整体比较暗,如果使用沙子会导致整体比较钝。
一些坚硬的金属磨料,尽管他们不是黑色的,也会导致暗色的外观,因为喷砂清理表面凹陆的深侧形成了阴影。
另外,许多国家的法规禁止石英砂作为磨料使用,本部分为制作代表性的照片而使用石英砂不能够作为使用石英砂的依据。
本附录提供了低碳钢锈蚀等级C喷砂清理预处理等级Sa3的代表性照片样本,拍摄这些照片用到了经常使用的6种(金属的和非金属的)磨料。
为了比较,包括了一张钢材的原表面,即预处理之前的钢材表面的照片。
A.2 钢基板目测评估的步骤评估与处理等级并记录评估结果,参照第4节的描述如果评估的表面外观不同于最相似的照片,本附录对样本的描述和ISO 8501中本部分的结尾中展示的照片可以作为颜色深度和色调变化上的指南,可能是因为用于预处理的材料。
本附录中距离说明的样本符合预处理等级a3的书面描述(见表格1)。
任何情况下评估要符合表格1中给出的预处理等级描述A.3 照片样本ISO 8501中本部分的结尾给出了6张照片样本。
这些样本全尺寸展示,即没有放大。
这些照片通过喷砂清理锈蚀等级C的低碳钢到预处理等级Sa3获得,表格1中有描述,用到了6种不同的常用磨料。
包括了1张钢材原表面用于目测比较。
这些照片展示在图A.1中。
选择用于提供"中间的"表面轮廓的磨料在ISO 8503-2 中有描述。
划分一个低碳钢板为不同的渐进条状带,然后每个条状带用不同的磨料从锈蚀等级C喷砂清理到预处理等级Sa3。
喷砂清理其他条状带时小心保护先前与处理过的条状带。
为了避免新的预处理表面的退化,喷砂清理全部完成后马上对铜板进行拍照。
照片展示了表面外观的不同,包括颜色。
由在同样的钢板上用不同的磨料喷砂清理到同一与处理等级获得。