多鹤位栈桥油品装车自动控制的实现
新型火车栈桥自动化装车系统的应用
摘 要 :介绍 』火车装车 自动化系统设 计方案 以及控制系统构成方案在节约成本 、 , 程控装车以及安全生产等方面所起的关
键 作 用 , 现 了分 布式 P C 系统 在性 价 比 、 体 L 可靠 性 、 活配 置 、 态 实施 方 便 等 方 面 的 诸 多优 点 , 适 应 了 工 厂控 制 系 统 改 进 和 灵 组 其
PLC s s e y t m s h s uc a hi r to f gh a i o pe f ma c a d o t r l bi t ror n e n c s , e i l y, fe i l s r t r , e s t a i l x b e t uc u e ay o c nfgu a in e c o i r to t ..I a e tt e r qu r m e t o o r ls t m mp o e e n e eop n , t c n m e he n w e ie n f c nt o ys e i r v m nt a d d v l me t b e k r gu a s r t r o r a e l r t uc u e f PLC s s e y t m a d c e t he o o po t iy or po l rz ton The t pe n r a e t g od p r un t f pu a ia i . y
汽车栈桥应急控制改进

汽车栈桥应急控制改进汽车栈桥是现代物流行业中不可或缺的重要设备,它可以帮助货车和集装箱车辆快速进行装卸作业,提高作业效率,降低劳动强度。
在使用汽车栈桥的过程中,我们也会面临各种各样的问题和风险,尤其是在紧急情况下,如火灾、车辆故障等,需要对栈桥进行应急控制。
由于现有的汽车栈桥应急控制系统存在一些不足,为了改进现有的车辆栈桥应急控制系统,提高其安全性和应急处理能力,我们需要对其进行改进。
本文将探讨汽车栈桥应急控制改进的技术路径和方法,以期能够提高汽车栈桥在紧急情况下的应对能力。
我们需要对现有的汽车栈桥应急控制系统进行评估和分析。
通过分析当前系统的不足之处,确定需要改进的方向和重点,为后续的改进工作提供指导。
在评估分析的基础上,我们可以确定改进目标,明确改进的方向和内容。
在改进汽车栈桥应急控制系统时,需要充分考虑到紧急情况可能出现的各种情况和应对措施。
在栈桥突发故障或者火灾等紧急情况下,应急控制系统需要能够快速、有效地进行应对和处理,确保人员和设备的安全。
我们还可以考虑引入一些先进的技术手段,来提高汽车栈桥的应急控制能力。
可以考虑引入智能监控系统,通过传感器和摄像头等设备实时监测栈桥的运行状态,一旦发生故障或者异常情况,系统能够自动报警并进行相应的处理。
可以考虑引入无人机巡检技术,利用无人机对汽车栈桥进行定期巡检和检测,及时发现并排除潜在的安全隐患。
对于汽车栈桥应急控制系统的改进,还需要充分考虑现有设备的改造和更新。
可以考虑对现有的栈桥进行升级改造,增加一些应急控制装置和设备,如应急停车按钮、紧急排气装置等,以提高栈桥的应急控制能力。
对于老旧的栈桥设备,可以考虑进行更新换代,引入更先进、更安全的设备,提高整个系统的应急处理能力。
汽车栈桥应急控制改进是一个涉及技术、设备和人员培训等多个方面的复杂工程,需要全面考虑现实情况和实际需求,通过合理的技术路径和方法,提高汽车栈桥在紧急情况下的应对能力,确保人员和设备的安全。
基于紫金桥软件的油品自动装车系统

基于紫金桥软件的油品自动装车系统关键字:紫金桥定量装车自动装车装车系统背景:定量装车控制系统是用于炼油厂、化工厂及一些中小型油库,可满足各种汽车和火车鹤管定量装车的自动化控制和管理需求。
装车系统本身是油品储运系统中的重要环节,直接影响着在石油化工生产与经营过程中的计量与操作的准确性、及时性和安全性。
随着石化生产规模的不断扩大,油品的自动定量装车显得越来越重要。
如何提高装车效率、减少劳动强度、避免静电等不安全隐患、实现整个装车过程自动化的要求显得十分迫切。
本系统采用紫金桥软件作为上位机监控的软件系统,搭配PLC、流量计、控制阀、防静电接地开关、防溢报警开关等硬件,实现了油品装车的自动监控系统。
系统利用紫金桥软件的ODBC接口实现与外销管理系统、ERP系统的无缝连接,实现了从上层管理到底层实现全方位的信息化油品外销储运。
系统设计上位机中安装由紫金桥软件实现的自动装车控制系统,能够通过ODBC的方式读取开票机生成的新的提货单信息(包括提货单、车号、装车量、鹤位、发油密码等),并将数据下置到PLC中。
司机开票机打印的发油小票,到现场,先在密码路由器输入发有密码,发油系统进行核对,一致后允许进入装车环节。
待现场发油工完成准备工作(鹤管已放到位,防溢开关已放好,防静电接地已夹好),系统变为允许发油状态,打开对应鹤位的阀门,开始发油。
系统实时监测流量计中的累计值变化,当发油量达到开票机中给出的装车量时,自动停止发油,关闭阀门。
并将本次发油信息(开始时间,前表数,结束时间,后表数等)上传至关系数据库,供上层管理系统(MES,ERP等)使用。
网络结构上位机系统采用双网卡的形式连接关系数据库(管理网)及下位机(生产网),结构如下:双网卡的形式可以从物理上做到网络隔离,防止病毒的交叉感染。
功能模块上位机:关系数据库通讯模块:也是与上层管理系统通讯的模块,完成与关系数据库的通讯,本系统采用Oracle 10g,利用紫金桥软件强大的与关系数据库通讯的能力完成此功能。
用SCADA实现成品油铁路装车的自动化控制
IT uh95 n oe . 工控软件 的上位监控机构成 。上位监 控机安装 在 远程操作 室 , 冗余 P C控 制器安装 在 P C机 柜室 , 程操作 L L 远 室与 P C机柜室两者之间距离达 7 0m,并按不 同路经各敷 L 0 设 一根光缆 ,在 上位监控机 与 ¥ - 0 余控制 器之 间的通 7 4 0冗 讯, 采用冗余 以太 网通讯 , 系统采 用 了 P O IU — P总线冗 R FB S D
传统的成 品油铁 路装 车 , 用小鹤管输油方式 , 采 流量采 用 罐车体积表计量方式 , 该计量方式 比较落后 , 装车过程 中的鹤
位, 当升降管降 到最低位 置时 , 密闭盖 已压 紧槽 车 口, 此时将
阀 2打开 , 品油流经 限流线 D 5 , 成 g0 伸缩套移 至升降管 , 进行
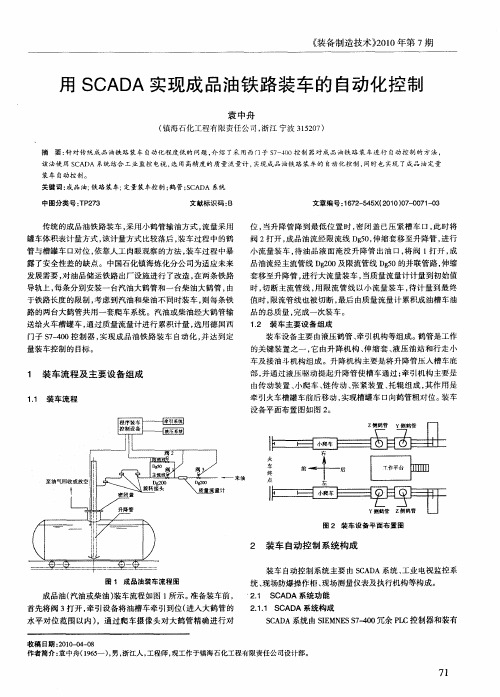
车及 接油斗机构组成 。升降机构主要是 将升降管压入槽车底 部, 并通过液压驱 动提起升降管使 槽车通过 ; 牵引机构主要是 由传 动装置 、 小爬 车 、 传动 、 紧装置 、 辊组成 , 作用是 链 张 托 其 牵 引火车槽罐 车前 后移动 , 现槽罐车 口向鹤管粗对位 。 车 实 装 设备 平面布置 图如图 2 。
1 装 车 流程 及 主要设 备 组成
11 装车流程 .
l
乍
耋前 后 +
图 2 装车设备 平面布 置图
2 装 车 自动控 制 系统 构成
装 车 自动控制系统 主要 由 S A A系统 、 CD 工业 电视监控 系
圈 1 成 品油装 车流 程图
统、 现场防爆操作柜 、 现场测量仪表及执行机构等构成 。
12 装 车 主 要 设 备 组 成 .
路 的两 台大鹤管共 用一套爬车 系统 。汽 油或柴油经大鹤 管输 送给火车槽罐车 , 通过质量流量计进 行累积计量 , 选用德 国西
铁路栈桥装油安全技术操作规程
铁路栈桥装油安全技术操作规程(非自动化)1.概述1.1栈桥式为油品装置汽车罐或火车皮设置的装置。
1.2栈桥总长312米,流体装卸臂使用to344设备,ps―4d活动梯,装油鹤管104个,永平库使用ps―3d活动梯,装油鹤管27个2.To344型装车臂2.1、基本构成:立柱、内臂、外臂、重管、弹簧缸平衡系统。
2.2技术参照:公称直径: Dn100操作压力:常压操作温度:常温适用介质:汽柴油2.3、平衡调节2.3.1、产品在出厂前平衡已调好,由于运行可以失衡,表现为:操作垂管时上重下轻,操作垂管时上轻下重。
2.3.2调节方法2.3.2.1 检查紧固件螺母是否松动,连接销上的开口销是否脱离。
2.3.2.2 J检查外臂垂管主其附件是否安装齐全。
2.3.2.3 检查失衡情形:上轻下重还是上重下轻。
2.3.2.4 如果是上轻下重可轻轻松动紧固螺母,将外臂拉至水平位置,向下调节耳座至外臂平衡,紧螺线,然后检查其他位置平衡情况。
2.3.2.5 如果是上重下轻,可根据轻重程度,偏差较大的松动紧固螺母,将外臂抬至水平的15°向上调节耳座至外臂平衡上紧螺母,在检查其他位置平衡情况。
然后将卸下的紧固螺母上紧,检查平衡情况和向下最大角度是否受影响。
2.4 如果平衡系统内部出现故障,就要更换弹簧缸。
2.4.1、操作要求2.4.1.1操作过程中,外臂上、下角度不得超过包络线图中规定极限角度。
2.4.1.2操作外臂时,不要用力过猛,应均匀用力。
2.4.1.3操作规程中不要把平衡装置或锁紧装置最为使用装置。
2.4.2、操作前准备A 、检查旋转臂是否灵活。
B 、检查各螺母是否紧固。
2.5操作2.5.1打开内臂锁紧,将垂管牵引至正对罐口。
2.5.2拉下外臂,使垂直管伸至罐车内最低位置。
2.5.3、罐车装满后,打开真空断流阀,提起垂管,牌尽管线内残液。
2.5.4、收回内、外臂,锁上内臂锁紧,使整机处于收容状态。
2.6、保养、维修2.6.1、每次装车过程中,检查各旋转接头是否泄露,如果泄露及时跟换主密封圈。
火车栈桥计量装车现状分析及自动付油的实现
nlg ee p n ee sdite rjc Iw sh r meoi ertteatmaicm o fo dn y ooydvl met rue oet t a efst tga uo t o  ̄l laig a o w nh p . t i ti t n e h c o b
t a r d ci n T e s se p o u e b i u n n il d s ca e e t f r u t g i t s e n r ln i p r l o u t . h y t m r d c d o v o sf a c a o il n f t t n u e i r f ey p a t o i n a b i a ep i to n i o a ig p to h m ia o a y fd q n er c e c l mp n . c
K yw rs e o d :Weg igla ig n ls f u rn i a i R s l rjc B n f v lain i n dn A ay i o r t t t n h o s c e su o e ov poe t e e i au t e t e o
jco raia o tma c i igadla igss m t mp trT e a sa he e e t o c r n c ・ et fel t na o t g n dn t wi c ue. h t t c iv m ns f ur teh zi u i we h n o ye h o le e t
石油产品是 目前十分重要 不可缺少的能源物资之
一
患 ,有 利 于 安 全 生产 ; 四是 减 少装 车 过 程造 成 的 挥 发 损 失 ,有利 于 企 业增 效 和环境 保 护
栈桥轻油发运装车控制系统的改进
解 决 原 系 统 存 在 的 问 题 , 高 了 装 车效 率 。 提 关 键 词 :轻 油 发 运 ; 车控 制 系统 ; 液 位 报 警 装 高
中 图分 类 号 :T 2 3 P 7
文 献 标 志 码 :B 源自文 章 编 号 :1 0 — 34 2 1) 4 0 4 — 5 0 7 7 2 (0 10 — 0 1 0
在 每 根 鹤 管 上 均 冗 余 配 置 2台 液 位 传 感 器 , 配 以 再
南充 炼 油化工 总厂 轻油发 运装 置 于 2 0 0 6年 底
建 成 投 运 。 装 置 发 运 系 统 由 两 列 栈 桥 构 成 , 桥 分 栈
布 2 套 鹤位 , 一套 鹤 位 都 采 用独 立 的单 回路 控 9 每
l a i g c ntols s e . T h e i n de e t f t e s s e c t o ic t h v e n i ve tga e o he o dn o r y t m e d sg f c s o h y t m on r l cr ui a e b e n si t d f r t
第 4 7卷
第 4期
石
油
化
工 自 动
化
VO1 7,No. .4 4
21 O 1年 8月
AUT0M AT1 N ETR0一 0N I P CHEM I AL I C NDUS TRY
A u s ,20 gu t 11
栈 桥 轻 油 发 运 装 车 控 制 系 统 的 改 进
Ab ta t W ih t sng o he lg i t a po tn ys e i a h g r fn ng a h m ia o pl x sr c : t he u i ft i hto l r ns r i g s t m n N nc on e i i nd c e c lc m e
火车装车大鹤管控制系统

火车装车大鹤管控制系统一、引言火车大鹤管装车是大型石化企业应用的一项新技术,它具有提高装车精度和效率,降低损耗,减轻工人的劳动强度,便于工厂管理等特点。
但是由于大鹤管设备成本高、技术要求高,控制系统的稳定性和控制精度显得十分重要。
我们在对众多石化企业调研的基础上,认真分析了国内外同行业产品的经验教训后,并根据公司的实际情况,对火车装车大鹤管控制系统提出了设计要求。
本次华北石化公司大鹤管装车主要在油3线(柴油线)和油4线(汽油线)上分别安装两台大鹤管,每条线能够同时完成26节槽车装车。
柴油线允许装一个品种的油品,设置回流阀一个,汽油线允许装两个品种的油品,设置回流阀两个;柴油线和汽油线既可以从本地车间装车,又可以从十公里外的公司东罐区装车,分别设置回流阀两个。
大鹤管装车设主控阀四个,每个大鹤管上设紧急切断阀一个,汽油鹤位上设尾气回收阀两个。
大鹤管控制系统采用PLC结构,实现大鹤管自动装车,定量控制,安全连锁,视频监控,上位机装车管理等功能。
实现安全、环保、健康的理念。
二、设计指导思想1.实现装车鹤位的大鹤管装车,完成自动计量,批量控制,可与上位机通讯实现远程监测及管理2.技术上先进,中远期不落后,目前处于国内先进水平3.系统应具有高可靠性、安全性、稳定性及高精度计量控制4.系统应具有较强的实用性,在确保系统功能完善的前提下,尽可能使系统简单化和直观化,便于操作和维护5.系统应具有较强的可扩展性,便于功能及规模扩展以及与其它计算机系统联网6.系统应具有优良的性能价格比三、项目设计需求1.工艺要求1.1在油3线1#鹤位和14#鹤位设两套大鹤管装柴油。
柴油大鹤管与汽油大鹤管共用一个钢结构平台。
1#鹤位大鹤管、14#鹤位大鹤管既可以从车间现有的装车泵装车,又可以从公司成品油罐区来的装车线进行装油。
当大鹤管不装油时,成品油走副线进入储运车间油罐,不影响公司东罐区油品的输送,使管线做到两用。
1.2油4线管装普通汽油和组份油,在1#和14#鹤位设两套大鹤管,与柴油大鹤管共用一个平台。
石化企业铁路栈桥自动装车控制系统开发
般 都通 过人 工 控 制 鹤 管 、 目测 加 注介 质 的形 式 来 : 1 )手动控 制 鹤管 , 劳动 强度 大 , 装罐 效率 低下 ;
( )装车液位上限报警、 5 控制 , 防溢出功能; ( )储存并查询一年的装车数据 ; 6 ( )报表 打 印 。 7
中 图 分 类 号 :1 7 3r 3 2
号装 车货 位安装 l 小 鹤管 , 中苯 1 , 甲苯 5 0套 其 套 二
引 言
套, 甲苯 4 ; l 套 在 4乙线一号纯苯货位安装一套 , 共 在 我 国 , 多 石 化 企 业 主 要 通 过 铁 路 槽 车 运 输 计 1 套 。要 求 实现 如下 功 能。 许 1
集。
序( 定时程序 , 每隔 1 秒采集一次) A A 与 D M模块通
输 出控制 ( O 模 块 : D M一 00 具有 6路 讯 , D ) AA 56 , 实时采集分配各类信号数 据 , 等待开始 装罐操 D 3V 2 C 0 、A输 出开关量控制能力。完 成对 1 个 电 1 作。 装罐操作参数设置并确认无误后 , 在后 台数据 磁 阀 的开关 控 制 。
等功能 , 彻底改变了传统手工操作 的落后现状 , 大大
提高了装罐的效率和 自动化水平。
( )工控 机 : 1
C UPI 2 , P I G 内存 26 以上 , I 5M 显卡 3 M, 2 硬盘
40 G。
1 需求分析
1 1 功 能需 求 .
( )数 采模 块 : 2 研华 A A 一 00系列 D M 50 模 拟信 号 ( I模 块 : D A) A AM 一 0 7 具 有 8路 模 51 ,
中石化油库建设标准总说明
中石化油库建设标准总说明中国石化销售企业油库建设标准编制说明为规范中国石化销售企业所属成品油库新建、改扩建项目的工程管理,采用先进的工艺设备、控制技术和设计理念,充分发挥油库在销售环节的功能,全面提升油库管理水平,以满足成品油市场全面开放后的需求。
结合行业特点,针对销售企业油库普遍存在的主要问题,在总结“试点油库”经验和《中国石化销售企业油库改造设计导则》试行的基础上,我们编制了《中国石化销售企业油库建设标准》,以指导油库新建、改造过程中所涉及的油库规模、铁路收发油、公路发油、管道收发油工作流程以及油品计量、安全监控系统、供配电系统、安全及环保等系统设计方案的确定。
新建及改造后的油库应达到“布局合理、技术先进、安全可靠、管理方便、绿化美化、本质安全、防止污染、确保油品质量”。
本标准归纳了新建、改扩建成品油库需注意的设计要点和建设过程中需执行的国家、行业相关标准、规范。
在符合国家及行业标准、规范的基础上,应严格按本标准执行。
附图部分包括油库工艺流程图、发油棚建筑效果及发油平台布置图及实景照片等,供各单位参考。
中国石化销售企业油库建设标准目录1.总则12.采用的主要标准、规范33.总平面布置及建(构)筑物53.1总平面布置要求3.2建(构)筑物4.铁路收发油系统84.1一般规定4.2工艺流程4.3设备选型及安装要求4.4电气5.水路收发油系统125.1工艺流程5.2设备选型及安装要求5.3配套设施6.公路发油系统146.1一般规定6.2工艺流程6.3设备选型及安装要求6.4电气7.储油罐区167.1轻油罐区布置原则7.2库容的确定7.3油罐选型7.4工艺管道7.5电气及防雷防静电7.6油罐及管道防腐中国石化销售企业油库建设标准8.消防系统208.1泡沫灭火系统8.2消防给水9.自控系统229.1概述9.2罐群自动计量系统9.3公路微机发油系统9.4安全监控系统10.环保2710.1含油污水处理10.2给排水11.标识2811.1建(构)筑物11.2管道表面色和标识11.3油罐表面色和标识附图附图-1发油台鹤管布置图-2发油亭建筑效果-3泵棚及发油台实景效果-4油罐标识效果-5试点油库分区示意图中国石化销售企业油库建设标准1、总则1.1为在中国石化销售企业油库新建和改扩建过程中,统一技术要求,统一建设标准,统一形象标识,突出行业特点,特制定本标准。
一种多鹤位卸车控制系统[实用新型专利]
![一种多鹤位卸车控制系统[实用新型专利]](https://img.taocdn.com/s3/m/04063cc77375a417876f8f1e.png)
专利名称:一种多鹤位卸车控制系统专利类型:实用新型专利
发明人:王蒙,毛继瑶
申请号:CN202022651972.0
申请日:20201117
公开号:CN213122687U
公开日:
20210504
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种多鹤位卸车控制系统,包括UPS电源、交换机、卸车控制仪、多个卸车鹤位单元;所述卸车鹤位单元包括人体静电仪、钥匙盒、静电控制器、音叉、读卡器、操作柱、阀门;所述UPS电源通过电源线分别连接钥匙盒、卸车控制仪、交换机,所述交换机连接卸车控制仪,所述卸车控制仪通过信号线连接DSC急停装置;所述人体静电仪通过信号线连接钥匙盒,所述钥匙盒电源端通过电源线连接静电控制器。
本实用新型的技术效果和优点:在卸车过程中,对阀门和泵进行控制,实时检测静电、钥匙和防抽真空信号,从而实现对卸车过程保护的目的。
是将计算机控制技术、网络技术与通信技术有机结合起来,实现卸车过程的分散控制与集中管理。
申请人:江苏驭雷安全科技有限公司
地址:221000 江苏省徐州市经济技术开发区杨山路21号
国籍:CN
代理机构:北京棘龙知识产权代理有限公司
代理人:戴丽伟
更多信息请下载全文后查看。
小鹤管自动化远程监控装车系统改造
小鹤管自动化远程监控装车系统改造摘要:小鹤管自动化远程监控装车系统的改造是中石化投资中原油田分公司石油化工总厂重点改造项目,通过PLC系统实现远程监控装车作业,在设备结构、生产操作等方面进行了改造,同时采用静电、溢油保护报警和流量计定量装车三项联锁控制,为安全生产提供有力保障。
关键词:小鹤管远程监控密闭装车联锁0引言中原油田分公司石油化工总厂火车装运站担负着全厂汽油、燃料油、航煤、石脑油产品的装车出厂任务。
由于原有装车鹤管年限较长存在安全隐患问题,于2013年11月对鹤管装车系统进行了改造,2014年1月投入使用。
实现了小鹤管自动化远程监控装车,不仅装车系统升级实现一个流程两种油品装车而且安全隐患得到治理。
1 原有装车系统存在问题1.1 效率低下、设备老化原有鹤管是全手动摇臂式,使用期限已经长达十七年,鹤管本体及驱动机构都已老化,装车过程中存在安全隐患。
另外因装车鹤管都是全手动,员工必须从下鹤管到装车完毕全程值守,不仅对岗位人员安全造成威胁,而且装车效率低耗时长。
1.2 灌装方式为敞口装车鹤管用于对汽油、燃料油、石脑油的装车作业,油气易于挥发,敞口方式装车致使油气弥漫整个作业环境,对员工人身健康和作业安全均不利。
2 系统改造后情况:2.1鹤管结构改造2.1.1小鹤管升降机构采用气动方式鹤管上升、下降均采用气动方式,操作时,只需在栈台手动换向阀,就可实现鹤管自由上升下降。
具有可靠防爆性能,提高可操作性和安全性。
桁架式鹤管的移动方式更能满足较大范围装车要求。
2.1.2 密闭装车鹤管设置罐车车口密闭盖,鹤管下降时,密闭盖随之下降,直至封住罐车车口,减少装车过程中的油气挥发,同时密闭盖上接有油气排放管,将装车过程中产生的油气引入排放管进行高点放空(或进入油气回收系统)。
2.1.3进油流程改造由于石油化工总厂产品日益增多,原来燃料油装车管线已经不能满足装车需要,但装车栈台在建设初期规模比较小,此次改造必须要克服困难,设计达到利用有限空间实现新增流程。
铁路栈桥装油安全技术操作规程范本(2篇)

铁路栈桥装油安全技术操作规程范本1. 操作前的准备工作1.1. 操作人员应事先熟悉栈桥结构、装油设备和安全规程,并经过专业培训和考核合格方可进行操作。
1.2. 在操作前,应对栈桥进行全面检查,确保设备完好并符合安全要求。
如有发现异常或损坏情况,应立即上报维修部门进行处理。
1.3. 操作前,应检查油罐是否完好,确认油罐内无杂质和污染物,且密封良好。
2. 启动装油设备2.1. 操作人员应按照装油设备的启动顺序和步骤操作,并仔细阅读设备的操作说明书。
在操作过程中,应集中注意力,严禁分神或走神。
2.2. 在启动设备之前,应检查设备的电源和接地情况,确保设备正常工作。
3. 进行装油作业3.1. 在装油前,应确保油罐和装油设备之间的连接管道完好无损,且连接牢固。
3.2. 在装油过程中,操作人员应随时注意油位高度,并根据所装油量的不同,适时调整油泵的工作状态,以防止过流或过载。
3.3. 在装油期间,应随时观察油罐和装油设备的工作情况,如发现任何异常情况(如漏油、泄漏等),应立即停止装油并上报相关部门进行处理。
4. 完成装油作业4.1. 在装油作业完成后,应及时关闭油泵,并切断油罐与装油设备之间的连接管道。
4.2. 操作人员应仔细检查装油设备和周围环境,确保无漏油、溢油等情况,并进行清理和维护工作。
4.3. 操作人员应及时上报装油作业的情况和数据,以供相关部门进行统计和分析。
5. 安全注意事项5.1. 在装油过程中,操作人员应始终保持警觉,严禁吸烟和使用明火。
5.2. 在操作过程中,应随时注意油罐和装油设备的压力和温度情况,如发现异常应立即停止装油并采取相应措施。
5.3. 操作人员应遵守栈桥货运规程和运输规定,确保装油作业符合运输安全要求。
5.4. 操作人员应经常参加安全培训和教育,提高自身的安全意识和应急处理能力。
5.5. 操作人员应注意装油设备的维护保养,定期检查和保养设备,确保其正常运行。
以上为铁路栈桥装油安全技术操作规程范本,详细阐述了操作前的准备工作、启动装油设备、进行装油作业、完成装油作业以及安全注意事项。
岸边集装箱装卸桥的动力系统与电气控制技术
岸边集装箱装卸桥的动力系统与电气控制技术随着国际贸易的迅速发展和全球化的推进,集装箱运输已成为现代货物运输的重要方式。
岸边集装箱装卸桥被广泛应用于码头和港口,它的动力系统与电气控制技术对提高装卸作业效率和安全性起着至关重要的作用。
动力系统是岸边集装箱装卸桥的核心部件之一。
它提供动力给桥身、起升机构、伸缩机构和旋转机构等,实现集装箱的升降、伸缩和旋转等功能。
为了保证装卸桥的稳定性,动力系统需要具备高效且可靠的特点。
一种常用的岸边集装箱装卸桥的动力系统是液压动力系统。
它采用液压泵作为动力源,通过液压油将动力传递到各个动作机构上。
液压动力系统具有动力大、控制方便、响应速度快等优点。
同时,它还能够根据不同的工况和需求进行调整,确保装卸作业的准确性和高效性。
另一种常见的动力系统是电动动力系统。
它采用电动机作为动力源,通过电缆将动力传递到各个动作机构上。
电动动力系统具有运行稳定、响应速度快、维护简单等优点。
而且,它还能够与计算机联动,实现智能化控制,进一步提高装卸作业的自动化水平。
与动力系统相辅相成的是电气控制技术。
电气控制技术通过控制系统对动力系统进行操作和监控,实现集装箱的装卸作业。
合理的电气控制技术能够确保装卸作业的顺利进行,减少人为操作失误的可能性。
在岸边集装箱装卸桥的电气控制技术中,PLC(可编程逻辑控制器)被广泛应用。
它具备可靠、快速、稳定的特点,能够实现多个动作机构的精确控制。
与传统的继电器控制相比,PLC控制更加灵活,可以根据不同的装卸需求进行编程和调整。
另外,电子设备的应用也是岸边集装箱装卸桥电气控制技术的一个重要组成部分。
例如,使用各种传感器感知集装箱的位置、重量和姿态等信息,可以对装卸作业进行实时监控和调整。
此外,还可以使用无线通信技术实现与其他设备的无缝对接,提高装卸作业的协同性和效率。
除了动力系统和电气控制技术,岸边集装箱装卸桥还需要配备安全保护装置。
例如,安全限位装置能够监测装卸桥的上升和下降位置,防止超高或超低造成意外事故。
铁路栈桥装油安全技术操作规程模版

铁路栈桥装油安全技术操作规程模版一、目的与适用范围本规程旨在规范铁路栈桥装油作业的安全技术操作,保障作业人员的生命财产安全,适用于所有铁路栈桥装油作业。
二、作业前准备1.作业人员必须经过专业培训,并具备相应的证书和操作许可;2.栈桥、设备和工具必须经过检查和维护,确保其正常运行;3.作业现场必须保持整洁,并设置标志牌、警示带等安全设施;4.检查天气状况和风力,确保操作安全。
三、装油操作流程1.检查油罐车、输油管道和接头是否完好,油品是否符合要求;2.将栈桥平稳停靠在油罐车旁边,确保与油罐车的接触牢固稳定;3.打开栈桥油泵,并将输油管道连接到油罐车上;4.启动油泵,将油品从油罐车抽取到栈桥油箱中;5.在装油过程中,实时观察油罐车和装油设备的工作状态,确保没有异常;6.装油完成后,及时停止油泵的运行,断开输油管道,关闭油箱取油阀;7.清点并整理好装油工具和设备,将作业现场恢复整洁。
四、安全注意事项1.严禁吸烟、打火机等明火进入装油作业现场;2.操作人员必须穿戴好劳动防护用品,如安全帽、防护眼镜、手套、防静电服等;3.操作人员必须保持清醒、专注的状态,不能饮酒、吸毒或疲劳作业;4.装油过程中,严禁将手、脚伸入油罐车或设备的运转部位;5.操作人员必须随时关注装油设备和油罐车的工作状态,发现异常及时报告并采取措施;6.如发生泄漏、火灾等安全事故,操作人员要立即停止作业,并按照应急预案进行处置;7.操作结束后,必须关闭设备电源、清理工作现场,并妥善保管好相关工具和设备。
五、应急措施1.在装油作业中,如发现泄漏情况,操作人员应立即停止装油操作,并采取控制泄漏的措施,如用防漏布覆盖泄漏点,使用专业吸漏剂进行清理;2.在装油作业中,如发生火灾情况,操作人员应立即停止装油操作,并采取灭火措施,如使用干粉灭火器进行扑灭;3.在装油作业中,如遇突发情况导致意外伤害,操作人员应立即停止装油操作,并进行紧急救治,同时及时报告相关部门。
铁路栈桥流量计在线自校的探讨和研究
铁路栈桥流量计在线自校的探讨和研究流量计是否准确直接影响铁路装车自动交接计量的成败,通过创造性的使用5000L标准罐破解了铁路栈桥流量计无法在线检定的难题,实现了铁路流量计在线校验和校准,是准确验证铁路流量计发油精度有效方法,不但不需要拆除被检流量计,从根本上杜绝了油品泄漏,确保了油库的正常生产作业,也是准确验证铁路流量计发油精度的有效方法。
标签:小鹤管;自动交接;自校;人工检尺;铁路一、铁路栈桥流量计在线自校实施背景目前,国内成品油油库铁路发油作业多采用小鹤管进行装车,常见型号为DN100、DN80,其配套系统多采用质量流量计和体积流量计作为计量工具,鉴于体积流量计价格优势,各油库多为安装体积流量计。
经过不断的摸索和探索,某油库经过三年多的铁路发油数据对比分析、发油工艺变换摸索等,在消除压力波动、流量不稳等因素,准确计量发油密度的情况下,初步实现了铁路流量计自动交接计量,计量结果与实际人工检尺计量值的偏差率在±0.2%之间。
要保证油库小鹤管自动交接计量顺利实现的前提,则是栈桥流量计的数据稳定,确保发油准确性。
根据国家计量检定规程《液体容积式流量计》JJG667—2010的规定,对准确度等级不低于0.5级的流量计,检定周期为半年,但在油库日常运行中,由于铁路定量装车系统中使用的流量计在出厂时进行过校验,安装完毕后由于省计量研究院等机构无法进行在线检定,同时因为流量计作为一种高精度的计量标准器具,其拆装、运输时的振动将影响其计量精度和使用寿命,并且在拆装、运输过程中不可避免地产生油渍、油气等环境污染,被拆卸下来的流量计送至检定中心检定时,势必会影响油库正常开展生产工作,与此同时如要保证油库正常作业则需备用一整套检定合格的流量计,检定费用之高、备件费用之大,导致了各油库铁路栈桥流量计无法进行送检,流量计的准确性无法判断,流量计的检定工作不能顺利开展。
二、铁路栈桥流量计在线自校的主要措施及做法(一)准备阶段:1.结合铁路流量计校验工作需要,定制标准量器。
中心油库提高原油装车效率措施分析
54引言中心油库担负着油田85%以上原油的计量交接、储运和外销任务,属于甲级要害单位。
现在原油产量103万吨/年,由于 2017年油田炼油厂的停产,外输销量大幅度减少,装车量随之增大。
2019年外输停产检修2个月,为保障中心油库的安全生产,降低油库的库存,原油销售只能依靠装车外销,预计装车量将增加一倍以上。
如何提高油库装车的效率,是我们面临的急需解决的生产实际问题。
一、基本情况中心油库装车的现状,2018年油田总产原油101.65万吨,外销79.5万吨,装车销售22.4万吨,平均每月装车量1.9万吨(表1)。
抽取与平均装车量相近的11月份装车情况进行了详细统计,装车的时效情况见表2。
表1 中心油库2018年油库生产装车情况统计表月份来油油量(t)外输油量(t)装车量(t)186458.0595300036183.04280578.0724800022441.58390271.54458908.04633015.05487418.67972360.38916315.01593406.13278036.94213743.9687328.71780093.71512900.66790141.76284042.17113446.88887192.51572759.2139406.56982036.7917000016557.42 1079412.8636500014960.37 1176214.5685810019577.87 1276090.7385470015777.74合计1016550.44795000.476224326.08表2 中心油库2018年11月份装车情况统计表日期装车次数装油量(t)装车全天用时(h)效率(t/h)11.0413511.9 4.0128 11.0612468.56 3.5134 11.0711458.5 3.4135 11.0812499.96 3.613911.0911458.06 3.313911.10411625.589.517111.11401616.649.517011.12401591.769.217311.13411646.59.517311.14361432.328.516911.15381515.39.016811.1615608.75 4.513511.1711444.87 3.512711.189357.01 3.011911.2221842.82 5.515311.23281134.877.016211.27311254.997.516711.28281135.47.016211.2925990.82 6.515211.3021828.4 5.5151合计48419423123.0平均249716151装车栈桥有4个装油鹤位,按照中心《原油装车外运管理办法》,控制每辆油罐车的装油量在罐车检验合格证核定吨位的85%以内,六轴半挂车最大55吨,实际上不超过49吨,平均每天装车次数在24车次。
栈桥轻油发运装车控制系统的改进
栈桥轻油发运装车控制系统的改进李章青;邓勇;任攀【摘要】With the using of the light oil transporting system in Nanchong refining and chemical complex at the end of 2006,the problem of high failure rate and poor stability is gradually emerging out in the loading control system.The design defects of the system control circuit have been investigated for the problem,and the improvement proposals have been put forward.After running practically,the improved control system solves the problem in the original system successfully,and the loading efficiency is increased.%南充炼油化工总厂轻油发运系统自2006年底运行以来,装车控制系统逐渐显现出故障率高、稳定性差的问题,针对该问题,分析了系统控制电路中存在的设计缺陷,取消液位控制闭环单回路中原有的IFM探头、安全栅、控制板,改用密封和抗腐蚀性能较好的TURCK电容式接近开关、隔离开关放大器、交流接触器和电动阀。
经实际运行,改进后的控制系统较好地解决了原系统存在的问题,提高了装车效率。
【期刊名称】《石油化工自动化》【年(卷),期】2011(047)004【总页数】5页(P41-45)【关键词】轻油发运;装车控制系统;高液位报警【作者】李章青;邓勇;任攀【作者单位】中石油兰州输油气分公司,兰州730000;中石油兰州输油气分公司,兰州730000;四川南充炼油化工总厂,四川南充637000【正文语种】中文【中图分类】TP2730 引言南充炼油化工总厂轻油发运装置于2006年底建成投运。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G a o ya o H ng n
( to h n i x o ,H uu a 1 5 0 , h n ) Per C iaJn iC 。 l d o, 2 0 1 C ia
t c nt o p a s c s r a ia in. Si he o r l l n uc e s e lz to mula e usy t a o tc c n r wil s v c t t t n o l he ut ma i o t ol l a e os , he op i z to o di a s we la he s f t n p o uc i n a p c y f nc i n i i t d o 。 tmia i n l a ng a c ra l s t a e y i r d to s e tke u to s po n e ut
关键词 : 现场 I0子站 ; / 可编程控制器 ; 数控阀 ; 优化装车; 位 鹤 中 图分 类 号 : P 7 T 23 文 献标 识 码 : B 文 章 编 号 :10 — 3 4 2 0 ) 3 0 2 — 4 0 7 7 2 (0 8 0 — 0 4 0
Re lz to o he Au o a i nt o o heLo d ng o a ia in ft t m tc Co r lf r t a i f
维普资讯
工 程 设 计 及 标 准
石
油
化
工
自
动
化 ,2 0 ,3: 4 08 2
AUT0M AT1 0N N I PETR0 CHEM I CAL I NDUS TRY
多 鹤位 栈 桥 油 品装 车 自动控 制 的实 现
高洪岩
状 ,0 7 该公 司 对 成 品柴 油 栈 桥 装 车 成 功 地 进 20 年
收 稿 日期 : 08 2 2 。 2 0 0 — O
作 者 简 介 : 洪 岩 ( 92 ) 男 , 宁 葫 芦 岛 人 ,9 6年 毕 业 高 17 , 辽 19 于 抚 顺 石 油 学 院计 量 自动 化 专 业 , 0 6年 取 得 大 连 理 工 大 学 控 制 20 工 程 硕 士 学 位 , 在 中 国石 油 锦 西 石 化 分 公 司 机 动 处 工 作 , 工 程 现 任 师 , 要 从 事 自控 仪 表 管理 工 作 。 主
1 引 言
控 制 系统 , 是炼 油企 业成 品油装 车 控制 以及 优化工
中 国石 油 锦西 石 化 分公 司成 品车 问柴 油 栈 台 始建于 2 0世纪 6 0年代 , 主要 承担 着该 公 司柴油 的 火 车装 车任 务 。现在 共有 1 0个 品种 1 8个 装车 鹤 4
艺 装 车方案 的结 合典 范 。 2 装 车方 案 的确定
Ke wo d :se eI O u sain L y r s cn / s b tt P C;dgtl o to av ;t p i z o dn a ;t eca ep s in o ii n rl le oo t ela igac r h r n o io acቤተ መጻሕፍቲ ባይዱv mi t
速 度慢 ( 小 时 5 每 ~6台) 严重 制 约着成 品油 出厂 , , 而 且油 品损 失量 大 , 岗位 工人 劳动 强度 大 。装车 油 液 位 由岗位 员 工 人 为 控 制 , 易发 生 跑 油 冒顶 事 容 故, 对土 壤 、 水体造 成 严重 污染 , 特别 是 雨季 由于 落 地 后 的柴 油 不易 挥 发 , 雨 水 从 土 壤 中浸 析 出来 , 被 会进 入河 道对 环 境 存 在 重 大 污染 隐 患 。为 改 变 现
Absr c :The e lz to o a t ma i c t ol o t dis l i r s l r fn d i o di a a i ta t r a ia i n f u o tc on r f r he e e o l e te e i e o l a ng c r s t l
柴油装车栈桥 共 2 铁道线 (4道和 1 条 1 5道) 分 , 别 位于装 车栈 桥 的两 侧 , 道 对 应 1 3 每 ~ 5个 鹤 位 , 从 系统 来 的柴 油进 入栈 台分 配 器 后 分 成 7路 管线 进 入栈 台 , 过论 证 , 经 更换 了鹤 管 , 原装 车胶 管改 把 为 自动 液下 密 闭装 车小鹤 管 , 这样 就解决 了敞 口装 车 , 品损失 严 重 , 染环 境及 不安 全等 问题 , 油 污 改建 现 场仪 表及 控制 系统 实现 装车 的 自动化 , 以此来 解
( 国石 油 锦 西 石 化 分 公 司 , 宁 葫 芦 岛 1 5 O ) 中 辽 2 O 1
摘 要 :介绍 了柴油栈桥成 品油装车 自动控制的实现 , 着重介绍了 P C与现场仪 表的典 型组合及控制方案 的成功实现 , L 同
时 指 出 自动控 制 方案 在 节 约成 本 、 化 装 车 以及 安 全 生 产 方 面 的关 键 作 用 。 优
i to u e n r d c d,e h tc ly t ePLC c n r ls s e , h c n a u i g a p i n em o e c m b n t n a d mp a ia l h o t o y t m t e s e e me s rn p l c d l o i a i n a o
2 1 工 艺 条 件 .
位 , 中柴 油 鹤位 有 7 其 0个 , 栈 台设 备 陈 旧落后 , 该
虽 然经 过几 次 改造 , 车鹤 位 在 不 断 增 加 , 装 车 装 但 设 施没 有 改变 , 仍然 采用 原始 的操 作工 现场 敞 口喷
溅 装车 , 品损失 大 , 油 装车 过程 泄漏 比较 严重 , 车 装