5000t-d生产线回转窑传动系统的配置及选型100320
5000t_d熟料生产线预分解窑的精细操作
以下二方面:一是要针对不同煤质、不同窑况,对喷 煤管位置进行合理动态调整,以保持合适的火焰;二 是必须合理进行篦冷机操作,保持稳定的二、三次风 温及风量,同时兼顾窑的操作。 1.2 窑内热工制度的影响因素
我们知道,影响窑外分解窑热工制度的可变因 素较多。除风、煤、料和窑速外,全系统的阻力变化、 入分解炉的三次风温和风量的变化、三次风阀的开 度、预热器及下料管的结皮,以及冷却机内料层厚度 及冷却风量等,都将会影响预分解窑内热工制度的 稳定,继而影响烧成系统的正常操作。
操作中,对上述因素如果分析判断不准,操作调 整不正确或不及时,全系统的热工制度很快就会遭 到破坏并影响窑的正常运行,继而影响熟料产质量 和系统的能耗指标。所以对于窑外分解窑的操作, 应该掌握从预热器、分解炉、回转窑到篦冷机整个系 统中的温度、压力的变化情况,并对某个系统出现的 不合理现象,能进行正确的分析判断,熟练掌握系统 的所有操作技巧,合理调节,使之尽快的恢复正常。 1.3 常规的操作技术
- 30 -
2010 年第 4 期
陈 民,等:5 000 t/d 熟料生产线预分解窑的精细操作
生产技术
控制窑内物料填充率在合适范围内(通常为 8%~ 13%)。此外,窑系统操作过程中,还有很重要的一 点就是控制好窑及分解炉的平衡,使这两个既相对 独立又密切相关的热工系统单元能够各司其职、合 理匹配。
摘 要:以某 50000 t/d 熟料生产线烧成系统为例,简要概括了其操作原则和常规操作技术,详细介绍了点火升温及挂窑皮的 操作技术、预分解窑的精细操作、燃烧器的使用与调整和篦冷机的安全操作。最后提出了对生产线的精细化操作和精细化管 理概念以及具体措施。 关键词:50000 t/d 熟料生产线;热工制度;操作原则;精细化管理 Elaborate operation of the precaliciner kiln of 5000t/d clinker production line Chen Min1,2, Jiang Zhonghua1,2(1.Jinan University Building Material Science and Engineering, Jinan, Shandong, 250022) Abstract: Taking the firing system of a 50000 t/d clinker production line for example, introduced the operation principle and general op⁃ eration technology. And the ignition and coating adhering operation, elaborate operation of the precaliciner kiln, burner using and ad⁃ justing, and safe operation of the grate cooler were introduced in detail. Finally, elaborate operation of the production line and elaborate management and the measures were put forward. Key words: 5000t/d clinker production line; thermal system; operation principle; elaborate management
云浮5000td水泥熟料生产线及关键设备选型开发研究

云浮5000td水泥熟料生产线及关键设备选型开发研究摘要:虽然目前国内5000t/d水泥熟料生产线工艺、设备技术都已比较成熟,但云浮天山水泥有限公司5000t/d水泥熟料生产线,从原料到方法以及燃料都具有自身独特的特点,且环保意识强,比较符合时代发展的需求,本文就对这条生产线的关键设备以及选型开发研究进行一番研究。
关键词:水泥熟料生产线设备选型开发研究经过本公司与南京水泥设计研究院的技术人员大胆探索,研究开发了解决以上工艺难点的配料和设备选型方案。
项目于2003年7月动工建设,经过近3年的建设,于2006年3月投产,生产出优质熟料,以上工艺难点都得到了解决。
1、立项背景广东省的经济是全国经济的龙头,近年来,经济稳步增长,拉动了水泥工业的迅速发展,2002年广东省的水泥产量为5989万t,2003年全省统计口径的431家水泥企业共生产水泥6470万t,进入高速发展的一年。
广东水泥行业结构有了重大的转变,但是建材规模及产业结构的任务十分繁重,为了加快结构调整的步伐,大量的外省企业迅速入驻,天山水泥抓住这一时机,迅速打入广东市场,结合我国水泥行业的发展现状,迅速调整步伐,适应社会的发展。
但是仍然存在着一些问题有待解决,其中最为严重的当属环境污染问题。
云安县从资源、交通、市场上都具有其他地区所不具备的优势,其石灰岩和硅铝质原料矿产资源储量丰富,矿石质量良好,可以满足生产的需求,尚有丰富的粘上资源未开发利用,完全可以作为大型熟料水泥基地的原料矿山。
其地处交通要塞,吸引大量的技术型人才,市场潜力无限。
2、配料方案的确定云浮天山水泥公司大岩顶矿储量仅有2500余万吨,只够十年用量;为此在前期找矿阶段,就定位在“特别要注意寻找其它企业认为有缺陷而不用的低钙高硅灰岩,并研究对其开发利用的可行性”。
经过仔细的筛选,确认勘探对象,结合本厂结构生产的特点,选择最佳的生产原料。
3、关键设备的选型3.1 设计原则和指导思想的确定在项目的初步设计阶段,就要确认设计的原则和指导思想。
日产5000td的新型干法水泥厂的总体设计及烧成窑尾工艺设计毕业设计

绵阳职业技术学院材料工程系2014-2015 学年第 1 学期水泥综合设计 任务书班级 学生 指导教师 时间 9.1-12.14一、综合设计题目日产5000t/d 的新型干法水泥厂的总体设计及烧成窑尾工艺设计 生产品种:普通硅酸盐水泥—P.O 52.5 60%矿渣硅酸盐水泥—P.S.A 42.5 40%二、综合设计任务与要求:(1)设计主要内容及要求①全厂工艺设计计算:配料设计、配料计算、物料平衡、主机平衡、储运平衡。
② 全厂总平面布置:合理布置全厂所有建筑物、构筑物、铁路、道路及地上的和地下的工程管线的平面相互位置,使之符合工艺过程。
画图比例:1:1000。
③重点车间设计:预热器、分解炉、回转窑的选型;主要附属设备的选型;车间的工艺布置。
画图比例:1:100,扩大初步设计深度。
④编写设计说明书:内容包括封面、任务书、内容摘要、目录、前言、正文(设计工艺计算与选型计算及相关说明)、总结、参考文献等。
说明书中一级标题字号为小三加粗,二级标题为四号加粗,三级标题为小四加粗、正文为小四,行距为1.25,页数不少于40页。
(2)设计进度要求:(3)学生按学校规定上课时间到设计室进行设计,严禁将食物带入设计室,保持设计室卫生。
学生有事情离开设计现场,要求履行请假手续,不得无故缺席。
时间第1周第2周第3周第4周第10周第11~14周 第15周 内容 配料计算 物料平衡 主机平衡 储库平衡 车间设计绘制总平面图 及车间布置图毕业答辩前言新型干法水泥生产自问世以来倍受世界各国的关注,特别是上世纪80 年代以来得到了突飞猛进的发展,国际水泥工业以预分解技术为核心,将现代科学技术和工业化生产的最新成果广泛应用于水泥生产的全过程,形成了一套具有现代高科技为特征和符合优质、高效、节能、环保以及大型化、自动化的现代生产方法。
新型干法水泥技术代表了现阶段最高的水泥烧成技术,可以提高窑单位容积产量、提高窑砖衬寿命和运转率,且自动化水平高、生产规模大,可以选用低质燃料或低价废物燃料,节省燃料,降低热耗和电耗,减小设备和基建投资费用、CO 和 NOx生成量少和事故率低,操作稳定。
5000td水泥回转窑用耐火材料建议配置

5000t/d水泥回转窑内衬建议配置
(以通用窑型ø4.8×74m为例)
一、回转窑
1、窑口0.6m 刚玉防爆浇注料;约8t
2、冷却带1m 硅莫砖; 约10t
3、烧成带25m 特种镁铬砖; 约250t
4、过渡带20m 方镁石-尖晶石砖约200t
5、分解带5m 硅莫砖; 约50t
6、预热带21.4m 抗剥落高铝砖约204 t
7、窑尾下料口1m FA型钢纤维增强浇注料;; 约10t 合计:约732t
二、五级旋风预热器及分解炉系统
高强耐碱砖约1200 t
高强耐碱浇注料约1130 t
高铝低水泥浇注料约500t(含蓖冷机、三次风管用)
抗结皮浇注料约15t
三、窑门罩上部GF-16浇注料约80t
下部抗剥落高铝砖约50t
四、喷煤管刚玉防爆浇注料约11t
五、三次风管高强耐碱砖约200t
弯部用GT-13NL浇注料约50t
总计:约3968t。
5000回转窑说明书

Φ4.8×74m回转窑说明书回转窑说明书一、技术性能筒体内径: 4.8m筒体长度: 74m斜度:(sinΦ) 3.5%支承数: 3档生产能力:(配窑外分解预热系统) 5000t/d转速:用主传动:0.396~3.96r/min用辅助传动:8.56r/h二、结构及工作原理概述回转窑的筒体由钢板卷制而成,筒体内镶砌耐火衬,且与水平成规定的斜度,由3个轮带支承装置上,在入料端轮带附件的跨内筒体上用切向弹簧固定一个大齿圈,其中有一小齿轮与其齿合。
正常运转时,由主传动电动机经主减速器向该开式齿轮装置传递动力,驱动回转窑。
物料从窑尾(筒体的高端)进入窑内煅烧。
由于筒体的倾斜和缓慢的回转窑作用,物料既沿圆周方向滚动又沿轴向(从高端向低端)移动,继续完成分解和烧成的工艺过程,最后,生成熟料经窑头罩进入冷却机冷却。
燃料由窑头喷入窑内,燃烧产生的废气与物料进行热交换后,由窑尾导出,本设计不含燃料的燃烧器。
该窑在结构方面有以下主要特点:1、筒体采用保证五项机械性能(σs、σb &%、αk和冷弯实验)的镇静钢Q235-C 钢板卷制,通常采用制动焊接。
筒体壁厚:一般为22mm,烧成带为25mm,轮带下为60mm、由轮带下到跨间有32mm、28mm厚的过渡段节,从而使筒体的设计更为合理,既保证横截面的钢性又改善了支承装置的受力状态。
在筒体进、出料端都装有耐高温、耐磨损的窑口护板。
其中窑头护板与冷风套组成环行分格的套筒空间,从喇叭口向筒体吹冷风冷却窑头护板的非工作面,以有利该部分的长期安全工作,当窑正常运转时,轮带能适度套在筒体上,以减少筒体径向变形。
为保证靠近窑头温度较高的两档支承装置运行可靠,在窑头的两档轮带下装设的筒体冷风套装置。
2、采用液压推动挡轮装置承受全窑的下滑力,该装置可推动窑体向上移动。
支承点间跨度的正确分配,使各档轴承的设计更加合理。
每个轴承均设有测温装置。
各轴瓦的工作温度均于现场直接显示,并可在中控室检查。
河南大地水泥公司5000td生产线窑系统的调试

河南大地水泥公司5000t/d生产线窑系统的调试河南大地水泥公司5000t/d水泥熟料生产线是由中材国际南京水泥研究设计院设计,本系统采用南京院开发研制的先进、成熟的五级旋风预热器、喷腾式在线管道分解炉预分解系统,Φ4.8×74m回转窑和高效空气梁篦式冷却机。
于2007年4月9日投料,生产线投料当月即达标。
本人有幸参与了试生产方案的制定,经历了单机试车、点火烘窑、投料试生产的全过程,对窑系统的调试有一点个人的看法,现提出与大家共同探讨。
1.试生产前的准备工作试生产前的准备工作是整个试生产环节的第一步,对整个试生产起着至关重要的作用,如果这一步做不好那么在今后的试生产中将步步受牵制处处被动,因此为了试生产的顺利进行必须充足地做好事生产前的准备工作。
1.1.翻板阀的调整翻板阀的灵活程度主要取决于阀板和浇注料之间的间隙以及配重的调整,阀板和浇注料之间的间隙要调整到恰到好处,即间隙不能过大也不能过小,过大翻板阀就起不到应有的作用、锁风效果就会变差、气流短路,造成热耗增加,系统结皮加剧,严重后会挎落造成下料溜管堵塞。
因为翻板阀间隙的调整是在冷态下进行的,受热后要膨胀,所以间隙也不能过小,否则易卡死阀板造成下料溜管堵塞。
至于配重的调整,主要还是凭经验和手感来进行调整,调整到在生产过程中阀板上能积存有一定的物料起到一定的锁风作用且不至于配重太重使物料自重压不开阀板为宜。
另外需要注意的,翻板阀的配重是随喂料量的增加而增加的不能一次调整到位,否则在试生产初期因为喂料太小会造成物料重量较轻而压不开翻板阀,若先期调整好后而后期产量增加时不进行调整会造成翻板阀动作频繁锁风效果变差,造成气流短路,热耗增加,系统结皮加剧,严重后会挎落造成下料溜管堵塞。
1.2.燃烧器的调整燃烧器是五大热工设备之首,燃烧器调整的结果直接影响到熟料的质量,系统运行时间的长短,耐火材料的使用寿命等等。
燃烧器的调整一般是偏下偏料,但偏多少为合适,若偏多了火焰会栽入物料造成煤粉燃烧不完全而裹入物料,产生还原料影响熟料的外观。
5000t生产线回转窑系统中控操作体会
2)一般情况下,在窑点火升温或窑停止喂料期 间,增湿塔不喷水,也不必开除尘器。因为此时系统中 粉尘量不大,且煤燃烧不稳定。但投料后,当预热器出 口废气温度达300℃以上时,增湿塔应该投入运行, 对预热器废气进行增湿降温,确保人窑尾袋除尘器温 度在180~200℃。
3)增湿塔回灰要达到不打外排的目的,喷水系统 与高温风机拉风的配合很重要。高温风机拉风前可以 适量喷水,以防除尘器入口温度过高,因此开高温风 机后应尽快投料,确保增湿塔内没有蒸发掉的水汽被 窑灰带走。止料后应尽快停窑停高温风机,如果此时 窑尾除尘器人口温度高,应打开其入口冷风阀门,水 泵间断开停,既确保袋除尘器人口温度还得避免增湿 塔湿底将回灰提升机和生料长斜槽堵塞。 2生料均化及入窑系统
5)开篦冷机 挂窑皮初期,窑产量很低,当熟料开始入篦冷机 时再启动篦床。篦速一定要慢,使熟料在篦床上均匀 散开,并保持一定的料层厚度。以设定冷却风量为依 据,使篦下压力接近设定值。注意避免冷却风机阀门 开度太大,否则吹穿料层,造成短路。操作中如发现篦 板翘起或脱落,要及时处理,严防篦板掉入熟料破碎 机而造成严重事故。 6)正常煅烧 目前的操作中入窑提升机电流高值不大 于130A,瞬间不宜超过135A,如果持续大于135A时 必须通知巡检工检查,同时视情况减料或止料。高温 风机液力偶合器转速60%、进口阀60%-70%,三次风 阀30%。如果人窑生料KH低,拉风量宜偏小控制。投 料量在设备许可的情况下,以C。出口温度320-3500C 为准,窑速3.6-3.9r/rain,窑电流900A左右。分解炉温 度880-8900C,如果窑电流偏高,分解炉温度应偏低 控制。控制窑头喂煤量10-1lt/h,入窑生料中KH偏 低或投料量长期偏低时,宜偏下限控制甚至低 于10 t/h。 7)止料 先止尾煤再止料并停止均化库内设备。待C,出 口压力下降到一恒定值(物料全部通过预热器)后将 高温风机进口阀减到30%,窑速2.0r/min,篦速(1—3 段)12~20次/min,四室以后风机进口阀10%一20%。空 烧15rain后停窑、止头煤开辅助传动,视情况间断转 窑。在调整过程中注意控制窑头负压及窑头、窑尾除 尘器入口温度。止料后注意高温风机出口压力控制 在一100一150Pa,如果窑尾除尘器入口温度偏高可以 打开其冷风阀门。如果窑头除尘器入口温度偏高可以 降篦速或开篦冷机喷水系"
日产5000t水泥熟料预分解窑窑尾工艺的设计说明书

5000t/d水泥熟料预分解窑窑尾(低氮氧化合物排放)工艺设计摘要:水泥是社会经济发展最重要的建筑材料之一,在今后几十年甚至是上百年之内仍然是无可替代的基础材料,对人类生活文明的重要性不言而喻。
以预分解窑为代表的新型干法水泥生产技术已经成为当今水泥工业发展的主导技术和最先进的工艺,它具有生产能力大、自动化程度高、产品质量高、能耗低、有害物排放量低等一系列优点。
但在水泥生产过程中会放出一些有害物质,尤其是氮氧化合物,按照要求本设计采用一系列的方法,以求降低氮氧化合物的排放浓度。
本设计依据当今新型干法水泥生产技术的设计要求进行,主要任务是窑尾部分的工艺设计,包括新型干法水泥生产对原料、燃料的质量要求,配料方案的设计和配料计算,物料平衡计算,主辅机平衡与设备选型,储库计算和窑尾工艺设计。
关键词:5000t/d;预分解窑;低氮排放;工艺设计The Process Design of the Back End of Precalciner Kiln for 5000T/D Cement Clinker(Low Nitrogen OxideEmissions)Abstract:Cement is one of the most important building materials of the social and economic development, within the coming decades or even a century,Cement is still no substitute for basic materials, the importance of human civilization is self-evident.calciner kiln as the representatives has become leading technology and the most advanced technology of the cement industry. It has many advantages, such as high throughput, a high degree of auto mation, high quality products,low energy consumption, low emissions of harmful substances, etc.In the production process of cement will release a number of harmful substances,particularly nitrogen oxides,according to the requirement of this design,the design uses a range of methods to reduce the concentration of nitrogen oxide .Based on the design of new dry cement production technology in today's design requirements, the main task is the back-end part of the process design, including the production of cement raw materials, fuel quality requirements, the design of ingredients and ingredients, the material balance calculation , the main auxiliary balance and equipment selection, calculation and storage back-end process design.Key words: 5000T / D, Low Nitrogen Emissions, Process Precalciner kiln, Design目录第1章绪论........................................................... ..11.1 引言 (1)1.2设计简介 (1)第2章建厂基本资料 (3)2.1设计题目 (3)2.2建厂条件 (3)2.3原料质量要求 (3)2.3.1水泥原料质量要求.......................................... (3)2.3.2石膏和混合材质量要求 (4)2.4燃料品质要求 (5)2.5熟料热耗的选择 (6)2.6生产方法和窑型的选择 (6)第3章配料计算与物料和主机平衡 (8)3.1配料计算 (8)3.1.1原料原始数据 (8)3.1.1.1原燃料化学成分 (8)3.1.1.2原、燃料水分 (8)3.1.1.3烟煤的工业分析 (8)3.1.1.4烟煤的元素分析 (8)3.1.2水泥配料方案 (8)3.1.2.1三个率值的选择 (9)3.1.2.2煤灰掺入量的计算 (10)3.1.2.3干燥原料配合比试配 (10)3.1.2.4干燥原料配合比调整 (12)3.1.2.5生料湿原料配合比的计算 (14)3.1.2.6生料配合比最终确定 (14)3.2物料平衡计算 (15)3.2.1烧成车间生产能力和工厂生产能力的计算 (15)3.2.2原燃料消耗定额计算 (18)3.2.3全厂物料平衡表 (24)3.3主机平衡与选型 (24)3.3.1车间工作制度确定 (24)3.3.2主机选型 (25)3.3.3主机平衡表 (32)第4章储库计算 (33)4.1各种物料储存期的确定 (33)4.2各种原料储存设施的计算 (34)4.2.1石灰石、原煤、联合预均化堆场、石膏、矿渣预均化堆场计算 (34)4.2.1.1石灰石预均化堆场计算 (34)4.2.1.2原煤预均化堆场计算..................... (35)4.2.1.3联合储库计算........................... (36)4.2.1.4石膏、矿渣预均化堆场计算.................. (36)4.3各种物料的储存设施计算 (37)4.3.1生料配料站.............................................. ... .374.3.2生料均化库............................................. .... .394.3.3熟料库.................................................. ... .404.3.4熟料配料站 (40)4.4水泥库计算 (41)4.5储库一览表 (42)第5章物料和热平衡计算......................................... (43)5.1原始资料................................................... . (43)5.2物料平衡与热平衡计算........................................ (44)5.2.1 物料平衡计算............................................. (44)5.2.2 热平衡计算............................................... (50)5.3物料平衡表与热平衡表的编制................................... ..54第6章窑外分解系统的设计计算 (56)6.1原始资料..................................................... ..566.2相关参数的设定 (56)6.3单位烟气的计算 (58)6.4窑尾系统各部位烟气量计算..................................... ..586.5窑尾各部位烟气量汇总表....................................... ..616.6分解炉设计方案选择 (61)6.7分解炉结构尺寸计算........................................... ..636.8旋风筒设计方案选择 (66)6.9旋风筒结构尺寸计算 (68)6.10分解炉与旋风筒尺寸汇总表 (75)第7章窑尾设备的计算及选型...................................... ... (77)7.1窑尾冷却器(喷水装置)的计算及选型....................... . ... (77)7.2窑尾收尘器选型 (77)7.3窑尾高温风机以及窑尾排风机选型 (78)7.4烟囱的计算选型 (78)7.5提升机及喂料装置的选型 (79)第8章低NOX排放技术........................................... .. (86)第9章烧成车间工艺布置........................................... .. (88)第10章全厂工艺平面布置............................................. ..899.1全厂总平面布置基本原则 (89)9.2全厂总平面布置说明.......................................... (90)结语 (91)致谢................................................................. .. .92参考文献.......................................................... .. .. ..93第一章绪论1.1引言我国氮氧化合物的排放量年增长5%-8%,如果不采取进一步的的减排措施,到2030年我国氮氧化合物排放量将达到3540吨,如此巨大的排放量讲给公众健康和生态环境带来灾难性的后果,而水泥行业对氮氧化合物的贡献仅次于电力行业与机动车尾气排放,巨第三。
5000吨新型干法水泥生产线整体控制方案

六)、水泥包装工段:是水泥生产的最后一个工段,分为袋装和散装,袋装一 般采用回转式包装机。目前散装水泥所占比例越来越大。
生产过程:水泥库内的水泥经下料器,斜槽,提升机,震动筛进入水泥小 仓,小仓内的水泥经下料器进入包装机进行秤重和包装。包装后的水泥袋经皮 带输出到堆场。
袋装一般还配有水泥自动装车机,袋装要求每袋重量误差:±1.Okg;每 袋重量:5Okg;
散装一般包括水泥汽车散装机,水泥火车散装机等,相对控制简单。 七)、新型干法水泥生产的工艺流程框图
下图是 5000T/D 新型干法水泥生产线的工艺流程框图。
第 5 页 共 25 页
石灰石 破碎机 均化堆场
粘土 破碎机 均化堆场
铁粉 均化堆场
原煤 破碎机 风扫煤磨
石膏 破碎机
混合材料 破碎机 烘干机
5000T/D 新型干法水泥生产线
整 体 控 制 方 案
第 1 页 共 25 页
一、5000T/D 新型干法水泥生产线工艺介绍 水泥生产,是以石灰石和粘土为主要原料,再按一定的配比加入矿渣, 粉煤灰等工业材料,经破碎、配料、磨细制成生料粉,然后喂入水泥窑中 煅烧成熟料,再将熟料加适量石膏,矿渣,粉煤灰等混合材料,进行磨细 成粉而成。 简单来说水泥生产工艺可以用八个字来概括, “三磨一烧,先破后包”。 这八个字代表了水泥生产的六个主要的生产工段。所谓三磨就是指原料粉磨 工段,水泥粉磨工段,原煤粉磨工段。所谓一烧就是指熟料烧成工段。所谓 先破就是指原材料破碎工段。所谓后包就是指水泥成品包装工段。 一)、破碎工段:根据生产原材料的不同一般在水泥生产线中配有以下一种或 几种破碎机。石灰石破碎机,粘土破碎机,石膏破碎机,矿渣破碎机,原煤 破碎机等。破碎机按工作原理一般分为环锤式破碎机,辊式破碎机,反击式 破碎机,鄂式破碎机等几种。 生产过程:矿山上开采的石灰石、粘土或市场上采购的铁矿石等原材料, 经板式给料机喂入破碎机破碎,成品经皮带输送,堆料机,采用均化方式堆 到均化堆场备用。 一般破碎后的成品要求粒度< 80mm:水分< 0.5%。 二)、原料粉磨工段:一般采用闭路操作系统,即破碎后的原料经磨机磨细 后,进入选粉机分选,粗粉回流入磨再行粉磨的操作,并且多数采用物料 在磨机内同时烘干并粉磨的工艺,所用设备有管磨、中卸磨及立磨等。目 前 5000T/D 新型干法水泥生产线的生料粉磨基本都使用立磨。根据生产需要 有的水泥厂配一台立磨,有的水泥厂配两台立磨。
5000td窑尾预预热器
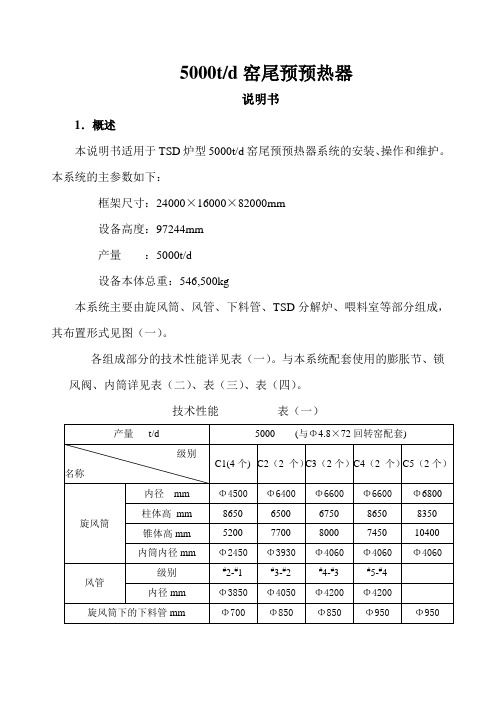
5000t/d窑尾预预热器说明书1.概述本说明书适用于TSD炉型5000t/d窑尾预预热器系统的安装、操作和维护。
本系统的主参数如下:框架尺寸:24000×16000×82000mm设备高度:97244mm产量:5000t/d设备本体总重:546,500kg本系统主要由旋风筒、风管、下料管、TSD分解炉、喂料室等部分组成,其布置形式见图(一)。
各组成部分的技术性能详见表(一)。
与本系统配套使用的膨胀节、锁风阀、内筒详见表(二)、表(三)、表(四)。
技术性能表(一)与本系统配套使用的膨胀节表(二)与本系统配套使用的锁风阀表(三)与本系统配套使用的内筒表(四)2结构特点及工作原理2.1结构特点2.1.1 为便于维护和更换,除C1旋风筒外,其它旋风筒的内筒采用了分片式结构。
2.1.2 本系统风管进旋风筒部位采用了多钢板过渡的结构,使管内风速均匀、管内积料少。
2.1.3 为保证阀板运动的灵活性,下料管的锁风阀采用了外支式滚动轴承。
2.1.4 喂料室采用了分片风冷耐热铸钢喂料伥板,延长了该零件的使用寿命,且易于更换。
2.1.5 点为烟囱采用了电动执行机构控制烟囱帽的开闭,中控室能准确控制其位置。
2.1.6 分解炉采用了带缩口的双喷腾TSD型结构,易于操作和控制。
2.2 工作原理物料从C2-C1风管上的喂料中进入本系统。
随上升气流,风管内的物料被带入C1旋风筒;在旋风筒内,物料被旋风收集,通过C1下料管进入C3-C2风管,下料管设有撒料盒,力求物料均匀分布在上升气流中。
这样物料与热气体得到了充分的热交换。
C4旋风筒以上的各级流程均如上所述分解炉是本系统的一个梳心设备,它有两个燃烧室,即分解炉II(预燃室)和分解炉I(主燃室),并有四种风、料和煤的进入口,见图(二):a.—C4下料管进入分解炉II的物料入口;b.—分两路进入分解炉II内的三次风入口;c.—喷入分解炉II的煤粉入口;d.进入分解炉I底部的二次风入口。
蓝田尧柏5000td熟料水泥生产线调试操作说明书

西安蓝田尧柏水泥有限公司5000t/d熟料水泥生产线操作说明书(工艺、电气、自动化)中材国际工程股份有限公司二○○七年二月目录工艺部分 (1)1总论 (2)2 1.1前言……………………………………………………………………1.2调试操作前的准备工2作………………………………………………6 1.3操作安全………………………………………………………………1.4设备的日常维护工6作…………………………………………………7 1.5常见故障及处理………………………………………………………2原料破碎、预均化及储存系统 (12)12 2.1系统起动前的准备工作………………………………………………2.2投料试生14产……………………………………………………………16 2.3系统的开停顺序说明…………………………………………………16 2.4日常维护和保养………………………………………………………2.5常见故障及处17理………………………………………………………18 2.6安全注意事项…………………………………………………………3原料粉磨及废气处理系统 (19)3.1系统启动前的准备工19作………………………………………………3.2投料试生产和系统的开停顺序说21明…………………………………22 3.3正常生产操作…………………………………………………………23 3.4常见故障及处理………………………………………………………3.5日常维护及保26养………………………………………………………4生料均化库及生料入窑系统 (28)4.1系统起动前的准备工28作………………………………………………31 4.2系统的开停顺序说明和投料试生产…………………………………4.3系统运行检查、常见故障及处理 (33)5烧成系统 (36)36 5.1生产工艺流程简述……………………………………………………5.2系统起动前的准备工38作………………………………………………44 5.3系统起动及停车操作…………………………………………………6原煤储存、煤粉制备、计量及输送 (64)64 6.1系统起动前的准备工作………………………………………………65 6.2系统运转中的检查与调整……………………………………………6.3停机操68作………………………………………………………………68 6.4常现故障停车…………………………………………………………69 6.5故障处理………………………………………………………………70 6.6煤磨系统安全措施……………………………………………………70 6.7巡检中注意事项………………………………………………………71 6.8清扫……………………………………………………………………71 6.9严禁烟火………………………………………………………………71 6.10系统运行前的安全检查………………………………………………71 6.11运转中的安全检查……………………………………………………7水泥粉磨及储存系统 (72)7.1系统启动前的准备工72作………………………………………………74 7.2系统的开停顺序说明…………………………………………………7.3主要操作参74数…………………………………………………………75 7.4设备故障及处理………………………………………………………7.5日常维护和保76养………………………………………………………78 7.6生产中的注意事项……………………………………………………8水泥包装、散装系统 (79)79 8.1系统启动前的准备工作………………………………………………81 8.2包装机开机前准备工作………………………………………………81 8.3设备运转中的检查……………………………………………………81 8.4停机顺序………………………………………………………………81 8.5常见故障原因分析及处理……………………………………………82 8.6水泥汽车散装站………………………………………………………电气部分 (84)1电源 (85)1.1主电85源…………………………………………………………………85 1.2应急电源………………………………………………………………85 2高压配电 (85)3低压配电 (85)4电气控制 (87)5控制系统 (88)6高压设备保护及测量 (88)7防雷及接地 (89)8抽屉面板各元件功能 (89)9中控室集中控制方式 (90)10机旁控制方式 (90)11常见故障及原因分析 (91)12其它 (91)自动化部分 (93)1概述 (94)1.1中央控制室(CCR) (94)94 1.2现场控制站……………………………………………………………2图例符号说明 (95)3计算机控制系统 (97)97 3.1计算机控制系统的配置………………………………………………98 3.2应用软件………………………………………………………………工艺部分1 总论1.1 前言南京水泥工业设计研究院设计的西安蓝田尧柏水泥有限公司2500t 熟料水泥生产线主要包括下列几个系统:——原料破碎及储存系统:包括石灰石破碎及输送、石灰石预均化、砂岩破碎及输送、原料配料及输送等项目。
浅谈5000t/d预分解窑工艺的优化措施

了解实际情况 ,与分析数据相结合 ,准确预测系统
工况。
5 结束语
中控室是水泥厂 的生产控制中心 ,中控操作 员与 现场巡 检人员 的默契协作 是生 产稳定 运行 的前 提条件 ,二者都应努力提高对各 自工作本质 的认 识 ,培养 良好 的心态 ,相互 学 习 ,共 同提高技 能 。
推动篦式冷却机 的高效熟料冷却技术 , T D F 分解炉 在 线式布置 ,回转窑规格 为 4 . 8 m×7 2 m,采 用石
灰 石 、砂 岩 、铁矿 石 和粘 土 4 组 分 配料 。在 多年 的 生 产管 理 中 ,我公 司不 断推 出 “ 四操一 体化 ”管理
本文就该生产线的工艺优化措施进行详细介绍 ,仅 供 参考 。
保供上存在 困难 ,波动性较 大。由于公 司的石灰 石 矿 品 位 高 、粘 土 取 料 机 给料 能 力 的 限 制 、下 山 的石灰石 中搭配有粘土资源 ,因此成分不 免有 波 动 。公 司 所 用 砂 岩 ,可 分 为 高 硅 砂 岩 和 低 硅 砂 岩
两 类 ,且 大 多 数 为 民 间采 购 包 供 ,堆 场 面 积 小 , 成 分 不 一 ; 同时 公 司为 降 低 生 产 成 本 ,为保 证 出
1存在 的 问题
1 . 1原 材料成 分 波动 大
《
~
.
到物理现象 ,比如粒度 、 水分变大或变小等问题 ,
发现 异常 后若及 时 向 中控 反映 ,中控 方 面可及早 加 产或 减产 、提 高或 降低入 磨温 度等 ,使 系统尽快 适
过大 或过 小 、水 分偏 大偏小 以及粉 磨 系统T况 的变 化 、出磨 温度是 升 高趋势 还是下 降趋势 等等 ,以便 采 取针对 性措施 。质量部 门管理 人 员也要勤 下现 场
某5000tpd水泥生产线回转窑变频调速系统的计算及选型

某5000t/d水泥生产线回转窑变频调速系统的计算及选型目前水泥厂回转窑的电力拖动系统绝大多数采用直流调速,随着5000t/d等大规模的水泥生产线日益增多,对窑主传动部分的要求也越来越高,对其合理的配置和选型将会为回转窑的正常运行提供保障。
湖北某厂于2009年5月新上了一条5000t/d生产线,对窑主传一次高压开关柜、整流变压器和窑主传动直流调速柜等设备进行招标。
下面介绍该生产线回转窑传动系统的配置及选型情况。
1主机设备情况直流电动机的型号为ZSN4-450-092,功率710kW,额定电枢电压:660V,额定电枢电流:1140A,额定激磁电压:180V,额定激磁电流:21.2A,他励,电动机额定转速:1000r/min,冷却方式:风管双冷,测速发电机:ZYS-100A、8W、1000r/min、100V、0.08A。
生产厂商:上海南洋电机厂。
2控制方案概述2.1控制方案及基本原理配备我公司生产的XGN2-12一次高压开关柜,并采用WZB-2621-5000变压器微机综合保护装置。
高压开关柜的出线接至10kV/0.63kV整流变压器,然后进至窑主传动直流控制柜,从而完成电动机的传动控制。
直流控制柜内选用施耐德空气断路器和接触器,数显仪表和电流电压变送器选用上海安科瑞产品,并设计有欧姆龙CP1L系列PLC,与外部冷却、润滑和液压等辅传电气控制部分实现有效连锁保护。
XGN2-12高压开关柜采用金属封闭式结构,柜体骨架由角钢焊接而成,内部用钢板严密分隔成母线室、断路室、进出线电缆室、机电保护和仪表室及控制小室五个独立的间隔室,两柜母线之间用3mm厚的铝板封闭,主母线用套管贯穿于各柜母线室。
母线室和保护室之间留有排气通道,这种结构可将任何设备、母线故障均限制在局部范围之内,可避免事故扩大,提高了高压柜的运行可靠性。
WZB-2621-5000变压器微机综合保护装置具有多种保护和报警功能,如:电流速断保护、限时速断保护、过电流保护、零序过流保护、过负荷报警、PT 断线报警、自检和自诊断以及防跳功能等。
山水日产5000吨熟料生产线设备操作说明书
济南山水集团日产5000t/d熟料生产线设备巡检操作知识手册(岗位培训教材)济南山水集团人力资源统筹部编制说明《日产5000t/d熟料生产线设备巡检操作知识手册》是集团人力资源统筹部借举办新建子公司新招员工岗位技能培训班之机,在认真做好人员培训的同时,组织集团和子公司有关技术人员及有实践经验的岗位操作人员编写的,是切实做好岗位人员培训工作的试用教材。
本教材是在原各设备的《调试操作说明书》的基础上,结合生产实践及对有关故障的处理经验编制而成。
书中对日产5000t/d熟料生产线各设备的工作原理、技术性能、设备结构、润滑、开停机顺序、巡检内容、巡检制度、交接班注意事项、异常问题的处理以及其他注意事项等做了较详细的说明,适合用于岗位培训教材和岗位操作人员学习参考。
在本套教材编写过程中,子公司的领导,当作集团交给的光荣任务,按照教学相长、互相促进的要求,由等专业技术人员对其中内容进行编写、整理,他们自我加压,克服人手少、时间短的不利因素,主动为集团人才培训做出贡献,达到了既培训人才,又锻炼了队伍的双赢目的。
因时间仓促,本教材还有不尽人意之处,我们将在日后使用中逐步修正、完善。
集团人力资源统筹部2004年10月φ4.8×72m回转窑巡检说明书一、工作原理和结构1、回转窑是水泥生产的主机设备。
它是利用一个倾斜的回转钢圆筒,其斜度一般为3.5%—4%,生料粉从窑尾筒体高端进入窑筒体内煅烧,由于窑筒体的倾斜和缓慢回转使物料沿着轴向从高端向低端逐渐移动。
事先经过烘干和粉磨的煤粉,用鼓风机经喷煤嘴由窑头喷入窑内。
燃烧用的空气由两部分组成,一部分是和煤粉混合并将煤粉送入窑内,这部分空气叫做“一次风”,一般占燃烧总量的8%—12%,大部分空气是经过预热到一定温度后进入窑内助燃,称为“二次风”。
煤粉在窑内燃烧后,形成高温火焰(1650—1700℃)放出大量热量,高温气体在窑尾排风机的抽引下向窑尾流动,它和煅烧熟料产生的废气一起经过电收尘器净化后排入大气。
5000T-D生产线中控窑系统操作规程

一、开机前的准备1、确认系统是否处于备妥,开机准备状态。
2、确认各处的阀门动作是否灵活、准确、可靠,检查好阀门的位置。
3、与现场联系检查各处工艺管道是否通畅,做到无积料、无结皮、无杂物。
4、掌握设备状态和工艺状况,掌握各处耐火材料的状态和窑皮情况,做到心中有数,保证安全生产。
5、确认好燃烧器是否完好,窑内定位是否合适,供油系统是否良好。
6、通知供水、供风、供油系统检查。
7、检查熟料库存和生料库存及煤粉存量。
8、通知岗位及有关人员做好开机前的准备和设备检查,确保正常开机运行。
二、点火升温1、接到车间点火命令后,做好升温准备。
2、通知预热器岗位吊起或放下翻板阀,把烟囱冒调至合适高度,保证点火压力。
3、通知开启油泵,调整好油压并点火。
4、联系岗位并启动一次风机,并给一定转数。
5、点火并升温时,控制好油量,调整好温度,严格按技术人员下达的升温曲线执行升温,做到升温平稳、准确,严禁升温回头。
6、点火后观察火焰形状,调整好风温,最终使火焰不落油滴、不冒黑烟、不扫窑皮、燃烧稳定、温度分布均匀。
7、点火失败时,立即切断油路,使窑内可燃气体排除干净后,重新点火。
8、用烟囱冒及时调整好窑头负压,窑头保持在-1~-10 Pa。
9、通知窑头岗位启动窑中稀油站,按升温制度及时翻窑,检查窑衬升温变化情况。
10、确认煤粉库存时,通知煤磨操作员急时开启煤磨。
11、当窑尾温度升至200℃时,启动窑头喂煤输送设备。
1)启动前的准备a、选择相应的罗茨风机。
b、确认相应的阀门位置。
c、设定喂煤量为0.5~1.0t/h。
2)启动喂煤设备a、启动仓顶收尘器。
b、启动罗茨风机。
c、启动窑头喂煤秤。
12、开使油煤混燃,逐渐加煤过程中,调节好风量,保持窑头负压压-1~-10Pa,观察火焰形状,不漏火、不扫窑皮、不发生煤粉沉落、燃烧稳定、温度分布均匀,按升温曲线要求准确升温。
13、用烟筒冒调节燃烧空气用量,已经不能满足升温要求时,通知篦冷机岗位工检查后逐渐开启一室、二室风机,注意:开机前必须确认阀门位置在零位。
5000td水泥熟料生产线设计说明书

冀德堡水泥XX 5000t/d水泥熟料生产线基本设计说明中材国际工程股份XX二○○七年七月院长:常务副院长:副院长:总工程师:工程总设计师:主要参加编制人员总目录目录1 总论 (1)1.1 项目名称 (1)1.2 建设地点 (1)1.3 建设规模及产品品种 (1)1.4 建设X围 (1)1.5 供电 (1)1.6 供水 (1)1.7 交通条件 (1)1.8 气象条件 (2)1.9 地震烈度 (2)1.10 专业和内容 (3)1.11 主要技术经济指标 (3)3 建设用地与相关规划 (6)3.1 区域位置 (6)3.2 建设场地 (6)3.3 总平面布置 (6)3.4 竖向设计及场地排雨水 (7)3.5 交通运输 (8)3.6 绿化设计 (9)3.7 工厂主要技术经济指标 (9)4 生产工艺 (11)4.1 建厂规模及生产方式 (11)4.2 原料配比 (11)4.3 水泥品种、袋装和散装水泥比例 (11)4.4 原、燃料及成品运输方式 (11)4.5 煤的低位热值、烧成热耗及年运转天数 (11)4.6 物料平衡表 (11)4.7 主机设备 (13)4.8 各种物料储量及储期 (14)4.9 工艺流程简述 (15)4.10 拟引进设备 (18)5 电气 (19)5.1 供电电源 (19)5.2 工厂装机容量及用电计算负荷 (19)5.3 全厂供配电系统 (20)5.4 电气室的设置及供配电X围 (20)5.5 功率因数补偿 (21)5.7 车间电力拖动及控制 (22)5.8 照明 (23)5.9 防雷、接地 (23)5.10 电气修理 (24)6 过程控制 (25)6.1 设计原则 (25)6.2 设备选型原则 (25)6.3 控制系统的设置 (26)6.4 控制室的设置 (29)6.5 仪表修理设备 (29)7 给排水 (30)7.1 设计X围 (30)7.2 水源及给水处理 (30)7.3 给水 (30)7.4 排水系统 (31)7.5 主要设备和构筑物 (32)7.6 车间给水排水 (33)7.7 管材及敷设方式 (34)7.8 计量设施 (34)8 建筑 (36)8.1 设计原则 (36)8.2 总体构思 (36)8.3 环境设计 (36)8.4 建筑构造及做法 (36)9 结构 (38)9.1 基础设计 (38)9.2 结构选型 (38)9.3 地震 (38)10 环境保护 (39)10.1 设计依据及采用的环保标准 (39)10.2 工厂污染源 (39)10.3 环保措施 (40)10.4 环境管理工作 (42)11 通风、空调及动力 (45)11.1 采用的设计规X (45)11.2 气象条件 (45)11.3 通风 (45)11.4 空调 (45)11.5 压缩空气站 (46)11.6 水泥窑点火用油罐油泵 (46)12 节能 (48)12.1 热能的节约及利用 (48)12.2 电能的节约 (49)12.3 能源综合利用 (49)12.4 总体设计 (50)13 消防 (51)13.1 概述 (51)13.2 设计依据 (51)13.3 火灾危险性分类 (51)13.4 火灾自动报警系统 (51)13.5 总平面布置防火 (52)13.6 建筑防火 (52)13.7 消防给水 (52)13.8 特殊消防 (52)13.9 防爆 (52)13.1防雷及防静电 (53)14 劳动安全及职业卫生 (54)14.1 概述 (54)14.2 设计依据 (54)14.3 职业安全卫生设施简述 (54)14.4 劳动安全设施 (56)1 总论1.1 项目名称冀东海德堡(扶风)水泥XX5000t/d水泥熟料生产线。
5000td水泥熟料带DD型分解炉的NSP窑的设计
前言课程设计是对所学知识和技术的综合考察,是高层次的教学环节。
它极大地提高了学生理论联系实际的能力,并在老师的指导下,由学生综合运用基础理论、专业知识、实际生产技术及在岗位实习和挂职实习中收集到各方面技术资料与自己的设计课题及任务对照,进行全面合理的分析、论证、计算、绘图、编写技术文件等内容,完成工程设计任务,达到工艺人员素质训练的基本要求。
课程设计,能使学生把所学的理论基础知识得以全面的巩固、深化和发展,并进一步培养学生实事求是的工作态度与科学的工作方法,培养独立承担技术任务的能力和探索新知识、新技术的创造力。
本设计中,以假拟设计题目的形式,结合所学知识及下厂实习经验,对设备进行标定和核算。
本次的设计任务是:设计一个5000t/d水泥熟料带DD 型分解炉的NSP窑系统。
设计范围包括:1、窑的规格计算确定;2、物料平衡计算和热平衡计算;3、主要热工技术参数计算;4、NSP窑初步设计:工艺布置与工艺布置图(1号图)。
在此次设计中得到李海涛老师的耐心指导和大力支持,但是由于本人水平有限,在设计中难免会出现不足或错误的地方,敬请老师批评指正!设计人:2009-3-12目录1.设计课题 (3)2.回转窑的选型及标定 (4)2.1窑规格的计算 (4)2.2窑的选型 (4)2.3窑产量的标定 (4)2.4评述 (5)3.煤耗计算及物料平衡计算和热平衡计算 (5)3.2.1基准和范围 (7)3.2.2物料平衡计算 (8)3.2.3热量平衡计算 (13)4.主要热工技术参数的计算 (17)5.工艺布置图 (18)6.结束语 (19)7.参考文献 (19)1、设计课题5000t/d水泥熟料带DD型分解炉的NSP窑的设计原始资料依据收集技术资料自主选用,对工艺参数应予以必要说明1、课程内容及要求:⑴窑的规格的计算确定⑵物料平衡计算与热平衡计算⑶主要热工技术参数的计算⑷NSP窑初步设计:工艺布置与工艺布置图2、课题任务及工作量⑴设计说明书(不少于1万字,打印,计算草稿)⑵NSP窑初步设计工艺布置图(1号图纸1张,手画) ,原始资料另附3、时间与进度(2周)(1)第3周:物料平衡与热工平衡计算(2)第四周:绘图2、回转窑的选型及标定原始资料:日产5000吨熟料的带DD 型分解炉的NSP 窑。
洛阳黄河同力5000td生产线调试说明书
洛阳黄河同力5000t/d 生产线烧成系统调试操作说明书第一章试生产前的准备工作一、岗位技术培训系统内各岗位工段应有明确的岗位责任制度,安全制度,正确的操作制度。
操作员应熟读本操作说明书、有关主机设备说明书,了解设计意图,掌握操作要领。
二、设备空负荷试运转机电设备安装后的空载试运转包括单机试车和联动试车。
单机试车是对机电设备制造,安装质量的初次检验,要求按照有关标准进行和验收。
进行中应记录空载电流、温升、振动情况。
以备带负荷试车对比用。
单机试车由厂方、监理方,设备安装等方面组织进行。
联运试车是检验系统内各设备的开停是否按设计联锁开停;有故障时,能否自动保护设备;有紧急情况时,能否按安全要求紧急停车。
联动试车,由厂方统一组织,安装、监理、设计等配合进行。
联动试车需要现场与中控,现场与现场多方面联系,动用较多人员,岗位工、巡检工、操作员等应参加。
1.试车前的准备1.1 设备名润滑点按规定加油。
油量、牌号正确,油路畅通,油压、油温正常。
1.2 确认需水冷的设备水路畅通,流量和水质符全要求,管路无渗漏。
1.3 设备内部清扫检查,应无杂物。
然后做好各检查孔的密封1.4 各管道阀门(电动、手动)现场用红油漆注明开关位置、方向等,并检查开关时的灵活性。
1.5 现场的仪表检查。
做到仪表指示正确,与中控显示一致。
1.6 设备坚固检查。
如地脚螺栓,有传动连杆等易松部位都要进行严格的检查。
1.7 热风管法兰的密封性,膨胀节保护螺栓卸除。
1.8 耐火材料的砌筑情况,预热器中各测量孔通畅,留孔大小适合。
1.9 各级预热器灰斗负压测管、吹堵管畅通,各闸阀开关位置关系正确。
1.10 预热器上清堵工具,安全防护用品要备齐。
2. 试车的的确认事项2.1 设备转向、转速正确,空载电流、振动、轴承温升、噪音等符合有关规定。
2.2 润滑系统、水冷系统工作正常,各点压力、温度、流量正常。
2.3 机旁和中控的关系,控制符合设计要求。
2.4 各阀门开度指示,应做到现场指示、中控指示、机械装置自身位置三者一致,且运转灵活。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
枷渗c酬翻T
一47一
Fj一,∞喇獬嘲嘲髑翻嘲嘲■—■————■■————————■—————————●———————●———————■—●—●■■—■●—●—●——●———一
5 000t/d生产线回转窑传动系统的配置及选型
王帆 (湖北万洲电气集团有限公司,湖北襄樊441000)
中图分类号:Ⅱ,273.5
(编辑 顾志玲)
万方数据
一48一
和渗CEMEIqT
■●■———■————————————————————■●——●■●——■■●——■———●●—■————————■—■——■——鞠嘲辅嘲掰黼碰瓣獭觚电.、0 7
2010.N。.3
关、开停按钮和紧急停车按钮等。必要的信号灯及仪 表(in备妥、运行、故障、电压表和转速表等)。
1)备妥:启动前,冷却风机和润滑油泵等辅助传 动电动机需先启动。
2)合闸:备妥后,按下启动按钮,进线断路器接
产厂商:上海南洋电机厂。
通,全数字直流调速装置主回路得电。
2控制方案概述
3)启动:按下运行按钮,直流电动机开始运行,同
2.1பைடு நூலகம்制方案及基本原理
时其冷却方式(IC37)所规定的双管进出风开始工作。
2)DCS控制:中央控制计算机(DCS)进行远程开、 停电动机及加减速控制,通过全数字直流调速装置端 子接受来自现场或控制室的开关量或模拟量控制。 DCS端设有启动、停机开关量指令,另有电流、转速显 示功能,通过装置输出的4—20mA模拟量信号进行转 速取得,转速设定由DCS端直接设定后由电压变送 器输入至直流调速器端子。
板上的各按钮或旋钮、电位器,开、停电动机及加减 速。控制柜正面上装有“集中一本柜一机旁”选择开
零零零琴零客的莽笞的爵牙的萍秘祭鹋2¥努啦彝牙嗡薄帮骢岛努弛摹牙边¥牙毡摹岔迎皋牙弛摹努弛是笞的昏努弛萍努弛摹秘秘努弛皋牙迎鼢零
\入库
入窑
\入窑
^厍
n吐
液动挡板\
n
拉链机 \
’
n吐
电 液动挡板\
n
拉链机
\
’
文献标识码:B
文章编号:1002—9877(2010)03卸1047-02
目前水泥厂回转窑的电力拖动系统绝大多数采
体骨架由角钢焊接而成,内部用钢板严密分隔成母线
用直流调速,随着5 000t/d等大规模的水泥生产线日
室、断路室、进出线电缆室、机电保护和仪表室及控制
益增多,对窑主传动部分的要求也越来越高,对其合
窑体启动力矩即为直流电动机的电磁转矩,电动
机启动的过程是其电磁转矩‰克服负载转矩尬及 空载转矩眠做功的过程,即帆。F协眠。由电动机原 理可知,直流电动机的电磁力矩帆与电枢电流,成
线性关系。所以,对窑体要求2.5倍的启动力矩即要
求瞬间的电枢电流达到其额定电流的2.5倍。那么, 则会有:
毕2.51N=2.5xl 140=2 850A
式中:
砰一直流电动机瞬间的启动电流,即为直流装
置瞬间的输出电流。 此时直流装置交流进线侧的输入电流为: /j--o.83厶=0.83x2 850=2 366A 式中:
,广一整流变压器二次侧输入给进线电抗器的交
流电流。 整流变压器30s内过载倍数按2倍计算,则整流 变压器二次侧额定输出电流为:
IF I.,/2=2 366+2=1 183A
小室五个独立的间隔室,两柜母线之间用3ram厚的
理的配置和选型将会为回转窑的正常运行提供保障。
铝板封闭,主母线用套管贯穿于各柜母线室。母线室
湖北某厂于2009年5月新上了一条5 0010t/d生产
和保护室之间留有排气通道,这种结构可将任何设
线,对窑主传一次高压开关柜、整流变压器和窑主传 备、母线故障均限制在局部范围之内,可避免事故扩
启动力矩不得小于额定力矩的2.5倍。由回转窑负载 的特点分析可知,当回转窑克服设备的巨大惯性和临 界转矩,从静止状态启动到正常运行后,维持正常运 转所需的转矩就很小了。由此可见,功率选择过大,启 动没问题,但正常运转时出现大马拉小车现象,能耗 大,一次性投资加大。因此,对整流变压器和直流调速 装置的合理选型非常关键。 3.1整流变压器
配备我公司生产的XGN2—12一次高压开关柜,
约10s后,回转窑电动机启动完毕。
并采用WZB一2621—5000变压器微机综合保护装置。
4)调速:通过调整柜体面板上的电位器,即可对
高压开关柜的出线接至10kV/0.63kV整流变压器,然
回转窑主传动直流电动机进行调速。
后进至窑主传动直流控制柜,从而完成电动机的传动
考虑到电网电压±10%的波动,以及交流进线电 压与直流装置输出直流电压的关系,整流变压器二次 侧额定电压取值U,=630V。
则整流变压器额定输出容量:
PFx/3 U3FN 3 x630xl 183=1 290842VA —l 291kVA
因为该整流变压器容量较大,其功率因数较高, 功率因数取值cos多=0.95。
(编辑孙卫星)
万方数据
3)机旁控制:在机旁控制设备的开停。 2.4主回路
回转窑电力拖动系统主回路见图l。
主母排:TMY-50×5
主母捧
图1 回转窑主传动主回路电气控制原理图 QSl:上隔离开关;QS2:下隔离开关;TAl-TA3:电流互感器; Tvl,2:电压互感器;QS3:框架断路器
3选型计算 用户方招标文件要求,该回转窑带负荷启动时,
动直流调速柜等设备进行招标,我公司以详细的控制
大,提高了高压柜的运行可靠性。
方案和良好的行业声誉一举中标。下面介绍该生产线
WZB一2621—5000变压器微机综合保护装置具有
回转窑传动系统的配置及选型情况。
多种保护和报警功能,如:电流速断保护、限时速断保
1主机设备情况 直流电动机的型号为ZSN4--450—092,功率
710kW,额定电枢电压:660V,额定电枢电流:1 140A, 额定激磁电压:180V,额定激磁电流:21.2A,他励,电 动机额定转速:l 000dmin,冷却方式:风管双冷,测速 发电机:ZYS一100A、8W、1 000r/min、100V、0.08A。生
护、过电流保护、零序过流保护、过负荷报警、PT断线 报警、自检和自诊断以及防跳功能等。 2.2主要控制功能
,l=“1.8=2 850+1.8=1 583A 经比较,最终选用了ABB公司DCS800一 S01—1500—07全数字直流调速装置,完全可以满足 2.5倍的启动转矩。 4结束语 该项目调试完毕运行以来,一次高压开关柜运行 良好,WZB系列微机综合保护装置也显示出了很高 的性价比。整流变压器未出现过热现象,全数字直流 调速装置启动运行良好,实际启动电流接近1600A, 正常运行电流在650—800A之间,说明我公司计算选 型是合理的。
巩l号窑
b.2号窑
图4窑尾回灰系统工艺布置
为了改善1号窑的这一缺陷,通过改变窑尾电除
尘器的振打频率,避免大股料进入拉链机窜入窑内, 但随着窑的提产,这一问题还是会出现。 5 结束语
工艺设计的不合理在投产后一般不易改正,只能 从别的方面来弥补,对生产造成了不利影响。因此,在 新线的建设和设计中应引起重视。
故整流变压器容量: 只=PJcos4'=l 291+0.95=1 359一l 400kVA。 最终确定整流变压器的型号为: SGHBl“1400kVA/10kV加.63kV。 3.2直流调速装置
因直流电动机在2.5倍的启动力矩时的电枢电 流为2 850A,而全数字直流调速装置一般要求 30-40s时间内过载倍数为1.8倍,则直流装置额定输 出电流,。为:
5)停机:按下红色停机按钮,回转窑主传动直流
控制。直流控制柜内选用施耐德空气断路器和接触
电动机停止运转。
器,数显仪表和电流电压变送器选用上海安科瑞产
2.3控制方式
品,并设计有欧姆龙CPlL系列PLc,与外部冷却、润
1)本地控制:操作随机携带的人机界面及柜门面
滑和液压等辅传电气控制部分实现有效连锁保护。 XGN2—12高压开关柜采用金属封闭式结构,柜