化工大学精馏实验报告
化工大学精馏实验报告
北京化工大学学生实验报告姓名:学号:专业:班级:同组人员:课程名称:化工原理实验实验名称:精馏实验实验日期: 2016.5.13北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中 E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
(2)单板效率EmlEml =(xn-1-xn)/(xn-1-xn*)式中 Eml——以液相浓度表示的单板效率;xn ,xn-1——第n块板和第n-1块板的液相浓度;xn*——与第n块板气相浓度相平衡的液相浓度。
精馏实验实验报告3篇
精馏实验实验报告3篇精馏实验实验报告1学院:化学工程学院姓名:学号:专业:化学工程与工艺班级:同组人员:课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
(2)单板效率EmlEml=(xn-1-xn)/(xn-1-xn__)式中 Eml——以液相浓度表示的单板效率;xn ,xn-1——第n块板和第n-1块板的液相浓度;xn__——与第n块板气相浓度相平衡的液相浓度。
化工原理实验精馏实验报告

北京化工大学学生实验报告学院:化学工程学院姓名:王敬尧学号:2010016068专业:化学工程与工艺班级:化工1012班同组人员:雍维、雷雄飞课程名称:化工原理实验实验名称:精馏实验实验日期2013.5.15北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/N e式中E——总板效率;N——理论板数(不包括塔釜);N e——实际板数。
化工原理精馏实验报告

化工原理精馏实验报告精馏技术在化学工程中已经得到了广泛的应用,但是如何完善其理论基础却是一个相当棘手的问题。
本文介绍了精馏实验,简要概述了精馏实验的基本原理及其应用,同时尝试深入了解精馏实验的基本操作,研究精馏实验的结果,并探讨分析其理论原理。
精馏是一种分离工艺,它的用途有两个方面。
首先,精馏是一种冷冻分离技术,可以通过利用液相与固相的分子量差异,将混合物分离出来。
其次,精馏也可以被用于提取物质,将物质从混合物中分离出来,以获得更高纯度的产品。
精馏实验的基本原理是利用溶剂的沸点级将混合液分为多个部分,然后采用吸附的方式将其中的不同组分分离出来。
精馏实验的操作步骤有:放置混合液;配置精馏塔;控制温度;给料;收集分离结果并绘制精馏曲线;分析结果。
首先,将混合液放入精馏塔中,然后控制精馏塔的温度,在进行温度控制的过程中,给料应该按预先设定的速率进行,以控制压力,这样便可以收集分离后的结果,绘制精馏曲线,根据精馏曲线的分析,可以分析出所得到的产品的有效性,并了解其分离效果。
另外,在精馏实验中,还可以采用许多其它的手段,以检验精馏实验的结果,如容量分析、比表面积测定、溶解度测定、m角测定等,从而对精馏实验的结果进行评价。
总之,精馏实验是为了让我们更好地理解和利用化学工程中的精馏技术,了解精馏实验的原理和操作,充分利用实验结果,并以此进行研究。
通过以上介绍,我们可以发现,精馏实验在化学工程中具有重要意义,可以用来分离混合液,提取物质,评价实验结果,从而为精馏技术的改进提供有力的理论支撑。
然而,在实际进行精馏实验时,需要用户掌握基本原理、进行合理操作,避免发生意外和错误,有效地利用精馏塔,从而使实验结果更好地反映出实验所需的理论结果。
综上所述,精馏技术已经在化学工程领域得到广泛应用,但是如何提高精馏技术的理论基础仍然是一个复杂的问题。
因此,精馏实验就显得十分重要,它不仅能够给我们提供更多的知识,而且可以实践中新的了解,以更加全面地把握精馏技术的理论原理,进而更好地服务于化学工程的发展。
化工原理实验报告--精馏实验
填料精馏塔实验一、实验目的1.观察填料精馏塔精馏过程中气、液两相流动状况;2.掌握测定填料等板高度的方法;3.研究回流比对精馏操作的影响。
二、实验原理精馏塔是实现液体混合物分离操作的气液传质设备,精馏塔可分为板式塔和填料塔。
板式塔为气液两相在塔内逐板逆流接触,而填料塔气液两相在塔内沿填料层高度连续微分逆流接触。
填料是填料塔的主要构件,填料可分为散装填料和规整填料,散装填料如:拉西环、鲍尔环、阶梯环、弧鞍形填料、矩鞍形填料、θ网环等;规整填料有板波纹填料、金属丝网波纹填料等。
由于填料塔内气液两相传质过程十分复杂,影响因素很多,包括填料特性、气液两相接触状况及两相的物性等。
在完成一定分离任务条件下确定填料塔内的填料层高度时,往往需要直接的实验数据或选用填料种类、操作条件及分离体系相近的经验公式进行填料层高度的计算。
确定填料层高度有两种方法:1.传质单元法填料层高度=传质单元高度×传质单元数(2—50)或:(2—51)由于填料塔按其传质机理是气液两相的组成沿填料层呈连续变化,而不是阶梯式变化,用传质单元法计算填料层高度最为合适,广泛应用于吸收、解吸、萃取等填料塔的设计计算。
2.等板高度法在精馏过程计算中,一般都用理论板数来表达分离的效果,因此习惯用等板高度法计算填料精馏塔的填料层高度。
(2—52)式中:Z——填料层高度,m;N T ——理论塔板数;HETP——等板高度,m。
等板高度HETP,表示分离效果相当于一块理论板的填料层高度,又称为当量高度,单位为m。
进行填料塔设计时,若选定填料的HETP无从查找,可通过实验直接测定。
对于二元组分的混合液,在全回流操作条件下,待精馏过程达到稳定后,从塔顶、塔釜分别取样测得样品的组成,用芬斯克(Fenske)方程或在x~y图上作全回流时的理论板数。
芬斯克方程:(2—53)式中:——全回流时的理论板数;——塔顶易挥发组分与难挥发组分的摩尔比;——塔底难挥发组分与易挥发组分的摩尔比;——全塔的平均相对挥发度,当α变化不大时,在部分回流的精馏操作中,可由芬斯克方程和吉利兰图,或在x~y图上作梯级求出理论板数。
化工原理精馏实验报告
化工原理精馏实验报告实验目的,通过精馏实验,掌握精馏原理和操作技能,了解精馏在化工生产中的应用。
一、实验原理。
精馏是利用液体混合物中各组分的沸点差异,通过加热、蒸馏和冷凝等过程,将混合物中的不同组分分离的方法。
在精馏过程中,液体混合物首先被加热至其中沸点最低的组分的沸点,然后将其蒸发成气体,再通过冷凝器冷却成液体,最终得到不同组分的纯净物质。
二、实验仪器与试剂。
1. 精馏设备,包括蒸馏烧瓶、冷凝器、接收烧瓶等。
2. 试剂,乙醇-水混合物。
三、实验步骤。
1. 将乙醇-水混合物倒入蒸馏烧瓶中。
2. 加热蒸馏烧瓶,待混合物沸腾后,蒸气通过冷凝器冷却成液体。
3. 收集不同温度下的液体,记录温度和收集时间。
四、实验结果与分析。
经过精馏实验,我们成功地将乙醇-水混合物分离成不同组分。
在实验过程中,我们观察到随着温度的升高,液体收集瓶中的液体组分逐渐发生变化,初馏液中含有较高乙醇含量,尾馏液中含有较高水含量。
这符合精馏原理,也验证了实验的准确性。
五、实验总结。
通过本次实验,我们深入了解了精馏原理和操作技能,掌握了精馏在化工生产中的应用。
精馏作为一种重要的分离方法,在化工领域有着广泛的应用,可以有效地提取纯净物质,满足不同生产需求。
六、实验注意事项。
1. 在实验过程中,要注意控制加热温度,避免混合物过热。
2. 实验结束后,要及时清洗和保养实验仪器,确保下次实验的顺利进行。
七、参考文献。
1. 《化工原理与实践》,XXX,XXX出版社,XXXX年。
2. 《化工实验指导》,XXX,XXX出版社,XXXX年。
以上就是本次化工原理精馏实验的实验报告,希望能对大家有所帮助。
最新精馏实验报告.
最新精馏实验报告.
实验目的:
本次实验旨在探究不同温度和压力条件下精馏过程的效率,以及分离
混合物中各组分的能力。
通过实验,我们期望能够优化精馏操作参数,提高产品纯度,并加深对精馏理论的理解。
实验方法:
1. 材料准备:选取含有乙醇和水的混合溶液作为实验材料。
2. 设备搭建:使用标准精馏装置,包括加热器、冷凝器、分馏柱和收
集器。
3. 实验操作:首先,将混合溶液加入加热器中;其次,调节加热温度
和冷凝器的冷却速率;然后,记录不同时间段收集到的馏分液量和温度;最后,通过色谱分析等方法对收集到的馏分进行组分分析。
实验结果:
1. 温度影响:实验数据显示,在较低的蒸馏温度下,乙醇的回收率较低;随着温度的升高,乙醇的回收率逐渐增加。
2. 压力影响:在低压条件下,由于挥发性增强,馏分的纯度较高;而
在高压条件下,由于液体的回流作用,馏分的纯度相对较低。
3. 馏分分析:通过色谱分析,我们发现在特定的温度和压力条件下,
可以有效地分离出高纯度的乙醇和水。
实验结论:
通过本次实验,我们验证了精馏过程中温度和压力对分离效果的影响。
实验结果表明,通过精确控制操作参数,可以有效提高精馏效率和产
品纯度。
此外,实验还为未来的精馏工艺优化提供了重要的数据支持。
精馏实验报告
精馏实验报告
实验介绍
本次实验主要是在实验室中进行的化学实验,主要是通过精馏
分离一种混合物,混合物由两种液体组成。
通过这次实验,我们
的主要目的是掌握精馏实验的基本原理和技术,了解不同石油馏
分的某些性质和应用,并通过实验来确认不同馏分之间的差异。
实验原理
精馏的原理主要是利用不同物质的沸点差异来分离出不同组分。
当混合物加热至某一温度时,其中的组分会沸腾发生相变,产生
气体状态。
随着温度的升高,沸点越低的组分越容易蒸发和升空,随着温度的降低,沸点越高的组分会凝聚成液体。
实验步骤
1. 将两种不同的化学物质混合在一起,搅拌均匀。
2. 将混合物倒入精馏锅中,加入玻璃砂,确保混合物均匀分布。
3. 通过加热将混合物加热到高温,以此来分离出其中的组分。
4. 将馏出来的物质逐一收集,观察不同组分之间的颜色和特性。
5. 统计不同组分的收集量和相应的沸点,并进行数据分析。
实验结果及分析
在这次实验中,我们成功地从混合物中分离出了两种不同的组分,其中液体A的沸点为158度,液体B的沸点为210度。
通过
实验得出的数据,我们可以得出不同物质沸点间的差异,从而更
准确地区分不同物质的性质和应用。
总结与结论
通过本次实验,我对精馏实验的原理和技术都有了更深入的认
识和理解,对不同石油馏分的性质和应用也有了更深入的了解和
认识。
这次实验让我对化学实验具有了更高的兴趣和热情,期待
未来能够继续进行更多有意义的化学实验。
化工原理精馏实验报告
化工原理精馏实验报告
实验目的:掌握化工原理中的精馏操作,并通过实验验证理论知识的正确性。
实验原理:
精馏是一种分离液体混合物组成的常用方法。
精馏通过不同组成的液体在加热的条件下产生蒸汽,然后再在冷凝管中冷凝成液体,最后通过收集液体可以得到不同组成的馏分。
实验仪器:
1. 精馏塔:用于分离混合物。
2. 加热器:提供加热源。
3. 冷凝器:用于冷凝产生的蒸汽。
4. 温度计:用于测量温度。
实验步骤:
1. 将需要进行精馏的混合物加入精馏塔中。
2. 打开加热器,通过加热产生蒸汽。
3. 在冷凝器中冷凝产生的蒸汽,并收集液体。
4. 使用温度计测量液体的沸点。
5. 根据液体的沸点,确定得到的馏分的组成。
实验结果:
在实验过程中,我们成功地通过精馏操作将待分离的混合物分解为不同组成的馏分。
通过温度计测量得到的沸点数据,我们可以精确地确定馏分的组成。
实验结论:
通过这次实验,我们掌握了化工原理中的精馏操作,并验证了理论知识的正确性。
精馏是一种常用的分离液体混合物的方法,在工业生产中有着广泛的应用。
掌握了精馏操作,有助于我们理解和解决化工过程中的实际问题。
实验报告(精馏)
实验报告课程名称:实验题目:班级学号:姓名:成绩:沈阳理工大学年月日由图可知,理论板数(包括塔釜)为N=5.9-1=4.9 2,求全塔效率与单板效率。
全塔效率:%25.61%10089.4%100=⨯=⨯=Ne N E 由相平衡关系可得:x x y )1(1-+=αα,即:ααα111-+=x y由乙醇—正丙醇平衡数据表作1/y —1/x 图如下:y = 0.5063x + 0.4585051015202510203040501/x1/y由图可知:斜率5063.01==αk ,即α=1.9751全回流操作线方程为:yn=xn-10739.01362.09751.09751.11362.0)1(55*6=⨯-=--=x x x αα第六快板的单板效率:%61.79%1000739.01362.00866.01362.0*6565=⨯--=--=x x x x E ml 部分回流情况下:结果分析:1、精馏段操作线方程:111+++=+R x x R R y D n n 。
所以从点),(D D x x 出发,以1+R xD 为截距可得到精馏段操作线; 2、q 线方程:066.4803.911136.11136.111-=-=---=q q F q q x x q x x q q y ,q 线方程与精馏段操作线方程联立可求出点),(q q y x ,坐标为)5731.0,4732.0(。
连接点),(q q y x 与点),(w w x x 即得提馏段操作线;3、由图可知:理论板数(包括塔釜)为N=6.6-1=5.6。
4、全回流时的D x 比部分回流时的大,W x 比部分回流时的小,故全回流的分离效果比部分回流的分离效果好。
重磅精馏实验报告[大全5篇]
![重磅精馏实验报告[大全5篇]](https://img.taocdn.com/s3/m/3a49f9e3185f312b3169a45177232f60ddcce7db.png)
重磅精馏实验报告[大全5篇]第一篇:重磅精馏实验报告本科实验报告课程名称:过程工程原理实验(乙)实验名称:筛板塔精馏操作及效率测定姓名:学院(系):学号:指导教师:同组同学:一、实验目的和要求1、了解板式塔的结构和流程,并掌握其操作方法;2、测定筛板塔在全回流和部分回流时的全塔效率及全回流时的单板效率;3、改变操作条件(回流比、加热功率等)观察塔内温度变化,从而了解回流的作用和操作条件对精馏分离效果的影响。
要求:已知原料液中乙醇的质量浓度为15~20%,要求产品中乙醇的质量浓度在 85%以上。
二、实验内容和原理板式精馏塔的塔板是气液两相接触的场所,塔釜产生的上升蒸汽不从塔顶下降的下降液逐级接触进行传热和传质,下降液经过多次部分气化,重组分含量逐渐增加,上升蒸汽经多次部分冷凝,轻组分含量逐渐增加,从而使混合物达到一定程度的分离。
(一)全回流操作时的全塔效率E T 和单板效率E mV(4)的测定1、全塔效率(总板效率)E T1100%TTPNEN-=⨯(1)式中:N T —为完成一定分离任务所需的理论板数,包括蒸馏釜; N P —为完成一定分离任务所需的实际板数,本装置第二篇:精馏实验报告本科实验报告课程名称:过程工程原理实验(乙)实验名称:筛板塔精馏操作及效率测定姓名:学院(系):学号:指导教师:同组同学:一、实验目的和要求1、了解板式塔的结构和流程,并掌握其操作方法;2、测定筛板塔在全回流和部分回流时的全塔效率及全回流时的单板效率;3、改变操作条件(回流比、加热功率等)观察塔内温度变化,从而了解回流的作用和操作条件对精馏分离效果的影响。
要求:已知原料液中乙醇的质量浓度为 15~20%,要求产品中乙醇的质量浓度在 85% 以上。
二、实验内容和原理板式精馏塔的塔板是气液两相接触的场所,塔釜产生的上升蒸汽与从塔顶下降的下降液逐级接触进行传热和传质,下降液经过多次部分气化,重组分含量逐渐增加,上升蒸汽经多次部分冷凝,轻组分含量逐渐增加,从而使混合物达到一定程度的分离。
化工原理实验精馏实验报告
化工原理实验精馏实验报告This manuscript was revised on November 28, 2020北京化工大学学生实验报告学院:化学工程学院姓名:王敬尧学号:专业:化学工程与工艺班级:化工1012班同组人员:雍维、雷雄飞课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的~倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
化工原理精馏实验报告
化工原理精馏实验报告一、实验目的与原理本实验的目的是通过精馏操作,对乙醇与水的二元混合物进行分离,从而了解精馏操作的原理与应用。
精馏是一种常用的分离技术,基于不同组分的沸点不同,通过加热混合物使其沸腾,然后通过冷凝、蒸汽液分离等操作,实现不同组分的分离。
对二元混合物而言,其沸点的差异性更加明显,通过精馏操作可以将其分离得更加彻底。
二、实验步骤1.实验器材准备:精馏设备、酒精灯、温度计、进料管、冷凝管、接收瓶等。
2.操作准备:将乙醇与水按照一定比例混合,配制出所需的二元混合物。
3.实验操作:a.将精馏设备中的进料管连通到冷凝管,并将冷凝管的另一端放入接收瓶中。
b.将混合物倒入精馏设备的加热壶中,并点燃酒精灯进行加热。
c.随着加热进行,观察温度计的示数,记录下不同温度下的温度值。
d.当达到乙醇的沸点温度时,开始冷凝,此时可以观察到接收瓶中液体的变化。
e.等待一段时间,直至所需分离程度达到要求,即可结束实验。
三、实验结果与数据处理在实验过程中,我们记录下了不同温度下温度计的示数,得到如下数据表格:温度(℃),示数(°C):--------,:--------85,83.589,86.592,89.294,92.096,94.597,96.099,97.3根据实验结果可知,乙醇的沸点大约为78.3℃,水的沸点约为100℃,所以在加热过程中,首先蒸发的是乙醇,其后才是水。
通过观察接收瓶中液体的变化,可以看到一定程度上的分离。
四、实验讨论与总结通过本次实验,我们成功进行了乙醇与水的精馏实验,并取得了一定的分离效果。
实验结果与理论预期相符,验证了精馏操作的原理与应用。
然而,由于实验条件与设备的限制,所得结果与预期结果仍有一定差距。
为了达到更好的分离效果,可以尝试以下改进措施:1.提高加热壶的温度控制精度,保证加热过程的均匀性;2.加大冷凝管的冷却效果,加快蒸汽液分离的速度;3.调整精馏设备的结构,增强对二元混合物的分离效果。
精馏实验报告
精馏实验报告
实验目的,通过精馏实验,分离混合物中的不同组分,了解精馏原理和方法。
实验仪器,精馏设备、热源、温度计、冷却器等。
实验原理,精馏是利用混合物中各组分的沸点差异,通过加热使其中一个组分先汽化,然后再冷凝成液体,从而实现分离的方法。
实验步骤:
1. 将混合物倒入精馏烧瓶中,装上冷却器和接收烧瓶。
2. 加热烧瓶,观察温度计读数。
3. 当温度达到第一个组分的沸点时,观察接收烧瓶中的液体。
4. 收集液体,并记录温度和收集时间。
5. 重复以上步骤,直到所有组分均被分离。
实验结果与分析:
经过精馏实验,我们成功地分离出了混合物中的各个组分。
在实验过程中,我们观察到随着温度的升高,不同组分逐渐被分离出来,最终得到了纯净的液体。
实验中我们还发现,精馏过程中需要控制加热的温度和速度,以免造成组分的混合。
同时,冷却器的选择和使用也对实验结果有着重要的影响。
实验结论:
通过本次精馏实验,我们深入了解了精馏的原理和方法。
在实验中,我们掌握了精馏设备的使用技巧,提高了实验操作的能力。
同时,我们也对混合物的分离方法有了更深入的认识,为今后的实验操作积累了宝贵的经验。
总结:
精馏实验是化学实验中常见的一种分离方法,通过本次实验,我们不仅学会了精馏的基本原理和操作技巧,还提高了对化学实验的理解和实践能力。
希望通过今后的实验学习,我们能够更加熟练地运用精馏方法,为科学研究和工程实践提供更多的帮助和支持。
精馏实验报告
实验4 精馏实验姓名 学号一、实验目的1. 学会识别精馏塔内出现的几种操作状态,并分析这些操作状态对塔性能的影响。
2. 学习精馏塔性能参数的测量方法,并掌握其影响因素。
3. 测定精馏过程的动态特性,提高学生对精馏过程的认识。
4. 学会使用阿贝折光仪测定有机物浓度的方法。
二、实验内容1. 研究精馏过程中,精馏塔在全回流和部分回流的条件下,塔顶温度等参数随时间的变化情况。
2. 用作图法计算出精馏塔在全回流和部分回流的条件下的理论塔板数和进料方程,并计算出总板效率E T 。
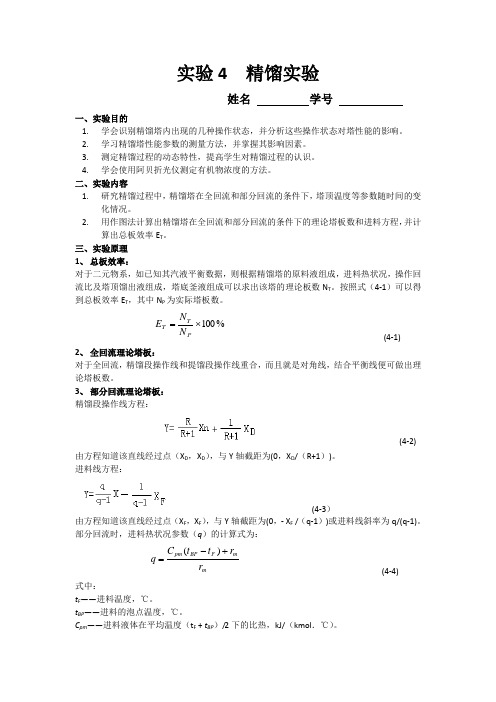
三、实验原理1、 总板效率:对于二元物系,如已知其汽液平衡数据,则根据精馏塔的原料液组成,进料热状况,操作回流比及塔顶馏出液组成,塔底釜液组成可以求出该塔的理论板数N T 。
按照式(4-1)可以得到总板效率E T ,其中N P 为实际塔板数。
%100⨯=P T T N N E (4-1)2、 全回流理论塔板:对于全回流,精馏段操作线和提馏段操作线重合,而且就是对角线,结合平衡线便可做出理论塔板数。
3、 部分回流理论塔板:精馏段操作线方程:(4-2) 由方程知道该直线经过点(X D ,X D ),与Y 轴截距为(0,X D /(R+1))。
进料线方程:(4-3)由方程知道该直线经过点(X F ,X F ),与Y 轴截距为(0,- X F /(q-1))或进料线斜率为q/(q-1)。
部分回流时,进料热状况参数(q )的计算式为:m m F BP pm r r t t C q +-=)( (4-4) 式中:t F ——进料温度,℃。
t BP ——进料的泡点温度,℃。
C pm ——进料液体在平均温度(t F + t BP )/2下的比热,kJ/(kmol .℃)。
r m——进料液体在其组成和泡点温度下的汽化潜热,kJ/kmol。
C pm=C p1M1x1+C p2M2x2(4-5)r m=r1M1x1+r2M2x2,(4-6)式中:C p1,C p2——分别为纯组份1和组份2在平均温度下的比热,kJ/(kg·℃)。
化工原理精馏实验报告

化工原理精馏实验报告一、实验目的1.了解精馏的基本原理和操作方法。
2.掌握精馏列等常规化工装置的组装和拆卸方法。
3.学习操作精馏列进行混合物的分离。
二、实验原理精馏是利用液体混合物中组分挥发性的差异,通过升温使其分别汽化和冷凝,实现不同组分的分离。
根据原理和设备的不同,可分为常压精馏和减压精馏。
常压精馏通常采用碗状蒸馏器,其馏出液不一般含气体,供后续步骤使用。
减压精馏蒸馏器采用圆筒形设计,湿性气体排放恶劣等特点。
三、实验装置本次实验使用的精馏装置包括:碟状蒸馏器、冷凝器、接收瓶、加热器、温度传感器等。
四、实验步骤1.将碟状蒸馏器装置迅速、适当地安插在加热器上,并设置温度传感器。
2.将待测试物质加入碟状蒸馏器,并紧密封好。
3.连接冷凝器和接收瓶,确保冷凝器充分冷却。
4.使用加热器对碟状蒸馏器进行加热,并监测温度传感器。
5.在实验过程中,根据馏出液的收集情况及温度变化来调整加热器的加热功率。
6.测定不同温度下不同组分的收集量,并记录数据。
7.实验结束后,拆卸碟状蒸馏器,清洗实验装置,并做好相关记录。
五、实验结果与讨论在实验过程中,我们选择了乙醇和水的混合物进行精馏实验。
通过实验观察和数据记录,我们得到了以下结果:1.随着温度升高,乙醇的馏出量逐渐增加。
2.当温度达到78℃左右时,乙醇开始大量馏出,水的馏出量减少。
3.经过一段时间,馏出物逐渐转变为纯乙醇。
根据实验结果,我们可以得出结论:乙醇和水在常压下的沸点不同,通过精馏操作,可以将乙醇从水中分离出来,达到纯化乙醇的效果。
同时,在实验过程中,通过调节加热功率和控制温度变化,可以进一步提高乙醇的纯度。
六、实验总结本次实验通过对乙醇和水的精馏实验,掌握了精馏的基本原理和操作方法。
通过实验观察和数据记录,我们了解了温度与组分的关系,并得到了较为满意的分离效果。
同时,实验过程中我们也注意到了一些操作细节和注意事项,比如加热功率的调整和温度传感器的准确定位等。
化工原理实验报告精馏实验
化工原理实验报告精馏实验
化工原理实验报告:精馏实验
实验目的:
本次实验旨在通过精馏实验,掌握精馏过程的基本原理,了解精馏技术在化工
生产中的应用,并掌握精馏实验的操作技能。
实验原理:
精馏是一种利用液体混合物中不同成分的沸点差异进行分离的物理方法。
在精
馏过程中,液体混合物首先被加热至沸点,然后蒸气被冷凝成液体,最终得到
不同成分的纯净产物。
实验步骤:
1. 准备实验装置:将精馏瓶、冷凝管、加热设备等装置搭建好,并连接好管道。
2. 将待分离的液体混合物倒入精馏瓶中。
3. 加热液体混合物,使其达到沸点,产生蒸气。
4. 蒸气通过冷凝管冷却成液体,分别收集不同成分的产物。
实验结果:
经过精馏实验,我们成功地将液体混合物分离成了不同成分的产物。
通过实验,我们观察到不同成分的沸点差异导致了它们在精馏过程中的分离。
这表明精馏
技术在化工生产中具有重要的应用价值。
实验结论:
通过本次精馏实验,我们深入了解了精馏技术的原理和操作方法,掌握了精馏
实验的操作技能。
精馏技术在化工生产中具有广泛的应用,能够有效地分离液
体混合物中的不同成分,提高产品的纯度和质量,具有重要的经济意义和社会
价值。
总结:
精馏实验是化工原理课程中的重要实验之一,通过本次实验,我们对精馏技术有了更深入的了解,为今后的学习和工作打下了坚实的基础。
希望通过不断的实践和学习,我们能够更加熟练地掌握精馏技术,为将来的化工生产做出更大的贡献。
精馏实验报告
精馏实验报告精馏实验报告引言:精馏是一种常用的物质分离方法,主要用于纯化液体混合物。
通过控制液体的沸点差异,将混合物加热至沸腾,然后重新冷凝,使其中的成分按照沸点高低顺序分离,从而达到纯化的目的。
本次实验以乙酸和水的混合物为例,探究了精馏分离的过程和原理。
实验步骤:1. 将乙酸和水按照体积比1:1装入精馏瓶中,并加入少量红色染料。
2. 用橡胶塞将装有混合液的精馏瓶密封,并将精馏瓶连接至加热设备。
3. 打开冷却水源,调节水流量,使冷却器保持恒定的冷却效果。
4. 首先加热混合液直至开始沸腾,持续加热2-3分钟,直至沸腾变得稳定。
5. 观察冷却管中的冷凝液的颜色变化,并记录下相应观察结果。
6. 关闭加热设备,等待冷却瓶内的液体冷却至室温。
7. 分别称取冷却瓶中上层液体和下层液体的质量,并记录下来。
8. 对得到的液体进行密度测定,计算乙酸在混合液中的摩尔分数。
实验结果及讨论:经过精馏分离,观察到冷却管中的冷凝液在开始时呈现红色,在过程中逐渐变为透明无色。
这说明红色染料主要富集在乙酸的馏出液中,进一步验证了我们分离乙酸和水的目的。
根据实验数据,上层液体的质量为25.5 g,下层液体的质量为15.5 g。
然后我们可以计算乙酸在混合液中的摩尔分数。
乙酸的摩尔质量为60.05 g/mol,水的摩尔质量为18.015 g/mol。
根据上层液体和下层液体的质量和摩尔质量的关系,我们可以得到下层液体中乙酸的质量为15.5 g,因此它的摩尔量为15.5g / 60.05 g/mol = 0.258 mol。
上层液体中乙酸的质量为25.5 g,因此它的摩尔量为25.5 g / 60.05 g/mol = 0.425 mol。
乙酸在混合液中的摩尔分数可以用下层液体中乙酸的摩尔量除以总摩尔量的方法计算得到。
乙酸的总摩尔量为0.258 mol + 0.425 mol = 0.683 mol。
因此,乙酸在混合液中的摩尔分数为0.258 mol / 0.683 mol = 0.377。
精馏实验报告(两篇)

引言概述:本文是关于精馏实验的报告,旨在介绍和分析对精馏实验(二)的实施和结果。
本次实验旨在研究和分析不同馏程时对混合物进行精馏的效果,以提高产品的纯度。
本文将从实验目的、实验过程、实验结果以及实验结论等方面进行详细阐述。
实验目的:本次精馏实验的目的是研究和分析不同馏程对混合物精馏的效果。
通过实验,我们将观察和比较不同馏程下产品的纯度以及回收率,探究合适的馏程对提高产品纯度和回收率的影响。
实验过程:1. 准备实验设备和仪器:包括精馏设备、试管、玻璃棒等。
2. 准备混合物样品:选择适当的混合物样品,确保其成分和比例的准确性。
3. 开始实验:将混合物样品加入精馏设备中,控制好温度和压力等参数。
4. 进行精馏操作:根据实验设备和实验需求,选择合适的馏程进行精馏。
同时,记录下各个阶段的温度和压力等数据。
5. 收集产物:将通过精馏得到的产物收集起来,并记录下产量和纯度等相关数据。
6. 清洗和准备下一次实验:将实验设备和仪器进行清洗和准备,以备下一次实验使用。
实验结果:1. 不同馏程下的产物纯度存在明显差异。
通常情况下,馏程越长,产物纯度越高。
2. 随着馏程的增加,产物的回收率也有所增加。
然而,馏程过长可能导致能量和时间的浪费。
3. 实验过程中,我们发现控制好温度和压力等参数对提高产品纯度非常重要。
过高或过低的温度、压力可能导致产物的质量下降。
4. 在实验中,我们还观察到了驱动力的重要性。
驱动力越大,产物的分离效果越好。
5. 实验结果还表明,对于不同的混合物样品,最适合的馏程可能有所差异。
因此,在实际生产中,需要根据具体情况进行调整和优化。
实验结论:1. 精馏实验中,馏程对产品纯度和回收率有显著影响。
2. 随着馏程的增加,产物的纯度和回收率也相应增加,但过长的馏程会浪费能量和时间。
3. 温度和压力等参数的控制对提高产品的纯度至关重要。
4. 在实际生产中,最适合的馏程需要根据具体的混合物样品进行调整和优化。
5. 对于提高精馏效果,驱动力是一个重要的因素,应当尽量提高驱动力以增加产物的分离效果。
化工原理实验精馏实验报告

北京化工大学学生实验报告学院:化学工程学院姓名:王敬尧学号: 2010016068专业:化学工程与工艺班级:化工1012班同组人员:雍维、雷雄飞课程名称:化工原理实验实验名称:精馏实验实验日期 2013.5.15北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中 E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、目的及任务
①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽-液接触状况。 ③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。 ⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理
在板式精馏塔中, 由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回 流液, 在塔板上实现多次接触, 进行传热与传质, 使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。 塔顶的回流量与采出量之比, 称为回流比。 回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况: 最小回流比和全回流。 若塔在最小回流比下操作, 要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以 最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无 原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时 所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科 学研究时采用。 实际回流比常取最小回流比的 1.2~2.0 倍。在精馏操作中,若回流系统出 现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
2
三、装置和流程
本实验的流程如图 1 所示,主要有精馏塔、回流分配装置及测控系 统组成。 1.精馏塔 精馏塔为筛板塔,全塔共八块塔板,塔身的结构尺寸为:塔径∮(57×3.5) mm,塔板间距 80mm;溢流管截面积 78.5mm2,溢流堰高 12mm,底隙高度 6mm;每 块塔板开有 43 个直径为 1.5mm 的小孔,正三角形排列,孔间距为 6mm。为了便 于观察踏板上的汽-液接触情况,塔身设有一节玻璃视盅,在第 1-6 块塔板上均 有液相取样口。 蒸馏釜尺寸为∮108mm×4mm×400mm.塔釜装有液位计、电加热器(1.5kw) 、 控温电热器(200w) 、温度计接口、测压口和取样口,分别用于观测釜内液面高 度,加热料液,控制电加热装置,测量塔釜温度,测量塔顶与塔釜的压差和塔釜 液取样。由于本实验所取试样为塔釜液相物料,故塔釜内可视为一块理论板。塔 顶冷凝器为一蛇管式换热器,换热面积为 0.06m2,管外走冷却液。
图 1 精馏装置和流程示意图 1.塔顶冷凝器 2.塔身 3.视盅 4.塔釜 5.控温棒 6.支座 7.加热棒 8.塔釜液冷却器 9.转子流量计 10.回流分配器 11.原料液罐 12.原料泵 13.缓冲罐 14.加料口 15.液位计
3
2.回流分配装置 回流分配装置由回流分配器与控制器组成。 控制器由控制仪表和电磁线圈构 成。回流分配器由玻璃制成,它由一个入口管、两个出口管及引流棒组成。两个 出口管分别用于回流和采出。引流棒为一根∮4mm 的玻璃棒,内部装有铁芯,塔 顶冷凝器中的冷凝液顺着引流棒流下, 在控制器的控制下实现塔顶冷凝器的回流 或采出操作。 即当控制器电路接通后, 电磁圈将引流棒吸起, 操作处于采出状态; 当控制器电路断开时,电磁线圈不工作,引流棒自然下垂,操作处于回流状态。 此回流分配器可通过控制器实现手动控制,也可通过计算机实现自动控制。 3.测控系统 在本实验中,利用人工智能仪表分别测定塔顶温度、塔釜温度、塔身伴热温 度、塔釜加热温度、全塔压降、加热电压、进料温度及回流比等参数,该系统的 引入,不仅使实验跟更为简便、快捷,又可实现计算机在线数据采集与控制。 4.物料浓度分析 本实验所用的体系为乙醇-正丙醇,由于这两种物质的折射率存在差异,且 其混合物的质量分数与折射率有良好的线性关系, 故可通过阿贝折光仪分析料液 的折射率,从而得到浓度。这种测定方法的特点是方便快捷、操作简单,但精度 稍低;若要实现高精度的测量,可利用气相色谱进行浓度分析。 混合料液的折射率与质量分数(以乙醇计)的关系如下。
北 京 化 工 大 学 学生实验报告
姓
名:
学 号: 专 业:
班 级: 同组人员: 课程名称: 实验名称: 实验日期: 化工原理实验 精馏实验 2016.5.13
北 京 化 工 大 学
实验五 精馏实验
摘要: 本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折 光度,得到该处液相浓度,根据数据绘出 x-y 图并用图解法求出理论塔板数,从 而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。 关键词:精馏,图解法,理论板数,全塔效率,单板效率。
七、误差分析及结果讨论
1.误差分析: (1)实验过程误差:测定折光率时溶质组分有所挥发造成数据误差 (2)数据处理误差:使用手绘作图法求取理论塔板数存在一定程度的误差,尤
* 其是在求取 x5 =0.5490 时,直接在图上寻找对应点,误差较大。
7
(3)折光仪和精馏塔自身存在的系统误差。
2.结果讨论: 此次实验测得的全塔效率为 77.5%,单板效率为 53.46%,全回流操作稳定 ,全塔效率和塔板效率较为合理。
表 1:乙醇—正丙醇平衡数据(p=101.325kPa) 序号 1 2 3 4 5 6 7 8 9 10 11 液相组成 x 0 0.126 0.188 0.210 0.358 0.461 0.546 0.600 0.663 0.844 1.0 气相组成 y 0 0.240 0.318 0.339 0.550 0.650 0.711 0.760 0.799 0.914 1.0 沸点/℃ 97.16 93.85 92.66 91.60 88.32 86.25 84.98 84.13 83.06 80.59 78.38
1
(1) 总板效率 E E=N/Ne 式中 E——总板效率;N——理论板数(不包括塔釜) ; Ne——实际板数。 (2)单板效率 Eml Eml=(xn-1-xn)/(xn-1-xn*) 式中 Eml——以液相浓度表示的单板效率; xn ,xn-1——第 n 块板和第 n-1 块板的液相浓度; xn*——与第 n 块板气相浓度相平衡的液相浓度。 总板效率与单板效率的数值通常由实验测定。单板效率是评价塔板性能优 劣的重要数据。物系性质、板型及操作负荷是影响单板效率的重要因数。当物系 与板型确定后,可通过改变气液负荷达到最高板效率;对于不同的板型,可以保 持相同的物系及操作条件下,测定其单板效率,以评价其性能的优劣。总板效率 反映全塔各塔板的平均分离效果,常用于板式塔设计中。 若改变塔釜再沸器中加热器的电压,塔内上升蒸汽量将会改变,同时,塔 釜再沸器电加热器表面的温度将发生变化,其沸腾给热系数也将发生变化,从而 可以得到沸腾给热系数与加热量的关系。由牛顿冷却定律,可知 Q=αA△tm 式中 Q——加热量,kw; α——沸腾给热系数,kw/(m2*K); A——传热面积,m2; △tm——加热器表面与主体温度之差,℃。 若加热器的壁面温度为 ts ,塔釜内液体的主体温度为 tw ,则上式可改写为 Q=aA(ts-tw) 由于塔釜再沸器为直接电加热,则加热量 Q 为 Q=U2/R 式中 U——电加热的加热电压,V; R——电加热器的电阻,Ω。
c、要测定全回流条件下的气液负荷,利用公式
Q
U2 qr R ,其中塔釜的
加热电压和电阻已知, 查出相变焓, 则可以求出汽化量 q,则有在全回流下 L=V=q。
2.塔釜加热对精馏操作的参数有什么影响?塔釜加热量主要消耗在何处?与 回流量有无关系? 答:塔釜加热,从化工节能的角度来看,消耗电能,从而能提高了推动力,提 高了精馏的分离效果,对精馏有利。塔釜加热量主要消耗在气液相变上,与回流 量有很大关系,一般加热电压越大,则回流量越大。 3.如何判断塔的操作已达到稳定? 答:在 10 分钟内分别抽取塔中某段塔板上的液相组分,在阿贝折光仪上测得 相差在 0.0003 内时,可认定塔的操作已达到稳定状态。 4.当回流比 R<Rmin 时,精馏塔是否还能进行操作?如何确定精馏塔的操作回流 比?
六、数据处理
(1)原始数据 ①塔顶: nD1 =1.3597, nD 2 =1.3599;塔釜: nD1 =1.3778, nD 2 =1.3779 。
nD1 =1.3658, nD 2 =1.3658; nD1 =1.3678, nD 2 =1.3681。 ②第四块板: 第五块板:
(2)数据处理 ①由附录查得 101.325kPa 下乙醇-正丙醇 t-x-y 关系:
=60.8238-44.0529nD ①
②原始数据处理:
表 2:原始数据处理
名称
塔顶 塔釜 第 4 块板 第 5 块板
折光率 nD
1.3597 1.3778 1.3658 1.3678
折光率 nD
1.3599 1.3779 1.3658 1.3681
平均折光率 nD 质量分数ω
1.3598 1.37785 1.3658 1.36795 0.9207 0.1255 0.6563 0.5616
③在直角坐标系中绘制 x-y 图,用图解法求出理论板数。 参见乙醇-丙醇平衡数据作出乙醇-正丙醇平衡线, 全回流条件下操作线方程 为 y=x,具体作图如下所示(塔顶组成,塔釜组成) :
6
图 2:乙醇—正丙醇平衡线与操作线图
④求出全塔效率和单板效率。 由图解法可知,理论塔板数为 6.2 块(包含塔釜) ,故全塔效率为
E N 6 .2 100% 100% 77.5% N总 8
第 5 块板的入板液相浓度 x4=0.7136,出板组成 x5=0.6256
* 由 y5=x4=0.7136 查图 2 中乙醇和正丙醇相平衡图,得 x5 =0.5490
则第 5 块板单板效率
Em1,5 0.7136 0.6256 100% 53.46% 0.7136 0.5490
4
段时间,待该塔操作参数稳定后,即可在塔顶、塔釜及相邻两块塔板上取样,用 阿贝折光仪进行分析,测取数据(重复 2~3 次) ,并记录各操作参数。 ⑤实验完毕后,停止加料,关闭塔釜加热及塔身伴热,待一段时间后(视镜 内无料液时) ,切断塔顶冷凝器及釜液冷却器的供水,切断电源,清理现场。