基于S7-1200PLC的工业机器人自动贴膜控制系统的设计
基于PLC手机贴膜机控制系统设计规划方案
基于 PLC的贴膜机控制系统的设计方案第一章引言1.1 贴膜机开展现状随着我国市场的迅猛开展,庞大的市场及数码产品催生了其个性化美容效劳市场。
现在大街上随处可见的手工贴膜生意个个忙得不亦乐乎,但传统手工贴膜速度慢,效率低,美观度差,缺乏个性化等缺点。
而自动贴膜技术在我国并不常见,我国自动贴膜技术还处于开展阶段,有广阔得前景。
1.2 贴膜机开展前景贴膜机是一款最新的美容工具,贴膜机设计精巧方便携带,皮箱外装,美观大方,比费时费力的传统人工贴膜具有革命性进步,巩固耐用、稳定性高。
贴膜机的问世是美容行业革命性的产品,不仅操作简便,效率高,而且体积更小,方便携带。
以前贴膜的方法主要是人工手工粘贴, 但贴膜质量不稳定、效率很低、尤其劳动力本钱很高, 降低了企业效益。
智能贴膜必将颠覆个性化效劳市场,一经推出,供不应求。
该机设计精巧方便携带,随着我国市场的迅猛开展,贴膜机庞大的市场及数码产品催生了其个性化美容效劳市场,开展前景广阔。
1.3 课题概述当今社会,移动通讯迅速开展,已经成为人们现代生活必须的通讯工具之一。
的生产和销售越来越大,生产厂家为了节约生产本钱,提高生产效率。
自动贴膜机可以提高贴膜的效率、稳定性和平稳性而取代人工贴膜,减少了劳动力,降低了生产厂家的生产本钱。
第二章总体方案设计机械结构贴膜机机械结构如图2-1 所示。
该机主要由机架﹑基板组件,吸料贴裝组件,剥料板组件,治具架组件,调整支架组件,收料盘组件,给料盘组件,主动轮组件。
1.机架主要由主支架、送料滑台支架和电控安裝箱三大局部組成。
2.基板组件主要用来支撑,安裝其它主要组件。
3.吸料贴裝组件主要用来保护膜剥离,贴合到产品外表。
4.治具架组件主要用来产品定位,以及角度调整。
5.调整支架组件主要用来调整保护膜与图2-1贴膜机机械结构产品贴合时的位置。
6.收料盘组件主要用来保护膜剥离后定位底纸回收,辅助料台送料。
7.给料盘组件主要用来料带定位,张紧料带。
基于PLC的手机贴膜机控制系统的设计 精品

毕业设计(论文)《基于PLC的手机贴膜机控制系统的设计》专业(系)电气工程系电气自动化方向班级工业控制103班学生姓名朱鹏指导老师姜海燕2013届毕业设计任务书一、课题名称:基于PLC的手机贴膜机控制系统的设计二、指导老师:姜海燕三、设计内容与要求:1、课题概述当今社会,移动通讯迅速发展,手机已经成为人们现代生活必须的通讯工具之一。
手机的生产和销售越来越大,生产厂家为了节约生产成本,提高生产效率。
手机自动贴膜机可以提高手机贴膜的效率、稳定性和平稳性而取代人工贴膜,减少了劳动力,降低了生产厂家的生产成本。
2、设计内容与要求采用气动传动,实现快速准确的移动动作,工作过程采用plc控制,实现工作过程的自动循环作业。
(1)、采用伺服电机控制整个设备是运行,理解伺服电机的工作原理。
(2)、理解设备的运行结构,采用plc控制整套系统的自动循环作业。
同学们可以在实现基本要求的基础上,进行发挥,如:组态监控软件等。
四、参考资料:《可编程控制器原理及应用》《电机与电气控制技术》《可编程序控制器的编程方法与工程应用》《可编程控制器系统开发实例导航》五、设计说明书内容1、封面2、目录3、内容摘要(200~400字左右,中英文)4、引言5、正文(设计方案与选择,设计方案原理、计算、分析、论证,设计结果的说明及特点)6、结束语7、附录(参考文献、图纸、材料清单等)六、毕业设计进程安排第1周:方案设计讨论,第2~3周:元件选择、电气原理图等,第4~7周:编制程序、修改方案、设计说明书初稿,第8~9周:编写正式设计书2周第10周:答辩、完善。
七、毕业设计答辩与论文要求1、毕业设计答辩要求答辩前三天,每个学生应按时将毕业设计说明书或毕业论文、专题报告等必要资料交指导教师审阅,由指导教师写出审阅意见。
学生答辩时对自述部分应写出书面提纲,内容包括课题的任务、目的和意义,所采用的原始资料或参考文献、设计基本内容和主要方法、成果结论和评价。
工业机器人PLC控制第2章S7-1200_PLC的程序设计基础

2.2 系统存储区与数据类型——系统存储区
存储区
描述
强制
过程映像输入(I)
在扫描循环开始时,从物理输入复制的输 入值
Yes
物理输入(I_:P) 通过该区域立即读取物理输入
No
过程映像出(Q)
在扫描循环开始时,将输出值写入物理输 出
Yes
物理输出(Q_:P) 通过该区域立即写物理输出
No
位存储器(M)
2.4 定时器指令——脉冲定时器TP时序图
2.4 定时器指令——接通延时定时器TON时序图
2.4 定时器指令——断开延时定时器TOF时序图
2.4 定时器指令——保持型接通延时定时器TONR时序图
2.4 定时器指令——举例 1/6 用接通延时定时器设计周期和占空比可调的振荡电路。
M2.7只接通一个扫描周期,振荡电路实际上是一个有正反馈的电 路,两个定时器的输出Q分别控制对方的输入IN,形成了正反馈。 振荡电路的高、低电平时间分别由两个定时器的PT值确定。
●TOF:关断延迟定时器输出 Q 在预设的延时过后重置为 OFF。
●TONR:保持型接通延迟定时器输出在预设的延时过后设置 为ON。在使用 R 输入重置经过的时间之前,会跨越多个定时时 段一直累加经过的时间。
● RT:通过清除存储在指定定时器背景数据块中的时间数据 来重置定时器。
每个定时器都使用一个存储在数据块中的结构来保存定时器数 据。 在编辑器中放置定时器指令时可分配该数据块。
2.4 定时器指令——定时器的基本功能 2/2
输入信号IN
脉冲定时器输出信号 接通延时定时器输出信号
t t
断开延时定时器输出信号
保持型 接通延时定时器输出信号
t t
基于工业机器人的背胶魔术贴粘贴自动化系统设计

摘要 :根 据背胶魔术 贴粘贴工艺 特点和企业生 产 自动化需 求 ,提 出并设 计 了基 于工 业机器人 的背胶魔术贴粘 贴 自动化 系统 方
案 。针对魔术贴 的材料特点 , 设计 了复合 机械手爪的末端执行器 ,完成 了系统核心设备 的工 业机器 人选 型 , 选 择在线示教编程
方式完成工业机器人 编程 。该 系统 的工程应用证明 ,减少 了企业 的用工成本 ,降低 了工人 劳动强度 ,提升了企业 生产 自动化程 度 ,提高 了生产效率 。
关键词 :工业机器人 ;背胶魔术贴 ;粘贴 ;自动化系统
中图分类号 :T P 2 7 3 文献标 识码 :A 文章编 号:1 0 0 9—9 4 9 2 f 2 0 1 7)0 2—0 0 0 8—0 3
De s i g n o f t h e Au t o ma t i o n S y s t e m o f S t i c k i n g Ad h e s i v e Ve l c r o Ba s e d o n
2 . Z h u h a i Ha n d i Au t o ma t i o n E q u i p me n t C o . ,L t d . ,Z h u h a i 5 1 9 0 9 0, C h i n a )
Abs t r a c t : Ac c o r d i n g t o t h e p r o c e s s c h a r a c t e is r t i c s o f a d h e s i v e v e l e r o a nd t h e n e e d s o f p r o d u c t i o n a u t o ma t i o n, t he a u t o ma t i o n pr o d u c t i o n s y s t e m o f a d h e s i v e v e l c r o wa s p r o p o s e d a n d d e s i g n e d b a s e d o n i n d u s t r i a l r o b o t . Fo r t h e ma t e ia r l o f a d h e s i v e v e l c r o, t h e c o mp o u nd g r i p p e r a c t u a t o r o f i n d u s t ia r l r o b o t wa s d e s i g n e d . Th e t y p e o f i n d u s t ia r l r o b o t a n d t h e o n l i n e t e a c h i n g p r o g r a mmi n g mo d e o f i n d u s t ia r l r o b o t w e r e s e l e c t e d . Th e e n g i n e e i r n g a p p l i c a t i o n o f t h e s y s t e m p r o v e s t h a t t he l a b o r c o s t o f e n t e r p r i s e wa s r e d u c e d,t h e l a b o r i n t e n s i t y o f wo r k e r s wa s de c r e a s e d, t h e p r o d u c t i o n a u t o ma t i o n d e g r e e o f e n t e pr r i s e wa s p r o mo t e d, a n d t h e p r o d u c t i o n e ic f i e n c y wa s i mp r o v e d . Ke y wo r d s :i n d u s t r i a l r o b o t ;a d he s i v e v e l c r o; s t i c k i n g; a u t o ma t i o n s y s t e m
基于S71200和触摸屏的输煤控制系统设计

宜宾职业技术学院毕业论文(设计)基于S7-1200和触摸屏的输煤控制系统设计系部自动控制工程系专业名称电气自动化技术班级电气11401班_姓名吴雄____学号 *********___指导教师张强_____2016年1月5 日摘要现今的社会,科技发展迅速,在工业方面,计算机技术、半导体技术、控制技术、数字技术、通信网络技术等高新技术的发展息息相关,这些高新技术推动了PLC的发展。
今天,我们的生活环境和工作环境有越来越多称之为可编程控制器的小电脑在为我们服务,可编程控制器在工业控制,尖端武器,通信设备,信息处理,家用电器等各测、控制领域的应用中独占鳌头。
本四级传送带电路采用PLC为控制核心,具备顺序起动和顺序停止功能,当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止的自动控制等功能。
利用本次设计,初步掌握PLC的基本控制功能,运用PLC实现了输煤系统的控制,完成了基本的工业控制要求。
关键词:传送带,皮带机,可编程控制器。
ABSTRACTIn today's society, the rapid development of technology, in the industry, computer tech nology, semiconductor technology, control technology, digital technology, communication net work technology development, the new and high technology to promote the development of P LC. Today, our living environment and working environment, more and more as a programm able controller of small computer in our service, the programmable controller in the industrial control, sophisticated weapons, communications equipment, information processing, home a ppliances and other various measuring, control is used in the fields of exclusive top. The four conveyor circuit using PLC as the control core, have the start sequence and sequence stop fun ction, when a belt machine when a failure occurs, the belt machine and the front of the belt co nveyor to immediately stop the automatic control function. Using this design, the preliminary master the basic PLC control function, to learn how to use PLC, control the basic industrial c ontrol.Keywords: conveyor , belt machine , programmable controller.1 引言目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,因此PLC在控制领域取得广泛应用。
基于S71200和触摸屏的输煤控制系统设计毕业论文
基于S71200和触摸屏的输煤控制系统设计毕业论文宜宾职业技术学院毕业论文(设计)基于S7-1200和触摸屏的输煤控制系统设计系部自动控制工程系专业名称电气自动化技术班级电气11401班_姓名吴雄____学号 201413840___指导教师张强_____2016年1月5 日摘要现今的社会,科技发展迅速,在工业方面,计算机技术、半导体技术、控制技术、数字技术、通信网络技术等高新技术的发展息息相关,这些高新技术推动了PLC的发展。
今天,我们的生活环境和工作环境有越来越多称之为可编程控制器的小电脑在为我们服务,可编程控制器在工业控制,尖端武器,通信设备,信息处理,家用电器等各测、控制领域的应用中独占鳌头。
本四级传送带电路采用PLC为控制核心,具备顺序起动和顺序停止功能,当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止的自动控制等功能。
利用本次设计,初步掌握PLC的基本控制功能,运用PLC实现了输煤系统的控制,完成了基本的工业控制要求。
关键词:传送带,皮带机,可编程控制器。
ABSTRACTIn today's society, the rapid development of technology, in the industry, comput er technology, semiconductor technology, control technology, digital technology, comm unication network technology development, the new and high technology to promote t he development of PLC. Today, our living environment and working environment, mo re and more as a programmable controller of small computer in our service, the progr ammable controller in the industrial control, sophisticated weapons, communications equipment, information processing, home appliances and other various measuring, co ntrol is used in the fields of exclusive top. The four conveyor circuit using PLC as the c ontrol core, have the start sequence and sequence stop function, when a belt machine when a failure occurs, the belt machine and the front of the belt conveyor to immediat ely stop the automatic control function. Using this design, the preliminary master the basic PLC control function, to learn how to use PLC, control the basic industrial contr ol.Keywords: conveyor , belt machine , programmable controller.1 引言目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,因此PLC在控制领域取得广泛应用。
贴膜机控制系统的设计与调试

学号*********苏州市职业大学毕业设计题目贴膜机控制系统的设计与调试学生姓名:专业班级:学院(部):校内指导教师:()校外指导教师:完成日期:2015年5月摘要:本次论文设计了一个基于多轴运动控制卡的运动控制视觉来实现高精度贴膜控制系统。
该系统以工控计算机、自编视觉系统、PCI-DMC1410多轴运动控制卡及其功能库函数为平台,依靠伺服电机和步进电机带动,采用VC6.0开发的人机界面,实现了六轴(X,Y,Z,C CD,旋转,标签轴)独立运动、各个轴的连续直线运动等功能。
DMC1410运动控制卡与传统PLC运动控制系统相比在编程灵活性、插补性能及成本控制方面具有极大优势,不但具有PLC的I/O逻辑控制功能,而且不需要任何扩展模块即可实现高精度高速度直线运动控制。
更能实现高精度视觉定位的效果,取代了PLC在视觉应用中带来的诸多不便。
本次设计通过一个高精度贴膜机运动控制系统的案例,详细介绍了基于PCI总线利用运动控制卡来实现高精度视觉系统的应用。
关键词:高精度贴膜机VC6.0运动控制卡视觉控制系统Abstract:Introduced the design of a multi-axis motion control card based visual motor control to achieve high precision press control system. The system with industrial control computer, the visual system is c ompiled, PCI - DMC1410 multi-axis motion control card and function l ibrary functions as a platform, depend on the servo motor and steppe r motor drive, using VC6.0 development of human-machine interface, r ealized the six axis (X, Y, Z, CCD, rotate, label axis) independence movement, the function such as continuous linear motion of each axi s.DMC1410 movement control CARDS compared with the traditional PLC motion control system in programming flexibility, interpolation per formance and cost control has a great advantage, not only has the fu nction of PLC I/O logic control, and does not require any extension module can realize high precision high speed linear motion control. Can achieve high precision positioning of the visual effect of more, instead of the application of PLC in the visual bring so much incon venience. This design through a case of a high precision lamination machine motion control system, are introduced in detail based on PCI bus motion control card is used to realize high precision the appli cation of the visual system.Keywords:high-precision lamination machine VC6.0 motion control card visual control system目录1 引言 (1)1.1 贴膜机的应用前景 (1)1.2 贴膜机的控制要求 (1)1.3 本设计的控制系统方案设计 (1)1.4 论文结构安排 (2)2 硬件系统设计 (3)2.1主要部件选型及配置 (3)2.1.1 运动控制卡 (3)2.1.2 伺服电机 (6)3 软件系统设计 (8)3.1软件的编程环境 (8)3.2软件系统构架 (8)3.2 电气控制线路设计 (11)4 系统调试 (15)4.1 CCD安装 (15)4.1.1准备工作 (15)4.1.2 多个相机使用 (15)4.2 调试步骤 (16)4.3系统实物 (20)4.4 系统调试的结果 (21)结论 (23)致谢 (24)参考文献 (25)附录一典型功能程序 (26)1 引言1.1 贴膜机的应用前景自动化行业从刚起步到现在的坡与完善,涉及到的行业也不断增加,从高科技领域慢慢延生到我们生活中,我们对它的意识由以前的很好奇变成了现在的习惯。
基于S7-1200PLC的白乳胶自动输送系统设计
基于S7-1200PLC的白乳胶自动输送系统设计发布时间:2021-08-25T09:25:38.067Z 来源:《工程管理前沿》2021年10期作者:符桂[导读] 随着我国烟草行业的发展,为追求更高效的卷烟生产和产品质量等,进行卷烟自动化生产线的设计和应用,已经成为装备制造业的重点研究领域之一。
符桂深圳烟草工业有限责任公司摘要:随着我国烟草行业的发展,为追求更高效的卷烟生产和产品质量等,进行卷烟自动化生产线的设计和应用,已经成为装备制造业的重点研究领域之一。
本研究以卷烟生产过程中的自动供胶为目标,该系统采用西门子S7-1200PLC,模块化设计,可根据用户的乳胶使用种类和机台的分布情况,对供胶系统和接收系统的数量进行合理配置,控制系统灵活组态,从而实现对现有卷烟生产工艺的自动化生产。
关键词:PLC;S7-1200;供胶系统;0.引言卷烟各类白乳胶的使用,是卷烟生产过程中至关重要的一环。
[[[] 李聚魁,李成名,芮海涛.卷烟机本地自动供胶系统的研制[J].电子制作,2012(12x),167-167.]]全自动白乳胶输送系统适用于卷烟厂的卷接包车间,可对卷接包机组使用的各类白乳胶进行真空脱气处理并自动输送和供给到各机组胶缸。
该系统的使用,可改善由于乳胶中气泡造成的烟支卷接和包装搭口粘接不牢问题。
全自动的加胶方式代替了人工加胶方式,杜绝了人工加胶可能造成的环境污染和乳胶因中转放置而干结的问题。
同时,集中供胶规范了车间辅料管理,避免原料浪费,提高了乳胶的有效利用率。
[[[] 白乳胶自动输送系统使用说明书.20]] 1.系统概述该系统采用西门子S7-1200PLC,模块化设计,可根据用户的乳胶使用种类和机台的分布情况,对供胶系统和接收系统的数量进行合理配置,控制系统灵活组态,从而实现对现有卷烟生产工艺的自动化生产。
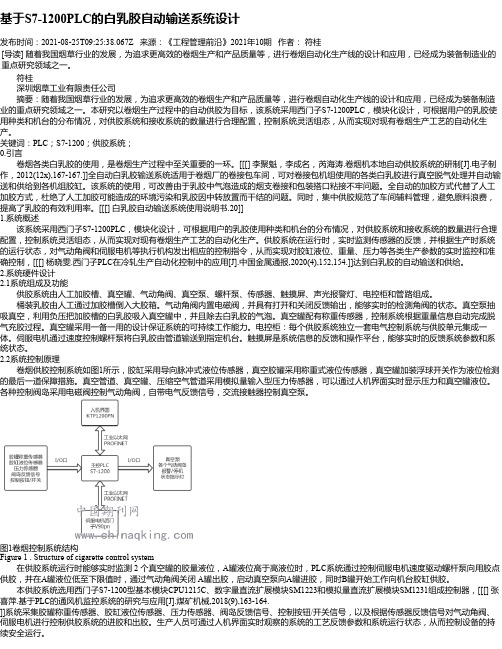
供胶系统在运行时,实时监测传感器的反馈,并根据生产时系统的运行状态,对气动角阀和伺服电机等执行机构发出相应的控制指令,从而实现对胶缸液位、重量、压力等各类生产参数的实时监控和准确控制,[[[] 杨晓雯.西门子PLC在冷轧生产自动化控制中的应用[J].中国金属通报,2020(4),152,154.]]达到白乳胶的自动输送和供给。
基于s7-1200PLC的AGV控制系统的设计与实现

1 AGV总体 控制 方 案设计 1.1 AGV 基 本 结 构 组 成
开发的 AGV整体结构主要 由万 向轮 、驱动轮 、无 刷电机、直流电机 、电池等组成 。如图 1所示 。
AGV采用 48 v电池供 电 ,行走部 分有 4个万 向 轮和 2个驱动轮组成 ,2个 驱动轮 独立 ,由无 刷 电机 驱动 ,通过差 速实现 AGV转 向,差 速寻迹 信 号 由磁 导航传感器提供 。通过直 流电机 2与外部顶升机构 实 现驱 动轮 的上升 和下 降 ,方便 对 AGV手动移 动及 电 机驱 动 运 行 方 式 转 换 。RFID 可对 站 点 地址 标 签读 取 ],同时结合地 标传 感器 用于 实现 AGV到 达站 点 的减速与停止 。旋转滚筒 由直流 电机 1通过链条带 动 链轮驱动 .用于完成指定站点上料 和下料 动作 。在滚 筒两边下方底板上各设置一个光 电开关 .用 于检测判 断物料是否 已正确 到达 车体 中间 .光 电开关被 物料遮
呼 玉 东 ,文啸 州I 221116;2.澳 大利亚 莫 纳什 大学信 息 学院 , 澳大利 亚墨 尔本 3145;3.淮海 工 学院机械 工程 学院 ,江 苏连 云港 222005)
摘要 :以西 门子公 司 s7—1200 PLC作为 AGV运动控制器 ,利用 磁导航传 感器对地 面铺设磁 条路径 寻迹 ,通过 RFID对 站点位 置进行读取 ,同时 以触摸屏作 为人机 交互 界面 ,开发建立 了 AGV控制 系统 。实现 了 AGV的直行 、转向 、自动运行 、 调 速及 站点停车等功能 。通过实验表 明 ,使用该 控制 系统 的 AGV在运 行过 程 中稳定 可靠 ,操 作便捷 ,很 好地 实现 了功能 需 求。
关 键 词 :AGV;PLC;磁 导 航 ;RFID;触 摸 屏 中 图 分 类 号 :TP273 文 献 标 志 码 :B 文 章 编 号 :1001—3881 (2018) 05-016-5
基于PLC控制的伺服定位高速瓷砖自动贴膜设备

基于PLC控制的伺服定位高速瓷砖自动贴膜设备作者:胡国纬来源:《佛山陶瓷》2016年第06期摘要:本文着重从系统组成、程序编写及调试三方面详细介绍了利用可编程控制器(PLC)和伺服驱动系统实现瓷砖高速自动贴膜的自动化控制设备,并指出了调试的注意事项,以期能对同行有借鉴作用。
该设备对减少人工、缩短工作时间、提高产品质量以及增强陶瓷行业现代化管理水平具有广泛意义。
关键词:PLC;伺服驱动系统;高速贴膜;自动贴膜1 引言贴膜,是保护全抛砖在堆放、包装、运输过程中,砖面不受损伤的有效措施,也是保证产品品质的需要。
因此,在生产全抛砖过程中,贴膜作为一道单独工序,被广泛采用。
图1为正在自动贴膜的瓷砖。
以前的贴膜机,步进定位部分多使用刹车电机,甚至普通电机。
每一片砖贴完膜后,停止要定位精确,才能保证自动切断膜的准确性。
这就需要定位的电机要能够快速启动,精确停止。
然而,普通电机或刹车电机在产量要求低时,尚能满足要求。
但产量稍高时,例如800 mm×800 mm规格砖,当产量在25片/min,甚至达30片/min以上时,普通电机或刹车电机就完全不能满足要求。
目前,陶瓷厂需要高产量的贴膜机,原因大致有以下两个方面:(1)人力资源不足重体力劳动的工人日益难招,在这种人力资源严重不足的情况下,陶瓷厂通常只能把三个班轮流工作,改为两个班。
这样做的好处是减少了用工量,但这就需要提高生产效率来保证产量、减少工作时间。
(2)错峰用电的需要由于高峰限电及阶梯电价等因素,那些高耗电量的设备,可以安排错峰生产。
全抛线耗电量大,通常安排在错峰生产,把窑炉全天烧出的砖,在错峰时间内全部抛光完成。
在这种要求高产量贴膜的情况下,只有伺服驱动系统才能满足要求,当800 mm×800 mm 砖产量在30片/min以上时,对电气及机械稳定性的要求相当高。
稍有不慎,就会造成碰砖、对位不准、切不了膜等问题,由于入砖不能停顿,如果故障停机,就会形成大堵砖,短时间内造成大量成品瓷砖损坏。
自动贴瓷砖机器人系统设计分析
自动贴瓷砖机器人系统设计分析1. 引言1.1 背景介绍自动贴瓷砖机器人系统是一种能够自动贴瓷砖的机器人系统,它通过计算机程序控制,能够精确地将瓷砖贴合在地面或墙壁上。
传统的贴瓷砖工作需要人工操作,耗时耗力且效率低下,而自动贴瓷砖机器人系统的出现可以提高施工效率,减轻劳动强度,降低人力成本,提高工作质量。
目前,自动贴瓷砖机器人系统已经在一些工地上得到了广泛应用,受到了业界的关注。
随着科技的不断发展,自动贴瓷砖机器人系统的设计和研究也日益完善。
本文旨在对自动贴瓷砖机器人系统的设计原理、硬件设计、软件设计、性能分析以及应用场景进行深入探讨和分析,旨在为相关研究工作提供参考和借鉴。
通过对自动贴瓷砖机器人系统的系统设计分析,可以为今后的自动化施工提供更好的技术支持和理论指导,促进建筑施工的智能化和自动化发展。
1.2 研究目的研究目的旨在分析自动贴瓷砖机器人系统的设计原理,探讨其在实际应用中的可行性和优势。
通过本研究,可以更深入理解自动贴瓷砖机器人系统的工作原理和操作流程,为其进一步优化提供参考和指导。
研究还将针对该系统的硬件和软件设计进行详细分析,以确保系统在实际应用中性能稳定可靠。
通过对系统的性能进行深入评估和分析,能够为系统的改进和优化提供方向和建议。
最终,通过系统应用场景的分析,可以更好地了解自动贴瓷砖机器人系统在各个行业中的应用潜力,为其推广和推动提供支持和帮助。
通过本研究的深入探讨和分析,旨在为自动贴瓷砖机器人系统的设计和应用提供理论基础和实践指导,促进这一新兴技术的发展和应用。
1.3 研究意义自动贴瓷砖机器人系统的研究意义主要体现在以下几个方面:自动贴瓷砖机器人系统的研究可以极大提高施工效率,降低人力成本,减少人为错误,提高施工质量。
在传统的瓷砖贴合过程中,需要人工操作,不仅需要大量人力,还容易出现误差和劳累情况。
而引入自动贴瓷砖机器人系统后,可以实现自动化贴瓷砖,减少人为因素的干扰,提高施工效率和精度。
自动贴瓷砖机器人系统设计分析

自动贴瓷砖机器人系统设计分析自动贴瓷砖机器人是一种先进的自动化设备,能够在短时间内高效地完成瓷砖铺设任务。
本文将对该机器人系统的设计和分析进行介绍。
一、系统结构设计自动贴瓷砖机器人系统主要由以下几个模块组成:1.感知模块:该模块主要通过激光测距仪、摄像头等传感器来获取场地的实时信息,包括地面高度、墙面斜度、障碍物位置等。
2.规划模块:该模块根据感知模块获取的场地信息,利用建模技术和路径规划算法,生成瓷砖铺设的最佳路径和策略。
3.控制模块:该模块负责控制机器人的运动,包括驱动轮的速度和转向角度,以及机器人操作臂的姿态和位置。
4.执行模块:该模块根据控制模块的指令,控制机器人进行具体的动作,包括瓷砖的拾取、定位和粘贴等。
5.监测模块:该模块用于监测瓷砖铺设的过程,包括监测铺设精度、拼缝位置等,并及时反馈给系统。
根据以上结构设计,自动贴瓷砖机器人系统具备以下功能:4.瓷砖操作功能:通过执行模块,完成瓷砖的拾取、定位和粘贴等动作,并保持良好的拼缝精度。
三、系统优势分析自动贴瓷砖机器人系统相比传统人工施工具有以下优势:1.提高效率:机器人可以在较短的时间内完成大面积瓷砖的铺设,大大缩短了工期。
2.提高精度:机器人可以通过激光测距等传感器实时获取场地信息,并通过路径规划和精准控制来保持高精度的铺设。
3.提高安全性:人工瓷砖铺设需要人员进行长时间的弯腰劳动,容易造成腰椎损伤等职业病,而机器人可以替代人工,减少了劳动强度和伤害风险。
4.提高一致性:机器人通过精确的控制和监测,可以保证瓷砖的拼接精度一致性,避免了人工施工中可能出现的差异。
5.提高可靠性:机器人采用先进的传感器和控制系统,具备较高的可靠性和稳定性,能够在不同场地和环境下正常工作。
自动贴瓷砖机器人系统在提高效率、提高精度、提高安全性和提高可靠性等方面具备明显优势,有望成为瓷砖铺设领域的重要工具。
基于虚拟现实的工业机器人自动贴膜生产线控制设计
本栏目责任编辑:唐一东人工智能及识别技术基于虚拟现实的工业机器人自动贴膜生产线控制设计张侃,王莉莉(无锡科技职业学院,江苏无锡214028)摘要:现代工业的快速发展为智能设备或自动化产线的研发既带来了机遇又带来了挑战。
降低研发成本,缩短研发周期,成为企业研发攻关的目标。
高职教育为企业培养复合型人才,同样也面临着实验设备短缺、设备调试高风险等问题。
而虚拟仿真技术成为解决以上问题的关键。
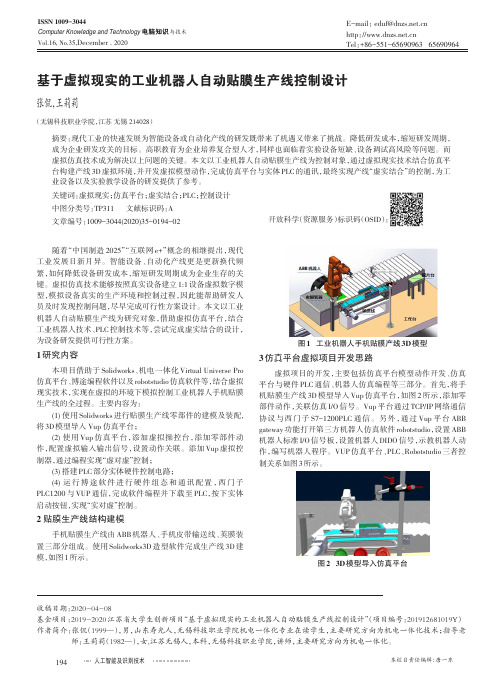
本文以工业机器人自动贴膜生产线为控制对象,通过虚拟现实技术结合仿真平台构建产线3D 虚拟环境,并开发虚拟模型动作,完成仿真平台与实体PLC 的通讯,最终实现产线“虚实结合”的控制,为工业设备以及实验教学设备的研发提供了参考。
关键词:虚拟现实;仿真平台;虚实结合;PLC ;控制设计中图分类号:TP311文献标识码:A文章编号:1009-3044(2020)35-0194-02开放科学(资源服务)标识码(OSID ):随着“中国制造2025”“互联网e+”概念的相继提出,现代工业发展日新月异。
智能设备、自动化产线更是更新换代频繁,如何降低设备研发成本,缩短研发周期成为企业生存的关键。
虚拟仿真技术能够按照真实设备建立1:1设备虚拟数字模型,模拟设备真实的生产环境和控制过程,因此能帮助研发人员及时发现控制问题,尽早完成可行性方案设计。
本文以工业机器人自动贴膜生产线为研究对象,借助虚拟仿真平台,结合工业机器人技术、PLC 控制技术等,尝试完成虚实结合的设计,为设备研发提供可行性方案。
1研究内容本项目借助于Solidworks 、机电一体化Virtual Universe Pro 仿真平台、博途编程软件以及robotstudio 仿真软件等,结合虚拟现实技术,实现在虚拟的环境下模拟控制工业机器人手机贴膜生产线的全过程。
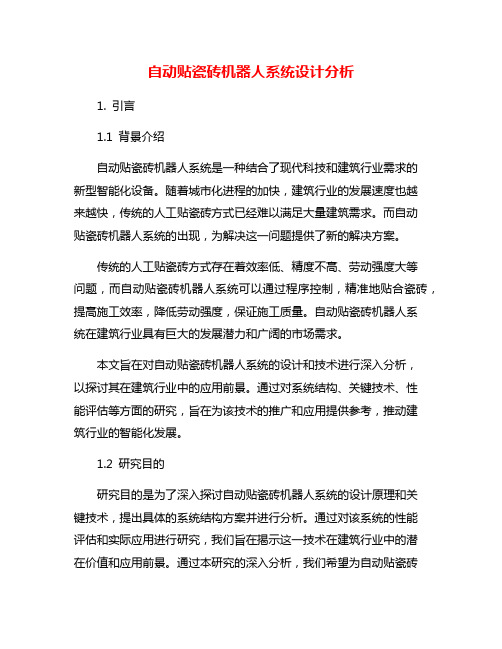
主要内容为:(1)使用Solidworks 进行贴膜生产线零部件的建模及装配,将3D 模型导入Vup 仿真平台;(2)使用Vup 仿真平台,添加虚拟操控台,添加零部件动作,配置虚拟输入输出信号,设置动作关联。
自动贴瓷砖机器人系统设计分析
自动贴瓷砖机器人系统设计分析1. 引言1.1 背景介绍自动贴瓷砖机器人系统是一种结合了现代科技和建筑行业需求的新型智能化设备。
随着城市化进程的加快,建筑行业的发展速度也越来越快,传统的人工贴瓷砖方式已经难以满足大量建筑需求。
而自动贴瓷砖机器人系统的出现,为解决这一问题提供了新的解决方案。
传统的人工贴瓷砖方式存在着效率低、精度不高、劳动强度大等问题,而自动贴瓷砖机器人系统可以通过程序控制,精准地贴合瓷砖,提高施工效率,降低劳动强度,保证施工质量。
自动贴瓷砖机器人系统在建筑行业具有巨大的发展潜力和广阔的市场需求。
本文旨在对自动贴瓷砖机器人系统的设计和技术进行深入分析,以探讨其在建筑行业中的应用前景。
通过对系统结构、关键技术、性能评估等方面的研究,旨在为该技术的推广和应用提供参考,推动建筑行业的智能化发展。
1.2 研究目的研究目的是为了深入探讨自动贴瓷砖机器人系统的设计原理和关键技术,提出具体的系统结构方案并进行分析。
通过对该系统的性能评估和实际应用进行研究,我们旨在揭示这一技术在建筑行业中的潜在价值和应用前景。
通过本研究的深入分析,我们希望为自动贴瓷砖机器人技术的发展提供有力的支持和指导,推动其在建筑工程中的广泛应用,提高工作效率和质量,降低人力成本和风险,进而为行业的数字化和智能化转型提供技术支撑。
通过明确研究目的,我们将更加有针对性地开展后续的系统设计和技术研究,为相关领域的科研工作和技术创新做出贡献。
1.3 研究意义自动贴瓷砖机器人系统的设计与研究具有重要的意义。
该系统的使用可以大大提高施工效率和质量,减少了人工操作中可能产生的误差,从而有效降低了施工过程中的成本,提高了施工效率。
自动贴瓷砖机器人系统的出现也将缓解目前市场上普遍存在的人工短缺问题,解决了人力资源的紧缺情况,有利于推动建筑行业的发展。
自动贴瓷砖机器人系统的应用还有助于提高建筑施工的标准化水平,保证施工质量和安全性,提升建筑工程的整体品质。
自动贴瓷砖机器人系统设计分析
自动贴瓷砖机器人系统设计分析随着科技的不断进步,自动化设备在各种行业中得到了广泛的应用。
在建筑行业中,为了提高效率和质量,自动贴瓷砖机器人系统已经成为了一种趋势。
自动贴瓷砖机器人系统是一种集成了机械、电子、计算机等多种技术的复杂系统,其设计具有一定的复杂性和挑战性。
本文将对自动贴瓷砖机器人系统的设计进行分析,包括系统的主要功能、结构设计、控制系统设计等方面,旨在为相关领域的研究和工程实践提供参考和借鉴。
一、系统的主要功能自动贴瓷砖机器人系统的主要功能是实现对建筑物墙面、地面等表面进行瓷砖贴合作业。
其主要功能包括:1. 精确测量表面尺寸:系统需要能够精确测量墙面、地面等表面的尺寸和形状,以便合理安排瓷砖的贴合位置和数量。
2. 精准定位和贴合瓷砖:系统需要能够根据测量结果精确定位每块瓷砖的贴合位置,并能够精确地将瓷砖贴合到指定的位置。
3. 自动调整:系统需要能够根据瓷砖的尺寸、厚度等参数进行自动调整,以适应不同规格的瓷砖。
4. 自动清洁:系统需要能够对贴合过程中产生的杂物和浆料等进行清洁,保持施工环境的整洁。
5. 系统安全保护:系统需要具备安全保护功能,避免对人员和设备产生危害。
二、系统的结构设计自动贴瓷砖机器人系统的结构主要包括机械结构、传动结构、控制结构等。
1. 机械结构:机器人系统需要具备稳定的机械结构,包括支架、移动装置、贴合装置等。
支架需要具备足够的稳定性和承载能力,移动装置需要能够在施工现场自由移动并精确定位,贴合装置需要满足瓷砖贴合的需求。
2. 传动结构:传动结构是机器人系统的动力来源,需要能够提供足够的动力和精确的控制。
传动结构通常包括电机、减速器、传动链条等,需要具备高效、精确和稳定的特点。
3. 控制结构:控制结构是自动化系统的大脑,需要能够实现对系统的精确控制和监测。
控制结构通常包括传感器、控制器、执行器等,需要能够实现对机器人系统的位置、速度、贴合力度等参数的精确控制。
机器人系统的结构设计需要充分考虑其稳定性、精度、可靠性等因素,以保证系统能够正常、高效地完成施工任务。
基于S7-1200PLC的机器人自动上下料控制系统的设计

基于S7-1200PLC的机器人自动上下料控制系统的设计谢国强;骆广兵;王永涛
【期刊名称】《自动化博览》
【年(卷),期】2022(39)7
【摘要】本文以ABB工业机器人为研究对象,以西门子S71200系列PLC为控制核心,分析了工业机器人上下料系统的组成和工艺流程,并对缓存平台的结构、抓手结构组成和视觉系统的组成进行介绍,给出了硬件网络构成。
通过触摸屏显示系统的运行状态和故障的详细信息。
青啤工厂运行效果显示,本控制系统操作简便,运行稳定,大大提高了生产效率,具有很好的推广价值。
【总页数】4页(P54-57)
【作者】谢国强;骆广兵;王永涛
【作者单位】青岛星华智能装备有限公司
【正文语种】中文
【中图分类】TP2
【相关文献】
1.工业机器人自动上下料控制系统的设计
2.一种数控机床自动上下料桁架机器人控制系统设计与实现
3.基于直角坐标机器人的数控车床自动上下料控制系统设计
4.基于PLC的工业机器人自动上下料控制系统设计
5.基于S7-1200PLC的机器人自动分拣控制系统设计
因版权原因,仅展示原文概要,查看原文内容请购买。
自动贴瓷砖机器人系统设计分析
自动贴瓷砖机器人系统设计分析随着科技的不断发展,机器人技术的应用领域也在不断拓展,其中自动贴瓷砖机器人系统的设计与研发受到了越来越多的关注。
自动贴瓷砖机器人系统是一种能够自动进行瓷砖铺贴工作的智能化设备,它可以代替人工完成瓷砖铺贴工作,提高工作效率、降低劳动成本,同时还能够保证铺贴质量和工艺一致性。
本文将分析自动贴瓷砖机器人系统的设计,从机器人系统结构、自动控制技术、视觉识别技术、定位技术、安全保护技术等方面进行深入探讨,为这一领域的研究与应用提供参考。
一、自动贴瓷砖机器人系统结构自动贴瓷砖机器人系统一般由机械结构、控制系统、视觉系统、定位系统和安全保护系统等组成。
1. 机械结构:机械结构是自动贴瓷砖机器人系统的基础,它承担着支撑和传动等功能。
通常包括底盘、传动系统、铺砖装置等组成。
底盘是机器人系统的基础,需要具备稳定性和承载能力,传动系统通过电机、减速器等实现机器人运动的控制,铺砖装置则是完成瓷砖铺贴工作的关键部件。
2. 控制系统:控制系统是自动贴瓷砖机器人系统的大脑,它通过对传感器信号的处理和对执行元件的控制来实现机器人的自动化操作。
控制系统一般包括主控制器、驱动器、编码器等组成,主控制器负责对机器人运动的规划和控制,驱动器将控制信号转换为执行元件运动的力和速度,编码器则用于反馈机器人运动的位置信息。
3. 视觉系统:视觉系统是自动贴瓷砖机器人系统的“眼睛”,它通过相机等传感器获取工作环境中的信息,识别瓷砖的位置、形状和朝向等,为机器人的运动和操作提供必要的数据和反馈。
4. 定位系统:定位系统是自动贴瓷砖机器人系统的“定位器”,通过定位系统可以实现机器人在工作环境中的定位和导航,以确保机器人能够准确地进行瓷砖铺贴工作。
5. 安全保护系统:安全保护系统是自动贴瓷砖机器人系统的“守护者”,它能够监控机器人的运动状态和工作环境的安全性,及时发现并处理可能的安全隐患,保障人员和设备的安全。
二、自动控制技术在自动贴瓷砖机器人系统中的应用自动控制技术是自动贴瓷砖机器人系统中的核心技术之一,它主要包括运动控制技术、路径规划技术、力控制技术等。
自动贴瓷砖机器人系统设计分析

自动贴瓷砖机器人系统设计分析自动贴瓷砖机器人系统是一种利用机器人技术完成瓷砖贴附任务的系统,可以提高施工效率和质量。
本文将从系统设计和实现两个方面进行分析。
一、系统设计1. 功能需求分析:系统的主要功能是根据给定的瓷砖布局和要求,自动完成砖瓷砖的粘贴任务。
具体包括瓷砖自动供料、自动识别瓷砖布局、自动粘贴瓷砖、瓷砖粘贴过程中的定位调整和粘贴质量检测等功能。
2. 系统架构设计:- 硬件架构:系统包括机器人臂、视觉感知设备、粘贴装置、供料系统和控制系统等硬件组成。
机器人臂负责移动和粘贴操作,视觉感知设备用于识别和定位瓷砖的位置,供料系统提供瓷砖,并将其传送到机器人臂的工作区域,控制系统实现各个硬件之间的协调控制。
- 软件架构:系统主要包括图像处理算法、运动规划算法、控制算法和用户界面等软件模块。
图像处理算法用于从摄像头获得的图像中识别和定位瓷砖的位置和布局信息。
运动规划算法根据识别的信息规划机器人臂的移动路径。
控制算法实现机器人臂的运动控制和粘贴操作。
用户界面提供人机交互界面,用户可以输入瓷砖布局和要求,并监控系统运行状态。
3. 系统性能优化:- 瓷砖自动供料系统应具备快速响应、高精度和稳定性,以确保瓷砖能够准确地传送到机器人臂的工作区域。
- 视觉感知系统应具备高分辨率、高速度和准确性,以确保准确地识别和定位瓷砖的位置。
- 机器人臂的运动控制应具备高速度、高精度和稳定性,以确保准确地粘贴瓷砖。
- 粘贴装置应具备快速、精确和稳定的粘贴能力,以确保瓷砖贴附的牢固性和均匀性。
自动贴瓷砖机器人系统设计需要考虑系统的功能需求,包括瓷砖自动供料、自动识别瓷砖布局、自动粘贴瓷砖等;设计合理的硬件和软件架构,确保系统的性能和稳定性;并实现系统,选择合适的机器人臂、视觉感知设备、粘贴装置和控制系统,并开发适用的图像处理算法、运动规划算法、控制算法和用户界面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于S7-1200PLC的工业机器人自动贴膜控制系统的设计
作者:薛圆庆于国健唐霞
来源:《山东工业技术》2019年第17期
摘要:提出了机器人自动贴膜装置的整体工作方案,设计了撕膜机构,基于S7-1200PLC 控制技术,定义其输入输出点,并编写了伺服电机运动、触发视觉相机拍照、撕膜电磁阀等动作的程序。
关键词:机器人;贴膜;撕膜机构;S7-1200PLC编程
DOI:10.16640/ki.37-1222/t.2019.17.115
0 引言
随着科技的发展,手机已走进千家万户,不仅生活日常需要用到,现在信息化教学课堂也离不开手机,为了防止自己的手机被尖锐物体给划伤,或者手机不小心掉落,很多人买了手
机以后都会给自己手机贴一个钢化膜,起到保护手机屏幕的作用,当前,人工贴膜操作者费时费力。
随着“中国制造2025”、“互联网+”新概念拉开序幕,如何改变这一现状呢,本文将研究了基于S7-1200PLC的工业机器人自动贴膜装置控制程序开发。
1 总体设计方案
基于x-sight机器视觉三点定位原理的工业机器人自动贴膜装置,三维效果如图1示,主要由手机传送机构、手机膜仓储装置、撕膜机构、视觉定位系统和工业机器人及西门子S7-1200PLC构成的控制系统组成。
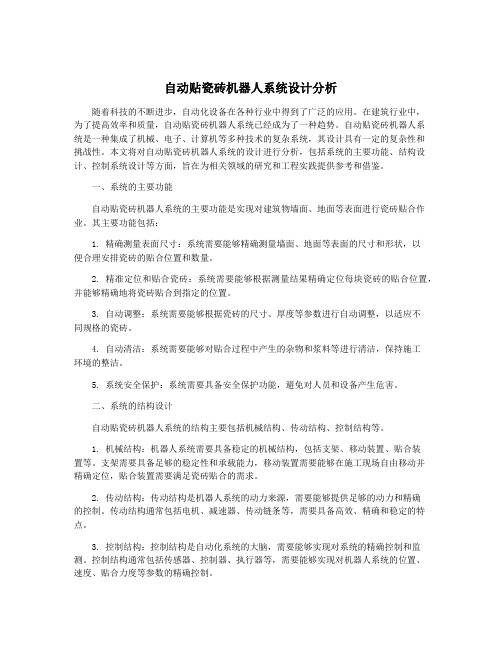
作品主要由x-sight视觉定位系统、执行以及控制模块、机器人轨迹规划三部分组成,系统整体流程如图2所示。
视觉检测模块包括图像采集与处理和产品的精准定位两部分。
产品抓取指工业机器人从仓储货架上吸取钢化膜,等待视觉信号后,将钢化膜放置传送带上合适位置。
产品的定位是通过x-sight视觉采集清晰的目标手机图像,利用视觉算法获得目标工件的图像坐标,将此坐标数据传送给PLC,由PLC传送给机器人。
(1)视觉定位单元:根据采集的图像,定位其目标工件中心点坐标位置;机器人获取图像中目标的中心位置,视觉系统通过计算得到来料目标件的实际坐标值,并计算得到位置偏移值。
(2)执行与运动控制模块:以西门子S7-1200PLC为开发平台,结合伺服控制技术对自动贴膜装置进行软件编程。
根据视觉定位的坐标,通过机器人擴展板,使得机器人执行端的目标工件2(钢化膜)与传送带上的目标工件1(手机)坐标值一致,最终实现精准定位。
(3)机器人轨迹规划:借助ROS平台,在solidworks中建立机器人及场景的三维模型,模型使得机器人能够知道障碍物的所在;然后将建好的模型转成ros系统下能够识别的格式——urdf(机器人描述文件),可通过rviz(ros的图形化工具)显示优化运动轨迹。
2 工作流程
本作品中,目标产品1为手机工件,目标产品2为手机钢化膜,工作流程如图3所示:由s7-1200PLC控制目标产品1的传送,当目标产品1经传送带运动到相机位置,触发光电开关,发送目标到位信号给PLC,PLC触发相机拍照,视觉模块定位产品的坐标数据,发送给PLC,通过通讯处理,PLC触发工业机器人,机器人控制器接收经过图像处理定位后的坐标;同时,机器人完成从仓储上吸取目标工件2,并在工作台固定位置撕落钢化膜保护膜;机器人将目标产品2送至传送带,与传送带上的目标产品1完成贴膜动作;贴膜过程结束后,机器人归回原位。
3 电气控制设计
PLC控制自身具有较高的可靠性、稳定性、可移植性、能够适应复杂的工作环境和编程相对简单,使其在工业自动化行业中得到了广泛使用。
本作品基于s7-1200PLC控制器,控制伺服电机实现直线运动,其目标工件的坐标偏移值通过视觉检测系统反馈给PLC,PLC再与机器人进行数据交互,最后可以在触摸屏上实时显示图像采集画面、保存机器人的参数和标定参数,此外还能做到基本的试教功能以及接收机器人的报警信息。
4 S7-1200PLC程序开发
4.1 S7-1200PLC控制伺服电机
本作品实施时,考虑到桌面机器人运动范围,及运行可靠性,设计了由伺服电机驱动机器人的直线运动,完成机器人抓取目标工件2(钢化膜),运动到合适位置,将目标工件2送至传送带上,与传送带上的工件目标1(手机)实现自动贴膜。
其实现步骤如下:
(1)创建新项目,添加PLC。
点击“创建新项目”,更改名称与生成路径。
点击“项目视图”→“添加新设备”,添加需要的PLC。
添加PLC的子网与IP地址,勾上“系统和时钟存储器”。
(2)添加、设置轴的参数。
点击“工艺对象”→双击“新增对象”→“TO_PositioningAxis”。
更改数据。
“驱动器”→“脉冲发生器”:Pulse_1;“使能输出”:Q0.3;“就绪输入”:I0.4;“机
械”→“电机每转的脉冲数”:1310;“位置限制”→“启动硬限位开关”、“硬件下限位开关”:I0.2、“硬件上限位开关”:I0.0;“常规”→“速度限值的单位”:mm/s、“最大转速”:<=25;两个“加速时间”:1.0;“急停”→“急停减速时间”:0.1;“主动”→“输入原点开关”:I0.1、勾上“允许硬限位开关自动反转”、“逼近/回原点方向”:负方向、“参考点开关一侧”:上侧、“逼近速度”与“回原点速度”:20。
如图4所示。
(3)添加、设置伺服块。
双击“添加新块”,选择FB块。
点击“工艺”→“Motion Control”,添加“MC_Power、MC_Reset、MC_Home、MC_MoveAbsolute、MC_MoveJog”指令。
“Axis”选择“轴_1”,“Execute”添加在Input里面自定义Bool类型的名称。
“MC_Power”的“Enable”为“1”。
“Home”的“Mode”为“3”(主动回原点)。
“MC_MoveAbsolute”的“Position”为一个Real类型的数据名称。
“Velocity”为速度:20左右;“JogForward”为正方向点动,“JogBackward”为负方向点动。
正、负方向点动都添加BOOl类型的数据名称。
将设置好的伺服块添加到Main程序里面。
在每一个“false”前面添加M中间变量,例如M100.0。
“MC_MoveAbsolute”前面添加“M0.5”每0.5秒通断一次。
“Power”可以一直让它为通的状态。
“pos”先不添加。
(4)机器人数据转换为伺服移动数据。
在Main中编写转换程序。
添加“MOVE”移动值指令,将伺服发送的IB8、I9.0、I9.1地址用PLCD的MB50地址接受,在用转换值指令,将接
受的Int数据转换为Real数据类型,能让伺服识别的数据用MD10接受转换的数据。
前面的“pos”添加这边的MD10。
如图5所示。
4.2 S7-1200PLC触发相机拍照
目标工件1由传送带送至视觉拍照,由传感器检测手机到位后发出信号给PLC,PLC触发相机拍照,该程序按照流程步执行。
当满足“MW500=1”(第一个流程步)、拍照传感器检测到手机的条件时,等待500MS传送带停止,同时等待1S后触发相机拍照,进行第二步流程。
4.3 PLC控制撕摸的电磁阀
当机器人发送“16#31”(十六进制的“31”)信号给PLC时,PLC接受到信号,让撕膜夹爪的电磁阀得电换向,使得撕膜夹爪闭合,夹住膜上的撕膜部分。
当机器人发送“16#32”(十六进制的“32”)信号给PLC时,PLC接受到信号,让撕膜夹爪的电磁阀失电换向(复位),使得撕膜夹爪张开,松开已被撕掉的膜,程序如图6。
5 结束语
本文设计的自动贴膜装置,可现场操作可通过设备上的按钮实行启动与停止;系统的控制器选择S7-1200PLC进行程序的自动化控制;采用人机交互界面触摸屏进行控制,可接收前端设备的实时信息,同时也负责发送业务管理远程平台端的指令。
同时增加了手机端的远程控制模块,可在任何时刻控制设备运行,也融合云平台,现场展示设备运行状态,可推广至相关生产厂家,其提到的机器视觉三点标定原理为相关视觉定位项目提供借鉴!
参考文献:
[1]廖长初.PLC编程与应用[M].机械工业出版社,2011.
[2]虞小明.中国新技术新产品[M].2019(01).
[3]杨艳等.煤矿机械[M].2018(12).
作者简介:薛圆庆(1999-),男,江苏淮安人,大专在读,研究方向:机电一体化技术。